किसी रिटेल डिस्प्ले को तब तक बहुत अच्छा लगता है जब तक कि फ़ैक्टरी आपकी फ़ाइल को अस्वीकार न कर दे। अगर आप रंगीन वैक्टरों के एक अव्यवस्थित जाल को घूर रहे हैं, तो मैं इसे समझने में आपकी मदद कर सकता हूँ।
डाईलाइन को पढ़ना संरचनात्मक पैकेजिंग टेम्पलेट्स की सटीक दृश्य भाषा को समझने पर निर्भर करता है। आपको विशिष्ट रेखा रंगों और स्ट्रोक पैटर्न की पहचान करनी होगी जो स्वचालित विनिर्माण मशीनरी को यह निर्देश देते हैं कि सामग्री को ठीक कहाँ काटना, मोड़ना या छिद्रित करना है, जिससे सपाट ग्राफिक कलाकृति को कार्यात्मक, त्रि-आयामी खुदरा डिस्प्ले में सफलतापूर्वक परिवर्तित किया जा सके।.
अपनी कलाकृति को कहाँ रखना है यह जानना तो आधी लड़ाई है; कारखाने में वे रेखाएँ कैसे व्यवहार करती हैं, यह समझना ही वास्तव में आपके लाभ मार्जिन की रक्षा करता है।.
डाई लाइन्स कैसी दिखती हैं?
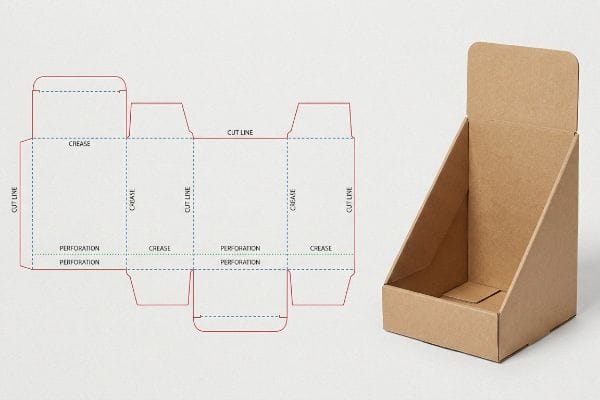
पहली नजर में, संरचनात्मक फाइलें एक वास्तुशिल्प वायरफ्रेम की तरह दिखती हैं जिसे सीधे आपके रंगीन ब्रांडिंग ग्राफिक्स पर ओवरले किया गया हो।.
डाईलाइन आपके पैकेजिंग आर्टवर्क पर सीधे बिछाई गई विशिष्ट रंगीन वेक्टर रेखाओं का एक अत्यंत सटीक जाल जैसा दिखता है। आमतौर पर, गहरे मैजेंटा रंग की ठोस रेखाएँ भौतिक कटों को दर्शाती हैं, जबकि सियान रेखाएँ तहों को इंगित करती हैं, जो स्वचालित रूटिंग टेबल और भारी औद्योगिक डाई-कटिंग मशीनरी के लिए एक अनिवार्य गणितीय रोडमैप के रूप में कार्य करती हैं।.

स्क्रीन पर रेखाओं को देखना आसान है, लेकिन उन्हें सही डिजिटल भाषा देना ही वह जगह है जहां अधिकांश अभियान शुरू होने से पहले ही रुक जाते हैं।.
डाइलाइन में स्पॉट कलर टूलिंग
ग्राफ़िक टीमें अक्सर डिस्प्ले को काटने के लिए मानक CMYK (सियान, मैजेंटा, येलो, की/ब्लैक) काली रेखाओं का उपयोग करके अपनी संरचनात्मक फ़ाइलें प्रस्तुत करती हैं। वे मान लेते हैं कि चूंकि वे अपने मॉनिटर पर काली रेखाओं को स्पष्ट रूप से देख सकते हैं, इसलिए काटने वाली मशीनरी स्वाभाविक रूप से उन सीमाओं को समझ जाएगी। दृश्य-प्रधान यह दृष्टिकोण स्वचालित CNC (कंप्यूटर न्यूमेरिकल कंट्रोल) कटिंग टेबल1 और लेज़र डाई-बोर्ड बर्नर द्वारा डेटा को संसाधित करने के तरीके को पूरी तरह से अनदेखा करता है।
यहां तक कि अनुभवी डिज़ाइनर भी अक्सर इस खामी को नज़रअंदाज़ कर देते हैं। मुझे अक्सर ऐसी फाइलें देखने को मिलती हैं जिनमें कट पाथ केवल काली आर्टवर्क लाइनें होती हैं। RIP (रास्टर इमेज प्रोसेसर) सॉफ़्टवेयर इस CMYK काले रंग को प्रिंट करने योग्य स्याही2और संरचना को सीधे आर्ट लेयर में मिला देता है। इसका परिणाम यह होता है कि प्रिंट की गई शीट में काली आउटलाइन तो दिखाई देती हैं लेकिन कोई कट नहीं होता, और मशीन के रुकने पर कटिंग टेबल की तेज़ वैक्यूम सक्शन की आवाज़ शून्य हो जाती है। मैं इस समस्या को ठीक करने के लिए फाइलों की प्री-फ़्लाइटिंग करता हूँ ताकि यह सुनिश्चित हो सके कि संरचनात्मक पाथ में सटीक स्पॉट रंगों3, जिससे यह गारंटी मिलती है कि ब्लेड बोर्ड को सही ढंग से काटेंगे और आपका प्रिंट किया हुआ आर्टवर्क एकदम साफ रहेगा। यह सरल प्रीप्रेस समायोजन भारी मात्रा में प्रिंटिंग की बर्बादी को रोकता है और आपके रोलआउट शेड्यूल को सुचारू रूप से चलाता है।
| नौसिखियों की आम गलती | प्रो फिक्स | रिटेल-फ्लोर लाभ |
|---|---|---|
| कट लाइनों के लिए CMYK काले रंग का उपयोग करना | निरपेक्ष स्पॉट रंग निर्दिष्ट करें4 | इससे छपाई में होने वाली महंगी बर्बादी से बचा जा सकता है। |
| संरचना को कलाकृति के साथ मिलाना | अलग परत पर रेखाओं को अलग करें5 | ब्लेड का सुचारू रूप से जुड़ाव सुनिश्चित करता है |
| यह मानते हुए कि मशीनें दृश्य रेखाओं को पढ़ती हैं | प्री-फ्लाइट चेक इन आरआईपी सॉफ्टवेयर6 | रोलआउट शेड्यूल को समय पर रखता है |
मैं एक साधारण लेयर त्रुटि को आपके प्रिंट को खराब नहीं करने दूंगा। आपके स्ट्रक्चरल पाथ को अलग-अलग स्पॉट रंगों में विभाजित करके, मैं प्रीप्रेस की बाधाओं को दूर करता हूं और यह सुनिश्चित करता हूं कि आपकी कलाकृति बिना भद्दी काली आउटलाइन के खूबसूरती से प्रिंट हो।.
🛠️ हार्वे का डेस्क: क्या आप सुनिश्चित नहीं हैं कि आपके वेक्टर पथ सही स्पॉट रंगों से मैप किए गए हैं? 👉 मुझे आपकी फ़ाइल की जांच करने दें ↗ — सीधे मेरे डेस्क तक पहुंच। मैं वादा करता हूं, कोई स्वचालित बिक्री संबंधी स्पैम नहीं होगा।
पैकेजिंग में डाईलाइन क्या होती है?
महज एक दृश्य मार्गदर्शिका होने के अलावा, यह फाइल आपके संपूर्ण खुदरा बिक्री अभियान की वास्तविक वास्तुशिल्पीय नींव है।.
पैकेजिंग में डाईलाइन एक सटीक गणितीय टेम्पलेट है जो निर्धारित करता है कि नालीदार सामग्री को ठीक कहाँ से काटा, मोड़ा या छिद्रित किया जाएगा। यह एक महत्वपूर्ण इंजीनियरिंग सेतु का काम करता है जो सपाट 2D (द्वि-आयामी) ग्राफिक डिज़ाइनों को संरचनात्मक रूप से सुदृढ़, त्रि-आयामी भौतिक प्रदर्शनों से जोड़ता है जो कठोर अंतरराष्ट्रीय लॉजिस्टिक्स और वेयरहाउस हैंडलिंग को झेलने में सक्षम होते हैं।.

इस टेम्पलेट को एक कठोर गणितीय निरपेक्ष सत्य के बजाय महज एक सुझाव के रूप में मानना, पूर्ण संरचनात्मक पतन को ट्रिगर करने का सबसे तेज़ तरीका है।.
कैलिपर क्षतिपूर्ति डायलाइन शिफ्ट
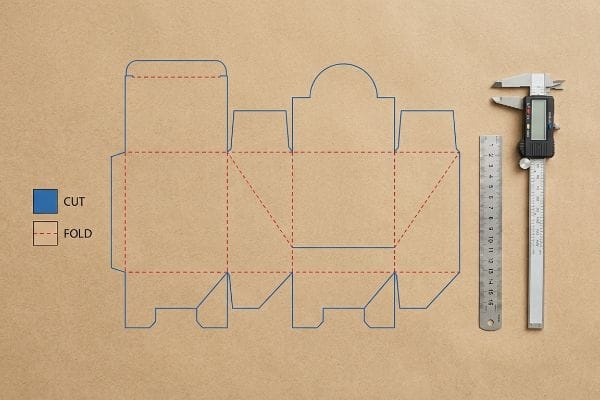
ब्रांड टीमें अक्सर इंटरलॉकिंग टैब और स्लॉट को मिलान पैनल की सटीक चौड़ाई में बनाने के लिए बुनियादी चित्रण सॉफ़्टवेयर पर निर्भर करती हैं। वे इन डिजिटल फ़ाइलों को एक काल्पनिक धारणा के आधार पर बनाते हैं, जिसमें यह मान लिया जाता है कि एक पूरी तरह से सपाट रेखा एक पूरी तरह से मुड़े हुए बॉक्स में निर्बाध रूप से परिवर्तित हो जाती है। यह डिजिटल आदर्शवाद उत्पादन में उपयोग किए जाने वाले वास्तविक बोर्ड 7 के भौतिक आकार, या सामग्री की मोटाई को ध्यान में नहीं रखता है।
जब आप 0.11 इंच (2.79 मिमी/सेमी) मोटी बी-फ्लूट बोर्ड को ठीक 90 डिग्री पर मोड़ते हैं , तो इसमें भौतिक रूप से सामग्री की खपत होती है। यदि मोड़ के बाहरी त्रिज्या की भरपाई के लिए रिसीविंग स्लॉट को चौड़ा नहीं किया जाता है, तो बोर्ड बुरी तरह से मुड़ जाएगा। मैंने असेंबली लाइन पर सह-पैकरों को पसीना बहाते हुए देखा है, जो वर्जिन क्राफ्ट बोर्ड के कड़े प्रतिरोध से जूझ रहे हैं, और गणितीय रूप से बहुत तंग स्लॉट में टैब को जबरदस्ती डालने की कोशिश कर रहे हैं। मैं प्रत्येक मोड़ पर कैलिपर क्षतिपूर्ति एल्गोरिदम को स्वचालित रूप से लागू करने के लिए पैरामीट्रिक डिज़ाइन सॉफ़्टवेयर का उपयोग करता हूं, जिससे सटीक बेंड अलाउंस की गणना की जा सके , ताकि पहले से भरी हुई ट्रे निर्बाध रूप से असेंबल हो सकें, जिससे मैनुअल श्रम लागत में अनुमानित 15% की बचत होती है।
| नौसिखियों की आम गलती | प्रो फिक्स | रिटेल-फ्लोर लाभ |
|---|---|---|
| ड्राइंग टैब स्लॉट से बिल्कुल मेल खाते हैं | गणितीय बेंड भत्ते लागू करें | आधार को झुकने और फटने से रोकता है |
| सामग्री बोर्ड की मोटाई को अनदेखा करते हुए | पैरामीट्रिक कैलिपर क्षतिपूर्ति | असेंबली लाइन में होने वाली रुकावटों को दूर करता है |
| पूरी तरह से सॉफ्टवेयर में डिजाइन करना | भौतिक बांसुरी के लिए सहनशीलता का निर्माण करें | मैनुअल श्रम लागत में तेजी से कमी आती है |
मैं प्रत्येक फाइल को सामग्री की भौतिक वास्तविकता का सम्मान करते हुए डिज़ाइन करता हूँ। टूलिंग शुरू होने से पहले स्लॉट टॉलरेंस को समायोजित करने से घर्षण-मुक्त असेंबली सुनिश्चित होती है, जिससे रिटेल फ्लोर पर भद्दी पारदर्शी टेप की आवश्यकता पूरी तरह समाप्त हो जाती है।.
🛠️ हार्वे का डेस्क: क्या आपके संरचनात्मक स्लॉट गणितीय रूप से इतने चौड़े हैं कि मुड़े हुए बी-फ्लूट त्रिज्या को संभाल सकें? 👉 टॉलरेंस जांच का अनुरोध करें ↗ — सुरक्षित रूप से डाउनलोड करें। बाद में कोई प्रश्न होने पर मेरा इनबॉक्स खुला है।
डाईलाइन के नियम क्या हैं?
एक कार्यात्मक टेम्पलेट बनाने के लिए सख्त परिचालन सीमाओं का पालन करना आवश्यक है जो यह निर्धारित करती हैं कि स्याही कच्चे कार्डबोर्ड के साथ कैसे मिलती है।.
डाईलाइन के नियमों के अनुसार विशिष्ट ब्लीड मार्जिन, सटीक स्पॉट कलर असाइनमेंट और सटीक कैलिपर कंपनसेशन बनाए रखना आवश्यक है। इन तकनीकी दिशानिर्देशों का सख्ती से पालन करने से यह सुनिश्चित होता है कि आपकी मुद्रित कलाकृति भौतिक कट पथों से पर्याप्त रूप से आगे तक फैली हुई है, जिससे स्वचालित हाई-स्पीड लेमिनेशन और निर्माण के दौरान कार्डबोर्ड के किनारों के दिखाई न देने की समस्या सफलतापूर्वक हल हो जाती है।.
आपको लग सकता है कि एक मानक वाणिज्यिक प्रिंटिंग मार्जिन आपको सुरक्षित रखने के लिए पर्याप्त है, लेकिन मोटे नालीदार बोर्ड के मामले में नियम बिल्कुल अलग होते हैं।.
लिथो-शिफ्ट ब्लीड जनादेश
कई खरीद टीमें मानक व्यावसायिक प्रिंट ब्लीड सेटिंग्स का उपयोग करके फ़ाइलों को अनुमोदित करती हैं, आमतौर पर आर्टवर्क को संरचनात्मक सीमा से लगभग 0.125 इंच 10 (3.17 मिमी/सेमी) आगे बढ़ाती हैं। यह पतले बिज़नेस कार्ड के लिए बिल्कुल ठीक है, इसलिए वे तार्किक रूप से मान लेते हैं कि यह बड़े आकार के कागज़ों के लिए भी काम करेगा। हालांकि, यह लिथो-लेमिनेशन 11 में शामिल आक्रामक यांत्रिक सहनशीलता को अनदेखा करता है , जहां मुद्रित टॉप-शीट को भारी बोर्डों पर चिपकाया जाता है।
लिथो-लेमिनेशन एक भौतिक और अव्यवस्थित प्रक्रिया है। स्वचालित माउंटिंग के दौरान, बोर्ड स्वाभाविक रूप से खिसक जाते हैं। यदि आप केवल मानक मार्जिन का उपयोग करते हैं, तो वह न्यूनतम ब्लीड यांत्रिक खिसकाव को पूरी तरह से कवर करने के लिए अपर्याप्त होता है, जिसके परिणामस्वरूप फ्लैशिंग होती है—अंतिम फोल्ड किए गए डिस्प्ले पर भद्दे, खुले हुए भूरे किनारे दिखाई देते हैं। इसका दृश्य प्रभाव बहुत खराब होता है; मैंने देखा है कि गीले पीवीए चिपकने वाले पदार्थ की चिपचिपाहट के कारण ऊपरी शीट कुछ मिलीमीटर ही केंद्र से हट जाने से प्रीमियम कॉस्मेटिक हेडर खराब हो जाते हैं। इसे रोकने के लिए, मैं कट लाइन के बाद 0.5 इंच (12.7 मिमी/सेमी) का सख्त ब्लीड मार्जिन रखता हूँ, जो प्रभावी रूप से एक सुरक्षा जाल बनाता है जो हर खुले किनारे को पूरी तरह से ढक लेता है।
| नौसिखियों की आम गलती | प्रो फिक्स | रिटेल-फ्लोर लाभ |
|---|---|---|
| मानक व्यावसायिक ब्लीड का उपयोग करना | 0.5 इंच का ब्लीड मार्जिन लागू करें | भद्दे भूरे किनारों को हटाता है |
| लेमिनेशन मशीन शिफ्ट को अनदेखा करना | एक सुनियोजित सुरक्षा जाल बनाएं | प्रीमियम ब्रांड की सुंदरता को संरक्षित करता है |
| बारीक कलाकृति को रेखाओं को छूने देना | सीमाओं से परे पृष्ठभूमि का विस्तार करें | महंगे बैच प्रिंट रिजेक्शन को रोकता है |
मैं प्रीप्रेस चरण में ही उन फाइलों को अस्वीकार कर देता हूँ जो इस बुनियादी मानदंड को पूरा नहीं करतीं। अपनी टीम को आर्टवर्क बैकग्राउंड को विस्तारित करने के लिए बाध्य करने से यह सुनिश्चित होता है कि आपका डिस्प्ले हर कोण से त्रुटिहीन दिखे, जिससे आपके ब्रांड की साख पूरी तरह सुरक्षित रहती है।.
🛠️ हार्वे का डेस्क: क्या आपके आर्टवर्क के बैकग्राउंड लिथो-लेमिनेशन शिफ्ट से सुरक्षित रहने के लिए पर्याप्त रूप से विस्तारित हैं? 👉 प्रीप्रेस ब्लीड ऑडिट करवाएं ↗ — कोई अनावश्यक सेल्स कॉल नहीं। बस शुद्ध मूल्य।
एक डाइलाइन पर बिंदीदार रेखा क्या दर्शाती है?
अपने संरचनात्मक प्रमाणों की समीक्षा करते समय, आप देखेंगे कि विभिन्न प्रकार की धंसी हुई और छिद्रित रेखाएं आंतरिक ज्यामिति को दर्शाती हैं।.
बिंदीदार रेखा संरचनात्मक टेम्पलेट पर एक सटीक क्रीज या मोड़ पथ को दर्शाती है। ये विशिष्ट चिह्न औद्योगिक डाई-कटिंग उपकरणों को कागज के रेशों को काटे बिना सामग्री को सुरक्षित रूप से संपीड़ित और मोड़ने का निर्देश देते हैं, जिससे भारी गोदाम भार के दबाव में भी मोटे नालीदार पैनल मजबूत, त्रि-आयामी संरचनाएं बना पाते हैं।.
लेकिन जब मशीनें चलना शुरू हो जाती हैं और कागज के रेशे वास्तव में दबाव में टूटने लगते हैं, तो केवल सिद्धांत जानना पर्याप्त नहीं होता है।.
क्रीज मैट्रिक्स प्रोफाइलिंग प्रोटोकॉल
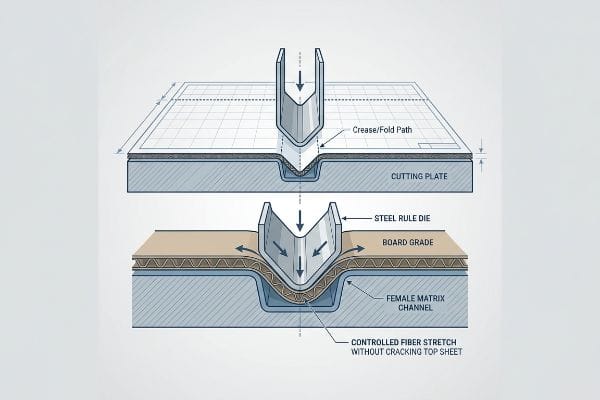
खरीदार अक्सर डिजिटल पीडीएफ को देखते हैं और मान लेते हैं कि एक साधारण डैश वाली वेक्टर लाइन स्वतः ही एक साफ, एकदम सही 90-डिग्री फोल्ड की गारंटी देती है। वे सॉफ्टवेयर द्वारा दर्शाए गए चित्र पर पूरी तरह भरोसा करते हैं और उम्मीद करते हैं कि बोर्ड मानक प्रिंटर पेपर की तरह आसानी से फोल्ड हो जाएगा। यह धारणा ऊपरी शीट की संरचनात्मक अखंडता को अनंत मानती है और भारी-भरकम परिवहन पैकेजिंग को संभालने के लिए आवश्यक भारी भौतिक बल को अनदेखा करती है ।
यह महज़ सिद्धांत नहीं है—मैंने इसे परीक्षण स्थल पर होते हुए देखा है जब एक स्टील रूल डाई 32ECT टेस्टलाइनर पर ज़ोर से प्रहार करती है। उचित प्रतिरोध नियंत्रण के अभाव में, भीतरी खांचे मुड़ जाते हैं और मुद्रित ऊपरी शीट में ज़ोरदार दरारें पड़ जाती हैं, जिसे लिथो-क्रैकिंग13है। जब मैं क्षति का आकलन करता हूँ, तो यह एक भयावह वास्तविकता होती है: प्रत्येक मुख्य हेडर फोल्ड पर बिखरी हुई स्याही के साथ डाई-कटिंग धूल का मिला-जुला पाउडर जैसा एहसास। मैं इसे कटिंग प्लेट पर सीधे लगाए गए विशिष्ट फीमेल मैट्रिक्स क्रीजिंग चैनल लगाकर ठीक करता हूँ। यह पॉलिमर चैनल एक निहाई की तरह काम करता है, जो प्रहार के दौरान कागज़ के रेशों के खिंचाव को सटीक रूप से नियंत्रित करता है, जिससे अस्वीकृति दर शून्य हो जाती है और ग्राहकों को प्रतिस्थापन सामग्री लागत में अनुमानित 12% की बचत होती है14।
| नौसिखियों की आम गलती | प्रो फिक्स | रिटेल-फ्लोर लाभ |
|---|---|---|
| यह मानते हुए कि रेखाएँ पूरी तरह से मुड़ती हैं | महिला मैट्रिक्स चैनल स्थापित करें | टॉप-शीट लिथो-क्रैकिंग को समाप्त करता है15 |
| कागज के रेशों के प्रतिरोध को अनदेखा करना | स्टील डाई स्ट्राइक को नियंत्रित करें16 | हेडर ग्राफिक्स को बेदाग बनाए रखता है |
| मानक इस्पात नियमों पर निर्भर रहना | बोर्ड कैलिपर का सटीक प्रोफाइल बनाएं | संरचनात्मक सूक्ष्म दरारों को रोकता है17 |
मैं आपके फोल्डिंग टॉलरेंस को कभी भी संयोग पर नहीं छोड़ता। आपके बोर्ड के विशिष्ट ग्रेड के अनुसार क्रीज मैट्रिक्स का गणितीय प्रोफाइलिंग करके, मैं क्लब स्टोर के भारी पैलेट लोड।
🛠️ हार्वे का डेस्क: क्या आपको पता है कि आपका मौजूदा सप्लायर स्याही के फटने से बचाने के लिए अपनी क्रीज़ मैट्रिक्स की प्रोफाइलिंग कर रहा है या नहीं? 👉 मुझे अपनी डाइलाइन फ़ाइल भेजें ↗ — बड़े पैमाने पर उत्पादन पर बजट बर्बाद करने से पहले मैं गणितीय गणना की गहन जांच कर लूंगा।
निष्कर्ष
आप सस्ता विक्रेता चुन सकते हैं, लेकिन जब लिथो-लेमिनेशन में बदलाव के कारण आपके प्रीमियम हेडर पर नालीदार किनारों का कच्चापन दिखने लगता है, तो इससे उत्पन्न दृश्य दोष तुरंत खुदरा विक्रेताओं द्वारा अस्वीकृति का कारण बनते हैं, जिससे आपके प्रोजेक्ट का लाभ मार्जिन पूरी तरह से समाप्त हो जाता है। यह वही सटीक स्पेसिफिकेशन शीट है जिसका उपयोग मेरे शीर्ष 10 खुदरा ग्राहक प्रिंट अस्वीकृति को शून्य करने के लिए करते हैं। यांत्रिक सहनशीलता के बारे में अनुमान लगाना बंद करें और उत्पादन शुरू होने से पहले ही गंभीर संरचनात्मक त्रुटियों को पकड़ने के लिए मुझे व्यक्तिगत रूप से आपकी फ़ाइलों को मेरे निःशुल्क डाइलाइन ऑडिट ↗ के माध्यम से जांचने दें।
"स्पॉट कलर बनाम CMYK कलर: मुख्य अंतरों की व्याख्या", https://unicopacking.com/en/new/spot-color-vs-process-color.html। [पैकेजिंग उत्पादन के लिए उद्योग मानक यह निर्दिष्ट करते हैं कि CNC कटिंग सिस्टम कट पथों की व्याख्या करने के लिए CMYK मानों के बजाय स्पॉट कलर विशेषताओं या विशिष्ट वेक्टर पथों पर निर्भर करते हैं]। साक्ष्य भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: पैकेजिंग उत्पादन मैनुअल। समर्थन: मानक CMYK काले रंग के बजाय विशेष टूलिंग रंगों की आवश्यकता। कार्यक्षेत्र संबंधी टिप्पणी: स्वचालित संरचनात्मक कटिंग तक सीमित। ↩
"सीएमआईके बनाम स्पॉट कलर: कौन सी प्रक्रिया सबसे अच्छी है | प्राइम लाइन पैकेजिंग", https://www.primelinepackaging.com/blog/cmyk-spot-color/। [प्रीप्रेस आरआईपी सॉफ्टवेयर पर एक प्रामाणिक गाइड यह स्पष्ट करेगी कि सीएमवाईके मानों को स्याही जमाव के लिए छवि डेटा के रूप में व्याख्यायित किया जाता है, स्पॉट रंगों के विपरीत जिन्हें तकनीकी कटिंग परतों पर मैप किया जा सकता है]। साक्ष्य भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: उद्योग मैनुअल। समर्थन: सीएमवाईके लाइनें कटिंग मशीनरी को ट्रिगर करने में विफल क्यों होती हैं। स्कोप नोट: अधिकांश मानक वाणिज्यिक प्रिंट आरआईपी पर लागू होता है।] ↩
"डिज़ाइन से प्रूफ तक: पैकेजिंग डाई लाइनों के लिए एक गाइड", https://admiralpkg.com/post/dielines। [पैकेजिंग डिज़ाइन के लिए उद्योग मानक स्वचालित कटिंग टेबल के लिए प्रिंट करने योग्य आर्टवर्क से तकनीकी डाई लाइनों को अलग करने के लिए निर्दिष्ट स्पॉट रंगों के उपयोग को निर्दिष्ट करते हैं]। साक्ष्य भूमिका: उद्योग मानक; स्रोत प्रकार: व्यावसायिक दिशानिर्देश। समर्थन: गैर-सीएमआईके संरचनात्मक पथों की आवश्यकता। स्कोप नोट: विशिष्ट रंग नाम प्रिंट हाउस के अनुसार भिन्न हो सकते हैं।] ↩
"स्पॉट कलर (PMS) और CMYK में क्या अंतर है...?", https://blog.fantastapack.com/difference-between-spot-colors-vs.-cmyk-packaging। [तकनीकी प्रीप्रेस गाइड बताते हैं कि डाई-कटिंग मशीनरी के लिए CMYK आर्टवर्क से कट पाथ को अलग करने के लिए स्पॉट कलर आवश्यक हैं।] साक्ष्य भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: तकनीकी मैनुअल। समर्थन: संरचनात्मक फाइलों के लिए स्पॉट कलर की आवश्यकता। कार्यक्षेत्र नोट: पेशेवर ऑफसेट और डिजिटल प्रिंटिंग वर्कफ़्लो पर लागू होता है।] ↩
"पैकेजिंग डिज़ाइन तैयारी गाइड: आर्ट फ़ाइलें, डाई-लाइनें और ब्लीड", https://www.printingblue.com/knowledge-center/posts/packaging-design-preparation-guide। [संरचनात्मक पैकेजिंग के लिए उद्योग मानक यह निर्दिष्ट करते हैं कि ग्राफिक्स के साथ ओवरलैप को रोकने और सटीक मशीन व्याख्या सुनिश्चित करने के लिए डाई लाइनें समर्पित परतों पर होनी चाहिए।] साक्ष्य भूमिका: सर्वोत्तम अभ्यास सत्यापन; स्रोत प्रकार: डिज़ाइन दिशानिर्देश। समर्थन: संरचनात्मक फ़ाइलों में परत अलगाव की आवश्यकता। कार्यक्षेत्र नोट: एडोब इलस्ट्रेटर और सीएडी सॉफ़्टवेयर में मानक अभ्यास।] ↩
"RIP को समझना – एडवांस्ड टेक्सटाइल्स एसोसिएशन", https://www.textiles.org/2007/01/01/understanding-rip/। [रास्टर इमेज प्रोसेसर (RIP) सॉफ़्टवेयर दस्तावेज़ीकरण में बताया गया है कि उत्पादन से पहले प्री-फ़्लाइटिंग यह सत्यापित करती है कि तकनीकी मार्कर और कट लाइनें सही ढंग से मैप की गई हैं।] साक्ष्य भूमिका: वर्कफ़्लो सत्यापन; स्रोत प्रकार: सॉफ़्टवेयर दस्तावेज़ीकरण। समर्थन: संरचनात्मक फ़ाइलों के सत्यापन में RIP सॉफ़्टवेयर का कार्य। कार्यक्षेत्र नोट: औद्योगिक प्रिंट-टू-कट सिस्टम के लिए विशिष्ट।] ↩
"पैकेजिंग में डाइलाइन क्या है? गाइड, स्पेसिफिकेशन और टेम्पलेट्स", https://brillpack.com/what-is-dieline-in-printing-packaging/। [पैकेजिंग इंजीनियरिंग पर एक प्रामाणिक स्रोत यह बताएगा कि सामग्री कैलिपर इंटरलॉकिंग घटकों के लिए फोल्ड अलाउंस और फिट को कैसे प्रभावित करता है]। साक्ष्य भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: पैकेजिंग इंजीनियरिंग मैनुअल। समर्थन: डाइलाइन डिज़ाइन में कैलिपर क्षतिपूर्ति की आवश्यकता। कार्यक्षेत्र नोट: विशेष रूप से नालीदार और भारी स्टॉक बोर्ड पर लागू होता है। ↩
"कॉरुगेटेड बोर्ड और सामग्री ग्रेड - फ्लूट - पैकेजिंग रणनीतियाँ", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades। [उद्योग पैकेजिंग विनिर्देश, डाईलाइन निर्माण में इंजीनियरिंग सटीकता सुनिश्चित करने के लिए बी-फ्लूट बोर्ड की मोटाई के लिए मानकीकृत माप प्रदान करते हैं]। साक्ष्य भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: उद्योग मानक; समर्थन: बी-फ्लूट बोर्ड के भौतिक आयाम। स्कोप नोट: वास्तविक मोटाई निर्माता के अनुसार थोड़ी भिन्न हो सकती है। ↩
"[PDF] नालीदार तख्तों की बेंडिंग कठोरता", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf। [फोल्डिंग सबस्ट्रेट्स के लिए तकनीकी इंजीनियरिंग मैनुअल सामग्री संपीड़न और विस्तार को ध्यान में रखते हुए बेंड अलाउंस की गणितीय गणना की व्याख्या करते हैं]। साक्ष्य भूमिका: इंजीनियरिंग सिद्धांत; स्रोत प्रकार: तकनीकी मैनुअल; समर्थन: संरचनात्मक डिजाइन में कैलिपर क्षतिपूर्ति एल्गोरिदम का उपयोग। कार्यक्षेत्र नोट: फोल्ड त्रिज्या के सापेक्ष महत्वपूर्ण मोटाई वाली सामग्रियों के लिए विशिष्ट। ↩
"प्रिंट उत्पादन में ब्लीड, मार्जिन और ट्रिमिंग को समझना", https://www.ballantine.com/understanding-bleeds-margins-and-trimming-in-print-production/। [उद्योग मुद्रण गाइड यह सत्यापित करते हैं कि वाणिज्यिक मुद्रण में ब्लीड मार्जिन के लिए 0.125 इंच मानक है]। साक्ष्य भूमिका: तथ्यात्मक सत्यापन; स्रोत प्रकार: तकनीकी मैनुअल। समर्थन: सामान्य उद्योग ब्लीड मानक। कार्यक्षेत्र नोट: मानक वाणिज्यिक प्रिंट कार्यों पर लागू होता है। ↩
"लिथोग्राफिक लेमिनेशन – पैकलेन", https://packlane.com/support/lithographic-lamination?srsltid=AfmBOoqqBaD_YL6AHe8O7p7i4aRXVUHmGfqspDiLXBpkcqfGhatj3wRc. [लिथो-लेमिनेशन के लिए तकनीकी विनिर्देशों में बताया गया है कि नालीदार बोर्ड पर ऊपरी शीट को चिपकाने से संरचनात्मक बदलाव होते हैं, जिसके लिए विस्तारित ब्लीड मार्जिन की आवश्यकता होती है]। साक्ष्य की भूमिका: तकनीकी व्याख्या; स्रोत प्रकार: विनिर्माण विनिर्देश। समर्थन: लिथो-लेमिनेशन में विशेष डाईलाइन नियमों की आवश्यकता। कार्यक्षेत्र संबंधी टिप्पणी: भारी कार्डबोर्ड असेंबली के लिए विशिष्ट। ↩
"[PDF] क्रीज़िंग और फोल्डिंग – बायो रिसोर्सेज", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. [नालीदार बोर्ड प्रसंस्करण पर तकनीकी दस्तावेज़ में भारी-भरकम सामग्रियों में संरचनात्मक क्रीज़ प्राप्त करने के लिए आवश्यक विशिष्ट दबाव और बल का वर्णन किया गया है]। साक्ष्य भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: पैकेजिंग इंजीनियरिंग मैनुअल। समर्थन: सामग्री हेरफेर की भौतिक वास्तविकता। स्कोप नोट: विशिष्टताएँ फ्लूट के आकार और बोर्ड ग्रेड पर निर्भर करती हैं। ↩
"मोड़ने पर नालीदार बक्से क्यों फट जाते हैं? – लिंक्डइन", https://www.linkedin.com/pulse/why-do-corrugated-boxes-crack-when-folded-practical-moss-6nqyc. [नालीदार बोर्ड की विफलता पर तकनीकी दस्तावेज़ में लिथो-क्रैकिंग को मोड़ने की प्रक्रिया के दौरान स्याही और सतह के रेशों के टूटने के रूप में परिभाषित किया गया है]। साक्ष्य की भूमिका: तकनीकी परिभाषा; स्रोत प्रकार: पैकेजिंग इंजीनियरिंग हैंडबुक। समर्थन: सतह की क्षति की पहचान। कार्यक्षेत्र संबंधी टिप्पणी: मुद्रित नालीदार सब्सट्रेट के लिए विशिष्ट। ↩
"क्रीजिंग मैट्रिक्स के लिए एक संक्षिप्त मार्गदर्शिका – अल्ट्राक्रीज़ लिमिटेड", https://www.ultracrease.com/guide-on-crease-matrix/। [सटीक डाई-कटिंग के माध्यम से अपशिष्ट कमी पर औद्योगिक केस स्टडी से सामग्री अस्वीकृति में कमी से होने वाली विशिष्ट प्रतिशत बचत की पुष्टि होनी चाहिए]। साक्ष्य की भूमिका: मात्रात्मक सत्यापन; स्रोत प्रकार: उद्योग आर्थिक रिपोर्ट। समर्थन: सटीक क्रीजिंग का वित्तीय प्रभाव। स्कोप नोट: बचत सामग्री की मोटाई और मात्रा के आधार पर भिन्न हो सकती है। ↩
"ठोस और यूवी कोटिंग के साथ पैकेज प्रिंटिंग में दरारें आने की समस्या", https://printplanet.com/threads/package-printing-with-solids-and-uv-coating-having-cracking-issues.278760/। [एक संरचनात्मक पैकेजिंग गाइड यह समझाएगी कि महिला मैट्रिक्स चैनल बाहरी लाइनर पर स्याही के खिंचाव और दरारों को रोकने के लिए दबाव को कैसे वितरित करते हैं]। साक्ष्य की भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: उद्योग पुस्तिका। समर्थन: महिला मैट्रिक्स चैनलों का लाभ। कार्यक्षेत्र संबंधी टिप्पणी: लिथोग्राफ्ड सब्सट्रेट्स के लिए विशिष्ट। ↩
"पैकेजिंग के लिए प्रेशर सेंसिटिव लेबल की संपूर्ण मार्गदर्शिका", https://millionpack.com/pressure-sensitive-labels/। [डाई-मेकिंग पर तकनीकी साहित्य बताता है कि स्ट्राइक फोर्स को कैलिब्रेट करके पेपर फाइबर प्रतिरोध को कैसे नियंत्रित किया जाता है ताकि बोर्ड को कुचलने से बचाया जा सके]। साक्ष्य भूमिका: भौतिक क्रियाविधि की व्याख्या; स्रोत प्रकार: तकनीकी मैनुअल। सहायक: फाइबर प्रतिरोध का प्रबंधन। कार्यक्षेत्र नोट: डाई-प्रेस कैलिब्रेशन पर केंद्रित। ↩
"मुद्रित परिपथ पर कॉपर रैप विनिर्देशों के प्रभावों का अध्ययन...", https://pmc.ncbi.nlm.nih.gov/articles/PMC7340094/। [डाई-कटिंग के लिए इंजीनियरिंग विनिर्देश दर्शाते हैं कि क्रीज रूल की गहराई को बोर्ड कैलिपर से सटीक रूप से मिलाने से आंतरिक फाइबर टूटने से बचाव होता है]। साक्ष्य भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: पैकेजिंग इंजीनियरिंग मानक। सहायक: सटीक कैलिपर प्रोफाइलिंग। कार्यक्षेत्र नोट: उच्च घनत्व वाले बोर्ड सामग्रियों पर लागू होता है। ↩



