आप खुदरा विक्रेताओं का ध्यान आकर्षित करने के लिए प्रीमियम मेटैलिक फिनिश चाहते हैं, लेकिन पारंपरिक तरीके अक्सर आपके संरचनात्मक बजट को बिगाड़ देते हैं। यदि आपकी चेकआउट ट्रे टूट रही हैं, तो कॉस्मेटिक अपग्रेड आपका सारा पैसा बर्बाद कर रहे हैं।
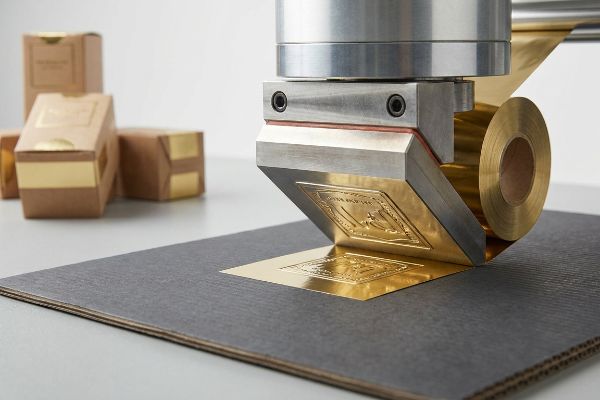
फ़ॉइल स्टैम्पिंग एक विशेष मुद्रण प्रक्रिया है जिसमें ऊष्मा, दबाव और धातु के डाई का उपयोग करके एक पतली धात्विक परत को सतह पर स्थायी रूप से चिपकाया जाता है। यह खुदरा पैकेजिंग की सुंदरता को बढ़ाता है, लेकिन इसमें अंतर्निहित नालीदार कार्डबोर्ड को संरचनात्मक क्षति से बचाने के लिए सटीक यांत्रिक सहनशीलता की आवश्यकता होती है।.

डिजिटल प्रूफ में वह चमकदार सतह देखने में तो शानदार लगती है, लेकिन बड़े पैमाने पर उत्पादन करने पर कारखाने में कई तरह की भौतिक चुनौतियाँ सामने आती हैं। आइए, धात्विक फिनिश के पीछे की यांत्रिक सच्चाइयों को समझते हैं।.
फॉइल प्रिंटिंग के लिए किस प्रकार के प्रिंटर की आवश्यकता होती है?
सही हार्डवेयर का चुनाव करना ही वह बिंदु है जहां अधिकांश रिटेल अभियान या तो कुशलतापूर्वक आगे बढ़ते हैं या फिर एक महंगे पड़ाव पर आकर रुक जाते हैं।.
फॉइल प्रिंटिंग के लिए आमतौर पर एक हेवी-ड्यूटी प्लेटन प्रेस या रोटरी स्टैम्पिंग मशीन की आवश्यकता होती है, न कि एक मानक व्यावसायिक इंकजेट प्रिंटर की। ये विशेष औद्योगिक मशीनें गर्म धातु के डाई का उपयोग करके धातु की परतों को बोर्ड पर यांत्रिक रूप से दबाती हैं, हालांकि आधुनिक संयंत्रों में ऑफसेट लिथोग्राफी लाइनों पर कोल्ड फॉइल सिस्टम का उपयोग तेजी से बढ़ रहा है।.

मशीनरी को समझना तो आधी लड़ाई है; असली चुनौती यह है कि उस उपकरण को उच्च गति वाले नालीदार कार्डबोर्ड वर्कफ़्लो में इस तरह से एकीकृत किया जाए कि आपकी लॉजिस्टिक्स की गणना में कोई गड़बड़ी न हो।.
मिश्रित सामग्री पर लगने वाला यांत्रिक टोल
जब मैं ग्राहकों की डाईलाइन का ऑडिट करता हूँ, तो मैं अक्सर देखता हूँ कि खरीद टीमें बड़ी मात्रा में उत्पादित नालीदार खुदरा डिस्प्ले पर पारंपरिक हॉट स्टैम्पिंग की मांग करती हैं। वे मानते हैं कि एक मानक डिजिटल या ऑफसेट प्रिंटर अंतिम कॉस्मेटिक परत के रूप में केवल "फ़ॉइल लगा सकता है"। वास्तविकता में, पारंपरिक हॉट फ़ॉइलिंग के लिए विशाल प्लेटन प्रेस 1 की आवश्यकता होती है जो अत्यधिक गर्मी और दबाव उत्पन्न करते हैं, जो मूल रूप से नालीदार पैकेजिंग 2 की खोखली संरचना के विपरीत है ।
मेरी फैक्ट्री में, मैं अक्सर इस समस्या को देखता हूँ जब खरीदार 32ECT (एज क्रश टेस्ट) बी-फ्लूट बोर्ड पर जबरदस्ती हॉट स्टैम्पिंग करने की कोशिश करते हैं। हमारे शुरुआती फैक्ट्री-फ्लोर प्री-प्रोडक्शन परीक्षण के दौरान, धातु डाई से निकलने वाली गर्मी और 85.5 पाउंड (38.7 किलोग्राम) के स्थानीय दबाव ने आंतरिक फ्लूट्स को भौतिक रूप से कुचल दिया, जिससे कुल BCT (बॉक्स कम्प्रेशन टेस्ट) यील्ड में अनुमानित 18% की कमी आई । इसे ठीक करने के लिए, मैंने हॉट-प्रेस मशीनरी को पूरी तरह से हटा दिया और "मिक्स्ड मटेरियल" केमिस्ट्री प्रोटोकॉल अपनाया। मैंने थर्मल मेटैलिक फिल्म को उच्च घनत्व वाली मेटैलिक सोया इंक से बदल दिया , जिसे सीधे हमारे 6-कलर ऑफसेट लिथो प्रेस के माध्यम से लगाया जाता है, जिससे कोल्ड फॉइल के दृश्य व्यवधान से प्रभावी रूप से मेल खाता है। भारी स्टैम्पिंग मशीन के कुचलने के खतरे को हटाकर, मैंने संरचनात्मक अखंडता को बरकरार रखा, जिससे ग्राहकों को अपने 40HQ कंटेनरों को डबल-स्टैक करने और अपने कुल शिपिंग फुटप्रिंट को काफी कम करने की सुविधा मिली।
| मीट्रिक/विशेषता | सामान्य हॉट फ़ॉइलिंग | इंजीनियर्ड कोल्ड फ़ॉइल/इंक |
|---|---|---|
| आवश्यक हार्डवेयर | हैवी प्लेटन प्रेस | 6-रंगों वाली ऑफसेट प्रेस |
| बांसुरी संपीड़न | 18% संरचनात्मक क्षति5 | 0% बीसीटी क्षरण6 |
| रसद पर प्रभाव | स्टैकिंग की ऊंचाई कम हो गई | डबल-स्टैक्ड 40HQ सर्वाइवल7 |
मैं कॉस्मेटिक मशीनों को आपके पैलेट लोड की भौतिक सुरक्षा को खतरे में डालने की अनुमति नहीं दूंगा। प्रिंटिंग तकनीक को अपग्रेड करने से यांत्रिक क्षति समाप्त हो जाती है और आपके माल ढुलाई संबंधी लागतों की रक्षा होती है।.
🛠️ हार्वे का डेस्क: क्या आपके भारी चेकआउट ट्रे स्टोर तक पहुंचने से पहले ही आपके शिपिंग ROI को बुरी तरह प्रभावित कर रहे हैं? 👉 मुफ़्त फ्रेट डेंसिटी ऑडिट करवाएं ↗ — मैं 24 घंटों के भीतर हर स्ट्रक्चरल फ़ाइल की व्यक्तिगत रूप से समीक्षा करता हूं।
हॉट फॉइलिंग के क्या नुकसान हैं?
धातु की चमक के लिए भारी परिचालन लागत चुकानी पड़ती है, जो अक्सर ब्रांडों को पर्दे के पीछे खतरनाक समझौते करने के लिए मजबूर करती है।.
हॉट फॉइलिंग की कमियों में धीमी उत्पादन गति, महंगे कस्टम मेटल डाई और पेपरबोर्ड पर अत्यधिक यांत्रिक तनाव शामिल हैं। इसके अलावा, आवश्यक अत्यधिक गर्मी और दबाव से नालीदार खांचे टूट सकते हैं, जबकि उच्च कॉस्मेटिक लागत अक्सर ब्रांडों को अपने मूल संरचनात्मक सामग्री को खतरनाक रूप से कमतर करने के लिए प्रेरित करती है।.
ये सौंदर्य संबंधी कमियां निराशाजनक हैं, लेकिन हॉट फॉइल का खर्च वहन करने के लिए ब्रांडों द्वारा किए जाने वाले छिपे हुए वित्तीय समझौते ही वास्तव में खुदरा बिक्री को विफल कर देते हैं।.
"कॉस्मेटिक ईसीटी डाउनग्रेड" का जाल
जब मैं असफल डिस्प्ले आर्किटेक्चर की समीक्षा करता हूँ, तो अक्सर मुझे सीमित मार्केटिंग बजट में महंगी हॉट फ़ॉइल लेमिनेशन को जबरदस्ती फिट करने के विनाशकारी दुष्परिणामों का पता चलता है। खरीद टीमें इन उच्च-स्तरीय कॉस्मेटिक फिनिश को अनिवार्य मानती हैं। मेटैलिक फिल्मों और मेटल डाइज़8, वे चुपचाप आधार संरचना9, इस उम्मीद में कि रिटेलर को इसका पता नहीं चलेगा।
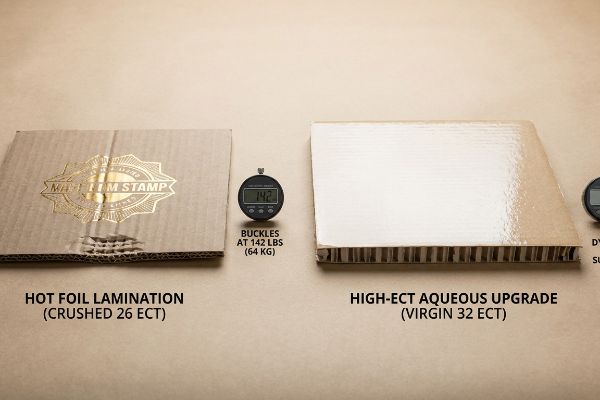
मेरी फैक्ट्री में, मैं अक्सर देखता हूँ कि खरीदार चुपके से अपनी बेस कोरुगेटेड बोर्ड की गुणवत्ता को कम कर देते हैं। वे मजबूत 32 ECT वाले बोर्ड को हटाकर कमजोर 26 ECT10 वाले ताकि प्रति यूनिट कुछ पैसे बचाकर फॉइल का खर्च निकाल सकें। जब हमने उत्पादन-पूर्व परीक्षण के दौरान इस कम गुणवत्ता वाले बोर्ड को अपने हाइड्रोलिक कंप्रेशन प्रेस से गुजारा, तो सच्चाई तुरंत सामने आ गई: पतले कोर फ्लूटिंग में मात्र 142.3 पाउंड (64.5 किलोग्राम) के ऊपरी दबाव में ही भयानक बकलिंगहो । बीस वर्षों के अनुभव ने मुझे सिखाया है कि दिखावे के लिए भौतिकी के नियमों को धोखा नहीं दिया जा सकता। मैंने तुरंत हस्तक्षेप किया, महंगी हॉट फॉइल लेमिनेशन को पूरी तरह से हटा दिया और सामग्री को मूल 32 ECT मानक पर वापस ला दिया। मैंने हाई-सॉलिड ग्लॉस एक्वस कोटिंग लगाकर वही प्रीमियम रिफ्लेक्शन प्राप्त किया। इस सामग्री अपग्रेड को लागू करके, मैंने पूरी तरह से टूटने से बचाया, जिससे ग्राहक को खुदरा विक्रेताओं द्वारा भारी अस्वीकृति के जुर्माने से बचाया जा सका और पूरे 8 सप्ताह के अभियान के दौरान उनका माल सुरक्षित रहा।
| मीट्रिक/विशेषता | बजट की कमी से जूझ रही पन्नी | उच्च-ईसीटी जलीय उन्नयन |
|---|---|---|
| बोर्ड ग्रेड | त्रुटिपूर्ण 26 ECT | वर्जिन 32 ईसीटी |
| पैलेट टॉप-लोड | 142 पाउंड (64 किलोग्राम) वजन पर बकल | पूर्ण गतिशील भार से बचाव |
| वित्तीय फोकस | कॉस्मेटिक सूजन | बिना किसी नुकसान के माल ढुलाई सुरक्षित रही। |
मैं कभी भी किसी आकर्षक मार्केटिंग आदेश को पूरी तरह से सुसज्जित रिटेल डिस्प्ले के मूलभूत भौतिकी सिद्धांतों पर हावी नहीं होने दूंगा ।
🛠️ हार्वे का डेस्क: क्या आपके मौजूदा काउंटर डिस्प्ले डिज़ाइन को वास्तविक खुदरा व्यापार में होने वाले घर्षण के कारण गिरने या कुचलने का खतरा है? 👉 अपना निःशुल्क संरचनात्मक डायलाइन ऑडिट करवाएं ↗ — 100% गोपनीय। आपके अप्रकाशित खुदरा डिज़ाइन मेरे पास सुरक्षित हैं।
क्या फॉइल स्टैम्पिंग महंगी होती है?
धातु के तत्वों को जोड़ना केवल एक साधारण मद नहीं है; इसमें गहन, अप्रत्यक्ष पूंजीगत व्यय शामिल होते हैं।.
जी हां। फ़ॉइल स्टैम्पिंग महंगी होती है क्योंकि इसमें विशेष रूप से तैयार किए गए धातु के डाई, उच्च ऊर्जा खपत और विशेष प्रेस सेटअप की आवश्यकता होती है। प्रत्येक अद्वितीय डिज़ाइन के लिए एक नई उत्कीर्णित मैग्नीशियम या पीतल की प्लेट की आवश्यकता होती है, जिससे मानक डिजिटल या ऑफसेट प्रिंटिंग विधियों की तुलना में प्रारंभिक उपकरण लागत में भारी वृद्धि होती है।.

लेकिन उन पीतल के सांचों के लिए अग्रिम बिल तो बस हिमबर्ग का एक छोटा सा हिस्सा है; उन औजारों का दीर्घकालिक क्षरण ही असल में बजट को बिगाड़ने वाला है।.
"टूलिंग डिग्रेडेशन" की डूबी हुई लागत
जब मैं दीर्घकालिक ब्रांड लॉन्च का मूल्यांकन करता हूँ, तो मैं लगातार देखता हूँ कि खरीद टीमें हॉट फ़ॉइलिंग की वास्तविक जीवनचक्र लागतों की गलत गणना करती हैं। वे मान लेते हैं कि एक बार का संरचनात्मक टूलिंग शुल्क एक स्थायी, अविनाशी धातु डाई खरीदता है जिसे वर्षों तक डिस्प्ले रीऑर्डर के लिए त्रुटिहीन रूप से पुन: उपयोग किया जा सकता है। वे मानक फ़ैक्टरी भंडारण के भौतिक वातावरण को पूरी तरह से अनदेखा कर देते हैं, जहाँ परिवेशीय स्थितियाँ सक्रिय रूप से सटीक उपकरणों को विकृत और खराब करती हैं12।
यह सिर्फ़ सिद्धांत नहीं है—मैंने पिछले महीने एक प्रमुख कॉस्मेटिक ब्रांड के लिए तीसरी तिमाही के रीऑर्डर की प्रक्रिया के दौरान इसका कड़वा अनुभव किया। 2022 में, मैंने अपने प्रमुख पैकेजिंग इंजीनियर, मार्क को हमारे दीर्घकालिक भंडारण रैक से एक अत्यधिक महंगी, कस्टम-नक्काशीदार पीतल की पन्नी की डाई निकालने के लिए कहा ताकि प्रीमियम हेडर के दूसरे बैच का उत्पादन किया जा सके। खरीद टीम ने विशेष रूप से लागत बचाने के लिए पुराने टूलिंग का पुन: उपयोग करने की मांग की थी। जब मार्क ने पुरानी डाई को प्लैटन प्रेस पर लगाया, तो तुरंत ही एक अजीब सी आवाज़ आई—फर्श पर धातु की रगड़ की तेज़ आवाज़ गूंज उठी। छिद्रयुक्त लकड़ी के माउंटिंग बेस ने 14 महीनों में परिवेशीय नमी को सोख लिया था , जिससे वह 0.08 इंच (2.0 मिमी) तक फूल गया था और पीतल के ब्लेड अपनी जगह से हट गए थे। इसने 32ECT टेस्टलाइनर 14 की ऊपरी शीट को बुरी तरह फाड़ दिया । मैंने तुरंत मशीन रोक दी, पूरे परीक्षण बैच को रद्द कर दिया और अपने "नए टूलिंग" प्रोटोकॉल को लागू किया। हमने पुरानी और खराब हो चुकी डाई को पूरी तरह से हटा दिया, अपने सीएनसी (कंप्यूटर न्यूमेरिकल कंट्रोल) टेबल का उपयोग करके लेजर से एक बिल्कुल नई स्टील रूल डाई बनाई, और एक ऐसी कोल्ड-फ़ॉइल तकनीक अपनाई जो लकड़ी के ब्लॉकों को पुराना करने पर निर्भर नहीं थी। मैंने अपनी टेस्टिंग लैब में समय और पैसा लगाया ताकि आपको रिटेल स्टोर में नुकसान न हो। इस सटीक मशीन कैलिब्रेशन से न केवल फटने की समस्या रुकी, बल्कि हमारे ऑटोमेटेड माउंटिंग का समय भी 18% कम हो गया, जिससे ग्राहक की Q4 की आक्रामक लॉन्च समय-सीमा पूरी तरह से बरकरार रही और रिटेल स्टोर में धीरे-धीरे उत्पाद लॉन्च करने का जोखिम भी खत्म हो गया।
| मीट्रिक/विशेषता | पुन: प्रयुक्त हॉट फ़ॉइल डाई | नए टूलिंग प्रोटोकॉल |
|---|---|---|
| डाई भंडारण | यह आसपास की नमी को अवशोषित करता है।15 | हर बैच में नए कट्स |
| सहनशीलता विचलन | 0.08 इंच (2 मिमी) तक फूल जाता है16 | बेहद सटीक |
| खुदरा रोलआउट | फटने का उच्च जोखिम | 18% तेजी से माउंटिंग17 |
मैंने बहुत पहले ही सीख लिया था कि नमी से भीगे हुए और खराब हो चुके औजारों को रीसायकल करने की कोशिश करना, उच्च लाभ वाले नालीदार कार्डबोर्ड उत्पादन को बर्बाद करने का सबसे तेज़ तरीका है।.
🛠️ हार्वे का डेस्क: क्या पुरानी डाई-लाइनें और खराब हो चुके संरचनात्मक उपकरण आपके मौसमी पैकेजिंग उत्पादन में गुपचुप तरीके से सूक्ष्म दरारें पैदा कर रहे हैं? 👉 निःशुल्क टूलिंग टॉलरेंस जांच का अनुरोध करें ↗ — कोई खाता प्रबंधक बीच में नहीं। आप सीधे संरचनात्मक इंजीनियरों से बात कर सकते हैं।
फॉइल स्टैम्पिंग की प्रक्रिया क्या है?
कारखाने के कामकाज को समझना उन पैकेजिंग उपकरणों को तैयार करने के लिए आवश्यक है जो परिवहन के दौरान वास्तव में सुरक्षित रहें।.
फ़ॉइल स्टैम्पिंग की प्रक्रिया में एक विशेष रूप से उत्कीर्ण धातु की डाई को गर्म प्लेटन प्रेस पर लगाया जाता है। धातु की फ़ॉइल का एक रोल गर्म डाई और पेपरबोर्ड के बीच डाला जाता है। प्रेस बंद होने पर, गर्मी और दबाव फ़ॉइल के चिपकने वाले पदार्थ को सक्रिय कर देते हैं, जिससे धातु का डिज़ाइन स्थायी रूप से चिपक जाता है।.

प्रेस मशीन के यांत्रिक संचालन को समझना पहला मूलभूत कदम है, इससे पहले कि हम इन शानदार फिनिश को उच्च स्थायित्व वाले नालीदार कार्डबोर्ड मर्चेंडाइजिंग के लिए अनुकूलित कर सकें।.
ऊष्मा और दाब की इंजीनियरिंग यांत्रिकी
मूल रूप से, फॉइलिंग प्रक्रिया ऊष्मीय और गतिज ऊर्जा के स्थानांतरण को नियंत्रित करने का एक सटीक अभ्यास है। मशीन एक मेल डाई पर निर्भर करती है, जो आमतौर पर पीतल से बनी होती है या मैग्नीशियम से उत्कीर्ण की जाती है, जिसे 250°F से 300°F तक के विशिष्ट तापमान पर गर्म किया जाता है। जब यह गर्म प्लेट सब्सट्रेट से टकराती है, तो यह फॉइल रोल पर मौजूद रिलीज लेयर को तुरंत वाष्पीकृत कर देती है, जिससे अति पतली धात्विक पिगमेंट परत सीधे कागज के रेशों में स्थानांतरित हो जाती है और साथ ही एक ऊष्मा-संवेदनशील चिपकने वाला पदार्थ सक्रिय हो जाता है।.
संरचनात्मक इंजीनियरों के लिए, अंतर्निहित बोर्ड आर्किटेक्चर को डिज़ाइन करते समय इस गतिज प्रहार को समझना अत्यंत महत्वपूर्ण है। जब धातु की डाई नीचे की ओर चलती है, तो यह एक डिबॉसिंग टूल की तरह व्यवहार करती है, जो बाहरी लाइनरबोर्ड को भौतिक रूप से संपीड़ित करती है। फोल्डिंग कार्टन या कठोर एसबीएस (सॉलिड ब्लीच्ड सल्फेट) बोर्ड18, यह दबाव आसानी से अवशोषित हो जाता है। हालांकि, जब इस प्रक्रिया को नालीदार डिस्प्ले, तो हमें आंतरिक खांचों के सटीक प्रतिरोध की गणितीय गणना करनी होती है। लक्ष्य प्लेटन प्रेस को इस प्रकार कैलिब्रेट करना है कि ऊष्मा धातु बहुलक को साफ-सुथरा स्थानांतरित करे, बिना सी-फ्लूट या बी-फ्लूट के आंतरिक भाग19। डाई के कागज के संपर्क में रहने के सटीक मिलीसेकंड (ड्वेल टाइम) और प्रहार दबाव को संतुलित करके, हम एक उच्च-विपरीत स्पर्श अनुभव प्राप्त करते हैं जो कठोर स्टोर प्रकाश व्यवस्था में भी खूबसूरती से उभरता है, साथ ही डिस्प्ले बेस की सख्त ज्यामितीय अखंडता को भी बनाए रखता है।
| मीट्रिक/विशेषता | मानक फ़ॉइल स्टैम्पिंग | नालीदार अनुकूलन |
|---|---|---|
| ऊर्जा अंतरण | तापीय और गतिज | कैलिब्रेटेड ठहराव समय |
| डाई तापमान | 250°F से 300°F20 | सटीक निगरानी |
| सब्सट्रेट यांत्रिकी | ठोस एसबीएस द्वारा अवशोषित21 | बांसुरी संपीड़न नियंत्रण22 |
मैं फॉइलिंग को महज एक दिखावटी प्रक्रिया के रूप में नहीं देखता, बल्कि एक सटीक गतिज घटना के रूप में देखता हूं जिसे सब्सट्रेट की यांत्रिक सीमाओं के अनुरूप पूरी तरह से समायोजित किया जाना चाहिए।.
🛠️ हार्वे का डेस्क: क्या आपके वर्तमान पैकेजिंग आपूर्तिकर्ता को यह समझ है कि भारी कॉस्मेटिक प्रेस आपकी दीर्घकालिक संपीड़न शक्ति को कैसे प्रभावित करते हैं? 👉 मुफ़्त सामग्री विज्ञान ऑडिट प्राप्त करें ↗ — मैं 24 घंटों के भीतर प्रत्येक संरचनात्मक फ़ाइल की व्यक्तिगत रूप से समीक्षा करता हूँ।
निष्कर्ष
भौतिक दबाव सीमाओं की पुनर्गणना किए बिना भारी कॉस्मेटिक फ़ॉइल मशीनरी को मानक नालीदार संरचनाओं पर जबरदस्ती रखना, आपके आंतरिक खांचों को कुचलने और आपके शिपिंग मार्जिन को पूरी तरह से नष्ट करने का एक निश्चित तरीका है। हाल ही में एक इंजीनियरिंग समीक्षा में उत्पादन से पहले एक बड़े राष्ट्रीय स्तर पर लॉन्च के दौरान 2 मिमी की घातक टॉलरेंस त्रुटि पकड़ी गई। यदि आप खुदरा बिक्री के दौरान होने वाले घर्षण के कारण भारी ट्रे के ढहने से परेशान हैं, तो मुझे व्यक्तिगत रूप से आपकी संरचनात्मक फ़ाइलों का निःशुल्क साइटलाइन और कम्प्रेशन विश्लेषण ताकि आपका अगला अभियान पूरी तरह से सुरक्षित हो सके।
"हॉट स्टैम्पिंग प्रेस", https://hotstampsupply.com/hot-stamping-presses/। [औद्योगिक मुद्रण पर एक प्रामाणिक स्रोत इस बात की पुष्टि करेगा कि पारंपरिक हॉट फ़ॉइल स्टैम्पिंग के लिए आवश्यक ऊष्मा और दबाव उत्पन्न करने हेतु भारी-भरकम प्लेटन प्रेस की आवश्यकता होती है।] साक्ष्य की भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: औद्योगिक मुद्रण पुस्तिका। सहायक: हॉट फ़ॉइलिंग के लिए उपकरण आवश्यकताएँ। कार्यक्षेत्र संबंधी टिप्पणी: पारंपरिक थर्मल फ़ॉइल विधियों पर लागू होता है। ↩
"जब एम्बॉसिंग और फ़ॉइल स्टैम्पिंग एक साथ आते हैं", https://www.deprintedbox.com/blog/when-embossing-comes-across-foil-stamping/। [नालीदार बोर्ड पर सामग्री विज्ञान डेटा यह बताता है कि स्टैम्पिंग से उत्पन्न अत्यधिक गर्मी और दबाव के कारण नालीदार सतह कैसे ढह सकती है, जिससे संरचनात्मक अखंडता प्रभावित होती है]। साक्ष्य की भूमिका: तकनीकी सीमा का प्रमाण; स्रोत प्रकार: पैकेजिंग इंजीनियरिंग गाइड। समर्थन: हॉट फ़ॉइलिंग और नालीदार बोर्ड की सामग्री असंगतता। कार्यक्षेत्र संबंधी टिप्पणी: नालीदार मीडिया के लिए विशिष्ट। ↩
"नालीदार बोर्ड के बक्सों की संपीडन सामर्थ्य का अनुमान ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/। [तकनीकी पैकेजिंग इंजीनियरिंग मानक नालीदार खांचों पर हॉट स्टैम्पिंग की स्थानीयकृत गर्मी और दबाव के कारण बॉक्स संपीडन परीक्षण (बीसीटी) की भार वहन क्षमता में कमी को मात्रात्मक रूप से निर्धारित करेंगे।] साक्ष्य की भूमिका: मात्रात्मक सत्यापन; स्रोत प्रकार: पैकेजिंग इंजीनियरिंग अध्ययन। समर्थन: इस दावे का कि हॉट स्टैम्पिंग संरचनात्मक अखंडता को कमज़ोर करती है। स्कोप नोट: सटीक प्रतिशत बोर्ड ग्रेड और डाई दबाव के अनुसार भिन्न हो सकता है। ↩
"कोल्ड फ़ॉइल प्रिंटिंग: शानदार मेटैलिक फ़िनिश और पर्यावरण के अनुकूल", https://www.epackprinting.com/support/cold-foil-printing/। [औद्योगिक स्याही विनिर्देश उच्च घनत्व वाली मेटैलिक सोया स्याही की अपारदर्शिता और परावर्तनशीलता की तुलना कोल्ड फ़ॉइल अनुप्रयोगों द्वारा प्राप्त दृश्य प्रभावों से करेंगे]। साक्ष्य भूमिका: तकनीकी तुलना; स्रोत प्रकार: प्रिंटिंग सामग्री डेटा शीट। समर्थन: यह दावा कि सोया-आधारित मेटैलिक स्याही फ़ॉइल के लिए एक व्यवहार्य दृश्य विकल्प के रूप में काम करती है। स्कोप नोट: दृश्य समानता स्याही के घनत्व और सब्सट्रेट अवशोषण पर निर्भर करती है। ↩
"हॉट फ़ॉइल प्लेटन: हॉट फ़ॉइल मशीनों का बहुमुखी प्रतिभा का धनी – यूट्यूब", https://www.youtube.com/watch?v=976–tGcv-E। [एक तकनीकी पैकेजिंग इंजीनियरिंग रिपोर्ट भारी प्लेटन हॉट फ़ॉइलिंग में उपयोग किए जाने वाले अत्यधिक दबाव के परिणामस्वरूप फ़्लूट संपीड़न के औसत प्रतिशत को सत्यापित करेगी]। साक्ष्य भूमिका: मात्रात्मक सत्यापन; स्रोत प्रकार: इंजीनियरिंग रिपोर्ट। समर्थन: हॉट फ़ॉइलिंग का संरचनात्मक नुकसान। कार्यक्षेत्र नोट: मानक नालीदार फ़्लूटिंग पर लागू। ↩
"[PDF] बॉक्स संपीड़न शक्ति पर नमी की मात्रा का प्रभाव: FBA BCT …", https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. [एक उद्योग श्वेतपत्र जो कोल्ड फ़ॉइल और हॉट फ़ॉइल की तुलना करता है, यह पुष्टि करेगा कि ऑफ़सेट प्रिंटिंग प्रक्रियाएँ ऊर्ध्वाधर संपीड़न से बचती हैं जो बॉक्स संपीड़न परीक्षण (BCT) मूल्यों को कम करती हैं]। साक्ष्य की भूमिका: मात्रात्मक सत्यापन; स्रोत प्रकार: उद्योग श्वेतपत्र। समर्थन: कोल्ड फ़ॉइल की संरचनात्मक अखंडता। कार्यक्षेत्र नोट: BCT मेट्रिक्स पर केंद्रित। ↩
"शीत श्रृंखला पैकेजिंग के लिए इन्सुलेटेड कार्डबोर्ड बॉक्स", https://www.gentlepk.com/insulated-cardboard-boxes-for-frozen-food/। [लॉजिस्टिक्स और आपूर्ति श्रृंखला डेटा यह प्रदर्शित करेगा कि फ्लूट की अखंडता बनाए रखने से 40 फुट ऊंचे क्यूब (40HQ) कंटेनरों में संरचनात्मक पतन के बिना डबल-स्टैकिंग संभव है]। साक्ष्य की भूमिका: परिचालन सत्यापन; स्रोत प्रकार: लॉजिस्टिक्स डेटा। समर्थन: कोल्ड फ़ॉइल की शिपिंग दक्षता। स्कोप नोट: 40HQ कंटेनर आयामों के लिए विशिष्ट। ↩
"फ़ॉइल स्टैम्पिंग: पारंपरिक बनाम डिजिटल – श्योर प्रिंट एंड डिज़ाइन", https://sureprintanddesign.ca/article/foil-stamping-traditional-vs-digital/?srsltid=AfmBOopXO_YRZQ6SVYQGFnKH3VZlVtlJrw-bG5KgbCbyRTwIFYmctWwq. [पैकेजिंग निर्माण पर उद्योग डेटा कस्टम मेटल डाई के लिए आवश्यक उच्च पूंजीगत व्यय और स्याही की तुलना में फ़ॉइल सब्सट्रेट की प्रीमियम लागत को स्पष्ट करता है]। साक्ष्य की भूमिका: तथ्यात्मक समर्थन; स्रोत प्रकार: उद्योग लागत विश्लेषण। समर्थन: हॉट फ़ॉइलिंग की उच्च परिचालन लागत। स्कोप नोट: लागत उत्पादन मात्रा और डिज़ाइन की जटिलता के अनुसार भिन्न होती है। ↩
"कॉस्मेटिक उद्योग में ब्रांडिंग उपकरण के रूप में पैकेज डिज़ाइन - पीएमसी", https://pmc.ncbi.nlm.nih.gov/articles/PMC9123395/। [नालीदार पैकेजिंग पर तकनीकी गाइड में यह विस्तार से बताया जाएगा कि उच्च-स्तरीय फिनिशिंग की ओर बजट का पुनर्वितरण अक्सर कम एज क्रश टेस्ट (ईसीटी) रेटिंग वाली सामग्रियों के चयन की ओर कैसे ले जाता है]। साक्ष्य की भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: इंजीनियरिंग श्वेत पत्र। समर्थन: कॉस्मेटिक्स के लिए संरचनात्मक अवमूल्यन की प्रथा। कार्यक्षेत्र नोट: विशेष रूप से नालीदार डिस्प्ले आर्किटेक्चर पर लागू होता है। ↩
"शिपिंग बॉक्स की मजबूती को समझना – इकोएनक्लोज", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopiBaXcBpRy8hFHvmX7EZSQJp8KSbBLNqCHjnTSJwyEOS7emGUY। [पैकेजिंग उद्योग मानक 32 ECT और 26 ECT बोर्ड के बीच भार वहन क्षमता और किनारे के टूटने के प्रतिरोध में विशिष्ट अंतर को निर्धारित करते हैं]। साक्ष्य की भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: उद्योग मानक। समर्थन: बोर्ड ग्रेड को कम करने का संरचनात्मक प्रभाव। स्कोप नोट: परिणाम फ्लूट प्रोफाइल के अनुसार भिन्न होते हैं। ↩
"इंटरफ्लूट बकलिंग के परीक्षण विधियाँ और प्रभाव – बायो रिसोर्सेज", https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/। [नालीदार सामग्रियों पर इंजीनियरिंग डेटा संपीड़न तनाव के तहत कम-ईसीटी बोर्डों के लिए महत्वपूर्ण बकलिंग लोड सीमा प्रदान करता है]। साक्ष्य भूमिका: मात्रात्मक बेंचमार्क; स्रोत प्रकार: इंजीनियरिंग डेटा। समर्थन: उल्लिखित विशिष्ट विफलता दबाव। कार्यक्षेत्र नोट: भार क्षमता बोर्ड के आयामों के अनुसार भिन्न होती है। ↩
"अपने मेटल स्टैम्पिंग डाइज़ की सुरक्षा - डेक्सको रैक्स", https://www.dexcoracks.com/news/a-guide-for-manufacturing-professionals-protecting-your-metal-stamping-dies/। [टूलिंग रखरखाव पर तकनीकी औद्योगिक गाइड बताते हैं कि कैसे नमी, तापमान में उतार-चढ़ाव और ऑक्सीकरण मैग्नीशियम या पीतल के डाइज़ की आयामी अस्थिरता और जंग का कारण बनते हैं]। साक्ष्य भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: औद्योगिक इंजीनियरिंग मैनुअल। समर्थन: इस दावे का कि टूलिंग स्थायी नहीं है और भंडारण में खराब हो जाती है। कार्यक्षेत्र नोट: विशेष रूप से गैर-जलवायु-नियंत्रित वातावरणों पर लागू होता है। ↩
"हॉट फ़ॉइल स्टैम्पिंग मशीन के शुरुआती उपयोग के लिए गाइड (DIY प्रेमियों के लिए)", https://www.youtube.com/watch?v=g1qrRht6MtU। [लकड़ी के हाइग्रोस्कोपी पर पदार्थ विज्ञान संबंधी दस्तावेज़ पुष्टि करते हैं कि छिद्रयुक्त लकड़ी के सब्सट्रेट नमी के स्तर के अनुसार फैलते और सिकुड़ते हैं, जिससे औद्योगिक उपकरणों की सटीकता प्रभावित हो सकती है]। साक्ष्य की भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: पदार्थ विज्ञान की पाठ्यपुस्तक। समर्थन: उपकरण के गलत संरेखण का भौतिक कारण। कार्यक्षेत्र संबंधी टिप्पणी: गैर-सीलबंद कार्बनिक माउंटिंग सामग्रियों से संबंधित। ↩
"[PDF] नालीदार बोर्ड विनिर्देश - फाइबर बॉक्स एसोसिएशन", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf। [नालीदार पैकेजिंग के लिए उद्योग मानक स्टैकिंग क्षमता के माप के रूप में एज क्रश टेस्ट (ECT) को परिभाषित करते हैं, जिसमें 32ECT भार वहन क्षमता के एक विशिष्ट ग्रेड को दर्शाता है]। साक्ष्य भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: पैकेजिंग उद्योग मानक। समर्थन: उपयोग किए गए सब्सट्रेट के भौतिक गुण। कार्यक्षेत्र नोट: नालीदार बोर्ड उद्योग में मानकीकृत मीट्रिक। ↩
"रोटरी हॉट स्टैम्पिंग का परिचय – डीएमएस डाइज़", http://www.dmsdies.com/HSarticleDMS.html। [सामग्री विज्ञान संबंधी दस्तावेज़ बताता है कि भंडारण वातावरण में नमी के प्रति कुछ फ़ॉइल डाई संरचनाएँ कैसे प्रतिक्रिया करती हैं]। साक्ष्य की भूमिका: तथ्यात्मक दावा; स्रोत प्रकार: सामग्री विज्ञान संबंधी शोध पत्र। समर्थन: पुन: उपयोग की गई डाइज़ में भौतिक गिरावट का कारण। कार्यक्षेत्र संबंधी टिप्पणी: मानक डाई भंडारण स्थितियों पर लागू होता है। ↩
"फ़ॉइल स्टैम्पिंग डाइज़ – मेटल मैजिक", https://www.metalmagic.com/foil-stamping-dies। [डाई बनाने की सामग्रियों पर एक तकनीकी मैनुअल संग्रहित फ़ॉइल डाइज़ में पर्यावरणीय नमी के कारण होने वाले विस्तार के सटीक माप को निर्दिष्ट करता है]। साक्ष्य भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: इंजीनियरिंग मैनुअल। सहायक: पुन: उपयोग किए गए टूलिंग में सहनशीलता विचलन का मात्रात्मक निर्धारण। कार्यक्षेत्र नोट: परिवेशीय आर्द्रता अवशोषण से संबंधित। ↩
"फ़ॉइल और हॉट स्टैम्पिंग मशीन – यूट्यूब", https://www.youtube.com/watch?v=Plfg9UfIToM। [उत्पादन दक्षता अध्ययन में नए और पुराने टूलिंग के लिए सेटअप समय की तुलना करके थ्रूपुट वृद्धि को मापा गया है]। साक्ष्य की भूमिका: मीट्रिक; स्रोत प्रकार: उद्योग अध्ययन। समर्थन: नए टूलिंग प्रोटोकॉल के परिचालन गति लाभ का। कार्यक्षेत्र संबंधी टिप्पणी: खुदरा बिक्री के शुरुआती चरणों के दौरान मापा गया। ↩
"सॉलिड ब्लीच्ड बोर्ड – विकिपीडिया", https://en.wikipedia.org/wiki/Solid_bleached_board। [सॉलिड ब्लीच्ड सल्फेट (SBS) बोर्ड के लिए सामग्री विनिर्देश इसकी उच्च घनत्व और स्टैम्पिंग दबाव के तहत संपीड़न प्रतिरोध की पुष्टि करते हैं]। साक्ष्य भूमिका: सामग्री गुण; स्रोत प्रकार: तकनीकी डेटा शीट। समर्थन: यह दावा कि SBS बोर्ड नालीदार सामग्रियों की तुलना में दबाव को अधिक आसानी से अवशोषित करता है। कार्यक्षेत्र नोट: केवल सॉलिड बोर्ड सब्सट्रेट तक सीमित। ↩
"नालीदार बक्सों में खांचों को समझने के लिए मार्गदर्शिका – जेंटलीवर", https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/। [नालीदार सामग्रियों पर एक प्रामाणिक इंजीनियरिंग मार्गदर्शिका बी-फ्लूट और सी-फ्लूट की संपीडन शक्ति और पन्नी की ढलाई से उत्पन्न अत्यधिक दबाव से संरचनात्मक विफलता के कारणों को निर्दिष्ट करेगी।] साक्ष्य भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: उद्योग पुस्तिका। समर्थन: ढलाई के दौरान आंतरिक खांचों के कुचलने का जोखिम। कार्यक्षेत्र नोट: नालीदार सतहों के लिए विशिष्ट। ↩
"फ़ॉइल स्टैम्पिंग गाइड: स्टैम्प, डाई, फ़ॉइल और पेपर स्टॉक की व्याख्या", https://thepremierpackaging.com/foil-stamping-guide/?srsltid=AfmBOorfSUm0fA3SspESQdDBfR7QkHnk5poJoeBAg03SLpdf3c7AWug-. [फ़ॉइल स्टैम्पिंग के लिए एक उद्योग तकनीकी मैनुअल या इंजीनियरिंग गाइड फ़ॉइल रसायन के आधार पर डाई के लिए मानक परिचालन तापमान सीमा निर्दिष्ट करता है]। साक्ष्य भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: तकनीकी मैनुअल। समर्थन: फ़ॉइल स्टैम्पिंग के लिए मानक डाई तापमान। स्कोप नोट: उपयोग किए गए विशिष्ट फ़ॉइल चिपकने वाले पदार्थ के आधार पर तापमान भिन्न हो सकता है। ↩
"सॉलिड ब्लीच्ड सल्फेट (एसबीएस) बनाम फोल्डिंग बॉक्स बोर्ड (एफबीबी, टीएमपी)", https://supremex.com/battle-of-the-virgin-board-solid-bleached-sulphate-sbs-vs-folding-box-board-fbb-tmp/। [सॉलिड ब्लीच्ड सल्फेट (एसबीएस) पर सामग्री विज्ञान संबंधी दस्तावेज़ इसकी घनत्व और हॉट स्टैम्पिंग के दौरान दबाव को सहन करने की संरचनात्मक क्षमता की व्याख्या करता है]। साक्ष्य भूमिका: सामग्री गुण; स्रोत प्रकार: तकनीकी डेटाशीट। समर्थन: मानक फ़ॉइल स्टैम्पिंग में सब्सट्रेट यांत्रिकी। स्कोप नोट: तुलना विशेष रूप से फ्लूटेड सब्सट्रेट के विरुद्ध की गई है। ↩
"कॉरुगेटेड बोर्ड और माइक्रो फ्लूट … – शंघाई डीई प्रिंटेड बॉक्स", https://www.deprintedbox.com/corrugated-board-for-corrugated-box.php। [पैकेजिंग इंजीनियरिंग मानक हीट-प्रेस प्रक्रियाओं के दौरान कॉरुगेटेड माध्यम को कुचलने से रोकने के लिए फ्लूट संपीड़न को नियंत्रित करने की आवश्यकता का वर्णन करते हैं]। साक्ष्य भूमिका: इंजीनियरिंग आवश्यकता; स्रोत प्रकार: उद्योग मानक। सहायक: कॉरुगेटेड सामग्रियों पर फ़ॉइल स्टैम्पिंग की यांत्रिकी। कार्यक्षेत्र नोट: अनुप्रयोग फ्लूट के आकार के अनुसार भिन्न होता है (उदाहरण के लिए, ई-फ्लूट बनाम बी-फ्लूट)। ↩



