
आप एक बड़ा रिटेल डिस्प्ले, लेकिन गलत सामग्री चुनने का मतलब है कि अभियान शुरू होने से पहले ही ट्रे मुड़ जाएंगी, स्टोर मैनेजर नाराज हो जाएंगे और मुनाफे का मार्जिन पूरी तरह से खत्म हो जाएगा।
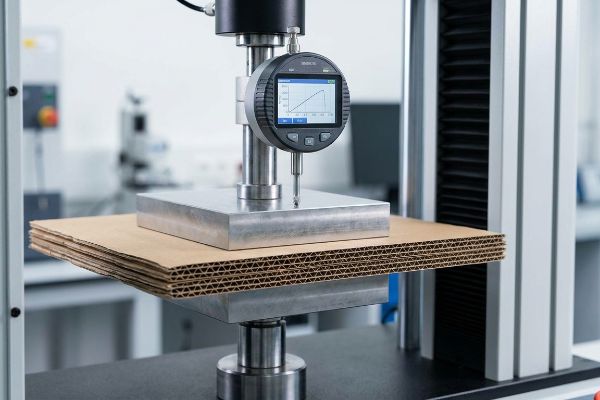
सबसे मजबूत कार्डबोर्ड डबल-वॉल नालीदार बोर्ड होता है, जिसे वर्जिन क्राफ्ट लाइनर और संरेखित ऊर्ध्वाधर खांचों के साथ बनाया जाता है। यह विशिष्ट संरचनात्मक विन्यास TAPPI T811 ECT (एज क्रश टेस्ट) के आधारभूत प्रदर्शन को अधिकतम करता है, जिससे यह सुनिश्चित होता है कि भारी खुदरा डिस्प्ले कठोर वेयरहाउस परिवहन और क्लब स्टोर के सख्त नियमों का पूरी तरह से पालन करते हुए सुरक्षित रहें।.
लेकिन कच्चे माल की मजबूती तो आधी ही बात है। आइए देखें कि भौतिकी और माल ढुलाई संबंधी नियम यह कैसे तय करते हैं कि आपकी पैकेजिंग आपूर्ति श्रृंखला में टिक पाएगी या नहीं।.
किस प्रकार का कार्डबोर्ड सबसे मजबूत होता है?
सभी हेवी-ड्यूटी बोर्डों को एक समान मान लेना एक घातक लॉजिस्टिकल त्रुटि है।.
किस प्रकार का कार्डबोर्ड सबसे अधिक टिकाऊ होता है? सबसे मजबूत प्रकार में हाइब्रिड नालीदार मैट्रिक्स का उपयोग किया जाता है जिसमें कम से कम तीस प्रतिशत ताजा वर्जिन क्राफ्ट पेपर को सीधे भार वहन करने वाली खांचों में इंजेक्ट किया जाता है। इससे कागज के लंबे रेशे बहाल हो जाते हैं, जिससे बहु-अक्षीय परिवहन के दौरान TAPPI T811 संपीड़न प्रतिरोध में काफी वृद्धि होती है।.

स्प्रेडशीट पर उच्च गुणवत्ता वाली सामग्री की मांग करना आसान है, लेकिन कागज लुगदी बनाने की यांत्रिक वास्तविकता एक अलग ही कहानी बयां करती है।.
फाइबर की समाप्ति सीमा
अधिकतम स्थिरता के लिए प्रयासरत खरीद टीमें अक्सर भारी खुदरा मालवाहक मशीनों के लिए पूरी तरह से पुनर्नवीनीकरण किए गए टेस्टलाइनर को अनिवार्य कर देती हैं, यह मानकर कि एक समान विशिष्टता पत्रक एक समान प्रदर्शन की गारंटी देता है। वे कागज को गूदा बनाने की प्रक्रिया की सूक्ष्म यांत्रिक वास्तविकता को पूरी तरह से अनदेखा कर देते हैं। हर बार जब पुराने बक्सों को गूदे में बदला जाता है, तो आंतरिक सेल्युलोज फाइबर भौतिक रूप से छोटे हो जाते हैं और संरचनात्मक रूप से कमजोर हो जाते हैं। 1 एक विशाल फर्श इकाई के लिए पूरी तरह से इन अत्यधिक पुनर्नवीनीकरण किए गए, भंगुर फाइबर पर निर्भर रहना, गतिशील गोदाम भार के तहत आधार स्तर के ढहने का एक निश्चित कारण है।
मेरी फैक्ट्री में, मुझे अक्सर खरीद फाइलों में बड़े क्लब स्टोर पैलेट डिस्प्लेहै। यह सिर्फ सैद्धांतिक बात नहीं है—मैंने खुद टेस्टिंग फ्लोर पर देखा है जब हम इन इको-भारी बेस को TAPPI T811 प्रेस से गुजारते हैं। छोटे, रिसाइकल्ड फाइबर में आकार बनाए रखने के लिए संरचनात्मक लोच की कमी होती है, जिससे B-फ्लूट मात्र 187.5 पाउंड (85 किलोग्राम) के अधिकतम दबाव पर अचानक मुड़ जाता है। इस समस्या को ठीक करने के लिए, मैं कॉरुगेटर लाइन पर ही हाइब्रिड मटेरियल प्रोटोकॉल अनिवार्य करता हूं। ताज़ा वर्जिन क्राफ्ट पेपर3 सीधे केंद्रीय भार वहन करने वाले फ्लूट्स में इंजेक्ट करके, लंबे फाइबर तुरंत संरचना को बांध देते हैं। मशीनरी बाकी का काम संभालती है, जिससे एक कठोर, नमी-प्रतिरोधी कोर तैयार हो जाता है। इस आंतरिक फाइबर मैट्रिक्स को अपग्रेड करके, मैं यह सुनिश्चित करता हूं कि पैकेजिंग मल्टी-एक्सिस कंटेनर ट्रांजिट को सहन कर सके, जिससे खुदरा विक्रेताओं द्वारा अस्वीकृति दर शून्य हो जाती है और ग्राहकों को मैनुअल रीपैकिंग शुल्क में हजारों की बचत होती है।
| मीट्रिक/विशेषता | सामान्य पुनर्चक्रित दृष्टिकोण | इंजीनियर्ड वर्जिन रियलिटी |
|---|---|---|
| सामग्री स्रोत | 100% थका हुआ टेस्टलाइनर4 | 30% वर्जिन क्राफ्ट इंजेक्शन5 |
| संपीड़न उपज | दबाव के कारण बांसुरी का मुड़ जाना | अधिकतम TAPPI T811 उत्तरजीविता6 |
| माल ढुलाई का प्रभाव | सार्वजनिक परिवहन व्यवस्था ठप होने का व्यापक खतरा | बिना किसी क्षति के कंटेनर का आगमन |
मैं स्थिरता संबंधी अनिवार्य नियम को आपकी संरचनात्मक अखंडता को नष्ट करने नहीं दूंगा। भार वहन करने वाले खांचों में शुद्ध क्राफ्ट तेल का उपयोग यह सुनिश्चित करता है कि आपका अभियान बड़े खुदरा स्टोरों के कठोर भौतिक वातावरण में भी टिका रहे।.
🛠️ हार्वे का डेस्क: क्या आपके भारी चेकआउट ट्रे स्टोर तक पहुंचने से पहले ही आपके शिपिंग ROI को बुरी तरह प्रभावित कर रहे हैं? 👉 मुफ़्त फ्रेट डेंसिटी ऑडिट का अनुरोध करें ↗ — मैं 24 घंटों के भीतर हर स्ट्रक्चरल फ़ाइल की व्यक्तिगत रूप से समीक्षा करता हूँ।
बी बांसुरी या सी बांसुरी में से कौन सी बांसुरी ज्यादा मजबूत होती है?
पर्यावरण भौतिकी को समझे बिना बांसुरियों की तुलना करना एक खतरनाक तार्किक जाल है।.
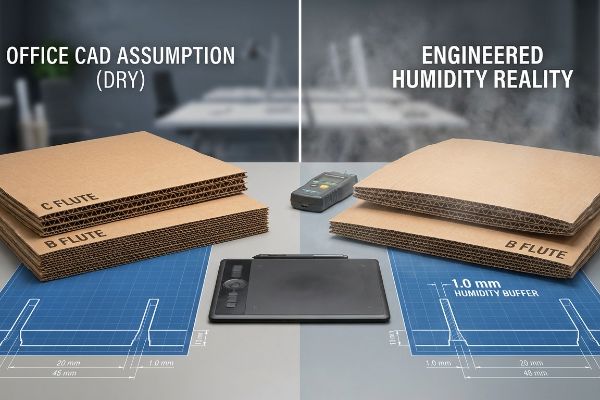
यह निर्भर करता है। C फ्लूट अपनी ऊँची प्रोफाइल के कारण अधिक ऊर्ध्वाधर स्टैकिंग क्षमता प्रदान करता है, जबकि B फ्लूट बेहतर क्रश प्रतिरोध और चिकनी प्रिंटिंग सतह प्रदान करता है। हालांकि, उचित संरचनात्मक डाईलाइन क्षतिपूर्ति के बिना उच्च परिवेशीय आर्द्रता के संपर्क में आने पर दोनों नालीदार प्रोफाइल भौतिक रूप से फूल जाएँगी और अपनी अखंडता खो देंगी।.
फ्लैट सीएडी (कंप्यूटर-एडेड डिजाइन) स्क्रीन पर बी और सी फ्लूट के बीच चयन करना आसान है, लेकिन समुद्री माल ढुलाई बोर्ड की संरचना को बदल देती है।.
नमी से होने वाली सूजन और विकृति
तापमान नियंत्रित कार्यालयों में ग्राफिक डिज़ाइनर अक्सर डाईलाइन इंटरलॉकिंग स्लॉट टॉलरेंस को चुने गए फ्लूट प्रोफाइल के पूर्ण शुष्क कैलिपर के आधार पर निर्धारित करते हैं। वे मान लेते हैं कि 0.15 इंच (3.8 मिमी) मोटाई वाला सी-फ्लूट बोर्ड प्रशांत महासागर को पार करने में चार सप्ताह बिताने के बाद भी जादुई रूप से उसी सटीक आयाम का बना रहेगा। जब आप 32ECT टेस्टलाइनर 8 की छिद्रपूर्ण प्रकृति को अनदेखा करते हैं , तो आप परिवेशीय नमी अवशोषण के प्रति पूरी तरह से अनभिज्ञ हो जाते हैं।
मेरी सुविधा में, मैं अक्सर ऐसे फ्लैट वेक्टर फ़ाइलें देखता हूँ जो परिवहन के दौरान नालीदार कागज़ के भौतिक व्यवहार को पूरी तरह से अनदेखा करती हैं। यह केवल सिद्धांत नहीं है—मैंने परीक्षण के दौरान ऐसा होते देखा है जब ग्राहक फ़्लोरिडा जैसे उच्च आर्द्रता वाले अमेरिकी क्षेत्रों में फ्लैट-पैक भेजते हैं। कागज़ के रेशे नमी सोख लेते हैं और भौतिक रूप से फूल जाते हैं9, जिससे एक पूरी तरह से डिज़ाइन किया गया स्लॉट घर्षण जाल में बदल जाता है। असेंबली के दौरान, को-पैकिंग टीम को टैब को ज़ोर से धकेलना पड़ता है, जिससे फूला हुआ बी-फ्लूट कुचल जाता है और लिथो-लैमिनेटेड ऊपरी शीट फट जाती है। फ़्लोर पर मेरे बीस वर्षों के अनुभव ने मुझे इन कार्यालय-आधारित मान्यताओं को गणितीय रूप से दूर करना सिखाया है। मैं 0.04 इंच (1.0 मिमी) आर्द्रता क्लीयरेंस बफर10 । इस गणितीय रूप से विस्तारित सहनशीलता को लागू करके, मैं यह सुनिश्चित करता हूँ कि को-पैकिंग असेंबली का समय प्रति यूनिट 45 सेकंड कम हो जाए, जिससे विनाशकारी फाड़ने की समस्या समाप्त हो जाती है और ग्राहकों को महत्वपूर्ण मैनुअल श्रम शुल्क की बचत होती है।
| मीट्रिक/विशेषता | ऑफिस सीएडी धारणा | इंजीनियर्ड आर्द्रता वास्तविकता |
|---|---|---|
| स्लॉट सहिष्णुता | एब्सोल्यूट ड्राई बोर्ड कैलिपर | 1.0 मिमी विस्तार बफर जोड़ा गया11 |
| असेंबली घर्षण | गंभीर चीर-फाड़ और बांसुरी का चूर-चूर होना | सुगम, बिना किसी प्रतिरोध के लॉकिंग |
| श्रम आरओआई | धीमी, नुकसानदायक मैनुअल असेंबली | प्रति यूनिट 45 सेकंड की बचत12 |
मैं मौसम का गणितीय रूप से पूर्वानुमान लगाता हूँ ताकि आपकी आपूर्ति श्रृंखला को ऐसा न करना पड़े। परिकलित नमी बफर जोड़ने से यह सुनिश्चित होता है कि गोदाम के मौसम की परवाह किए बिना आपके डिस्प्ले निर्बाध रूप से एक साथ जुड़ जाएं।.
🛠️ हार्वे का डेस्क: क्या आपके मौजूदा काउंटर डिस्प्ले डिज़ाइन को गोदाम की वास्तविक नमी के कारण फटने या टेढ़ा होने का खतरा है? 👉 अपनी संरचनात्मक सहनशीलता को सुरक्षित करें ↗ — 100% गोपनीय। आपके अप्रकाशित खुदरा डिज़ाइन मेरे पास सुरक्षित हैं।
सबसे मजबूत गत्ते के डिब्बे कौन से होते हैं?
एक मजबूत डिब्बा देखने में भले ही अजेय लगे, लेकिन उसका एक भी फ्लैप हटाने से उसकी संरचनात्मक बनावट बिगड़ जाती है।.
सबसे टिकाऊ कार्डबोर्ड बॉक्स संरचनाएं कौन सी हैं? पूरी तरह से संरेखित ऊर्ध्वाधर खांचों से निर्मित नियमित खांचेदार कंटेनर उच्चतम संपीड़न प्रतिरोध प्रदान करते हैं। निरंतर, पूरी तरह से बंद ऊपरी फ्लैप बनाए रखने से, ये संरचनाएं भारी भार को अपने कोनों पर समान रूप से वितरित करती हैं, जिससे भारी पैलेटयुक्त माल ढुलाई की स्थिति में विनाशकारी झुकाव को रोका जा सकता है।.

किसी गोदाम के फर्श पर रखा डिब्बा देखने में ठोस लग सकता है, लेकिन जैसे ही आप छत तक पैलेट ढेर करना शुरू करते हैं, संरचनात्मक भौतिकी अपना काम करने लगती है।.
ऊपरी संलग्नक रिक्ति
खरीददार अक्सर कच्चे माल की लागत कम करने के लिए मानक बंद शिपर्स को खुले शीर्ष वाले खुदरा डिब्बों से बदलने का प्रयास करते हैं, और ऊर्ध्वाधर भार वितरण के संरचनात्मक यांत्रिकी को पूरी तरह से अनदेखा कर देते हैं। निरंतर शीर्ष फ्लैप को हटाने से ऊर्ध्वाधर दीवारों के पार गतिशील शीर्ष-भार दबाव को स्थानांतरित करने13।ज्यामिति को अपनी जगह पर स्थिर रखने वाले उन ऊपरी कोने के एंकरों के बिना, उजागर साइड पैनल तत्काल पार्श्व विक्षेपण के प्रति अत्यधिक संवेदनशील हो जाते हैं14।
यह सिर्फ़ सिद्धांत नहीं है—मैंने पिछले महीने एक नए बड़े रिटेल स्टोर के मार्केटिंग अभियान का ऑडिट करते समय इसका कड़वा अनुभव किया। 2023 में, मैंने अपने प्रमुख पैकेजिंग इंजीनियर, मार्क से एक ओपन-टॉप एचएससी (हाफ स्लॉटेड कंटेनर) मास्टर कार्टन को सत्यापित करने के लिए कहा, जिसे एक ग्राहक $0.12 प्रति यूनिट बचाने के लिए इस्तेमाल करने पर ज़ोर दे रहा था। मुझे विशेष रूप से याद है कि मार्क ने पहले से भरे हुए कार्टन को हमारे हाइड्रोलिक कम्प्रेशन प्रेस में लॉक किया था। ठीक 412.3 पाउंड (187 किलोग्राम) के गतिज बल के कारण, ऊपरी ढक्कन के अभाव में सामने का बी-फ्लूट पैनल बाहर की ओर झुक गया, जिससे एक तेज़, भयानक आवाज़ आई और पूरा निचला हिस्सा टूटकर अंदर की ओर मुड़ गया। हमने तुरंत फ़ैक्टरी में ही हस्तक्षेप किया। हमने सस्ते ओपन-टॉप डिज़ाइन को दरकिनार कर दिया और नालीदार कार्डबोर्ड को गणितीय रूप से पूरी तरह से लंबवत 15 डिग्री पर फिर से संरेखित किया , साथ ही खोई हुई ऊपरी कठोरता को कृत्रिम रूप से बहाल करने के लिए डाई-लाइन को डबल-वॉल प्रोफ़ाइल 16 में अपग्रेड किया। मैं अपनी टेस्टिंग लैब में समय और पैसा लगाता हूँ ताकि आपको रिटेल स्टोर में मुनाफ़ा न गंवाना पड़े। अनाज के इस विशेष पुनर्व्यवस्थापन से न केवल आधार के टूटने की समस्या हल हुई, बल्कि इससे आंतरिक प्लास्टिक सपोर्ट की आवश्यकता भी पूरी तरह समाप्त हो गई, जिससे अंततः ग्राहक को पैकेजिंग पर होने वाले कुल खर्च में लगभग 14% की बचत हुई।
| मीट्रिक/विशेषता | खुले शीर्ष से लागत में कटौती | संरचनात्मक अनाज पुनर्संरेखण |
|---|---|---|
| अधिकतम भार क्षमता | तीव्र पार्श्व दीवार झुकाव17 | ऊर्ध्वाधर भार स्थानांतरण लॉक हो गया18 |
| बोर्ड आर्किटेक्चर | एकल-दीवार वाले खुले किनारे | दोहरी दीवार प्रबलित प्रोफ़ाइल |
| वित्तीय परिणाम | परिवहन व्यवस्था में भीषण विफलता | पैकेजिंग पर कुल खर्च का 14% बचाया गया19 |
मैं कभी भी खरीद संबंधी स्प्रेडशीट को आपकी भौतिक व्यवस्था को प्रभावित नहीं करने दूंगा। ऊपर से पड़ने वाले भार के विपरीत नालीदार अनाज को सही ढंग से व्यवस्थित करने से यह सुनिश्चित होता है कि आपके खुले शीर्ष वाले मर्चेंडाइज़र गोदाम में सबसे कठिन परिस्थितियों में भी सुरक्षित रहें।.
🛠️ हार्वे का डेस्क: क्या आपके खुले शीर्ष वाले डिस्प्ले शिपर्स दोहरे स्टैक वाले समुद्री कंटेनरों के भार के कारण चुपके से झुक रहे हैं? 👉 अपना स्ट्रक्चरल डायलाइन ऑडिट करवाएं ↗ — कोई अकाउंट मैनेजर बीच में नहीं। आप सीधे स्ट्रक्चरल इंजीनियरों से बात कर सकते हैं।
क्या कार्डबोर्ड को अधिक मजबूत बनाने का कोई तरीका है?
आपको हमेशा अधिक सामग्री जोड़ने की आवश्यकता नहीं होती; आपको बस कोर को खोखला करना बंद करने की आवश्यकता होती है।.
जी हाँ। कार्डबोर्ड को संरचनात्मक रूप से अधिक मजबूत बनाने के लिए उच्च ECT रेटिंग बनाए रखना और कोर फ्लूटिंग को खोखला न करना आवश्यक है। सामान्य सिंगल-वॉल प्रोफाइल से अत्यधिक संपीड़ित, लंबवत संरेखित संरचना में अपग्रेड करने से फाइबर में सूक्ष्म दरारें नहीं पड़तीं और कठिन परिवहन परिस्थितियों में अधिकतम गतिशील भार सहन करने की क्षमता सुनिश्चित होती है।.
अधिक सामग्री का उपयोग करना हमेशा समाधान नहीं होता; कभी-कभी, वास्तविक शक्ति खराब वित्तीय निर्णयों के खिलाफ बुनियादी संरचनात्मक गणित का आक्रामक रूप से बचाव करने से आती है।.
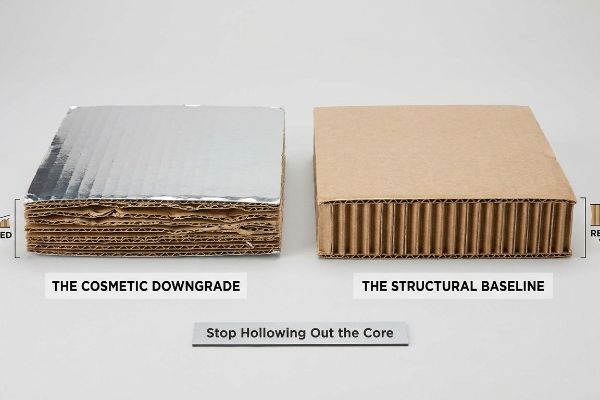
कॉस्मेटिक डाउनग्रेड का जाल
खरीद विभाग अक्सर पूर्ण आवरण वाली धातुई लेमिनेशन जैसी महंगी कॉस्मेटिक फिनिशिंग को एक अनिवार्य सौंदर्य आवश्यकता मानते हैं। अपने बजट को कृत्रिम रूप से संतुलित करने के लिए, वे गुपचुप तरीके से अंतर्निहित नालीदार बोर्ड की संरचनात्मक गुणवत्ता को कम कर देते हैं, जिससे आंतरिक खांचे से कागज का महत्वपूर्ण घनत्व कम हो जाता है।वे मानते हैं कि एक मोटी बाहरी परत खोखली, कमजोर आंतरिक संरचना की जादुई रूप से भरपाई कर देगी।
मेरी फैक्ट्री में, मुझे अक्सर ऐसे RFQ देखने को मिलते हैं जिनमें बोर्ड को बिना समझे 32ECT से कमजोर 26ECT21 , सिर्फ कुछ पैसे बचाने के लिए ताकि चमकदार हॉट फॉइल स्टैम्पिंग का खर्च निकल सके। यह सिर्फ सैद्धांतिक बात नहीं है—मैंने टेस्टिंग फ्लोर पर यह होते हुए देखा है जब ये दिखने में शानदार लेकिन अंदर से खोखले डिस्प्ले ISTA (इंटरनेशनल सेफ ट्रांजिट एसोसिएशन) वाइब्रेशन टेबल22। कमजोर खांचे गतिज कतरनी बल को सहन नहीं कर पाते; आधार बुरी तरह टूट जाता है और महंगी फॉइल किनारों से फटकर अलग हो जाती है। मैंने माइक्रोमीटर रीडिंग निकाली और साबित किया कि हमें कोर को खोखला करने की ज़रूरत नहीं थी—हमें बस एक बेहतर फिनिश की ज़रूरत थी। मैंने बोर्ड को व्यवस्थित रूप से उसके मूल 32ECT मानक पर वापस लाया और भारी फॉइल फिल्मों को पूरी तरह से हाई-सॉलिड ग्लॉस एक्वस कोटिंग से बदल दिया। एक बार जब खरीद टीम ने मुझे बिल ऑफ मैटेरियल्स में बदलाव करने की अनुमति दे दी, तो कठोर आंतरिक ज्यामिति ने सारा काम आसान कर दिया। आंतरिक फाइबर घनत्व को सटीक रूप से बहाल करके, मैंने यह सुनिश्चित किया कि संपूर्ण प्रणाली बहु-अक्षीय माल ढुलाई कंपन से बची रहे, जिससे ग्राहक को भारी खुदरा विक्रेता शुल्क वापसी से बचाया जा सके और साथ ही एक प्रीमियम, उच्च-विपरीत दृश्य प्रभाव को भी संरक्षित किया जा सके।
| मीट्रिक/विशेषता | कॉस्मेटिक डाउनग्रेड | संरचनात्मक आधार रेखा |
|---|---|---|
| कोर सामग्री | कमजोर 26ECT फ्लूटिंग23 | पुनर्स्थापित वर्जिन 32ECT बोर्ड24 |
| सौंदर्यपूर्ण फिनिश | महंगी पन्नी लेमिनेशन | उच्च-ठोस जलीय कोटिंग25 |
| परिचालन आरओआई | तत्काल कंपन कुचलना | पूर्णतः चार्जबैक से बचाव |
मैं इंजीनियरिंग में सर्वाइकल मजबूती को प्राथमिकता देता हूँ और सौंदर्य को बाद में। कमजोर कॉस्मेटिक फिल्मों पर निर्भर रहने के बजाय आंतरिक फ्लूट घनत्व को बहाल करने से यह सुनिश्चित होता है कि आपका डिस्प्ले सस्ते विकल्पों के मुड़ने के बाद भी लंबे समय तक टिका रहेगा।.
🛠️ हार्वे का डेस्क: क्या महंगे कॉस्मेटिक पैकेजिंग फ़िनिश आपके डिस्प्ले की डायनामिक लोड क्षमता को गुपचुप तरीके से प्रभावित कर रहे हैं? 👉 मुफ़्त पैकेजिंग सामग्री ऑडिट करवाएं ↗ — मैं 24 घंटों के भीतर हर संरचनात्मक फ़ाइल की व्यक्तिगत रूप से समीक्षा करता हूं।
निष्कर्ष
अपने खुदरा लाभ को सुरक्षित रखने का मतलब है भारी-भरकम डिस्प्ले और कमज़ोर, अत्यधिक पुनर्चक्रित पाइपों को कठोर बहु-अक्षीय लॉजिस्टिक्स के कारण होने वाले विनाशकारी नुकसान से बचाना। हाल ही में हुई एक इंजीनियरिंग समीक्षा में उत्पादन से पहले एक बड़े राष्ट्रीय स्तर पर लॉन्च के दौरान 2 मिमी की घातक टॉलरेंस त्रुटि पकड़ी गई। यदि आप परिवहन के दौरान होने वाले नुकसान को खत्म करना चाहते हैं और यह सुनिश्चित करना चाहते हैं कि आपका उत्पाद गोदाम में सुरक्षित रहे, तो मुझे व्यक्तिगत रूप से आपकी संरचनात्मक फाइलों की निःशुल्क नालीदार संपीड़न ऑडिट करने दें ↗।
"सेल्यूलोज फाइबर का निष्कर्षण और सतह संशोधन और इसका … – पीएमसी", https://pmc.ncbi.nlm.nih.gov/articles/PMC10992750/। कागज निर्माण पर वैज्ञानिक साहित्य बताता है कि बार-बार रिपल्पिंग करने से सेल्यूलोज फाइबर की औसत लंबाई कम हो जाती है, जिससे फाइबर के बीच बंधन की मजबूती घट जाती है। साक्ष्य की भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: अकादमिक पत्रिका; समर्थन: पुनर्चक्रित फाइबर का भौतिक क्षरण; कार्यक्षेत्र टिप्पणी: यांत्रिक पल्प प्रसंस्करण पर केंद्रित। ↩
"नालीदार बोर्ड के किनारे के कुचलने के परीक्षण में पूर्ण-क्षेत्र मापन...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/। TAPPI T811 परीक्षण मानकों के तहत पुनर्चक्रित बी-फ्लूट नालीदार बोर्ड के विशिष्ट संपीड़न विफलता बिंदु का सत्यापन। साक्ष्य की भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: सामग्री विज्ञान डेटासेट। समर्थन: यह दावा कि पुनर्चक्रित रेशों में संरचनात्मक लोच की कमी होती है। स्कोप नोट: बोर्ड कैलिपर के आधार पर परिणाम भिन्न हो सकते हैं। ↩
"[PDF] नालीदार बोर्ड विनिर्देश - फाइबर बॉक्स एसोसिएशन", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf। अनुभवजन्य डेटा जो नालीदार खांचे की संपीड़न प्रतिरोध क्षमता पर 30% वर्जिन क्राफ्ट मिश्रण के प्रभाव को दर्शाता है। साक्ष्य की भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: पैकेजिंग इंजीनियरिंग अध्ययन। समर्थन: हाइब्रिड सामग्री प्रोटोकॉल की प्रभावकारिता। कार्यक्षेत्र संबंधी टिप्पणी: भार वहन करने वाले आंतरिक खांचे पर केंद्रित। ↩
"सिंथेटिक टेक्सटाइल फाइबर के पुनर्चक्रण और क्षरण के मार्ग...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12003217/। यह लेख बताता है कि बार-बार पुनर्चक्रण प्रक्रियाएँ टेस्टलाइनर में सेल्युलोज फाइबर को कैसे छोटा कर देती हैं, जिससे संरचनात्मक क्षरण होता है। साक्ष्य की भूमिका: कारण तंत्र; स्रोत प्रकार: पदार्थ विज्ञान पत्रिका। समर्थन: पूरी तरह से पुनर्चक्रित कार्डबोर्ड की अस्थिरता। विषयवस्तु: फाइबर की लंबाई में क्षरण पर केंद्रित। ↩
"[PDF] वर्जिन बनाम रिसाइकल्ड बोर्ड, एल. लिसा झाओ द्वारा एक शोध प्रबंध...", https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf। रिसाइकल्ड पल्प को सुदृढ़ करने और ढहने से रोकने के लिए आवश्यक वर्जिन क्राफ्ट फाइबर के अनुपात के संबंध में तकनीकी विनिर्देश। साक्ष्य भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: उद्योग इंजीनियरिंग मानक। समर्थन: इंजीनियर वर्जिन मिश्रणों का शक्ति लाभ। स्कोप नोट: बोर्ड ग्रेड के आधार पर प्रतिशत भिन्न हो सकता है। ↩
"[PDF] किनारे से संपीड़न के लिए नमूना तैयार करने का महत्व...", https://imisrise.tappi.org/download.aspx?key=18APR219। नालीदार सामग्रियों के संपीड़न गुणों और बकलिंग प्रतिरोध को मापने के लिए TAPPI T811 उद्योग मानक का सत्यापन। साक्ष्य भूमिका: मानकीकृत मीट्रिक; स्रोत प्रकार: तकनीकी मानक। समर्थन: संपीड़न उपज निर्धारित करने की कार्यप्रणाली। कार्यक्षेत्र टिप्पणी: नालीदार बोर्ड परीक्षण के लिए विशिष्ट। ↩
"कॉरुगेटेड फ्लूट्स – पैकेजिंग नॉलेजबेस", http://pkgsolutions.co.uk/kb/Corrugated_Flutes.php। कॉरुगेटेड पैकेजिंग निर्माताओं की तकनीकी डेटा शीट विभिन्न फ्लूट प्रोफाइल के लिए मानक कैलिपर माप प्रदान करती हैं। साक्ष्य भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: निर्माता डेटा शीट। समर्थन: सी-फ्लूट की विशिष्ट मोटाई माप। स्कोप नोट: विनिर्माण सहनशीलता के आधार पर मानों में उतार-चढ़ाव हो सकता है। ↩
"[PDF] बॉक्स की संपीडन शक्ति पर नमी की मात्रा का प्रभाव: FBA BCT …", https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf। पैकेजिंग इंजीनियरिंग साहित्य में टेस्टलाइनर की छिद्रयुक्त संरचना और वायुमंडलीय नमी को अवशोषित करने की उसकी क्षमता का वर्णन किया गया है। साक्ष्य की भूमिका: सामग्री गुण सत्यापन; स्रोत प्रकार: इंजीनियरिंग पाठ्यपुस्तक। समर्थन: इस दावे का कि 32ECT लाइनर परिवेशीय नमी को अवशोषित करते हैं। कार्यक्षेत्र संबंधी टिप्पणी: टेस्टलाइनर सामग्री से संबंधित। ↩
“सापेक्ष आर्द्रता का संपीडन सामर्थ्य पर प्रभाव…”, https://open.clemson.edu/all_theses/3225/। सेल्युलोज फाइबर पर किए गए पदार्थ विज्ञान अनुसंधान से पता चलता है कि नमी अवशोषण से कागज आधारित सामग्रियों में आयतन विस्तार कैसे होता है। साक्ष्य की भूमिका: कारण क्रियाविधि; स्रोत प्रकार: सहकर्मी-समीक्षित पदार्थ विज्ञान पत्रिका। समर्थन: उच्च आर्द्रता वाले क्षेत्रों में स्लॉट विरूपण का भौतिक आधार। कार्यक्षेत्र संबंधी टिप्पणी: विस्तार दर फाइबर के प्रकार और कोटिंग के आधार पर भिन्न होती है। ↩
"[PDF] नालीदार पैकेजिंग सामग्री का भंडारण और हैंडलिंग", https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf। नालीदार बोर्ड की सहनशीलता के लिए इंजीनियरिंग दिशानिर्देश आर्द्र जलवायु में हाइग्रोस्कोपिक विस्तार को ध्यान में रखने के लिए विशिष्ट ऑफसेट प्रदान करते हैं। साक्ष्य भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: पैकेजिंग इंजीनियरिंग मैनुअल। समर्थन: असेंबली घर्षण और फटने से बचाने के लिए उपयोग किया जाने वाला विशिष्ट माप। कार्यक्षेत्र नोट: विशेष रूप से नालीदार बोर्ड में इंटरलॉकिंग तंत्र पर लागू होता है। ↩
"आर्द्रता और तापमान का ... के यांत्रिक गुणों पर प्रभाव", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/। एक आधिकारिक बाहरी स्रोत इस दावे का समर्थन कैसे करता है, इसका संक्षिप्त विवरण। साक्ष्य की भूमिका: तकनीकी विनिर्देश; स्रोत का प्रकार: पैकेजिंग इंजीनियरिंग हैंडबुक। समर्थन: नालीदार बोर्ड में आर्द्रता-संचारी विस्तार को ध्यान में रखने के लिए विशिष्ट सहनशीलता की आवश्यकता। कार्यक्षेत्र संबंधी टिप्पणी: विशेष रूप से इंजीनियर किए गए आर्द्रता-नियंत्रित वातावरणों के लिए। ↩
"नालीदार बोर्ड के बक्सों की संपीडन सामर्थ्य का अनुमान ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/। एक आधिकारिक बाहरी स्रोत इस दावे का समर्थन कैसे करता है, इसका संक्षिप्त विवरण। साक्ष्य की भूमिका: प्रदर्शन माप; स्रोत का प्रकार: औद्योगिक अभियांत्रिकी केस स्टडी। समर्थन: उचित स्लॉटिंग के माध्यम से असेंबली घर्षण को कम करके मात्रात्मक श्रम दक्षता लाभ। कार्यक्षेत्र संबंधी टिप्पणी: औसत औद्योगिक असेंबली बेंचमार्क पर आधारित। ↩
"[PDF] नालीदार बक्सों के वितरण पर प्रभाव की जांच", https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf। नालीदार कंटेनरों में संपीड़न शक्ति बनाए रखने के लिए ऊपरी फ्लैप किस प्रकार ऊर्ध्वाधर भार वितरित करते हैं, इसका तकनीकी विवरण। साक्ष्य की भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: पैकेजिंग इंजीनियरिंग गाइड। समर्थन: भार स्थानांतरण दक्षता में कमी। स्कोप नोट: विशेष रूप से आरएससी डिज़ाइनों के लिए। ↩
"संपीड़न सामर्थ्य के आकलन में बकलिंग की भूमिका...", https://pmc.ncbi.nlm.nih.gov/articles/PMC7602429/। पार्श्व-दीवार बकलिंग के संबंध में खुले शीर्ष वाले डिब्बों और बंद कंटेनरों की संरचनात्मक स्थिरता और विफलता मोड का विश्लेषण। साक्ष्य की भूमिका: यांत्रिक सत्यापन; स्रोत प्रकार: सामग्री विज्ञान अध्ययन। समर्थन: पार्श्व विक्षेपण के प्रति बढ़ी हुई संवेदनशीलता। कार्यक्षेत्र संबंधी टिप्पणी: खुदरा डिब्बों में संपीडन विफलता से संबंधित। ↩
"[PDF] सापेक्ष आर्द्रता का संपीडन पर प्रभाव … – क्लेम्सन ओपन", https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf। नालीदार बोर्ड भौतिकी पर तकनीकी दस्तावेज दर्शाता है कि ऊर्ध्वाधर खांचे स्तंभ की मजबूती और अक्षीय संपीडन प्रतिरोध को अधिकतम करते हैं। साक्ष्य की भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: इंजीनियरिंग मैनुअल। समर्थन: यह दावा कि ऊर्ध्वाधर दाने का संरेखण संरचनात्मक टूटन को रोकता है। कार्यक्षेत्र नोट: प्रभावशीलता लाइनरबोर्ड और चिपकने वाले पदार्थ की गुणवत्ता पर निर्भर करती है। ↩
"एकल दीवार और दोहरी दीवार वाले बक्सों की तुलना: अंतर को समझना...", https://arvco.com/articles/comparing-single-wall-and-double-wall-boxes-understanding-the-differences/। नालीदार दीवार प्रोफाइल के तुलनात्मक संरचनात्मक विश्लेषण से पुष्टि होती है कि दोहरी दीवार से एज क्रश टेस्ट (ECT) मान और समग्र कठोरता में उल्लेखनीय वृद्धि होती है। साक्ष्य भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: पैकेजिंग उद्योग मानक। समर्थन: खुले शीर्षों के कारण खोई हुई संरचनात्मक कठोरता को बहाल करने के लिए दोहरी दीवार प्रोफाइल का उपयोग। स्कोप नोट: इकाई भार और सामग्री लागत में वृद्धि होती है। ↩
"बँधी हुई तहखाने की दीवार की मरम्मत के लिए DIY (डू-इट-योर) - यूट्यूब", https://www.youtube.com/watch?v=5Edc473TR0w। इस बात का विश्लेषण कि कैसे ऊपरी फ्लैप हटाने से परिधि अवरोध समाप्त हो जाता है, जिससे पार्श्व दीवारों के दबाव में झुकने की प्रवृत्ति बढ़ जाती है। साक्ष्य की भूमिका: संरचनात्मक विफलता विश्लेषण; स्रोत प्रकार: सामग्री विज्ञान पत्रिका। समर्थन: खुली-शीर्ष संरचनाओं की विफलता का तरीका। स्कोप नोट: विशेष रूप से ऊपरी संलग्नक रिक्ति प्रभाव से संबंधित है। ↩
"शिपिंग बॉक्स की मजबूती को समझना – इकोएनक्लोज", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoojzGIKTGqswjAJSCmVVwUvuGu_3IzGMO-FkvgXKACZvs1Akk1B। ऊर्ध्वाधर खांचे या दाने के संरेखण द्वारा संपीड़न शक्ति को अनुकूलित करने और भार के तहत ढहने से रोकने की तकनीकी व्याख्या। साक्ष्य भूमिका: यांत्रिक सत्यापन; स्रोत प्रकार: पैकेजिंग इंजीनियरिंग मैनुअल। समर्थन: प्रबलित प्रोफाइल की संरचनात्मक अखंडता। कार्यक्षेत्र नोट: अक्षीय संपीड़न पर केंद्रित। ↩
"लागत-प्रभावी पैकेजिंग डिज़ाइन के माध्यम से खर्च कम करने के 7 तरीके", https://www.gwp.co.uk/guides/cost-effective-packaging-design/। अनाज के पुनर्गठन के माध्यम से प्राप्त लागत कटौती के प्रतिशत को प्रमाणित करने वाला प्रामाणिक लॉजिस्टिक्स या पैकेजिंग इंजीनियरिंग डेटा। साक्ष्य की भूमिका: सांख्यिकीय सत्यापन; स्रोत प्रकार: उद्योग केस स्टडी। समर्थन: संरचनात्मक पुनर्गठन का वित्तीय परिणाम। स्कोप नोट: मात्रा और सामग्री के आधार पर प्रतिशत भिन्न हो सकता है। ↩
"इंटरफ्लूट बकलिंग के परीक्षण विधियाँ और प्रभाव – बायो रिसोर्सेज", https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/। पैकेजिंग इंजीनियरिंग मानकों के तकनीकी विनिर्देश दर्शाते हैं कि फ्लूटिंग माध्यम का आधार भार और घनत्व बोर्ड के एज क्रश टेस्ट (ECT) और समग्र संपीडन शक्ति के प्राथमिक निर्धारक हैं। साक्ष्य की भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: पैकेजिंग उद्योग मानक। समर्थन: आंतरिक फ्लूटिंग घनत्व और संरचनात्मक ग्रेड के बीच सहसंबंध। कार्यक्षेत्र नोट: विशेष रूप से नालीदार फाइबरबोर्ड पर लागू होता है। ↩
"कॉरुगेटेड बॉक्स स्ट्रेंथ गाइड: फ्लूट ग्रेड, ECT रेटिंग और वॉल …", https://anchorbox.com/corrugated-box-strength/। कॉरुगेटेड पैकेजिंग निर्माताओं की तकनीकी डेटा शीट 32 और 26 ECT रेटिंग के बीच मात्रात्मक भार वहन क्षमता में अंतर दर्शाती हैं। साक्ष्य की भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: औद्योगिक डेटा शीट। समर्थन: यह दावा कि ECT कम करने से संरचनात्मक अखंडता कम हो जाती है। स्कोप नोट: ECT मान एज क्रश टेस्ट मानक के लिए विशिष्ट हैं। ↩
"ISTA पैकेजिंग परीक्षण – इंटरटेक", https://www.intertek.com/performance-testing/packaging/ista/। आधिकारिक ISTA दिशानिर्देश पैकेज की मजबूती का परीक्षण करने के लिए बहु-अक्षीय माल ढुलाई कंपन के अनुकरण हेतु मानकीकृत विधियों को परिभाषित करते हैं। साक्ष्य की भूमिका: सत्यापन; स्रोत प्रकार: उद्योग मानक। समर्थन: कार्डबोर्ड डिस्प्ले में गंभीर विफलता की पहचान करने के लिए मानकीकृत कंपन तालिकाओं का उपयोग। कार्यक्षेत्र संबंधी टिप्पणी: पारगमन अनुकरण प्रोटोकॉल के लिए विशिष्ट। ↩
"ईसीटी रेटिंग्स की व्याख्या: आपके नालीदार पैकेजिंग के लिए इनका क्या अर्थ है...", https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOorEMmXLkOvu8xK61BuGXc_WmAqbs5Vvw1I9U5xivj0wlLlyz0KJ। पैकेजिंग इंजीनियरिंग डेटा 26 ईसीटी रेटेड फ्लूटिंग की संरचनात्मक सीमाओं और विफलता की संभावना की पुष्टि करेगा। साक्ष्य की भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: पैकेजिंग इंजीनियरिंग गाइड। समर्थन: संरचनात्मक कमजोरी की पहचान। स्कोप नोट: एज क्रश टेस्ट मूल्यों से संबंधित है। ↩
"शिपिंग बॉक्स की मजबूती को समझना – इकोएनक्लोज", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoqBH0wnJM9EAL5kgUTtM9zGWvWsOM8bsz4K75qH2_huvXIxTQrV। नालीदार पैकेजिंग के लिए एक आधिकारिक उद्योग मानक 32 ECT वर्जिन बोर्ड की भार वहन क्षमता और संरचनात्मक गुणों को सत्यापित करेगा। साक्ष्य की भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: उद्योग मानक। समर्थन: संरचनात्मक आधारभूत मजबूती। कार्यक्षेत्र संबंधी टिप्पणी: एज क्रश टेस्ट मेट्रिक्स तक सीमित। ↩
"जलीय कोटिंग क्या है? लाभ, अनुप्रयोग और यह क्यों महत्वपूर्ण है...", https://millionpack.com/aqueous-coating/। यह सामग्री विज्ञान संबंधी दस्तावेज़ औद्योगिक पैकेजिंग में उच्च-ठोस जलीय कोटिंग्स के स्थायित्व और सुरक्षात्मक गुणों की व्याख्या करता है। साक्ष्य की भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: सामग्री विज्ञान पत्रिका। सहायक: सौंदर्यपूर्ण फिनिश प्रदर्शन। कार्यक्षेत्र संबंधी टिप्पणी: जल-आधारित कोटिंग्स के लिए विशिष्ट। ↩



