आपके चमकदार स्क्रीन पर ब्रांड के रंग एकदम सही दिखते हैं, लेकिन उन्हें छिद्रयुक्त नालीदार कार्डबोर्ड पर प्रिंट करना एक बिल्कुल अलग ही बात है। धुंधले और असमान रंग खुदरा बिक्री को बुरी तरह प्रभावित करते हैं। आइए जानते हैं हम इस समस्या का समाधान कैसे करते हैं।.
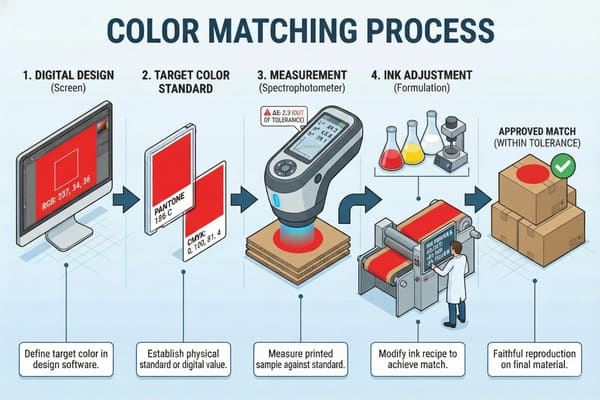
रंग मिलान प्रक्रिया एक व्यवस्थित विनिर्माण प्रक्रिया है जिसमें डिजिटल डिज़ाइन फ़ाइलों को भौतिक मुद्रित आउटपुट के साथ संरेखित किया जाता है। यह स्पेक्ट्रोफोटोमीटर और मानक प्रोफाइल का उपयोग करके विभिन्न सतहों पर ब्रांड के रंगों की सटीक प्रतिकृति सुनिश्चित करती है, जिससे वैश्विक खुदरा विपणन अभियानों के लिए दृश्य स्थिरता बनी रहती है।.
एक फैक्ट्री मालिक के तौर पर, मैं हर दिन प्रिंटिंग प्रेस पर शानदार एजेंसी डिज़ाइनों को बर्बाद होते देखता हूँ। आइए विस्तार से समझते हैं कि हम आपके डिजिटल आर्टवर्क को बिना उसकी मूल भावना को खोए, असली कार्डबोर्ड पर कैसे उतारते हैं।.
रंग मिलान की प्रक्रिया क्या है?
लैपटॉप की चमकदार स्क्रीन पर पैकेजिंग डिज़ाइन को मंज़ूरी देना खतरनाक है। तरल स्याही कागज़ में समा जाती है, और अचानक आपका चमकीला लाल रंग जंग जैसा दिखने लगता है। आइए इस कार्यप्रणाली को तुरंत ठीक करें।.
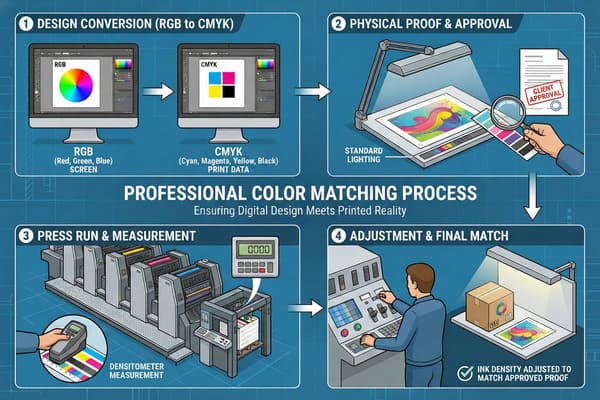
रंग मिलान की प्रक्रिया एक क्रमबद्ध कार्यप्रणाली है जिसमें डिजिटल फ़ाइल अंशांकन, भौतिक प्रूफिंग और प्रेस समायोजन शामिल हैं। इसके लिए RGB डेटा को CMYK मानों में परिवर्तित करने हेतु RIP (रास्टर इमेज प्रोसेसर) सॉफ़्टवेयर की आवश्यकता होती है, जिसके बाद 0.12 इंच (3 मिमी) तक मोटी नालीदार बोर्ड पर वर्णक्रमीय विश्लेषण किया जाता है।.
"मटमैले रंग" का जाल और जीएमजी द्वारा वास्तविकता का प्रमाण
मैंने यह बात बहुत मुश्किल से सीखी। कुछ साल पहले, न्यूयॉर्क की एक कॉस्मेटिक्स कंपनी ने वैलेंटाइन डे के बड़े लॉन्च के लिए एक खूबसूरत मैजेंटा फ्लोर डिस्प्ले को मंज़ूरी दी। उन्होंने बैकलाइट स्क्रीन पर डिजिटल पीडीएफ देखकर उसे अप्रूव कर दिया। हमने उसे स्टैंडर्ड 32ECT बी-फ्लूट कार्डबोर्ड पर स्टैंडर्ड CMYK ऑफसेट प्लेट्स का इस्तेमाल करके प्रिंट किया। नतीजा? मैजेंटा स्याही छिद्रयुक्त क्राफ्ट पेपर बेस में गहराई तक समा गई और सूखकर एक फीका, धब्बादार बैंगनी रंग बन गई। यह एक बड़ी गड़बड़ थी। मुझे 5,000 यूनिट्स पूरी तरह से नष्ट करनी पड़ीं। इसने मुझे बहुत परेशान कर दिया।.
उस भारी विफलता के कारण ही मैंने अपने प्रीप्रेस वर्कफ़्लो में पूरी तरह से बदलाव किया। आप एडोब इलस्ट्रेटर में बस प्रिंट बटन दबाकर फ़ैक्टरी में अच्छे परिणाम की उम्मीद नहीं कर सकते। असल प्रक्रिया हमारे RIP सॉफ़्टवेयर में गणितीय कटबैक कर्व से शुरू होती है। नालीदार कागज़ " डॉट गेन 1 " से बुरी तरह प्रभावित होता है। जब गीली स्याही छिद्रयुक्त कागज़ पर पड़ती है, तो हाफ़टोन डॉट्स भौतिक रूप से फैल जाते हैं। यदि आपकी डिजिटल फ़ाइल में 50% सियान डॉट की आवश्यकता है, तो हमारा प्रीप्रेस सॉफ़्टवेयर उस भौतिक फैलाव को ध्यान में रखते हुए प्लेट आउटपुट को स्वचालित रूप से 35% सियान तक कम कर देता है।
लेकिन असली गेम-चेंजर हमारा जीएमजी कलर प्रूफिंग सिस्टम 2 । हाइडेलबर्ग स्पीडमास्टर प्रेस पर मेटल प्लेट लगाने से पहले, मैं सटीक पेपर स्टॉक पर एक फिजिकल प्रूफ प्रिंट करके रातोंरात भेज देता हूँ। यह ग्लॉसी फोटो पेपर नहीं, बल्कि असली कार्डबोर्ड होता है। हम स्पेक्ट्रोफोटोमीटर से इसकी माप करते हैं ताकि डेल्टा-ई टॉलरेंस एकदम सही हो। यदि आप एरिज़ोना जैसे शुष्क जलवायु वाले क्षेत्र या फ्लोरिडा के किसी नमी वाले गोदाम में डिस्प्ले भेज रहे हैं, तो नमी की मात्रा स्याही के रंग को बदल देती है। हम रंग को वास्तविक दुनिया में भौतिक रूप से पक्का करते हैं, न कि केवल स्क्रीन पर डिजिटल रूप से।
| प्रक्रिया चरण | डिजिटल अनुमोदन (दोषपूर्ण) | जीएमजी फिजिकल प्रूफिंग (विशेषज्ञ) |
|---|---|---|
| सब्सट्रेट | बैकलिट आरजीबी स्क्रीन | वास्तविक नालीदार क्राफ्ट/सीसीएनबी |
| डॉट गेन मुआवजा | कोई नहीं | गणितीय आरआईपी कटबैक वक्र3 |
| नमी परिवर्तनशील | अवहेलना करना | भौतिक परीक्षण में शामिल |
| सटीकता माप | मानव आँख | स्पेक्ट्रोफोटोमीटर (डेल्टा-ई < 2.0)4 |
ग्राहकों को यह सुनना पसंद नहीं आता, लेकिन आपकी कंप्यूटर स्क्रीन आपको गलत जानकारी दे रही है। बड़े पैमाने पर रिटेल लॉन्च के लिए डिजिटल पीडीएफ पर हस्ताक्षर न करें। मैं अपने खरीदारों को पहले फिजिकल जीएमजी प्रूफ को मंजूरी देने के लिए बाध्य करता हूं। कृपया मुझे अपने ब्रांड के विशिष्ट रंग को मापते हुए हमारे स्पेक्ट्रोफोटोमीटर का वीडियो दिखाएं।.
रंग मिलान प्रणाली क्या है?
विभिन्न वैश्विक आपूर्तिकर्ताओं के बीच प्रिंट को मानकीकृत करना एक बहुत बड़ी समस्या है। एक सार्वभौमिक भाषा के बिना, चीन में छपा आपके ब्रांड का नीला रंग अमेरिका में छपे नीले रंग से मेल नहीं खाएगा।.
रंग मिलान प्रणाली एक मानकीकृत ढांचा है, जैसे कि पीएमएस (पैंटोन मैचिंग सिस्टम) या जी7 ग्रेस्केल, जिसका उपयोग वैश्विक स्तर पर स्याही की सटीक विशिष्टताओं को संप्रेषित करने के लिए किया जाता है। यह सटीक मिश्रण सूत्र और अंशांकन लक्ष्य प्रदान करता है, जिससे यह सुनिश्चित होता है कि कई कारखानों में उत्पादित पैकेजिंग खुदरा प्रकाश व्यवस्था के तहत देखने में एक समान बनी रहे।.

जी7 मास्टर कैलिब्रेशन के माध्यम से अमेरिका-चीन के बीच की खाई को पाटना
इस उद्योग में एक बहुत बड़ी गलतफहमी यह है कि प्रिंटिंग का मतलब सिर्फ रबर रोलर्स पर रंगीन स्याही डालना है। शिकागो के एक ग्राहक ने अपने मुख्य उत्पाद के डिब्बों के लिए एक स्थानीय अमेरिकी प्रिंटर और अपने अस्थायी डिस्प्ले के लिए मेरी फैक्ट्री का उपयोग करने पर जोर दिया। उनका मानना था कि हम दोनों को बिल्कुल एक ही पैंटोन कोड देने से वे पूरी तरह से मेल खा जाएँगे। जब 60 इंच (152 सेमी) के डिस्प्ले रिटेल बॉक्स के ठीक बगल में वॉलमार्ट के फ्लोर पर रखे गए, तो रंगों का भयानक टकराव देखने को मिला।.
मैंने शुरू में इसे उस तरह से प्रिंट करने से मना कर दिया था क्योंकि मुझे जोखिम का पता था। अमेरिकी कारखाने में G7 मानकों के अनुसार कैलिब्रेशन किया गया था, जबकि मेरी पुरानी प्रेस जापानी FOGRA मानकों का उपयोग कर रही थी। डॉट संरचना और ग्रे बैलेंस में मौलिक अंतर था। मुझे अपनी वर्कशॉप को अपग्रेड करना पड़ा। आज, मेरी पूरी उत्पादन लाइन G7 मास्टर कैलिब्रेटेड 5 । यह पूर्णतः अमेरिकी मानक है। जब कोई अमेरिकी डिज़ाइनर मुझे GRACoL प्रोफ़ाइल वाली एडोब इलस्ट्रेटर फ़ाइल भेजता है, तो मेरी हाइडेलबर्ग प्रेस उसे ठीक उसी तरह पढ़ती है जैसे शिकागो की कोई प्रिंटिंग प्रेस पढ़ती है।
हमें कच्चे माल से भी जूझना पड़ता है। उदाहरण के लिए, PMS 877 सिल्वर की समस्या लें। ब्रांड प्रीमियम दिखने के लिए चमकदार सिल्वर टेक्स्ट पसंद करते हैं। लेकिन कच्चा नालीदार कार्डबोर्ड धातु के कणों को स्पंज की तरह सोख लेता है। अगर आप क्राफ्ट लाइनरबोर्ड पर सीधे सिल्वर प्रिंट करते हैं, तो वह गंदा, मटमैला ग्रे रंग का हो जाता है। इस सिस्टम की सीमा को दूर करने के लिए, हमें पहले पेपर फाइबर को सील करने के लिए सॉलिड व्हाइट बेस इंक प्राइमर 6 है, और फिर उसके ऊपर मेटैलिक इंक लगानी पड़ती है। इससे उत्पादन का एक चरण बढ़ जाता है, लेकिन सिस्टम को रिटेल शेल्फ तक पहुंचाने का यही एकमात्र तरीका है।
| सिस्टम मानक | प्राथमिक क्षेत्र | ग्रेस्केल संतुलन | कार्डबोर्ड अनुकूलता |
|---|---|---|---|
| फोगरा | यूरोप / एशिया (विरासत) | टीवीआई (टोन वैल्यू इंक्रीज़) आधारित7 | धुंधले मध्य-स्वरों की संभावना |
| जी7 मास्टर | संयुक्त राज्य अमेरिका / उत्तरी अमेरिका | दृश्य ग्रे संतुलन आधारित8 | क्राफ्ट अवशोषण के लिए उत्कृष्ट |
| पीएमएस (धात्विक) | वैश्विक | ठोस स्याही निर्माण | सफेद प्राइमर बेस की आवश्यकता है |
सिस्टम कैलिब्रेशन सस्ते कारखानों और भरोसेमंद साझेदारों के बीच का अदृश्य अंतर है। मैंने G7 सर्टिफिकेशन प्राप्त करने के लिए काफी पैसा खर्च किया है ताकि आपकी GRACoL फाइलें बिना किसी त्रुटि के यहाँ प्रिंट हो सकें, और उनमें आमतौर पर होने वाला अमेरिका-चीन रंग परिवर्तन न हो। यदि आपको कई पैकेजिंग फॉर्मेट में पूर्ण एकरूपता चाहिए, तो मुझे एक परीक्षण बैच चलाने दें।.
रंगों के लिए 70 20 10 नियम क्या है?
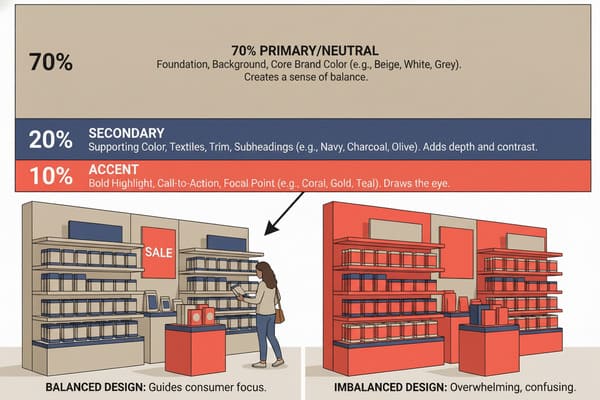
किसी डिस्प्ले स्ट्रक्चर को दस अलग-अलग चमकीले रंगों से भर देने से दृश्य अव्यवस्था पैदा होती है। ग्राहक अव्यवस्थित डिज़ाइनों को अनदेखा करके आगे बढ़ जाते हैं। बिक्री बढ़ाने के लिए आपको अपनी कलाकृति में एक सख्त संरचनात्मक पदानुक्रम की आवश्यकता होती है।.
70:20:10 का नियम एक मूलभूत डिज़ाइन सिद्धांत है जिसके अनुसार लेआउट में 70 प्रतिशत प्रमुख रंग, 20 प्रतिशत द्वितीयक रंग और 10 प्रतिशत एक्सेंट रंग होना चाहिए। यह आनुपातिक वितरण उपभोक्ताओं का ध्यान आकर्षित करता है, दृश्य संतुलन बनाता है और व्यस्त खुदरा वातावरण में आवेगपूर्ण खरीदारी को अधिकतम करता है।.
संरचनात्मक अखंडता के लिए कुल स्याही सीमा (टीआईएल) का प्रबंधन
70/20/10 के दृश्य नियम को लागू करना विशुद्ध रूप से मार्केटिंग सिद्धांत लगता है, लेकिन कारखाने में यह संरचना के अस्तित्व का सवाल मात्र है। आइए, मैं आपको स्याही के पीछे का भौतिकी समझाता हूँ। एक बार एक डिज़ाइनर ने मुझे एनर्जी ड्रिंक के डंप बिन के लिए एक आर्टवर्क फ़ाइल भेजी, जिसमें "70%" प्रमुख रंग "फ़ोटोशॉप ब्लैक" (C75 M68 Y67 K90) की एक मोटी, ठोस परत थी। इसका मतलब है कुल 300% स्याही कवरेज।.
जब हमने इसे प्रेस से गुजारा, तो अत्यधिक मात्रा में तरल स्याही 32ECT बी-फ्लूट लाइनरबोर्ड में पूरी तरह से समा गई। पैलेट पर रखा कार्डबोर्ड नरम और चिपचिपा हो गया। जब हमने बॉक्स कम्प्रेशन टेस्ट (BCT) 9 , तो डिस्प्ले मात्र 40 पाउंड (18.1 किलोग्राम) वजन के नीचे ही झुक गया। भारी तरल स्याही ने कागज की तन्यता शक्ति को पूरी तरह से नष्ट कर दिया। इस भयावह विफलता को ठीक करने के लिए, अब हम 260% कुल स्याही सीमा (TIL) 10 को । हम उस खतरनाक 300% काले रंग को गणितीय रूप से "सुरक्षित गाढ़ा काला" (C40 M30 Y30 K100) में परिवर्तित करते हैं। यह टारगेट या सीवीएस की फ्लोरोसेंट लाइटों के नीचे मानव आंख को बिल्कुल वैसा ही दिखता है, लेकिन इसमें बहुत कम तरल का उपयोग होता है।
70/20/10 का नियम ग्राफिक डिज़ाइनरों को खाली जगह और हल्के रंगों का इस्तेमाल करने के लिए बाध्य करता है। इससे नालीदार कार्डबोर्ड सूखा और कठोर बना रहता है। जब आप ग्राहक का ध्यान खींचने के लिए केवल 10% एक्सेंट रंग (जैसे चमकीला नियॉन पीला) का उपयोग करते हैं, तो स्याही की बचत होती है, कारखाने में सूखने का समय कम हो जाता है, और यह सुनिश्चित होता है कि फ्लोर डिस्प्ले वास्तव में 150 पाउंड (68 किलोग्राम) उत्पाद का भार सहन कर सकता है, जिसके लिए इसे डिज़ाइन किया गया है।.
| डिजाइन तत्व | कलाकृति कवरेज | फैक्ट्री की वास्तविकता (गत्ते का सामान) | संरचनात्मक प्रभाव |
|---|---|---|---|
| 70% प्रमुख | भारी अंधकारमय बाढ़ (>300% टीआईएल)11 | बोर्ड संतृप्त/नरम हो जाता है | 150 पाउंड (68 किलोग्राम) भार परीक्षण में विफल |
| 70% प्रमुख | प्रकाश/नकारात्मक स्थान | बोर्ड सूखा/कठोर रहता है | आईएसटीए ड्रॉप टेस्टिंग में सफल रहा।12 |
| 10% उच्चारण | चमकीले धब्बे का रंग | तेज़ यूवी क्योरिंग समय | तीव्र दृश्य विरोधाभास |
अगर किराने की दुकान में डिस्प्ले गिर जाए तो खूबसूरत कलाकृति का कोई मतलब नहीं। स्मार्ट डिज़ाइन अनुपात के ज़रिए स्याही की मात्रा को नियंत्रित करके, मैं आपके ब्रांड की छवि और आपके उत्पाद दोनों की सुरक्षा करता हूँ। लेआउट को अंतिम रूप देने से पहले अपनी AI फ़ाइलें मेरी स्ट्रक्चरल टीम को भेजें।.
रंग मिलान का नियम क्या है?
कभी भी यह न मानें कि प्रिंटिंग मशीन जानती है कि आप क्या चाहते हैं। सटीक गणितीय नियमों के अभाव में, कारखाने का तापमान, आर्द्रता और मशीन की टूट-फूट उत्पादन के दौरान आपके ब्रांड के रंगों को लगातार बदल सकते हैं।.
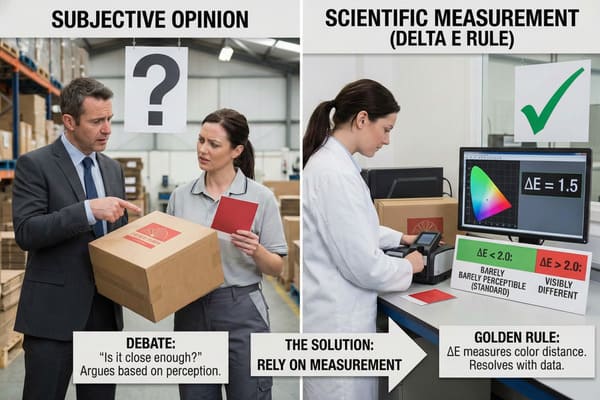
रंग मिलान का नियम एक सख्त गुणवत्ता नियंत्रण अनिवार्यता है जिसके तहत मुद्रित उत्पाद का डेल्टा-ई टॉलरेंस अनुमोदित मास्टर नमूने की तुलना में 2.0 से कम होना चाहिए। यह गणितीय नियम सुनिश्चित करता है कि बड़े पैमाने पर उत्पादन में भी रंग भिन्नताएं मानव आंख से बिल्कुल भी दिखाई न दें।.
गोल्डन सैंपल प्रोटोकॉल और फ़िनिश पंजीकरण
मेरी प्रोडक्शन लाइन का सुनहरा नियम कठोर है, लेकिन आवश्यक है: 5000वीं यूनिट बिल्कुल पहली यूनिट जैसी दिखनी चाहिए। 3 दिन के प्रिंटिंग रन में इस एकरूपता को बनाए रखना बेहद मुश्किल है। प्रेस मशीन के रोलर गर्म हो जाते हैं। कारखाने में सुबह से रात तक आर्द्रता बदलती रहती है। अगर हम लगातार आउटपुट को मापते नहीं हैं, तो रंगों में बदलाव आ जाता है।.
हम इस फैक्ट्री की वास्तविकता से निपटने के लिए "गोल्डन सैंपल" प्रोटोकॉल का उपयोग करते हैं। बड़े पैमाने पर उत्पादन शुरू होने से पहले, मैं व्यक्तिगत रूप से स्पेक्ट्रोफोटोमीटर द्वारा सत्यापित एक पूर्ण मुद्रित शीट पर हस्ताक्षर करता हूँ। वह शीट सीधे हाइडेलबर्ग प्रेस कंसोल पर रखी जाती है। लाइन से निकलने वाली प्रत्येक 100वीं शीट को स्कैन किया जाता है और गणितीय रूप से उस मास्टर मानक से तुलना की जाती है। यदि डेल्टा-ई रीडिंग 2.0 से ऊपर जाती है, तो हम मशीन को तुरंत रोक देते हैं।.
लेकिन लोगो का मिलान सिर्फ CMYK लिक्विड इंक से ही नहीं होता। इसमें प्रीमियम फिनिशिंग भी शामिल है। लग्जरी ब्रांड अपने लोगो पर स्पॉट UV (एक चमकदार पारदर्शी ग्लॉस) लगाना पसंद करते हैं। लेकिन प्रेस सिलेंडरों के अत्यधिक दबाव के कारण नालीदार कार्डबोर्ड थोड़ा खिंच जाता है। यदि UV प्लेट को प्रिंट प्लेट के बिल्कुल समान काटा जाता है, तो उस थोड़े से खिंचाव के कारण ग्लॉस लोगो से हट जाता है, जिससे एक धुंधला और बेमेल प्रिंट बन जाता है। मैं इस समस्या को अपनी उच्च-विस्कोसिटी स्क्रीन प्रिंटिंग प्रक्रिया में 0.02 इंच (0.5 मिमी) का "ट्रैपिंग" मार्जिन रखकर हल करता हूँ। हम कठोर UV मास्क को किसी भी संरचनात्मक स्कोर लाइन से ठीक 0.12 इंच (3 मिमी) पीछे खींचते हैं। यदि स्टोर में असेंबली के दौरान सूखा UV पॉलीमर मुड़ जाता है, तो वह टूटकर बिखर जाता है, जिससे प्लास्टिक के नुकीले टुकड़े रह जाते हैं।.
| गुणवत्ता नियंत्रण जाँच बिंदु | उद्योग संबंधी मानक | हमारे कारखाने का प्रोटोकॉल |
|---|---|---|
| बैच संगति | आँखों से देखकर जाँच करना | स्पेक्ट्रोफोटोमीटर प्रत्येक 100 शीट13 |
| रंग भिन्नता | डेल्टा-ई < 4.0 (दृश्यमान) | डेल्टा-ई < 2.0 (अदृश्य)14 |
| स्पॉट यूवी पंजीकरण | बिल्कुल 1:1 मैच (ड्रिफ्ट) | 0.02 इंच (0.5 मिमी) ट्रैपिंग ओवरलैप |
| सिलवटों की रेखाएँ | सिलवटों (दरारों) को ढक दें | 0.12 इंच (3 मिमी) ग्लॉस कीप-आउट ज़ोन |
मैं आपके ब्रांड की प्रतिष्ठा को भाग्य या थके हुए मशीन ऑपरेटरों के भरोसे नहीं छोड़ सकता। हमारे सख्त डेल्टा-ई नियम और विशेष रूप से तैयार किए गए ट्रैपिंग अलाउंस का मतलब है कि जब आपका समुद्री कंटेनर वितरण केंद्र पर पहुंचेगा तो कोई अप्रत्याशित समस्या नहीं होगी। आप मुझसे सीधे प्रेस से एक रैंडम प्रोडक्शन सैंपल निकलवा सकते हैं।.
निष्कर्ष
कार्डबोर्ड पर रंगों की कुशलता हासिल करने के लिए न केवल बेहतरीन ग्राफिक डिज़ाइन की आवश्यकता होती है, बल्कि इसके लिए कारखाने स्तर की कठोर अनुशासन की भी आवश्यकता होती है। धुंधली छपाई और कमज़ोर बनावट के भरोसे अपने खुदरा अभियानों को जोखिम में डालना बंद करें। तुरंत कोटेशन प्राप्त करें और हमें आपकी सफलता की योजना बनाने दें।
प्रिंट उत्पादन से जुड़े किसी भी व्यक्ति के लिए डॉट गेन को समझना बेहद महत्वपूर्ण है, क्योंकि यह सीधे तौर पर रंग की सटीकता और अंतिम प्रिंट गुणवत्ता को प्रभावित करता है।. ↩
जीएमजी कलर प्रूफिंग सिस्टम के बारे में जानने से आपको यह समझने में मदद मिलेगी कि उन्नत प्रूफिंग कैसे सुनिश्चित करती है कि आपके मुद्रित रंग अपेक्षाओं से मेल खाते हैं, जिससे महंगी त्रुटियां कम हो जाती हैं।. ↩
जानिए कि गणितीय आरआईपी कटबैक कर्व प्रिंट की सटीकता और रंग स्थिरता को कैसे बेहतर बनाते हैं, जो उच्च गुणवत्ता वाली पैकेजिंग और पेशेवर प्रूफिंग के लिए आवश्यक है।. ↩
जानिए क्यों प्रिंट उत्पादन और गुणवत्ता नियंत्रण में सटीक रंग मिलान के लिए डेल्टा-ई < 2.0 वाले स्पेक्ट्रोफोटोमीटर का उपयोग करना महत्वपूर्ण है।. ↩
जी7 मास्टर कैलिब्रेशन को समझने से अंतरराष्ट्रीय प्रिंटिंग में रंग की स्थिरता सुनिश्चित करने में मदद मिलती है, जो वैश्विक ब्रांडों और डिजाइनरों के लिए महत्वपूर्ण है।. ↩
व्हाइट बेस इंक प्राइमर के बारे में जानने से पता चलता है कि पैकेजिंग पर प्रीमियम मेटैलिक फिनिश कैसे प्राप्त करें, जिससे फीके या धुंधले परिणाम से बचा जा सके।. ↩
जानिए कि टीवीआई-आधारित ग्रेस्केल बैलेंस प्रिंट की गुणवत्ता को कैसे प्रभावित करता है और पुराने सिस्टम में सटीक रंग पुनरुत्पादन प्राप्त करने के लिए यह क्यों महत्वपूर्ण है।. ↩
प्रिंटिंग में विजुअल ग्रे बैलेंस के फायदों के बारे में जानें और यह कैसे बेहतर परिणाम देता है, खासकर क्राफ्ट जैसे चुनौतीपूर्ण सब्सट्रेट के लिए।. ↩
जानिए बॉक्स कंप्रेशन टेस्ट (बीसीटी) पैकेजिंग की मजबूती का मूल्यांकन कैसे करता है, जिससे यह सुनिश्चित होता है कि आपके डिस्प्ले भारी उत्पादों को सुरक्षित रूप से सहारा दे सकते हैं।. ↩
जानिए क्यों 260% की कुल स्याही सीमा लागू करना नालीदार पैकेजिंग की संरचनात्मक अखंडता को बनाए रखने और महंगी विफलताओं को रोकने के लिए महत्वपूर्ण है।. ↩
जानिए कि स्याही की अधिक मात्रा पैकेजिंग सामग्री को कैसे प्रभावित करती है और वास्तविक दुनिया के अनुप्रयोगों में यह बोर्ड के संतृप्त होने और संरचनात्मक विफलता का कारण क्यों बन सकती है।. ↩
पैकेजिंग के लिए आईएसटीए ड्रॉप टेस्टिंग के महत्व को जानें और यह कैसे शिपिंग और हैंडलिंग के दौरान उत्पाद की सुरक्षा और स्थायित्व सुनिश्चित करता है।. ↩
जानिए कि प्रत्येक 100 शीट पर स्पेक्ट्रोफोटोमीटर का उपयोग करने से आपकी प्रिंट उत्पादन प्रक्रिया में रंग की सटीकता और एकरूपता में उल्लेखनीय सुधार कैसे हो सकता है।. ↩
जानिए क्यों डेल्टा-ई < 2.0 बनाए रखने से रंगों में अंतर न के बराबर हो जाता है, जिससे बेहतर प्रिंट गुणवत्ता और ग्राहक संतुष्टि सुनिश्चित होती है।. ↩



