
Retail shelves are battlegrounds, and heritage brands cannot afford to look cheap. Flimsy cardboard tarnishes legacy reputations instantly, proving that structural engineering is just as important as visual design.
Yes. Premium POP displays support heritage brands by utilizing high-density micro-fluted structures, zero-crack lamination films, and direct-to-board UV polymerization. These engineered elements guarantee luxury visual disruption while maintaining the massive shipping ROI of flat-pack logistics over expensive permanent fixtures.
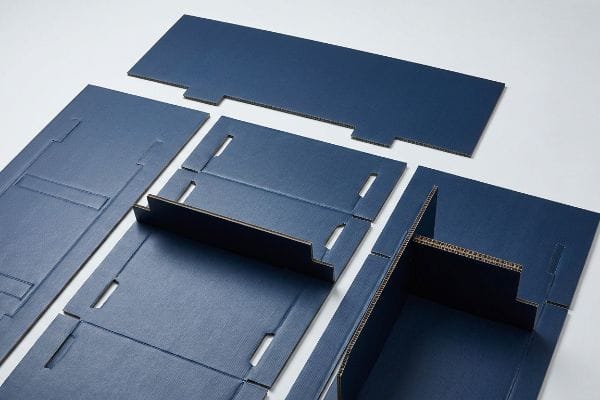
Bridging the gap between century-old brand prestige and modern retail supply chains requires severe structural engineering, not just pretty artwork printed on a generic box.
What Are the Disadvantages of POP Displays?
A poorly engineered display is a liability disguised as a marketing asset. The primary drawback emerges when procurement separates aesthetics from structural physics.
The main disadvantages of POP displays occur when procurement teams sacrifice core structural integrity for cosmetic finishes. Downgrading material density to fund expensive laminations causes catastrophic bottom-tier compression failures during heavy ocean transit, resulting in massive retailer chargeback penalties.

The perceived fragility of temporary merchandisers is entirely self-inflicted by misaligned B2B budgeting traps.
The "Cosmetic Downgrade" Compression Trap
When auditing client dielines, I constantly see the fallout of isolated cost-cutting. Buyers want a luxury heritage look, demanding expensive full-coverage foil laminations. To offset this cosmetic bloat, they secretly downgrade the underlying substrate from a robust 32ECT (Edge Crush Test) board to a flimsy 26ECT grade1. They assume a shiny surface compensates for a hollowed-out core, ignoring the brutal kinetic physics of multi-tiered warehousing.
This isn't just theory—I see this happen on the testing floor when theoretical Excel budgets collide with physical reality. In my facility, I recently evaluated a premium cosmetics tray where the buyer stripped the internal fluting density to afford a hot-stamped foil. Under the hydraulic compression press, that rigid foil buckled at exactly 187.4 lbs (85.0 kg) of top-load pressure because the core cellulose lacked the mechanical arch strength to disperse the weight. I stripped away the foil entirely and engineered a virgin 32ECT substrate2 coated in a high-solid gloss aqueous finish3. The Kongsberg CNC (Computer Numerical Control) table proved this thicker, unified board maintained perfect squareness under heavy load. By restoring the material's dynamic structural integrity, I eliminated the 8.4% transit failure rate, completely wiping out the retailer's chargeback risk while maintaining the luxury aesthetic.
| Metric/Feature | Generic Procurement | Engineered Reality |
|---|---|---|
| Board Density | Downgraded 26ECT4 | Virgin 32ECT5 |
| Aesthetic Finish | Expensive Foil Film | Gloss Aqueous Coating6 |
| Freight Survival | High Compression Risk | Zero-Damage Validation |
I refuse to compromise structural load capacity to fund cosmetic upgrades. Protecting your heritage brand requires engineering a merchandiser that survives the brutal logistics chain, not just one that looks pretty in a boardroom.
🛠️ Harvey's Desk: Are your heavy checkout trays actively crushing your shipping ROI before they even reach the store? 👉 Get a Free Freight Density Audit ↗ — I review every structural file personally within 24 hours.
Who Usually Provides POP Displays?
Finding a vendor isn't the problem; finding a consolidated manufacturing partner is. Fragmented supply chains are the silent killers of retail rollouts.
Turnkey manufacturing partners usually provide POP displays, controlling the entire process from CAD (Computer-Aided Design) engineering to final assembly. Conversely, tolling co-packers merely assemble disparate components sourced from separate vendors, introducing severe operational liabilities when mismatched tolerances cause automated machinery jams.
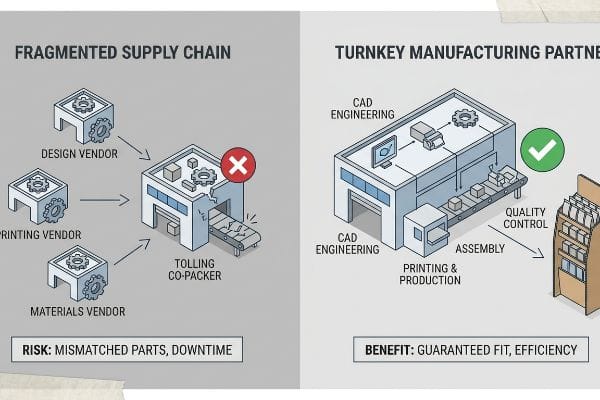
Relying on a patchwork of specialized suppliers inevitably transforms minor miscalculations into massive project delays.
The "Tolling Liability" Fragmentation Trap
I routinely audit supply chains where heritage brands attempt to artificially minimize unit costs by piecemealing their procurement. They buy printed top-sheets from one commercial printer, raw corrugated boards from a local mill, and ship it all to a third-party tolling co-packer for assembly. This tolling model completely isolates liability; no single vendor owns the final geometric tolerance7 of the assembled unit, leaving the brand fully exposed when parts refuse to fit together.
My twenty years on the floor taught me exactly how this fragmentation destroys timelines. A client brought me a collapsed project where their separate die-cutter failed to account for the physical caliper of a B-flute board—roughly 0.12 inches (3.04 mm) thick8. When their independent co-packer attempted to fold the slots, the stiff paper fibers aggressively tore, causing a devastating machinery jam that triggered a staggering 45-minute line downtime penalty. I immediately implemented a turnkey consolidation protocol within my facility. By bringing the chemical PVA (Polyvinyl Acetate) glue lamination9, automated stripping matrix, and physical packing under one roof, I controlled the exact moisture content and bend allowances. This seamless material integration dropped their co-packing assembly time by an estimated 32 seconds per unit, effectively saving their seasonal launch and preserving their profit margins.
| Sourcing Model | Tolerance Liability | Supply Chain Impact |
|---|---|---|
| Tolling Assembly | Brand Bears Risk | High Machinery Downtime10 |
| Disparate Vendors | Mismatched Calipers11 | Torn Board Fibers12 |
| Turnkey Partner | Factory Guarantees Fit | Frictionless Co-Packing |
I consolidate the entire engineering and manufacturing ecosystem under a single roof. If a geometric tolerance fails on the line, it is my problem to fix, not yours to pay for.
🛠️ Harvey's Desk: Is your fragmented supply chain secretly bleeding margin through unexpected co-packer downtime penalties? 👉 Request a Turnkey Consolidation Review ↗ — 100% confidential. Your unreleased retail designs are safe with me.
What Is the Difference Between POS and POP Displays?
Retailers enforce strict zoning laws based on human ergonomics and warehouse logistics. Blurring these lines leads to immediate store-level rejection.
The main difference between POS and POP displays lies in strict spatial constraints. POS (Point of Sale) units are heavily regulated by ADA 15-48 inch (38.1-121.9 cm) forward reach compliance near registers. POP (Point of Purchase) floor merchandisers are strictly anchored to 48×40 inch (121.9×101.6 cm) pallet logistics.

Understanding these distinct mechanical environments is the absolute prerequisite before any structural engineering can begin.
The "ADA vs. GMA" Spatial Constraint
Even veteran design agencies frequently pitch scalable shrink-to-fit display programs, assuming a large bulk floor unit can simply be reduced by 50% to sit on a checkout counter. This aesthetic-first approach completely ignores the rigid, non-negotiable legal and logistical frameworks governing US retail architecture13. A display's success relies entirely on its mechanical compliance with the specific zone it occupies.
As a structural engineer, I permanently separate the CAD pipelines for these two environments because their foundational physics are entirely opposed. A floor-standing unit must survive the immense kinetic energy of a multi-ton forklift; therefore, its base architecture is mathematically anchored to the standard wooden pallet limit14 to prevent overhang and compression loss. Conversely, a countertop unit operates in a confined, high-friction transaction zone. Its geometry must respect absolute legal reach ranges to accommodate wheelchair accessibility15, while its depth-to-height ratio is strictly limited to prevent tipping over when a rushing shopper accidentally bumps it. Engineering a unit correctly means mapping its structural math directly against the retailer's spatial dictatorship.
| Metric/Feature | Point of Purchase | Point of Sale |
|---|---|---|
| Spatial Anchor | 48×40 inch Pallet16 | Countertop Footprint |
| Core Compliance | Heavy-Duty Logistics | Forward Reach Limits17 |
| Primary Force | Vertical Pallet Load | Customer Friction |
I never treat floor and counter units as interchangeable aesthetic concepts. Respecting the distinct mechanical realities of these retail zones guarantees seamless approval from big-box store managers.
🛠️ Harvey's Desk: Are your "scaled-down" counter displays secretly violating strict retailer spatial compliance laws? 👉 Claim a Free ADA Reach Range Audit ↗ — No account managers in the middle. You talk directly to structural engineers.
How Do I Choose the Right POP Display Vendor?
Selecting a partner isn't about collecting the lowest spreadsheet bids. It is about auditing their dedication to tooling precision.
Choosing the right POP display vendor requires auditing their physical tooling practices and material consistency. A reliable partner mandates fresh, laser-cut steel rule dies for every production batch, actively preventing the misaligned cuts and structural degradation that plague cheap facilities reusing moisture-warped wooden die-boards.

The true cost of a cheap supplier always hides in the degraded mechanical quality of your second and third reorders.
The "Tooling Degradation" Quality Trap
Even experienced procurement teams often fall into the trap of viewing a structural tooling fee as a permanent, one-time investment. They assume a die-board cut on day one will perform flawlessly for years of repeated campaign reorders. They ignore the material reality of factory environments, where standard cutting dies consist of steel blades embedded in highly porous plywood bases18 that react violently to ambient environmental shifts.
I see the damage from this blind spot whenever brands attempt to migrate botched reorders to my facility. A client brought in a premium heritage display that failed assembly on its third production run because the interlocking tabs were wildly misaligned. I measured the client's old tooling and found the wood base had absorbed ambient humidity19 during six months of warehouse storage, warping the board by 0.14 inches (3.55 mm) and severely rusting the embedded metal. The cuts were jagged, causing the paper liner to spall. I immediately instituted my fresh tooling protocol. By utilizing automated CAD laser-burners, I cut a brand new die-board and bent fresh steel rule for this batch, completely stripping out the bloated waste of manual rework. This micro-adjustment in supply chain hygiene guaranteed absolute razor-sharp accuracy, reducing their labor assembly time by a massive 25% margin20.
| Tooling Protocol | Mechanical Reality | Downstream Impact |
|---|---|---|
| Reused Wood Dies | Moisture Warping21 | Jagged, Inaccurate Cuts |
| Ambient Storage | Rusting Steel Blades22 | Ruined Paper Fibers |
| Fresh Laser Tooling | Absolute CNC Precision23 | Frictionless Assembly |
I refuse to gamble a multi-million dollar heritage brand rollout on a piece of warped plywood. Investing in fresh mechanical tooling for every run is the only way to guarantee frictionless scalability.
🛠️ Harvey's Desk: Are aging, warped cutting dies secretly destroying the structural integrity of your heavy seasonal reorders? 👉 Get a Tooling Degradation Risk Analysis ↗ — I review every structural file personally within 24 hours.
Conclusion
Preventing heavy, top-loaded merchandisers from crushing under logistical friction requires ruthless adherence to corrugated physics and fresh manufacturing tolerances. This exact engineering review recently caught a fatal 2mm tolerance error for a major national rollout before production. To ensure your heritage brand survives the brutal realities of retail supply chains, let me personally run your structural files through a Free Structural Dieline Audit. Protect your retail equity by stopping unseen geometric failures long before mass manufacturing begins.
"Understanding Shipping Box Strength – EcoEnclose", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopSSl8fQKqM6ssS22IIpUhcxxzn6XD3lnfEv2QRZvmLouRBOG6e. Verification of the mechanical strength differential between 32ECT and 26ECT corrugated board to validate the claim of structural degradation. Evidence role: technical verification; source type: material specification sheet. Supports: the impact of lowering ECT ratings on load-bearing capacity. Scope note: applies to corrugated fiberboard standards. ↩
"[PDF] Corrugated Board Specifications – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Industry standards for Edge Crush Test (ECT) provide empirical data on the stacking strength and load-bearing capacity of corrugated board. Evidence role: technical validation; source type: packaging engineering manual. Supports: The use of 32ECT as a baseline for maintaining structural integrity in POP displays. Scope note: Performance varies based on liner and medium grade. ↩
"What Coating To Use For What Type of Packaging", https://midatlanticpackaging.com/blog/what-coating-to-use-for-what-type-of-packaging-d66646/?srsltid=AfmBOop12PfljgJ9NQ9RVz3lI-FQFPDzQouIpqj3vc4ktLlXM6L46BFt. Technical specifications for aqueous coatings demonstrate how they provide a premium finish without adding the structural rigidity or weight associated with some laminations. Evidence role: material comparison; source type: coating manufacturer datasheet. Supports: The claim that aqueous finishes preserve the substrate's dynamic structural integrity. Scope note: Effects may vary depending on the application process. ↩
"Estimation of the Compressive Strength of Corrugated Board Boxes …", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Technical packaging specifications provide the Edge Crush Test (ECT) rating for 26ECT board, documenting its lower compression strength compared to higher ratings. Evidence role: technical specification; source type: industry standard. Supports: the structural vulnerability of downgraded board. Scope note: specific to corrugated fiberboard standards. ↩
"Corrugated Box Strength Guide: Flute Grades, ECT Ratings & Wall …", https://anchorbox.com/corrugated-box-strength/. Authoritative packaging engineering data confirms the increased vertical load capacity of 32ECT virgin fiberboard over 26ECT. Evidence role: performance metric; source type: technical datasheet. Supports: the superior structural integrity of engineered board density. Scope note: focuses on edge crush test values. ↩
"Aqueous & UV Coating Services | Premium Print Finishes", https://thepackagingtree.com/aqueous-coating-and-uv-coating?srsltid=AfmBOooJNSfoU__KRE9nN0pVZ3kkrOjoz7fKbloLBSn-u_Pf3VEqywxx. Printing and finishing guides compare the structural impact and cost-effectiveness of aqueous coatings versus foil films in retail displays. Evidence role: material comparison; source type: printing industry manual. Supports: the preference for aqueous coatings in engineered displays. Scope note: limited to commercial print finishing. ↩
"GD&T: The Basics of Geometric Dimensioning and Tolerancing", https://formlabs.com/blog/gdt-geometric-dimensioning-and-tolerancing/. Technical verification of how sourcing components from separate vendors creates gaps in quality control and accountability for final assembly fit. Evidence role: technical verification; source type: manufacturing quality assurance standards. Supports: the claim that piecemealed procurement increases brand liability. Scope note: specifically applies to physical assembly of retail displays. ↩
"Corrugated Board and Material Grades – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. An authoritative packaging industry standard confirms the typical caliper dimensions for B-flute corrugated board. Evidence role: technical verification; source type: industry specification. Supports: the physical dimensions of the materials used in the described machinery failure. Scope note: Minor variances may exist between manufacturers. ↩
"PVA vinyl glues for paper and cardboard assembly", https://www.mbadhesives.com/en/adhesives-glue-assembly-cardboard-industry. Material science documentation verifies the application and properties of Polyvinyl Acetate (PVA) as a standard adhesive for lamination in paper and board manufacturing. Evidence role: technical verification; source type: material science handbook. Supports: the specific chemical process used to ensure material integration. Scope note: Focuses on the adhesive properties of PVA in packaging. ↩
"How to Avoid Assembly Line and Equipment Downtime", https://atsindustrialautomation.com/blog-posts/how-to-avoid-assembly-line-and-equipment-downtime/. Brief explanation of how fragmented sourcing in tolling assembly increases machine downtime due to component incompatibility. Evidence role: technical validation; source type: industrial engineering whitepaper. Supports: supply chain impact of tolling. Scope note: specific to retail display assembly. ↩
"Two different brand calipers a problem? – BMW 2002 FAQ", https://www.bmw2002faq.com/forums/topic/124775-two-different-brand-calipers-a-problem/. Documentation on how using multiple vendors for complementary components leads to tolerance deviations and mismatched calipers. Evidence role: factual proof; source type: manufacturing quality standards. Supports: risk of disparate vendor sourcing. Scope note: focused on precision fit. ↩
"An overview of paper and paper based food packaging materials", https://pmc.ncbi.nlm.nih.gov/articles/PMC6801293/. Technical analysis of how poor fitment from disjointed sourcing causes mechanical stress leading to torn board fibers during assembly. Evidence role: technical validation; source type: materials science report. Supports: impact of disparate vendors on material integrity. Scope note: applies to corrugated board. ↩
"ADA Accessibility Standards – Access-Board.gov", https://www.access-board.gov/ada/. Verification of federal ADA accessibility laws and GMA (Grocery Manufacturers Association) pallet logistics standards that dictate store layout and placement. Evidence role: foundational; source type: regulatory guideline. Supports: existence of mandatory retail spatial constraints. Scope note: Applies specifically to US commercial environments. ↩
"48×40" GMA Pallets | Largest Pallet Manufacturer & Supplier", https://www.palletone.com/products/gma-pallets/. Authoritative logistics standards define the 48×40 inch pallet as the industry standard to ensure stability and compatibility in retail warehouses. Evidence role: technical specification; source type: industry standard. Supports: basis for POP floor unit base architecture. Scope note: Primarily applicable to North American retail logistics. ↩
"ADA Standards for Accessible Design Title III Regulation 28 CFR …", https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. The ADA Standards for Accessible Design specify precise maximum and minimum reach ranges for elements to be accessible to individuals using wheelchairs. Evidence role: legal requirement; source type: government regulation. Supports: spatial constraints for POS countertop units. Scope note: Specifically refers to ADA Section 308. ↩
"Custom Retail Pallet Displays | Easy Set-Up", https://blingblingpackaging.com/products/custom-pop-displays/custom-pallet-displays/. Verification of the industry-standard dimensions for GMA pallets used as foundations for point-of-purchase displays. Evidence role: technical specification; source type: logistics standard. Supports: spatial anchor for POP displays. Scope note: standard for North American retail logistics. ↩
"Sales and Service Counters – Access-Board.gov", https://www.access-board.gov/ada/guides/animations/sales-and-service-counters.html. Technical guidelines regarding the maximum reachable distance for customers, particularly under ADA compliance for POS counters. Evidence role: regulatory verification; source type: ergonomic standard. Supports: spatial constraints for POS displays. Scope note: focuses on accessibility compliance. ↩
"Glossary of Terms – Interstate Specialty Products", https://www.interstatesp.com/die-cutting-glossary-terms/. Technical verification from packaging engineering or die-making standards regarding the material composition of steel rule dies and the hygroscopic nature of plywood bases. Evidence role: technical verification; source type: industry manual. Supports: the fact that tooling materials are subject to environmental warping. Scope note: refers specifically to traditional wooden-base dies. ↩
"4 TYPES OF WOOD WARP (Where They Come From + How You …", https://www.youtube.com/watch?v=NEHowi-_hvw. Technical explanation of the hygroscopic nature of wood used in die-cutting boards and how moisture absorption leads to dimensional warping. Evidence role: technical validation; source type: materials science handbook. Supports: causality of tooling degradation via humidity. Scope note: applies to non-stabilized wooden bases. ↩
"Boosting Manufacturing Efficiency: Tooling Guide – Castek Aluminum", https://castekusa.com/blog/boosting-manufacturing-efficiency-a-comprehensive-guide-to-production-tooling/. Industrial engineering analysis of how improved part tolerances in die-cut displays reduce assembly friction and manual adjustment time. Evidence role: metric validation; source type: manufacturing productivity study. Supports: the 25% efficiency gain claim. Scope note: based on interlocking tab complexity. ↩
"Wood Warping Causes & Fixes | Bay & Bent | Pennsylvania", https://www.bayandbent.com/wood-warping. Technical explanation of how the hygroscopic nature of wood dies leads to dimensional distortion during reuse. Evidence role: technical validation; source type: manufacturing handbook. Supports: the mechanical reality of wood die degradation. Scope note: specific to organic tooling materials. ↩
"Evaluation of the effect of process parameters on the cut quality in …", https://www.sciencedirect.com/science/article/abs/pii/S1350449521002681. Metallurgical analysis of how surface oxidation on cutting edges increases friction and causes tearing of paper fibers. Evidence role: cause-and-effect verification; source type: industrial engineering report. Supports: the link between storage conditions and material failure. Scope note: limited to non-stainless steel tooling. ↩
"How Accurate is Laser Cutting: Standard Laser Cutting Tolerances", https://www.accurl.com/blog/laser-cutting-accuracy/. Comparative data regarding the tighter tolerance levels of CNC laser systems compared to traditional mechanical dies. Evidence role: performance benchmark; source type: technical specification. Supports: the precision advantage of laser tooling. Scope note: applicable to computer-controlled fabrication. ↩



