
किसी रिटेल डिस्प्ले को स्क्रीन से स्टोर फ्लोर तक ले जाना किसी बारूदी सुरंग को पार करने जैसा लगता है। महंगे संरचनात्मक नुकसान से बचने के लिए एक निर्बाध प्रक्रिया की आवश्यकता होती है।
कार्डबोर्ड डिस्प्ले निर्माण प्रक्रिया में सटीक संरचनात्मक अभियांत्रिकी, प्रीप्रेस अंशांकन, लिथो-लेमिनेशन, स्वचालित डाई-कटिंग और अनुक्रमिक तह जैसी तकनीकें शामिल होती हैं। प्रत्येक चरण में सटीक गणितीय सहनशीलता की आवश्यकता होती है। इन चरणों के दौरान एक भी सत्यापन जांच छूट जाने से परिवहन के दौरान गंभीर विफलताएं हो सकती हैं या सख्त नियमों का पालन करने वाले बड़े खुदरा स्टोरों के रिसेप्शन डॉक पर तत्काल अस्वीकृति हो सकती है।.

आइए विस्तार से समझते हैं कि ये कच्चे माल उच्च-प्रदर्शन वाले रिटेल मर्चेंडाइजर में कैसे परिवर्तित होते हैं, और अधिकांश ब्रांड अनजाने में अपने भौतिक अभियानों को कहाँ पटरी से उतार देते हैं।.
कार्डबोर्ड बनाने की प्रक्रिया चरण दर चरण कैसे होती है?
आप शायद यह मान लें कि छपाई और कटाई ही मुख्य चरण हैं, लेकिन सामग्रियों को सही ढंग से संयोजित करना ही वह जगह है जहां अधिकांश संरचनात्मक मजबूती या तो बनती है या स्थायी रूप से नष्ट हो जाती है।.
कार्डबोर्ड बनाने की चरणबद्ध प्रक्रिया में कच्चे कागज को खांचेदार बनाना, पानी आधारित चिपकने वाले पदार्थ लगाना और उसे सपाट लाइनरबोर्ड के बीच चिपकाना शामिल है। यह निरंतर नालीदार बनाने का चक्र विशिष्ट संरचनात्मक मेहराब बनाता है जो गतिशील संपीड़न शक्ति प्रदान करते हैं, जिससे यह सुनिश्चित होता है कि आपके अंतिम मर्चेंडाइज़र भारी समुद्री माल ढुलाई और खुदरा गोदामों में होने वाली कठिन परिस्थितियों का सामना कर सकें।.

बुनियादी नुस्खा सरल लगता है, लेकिन उत्पादन स्थल पर शामिल भौतिक रसायन विज्ञान तत्काल गतिज जोखिम पैदा करता है।.
पीवीए नमी ताना विरूपण से बचना
यहां तक कि अनुभवी डिज़ाइनर भी अक्सर लेमिनेशन रसायन विज्ञान की कमियों को नज़रअंदाज़ कर देते हैं। वे मान लेते हैं कि उच्च गुणवत्ता वाली मुद्रित ऊपरी शीट को कठोर बी-फ्लूट नालीदार बोर्ड1 से एक पूरी तरह से सपाट डिस्प्ले पैनल बनता है। सिद्धांत रूप में, कागज पर गोंद लगाना एक सीधा यांत्रिक बंधन है जो सब्सट्रेट के ज्यामितीय लेआउट को बदले बिना समान रूप से सूख जाना चाहिए।
कारखाने की वास्तविकता कहीं अधिक अस्थिर है। लिथो-लेमिनेशन प्रक्रिया में गीले, पानी आधारित पीवीए (पॉलीविनाइल एसीटेट) चिपकने वाले पदार्थ का उपयोग होता है।जब मैं ग्लूअर से एक बैच गुजारता हूँ, तो छिद्रयुक्त लाइनरबोर्ड तुरंत उस नमी को सोख लेता है। यदि मैं टेक्सास जैसे उच्च आर्द्रता वाले अमेरिकी वातावरण में भेजने से पहले सुखाने की प्रक्रिया को सख्ती से नियंत्रित नहीं करता, तो सिकुड़ता हुआ पीवीए अत्यधिक सतही तनाव पैदा करता है।60 इंच (1524 मिमी) का पूरा साइड पैनल आलू के चिप्स की तरह अंदर की ओर मुड़ जाएगा। मैंने कर्मचारियों को फर्श पर इन मुड़े हुए पैनलों को जोड़ने के लिए संघर्ष करते देखा है, वे मुड़े हुए बोर्ड के कठोर प्रतिरोध से जूझते हैं, जब तक कि रिटेनिंग टैब टूट न जाएँ। इस समस्या को हल करने के लिए, मैंने एक सख्त क्योर वेट प्रोटोकॉल तैयार किया, जिसमें गीले बोर्डों को 24 घंटे तक सटीक डेड-वेट दबाव में स्टैक किया जाता है। यह फ्लैट-क्योर असेंबली घर्षण को रोकता है, जिससे को-पैकर के मैनुअल श्रम समय में लगभग 30% की बचत होती है और आपका रोलआउट शेड्यूल बरकरार रहता है।
| नौसिखियों की आम गलती | प्रो फिक्स | रिटेल-फ्लोर लाभ |
|---|---|---|
| गीले गोंद के सूखने की प्रक्रिया में जल्दबाजी करना | 24 घंटे की डेड-वेट क्योरिंग प्रक्रिया लागू करना4 | झुके हुए साइड पैनलों की समस्या को दूर करता है |
| पीवीए द्वारा नमी के अवशोषण को अनदेखा करना | संतुलित डुप्लेक्स बैक-लाइनर जोड़ना5 | गारंटी डिस्प्ले सीधे खड़े रहते हैं |
| असेंबली के दौरान विकृत टैब को जबरदस्ती लगाना | फ्लैट-बोर्ड ज्यामिति को परिपूर्ण बनाना | प्रति यूनिट असेंबली समय में 25 सेकंड की बचत होती है6 |
मैं जल्दबाजी में सुखाने के काम से संरचनात्मक आधार को कमजोर नहीं होने दूंगा। बोर्डों को गणितीय रूप से दबाने के लिए अतिरिक्त 24 घंटे लेने से यह सुनिश्चित होता है कि आपके डिस्प्ले स्टैंड तेज फ्लोरोसेंट स्टोर लाइट के नीचे पूरी तरह से सीधे खड़े रहेंगे।.
🛠️ हार्वे का डेस्क: क्या आपके साइड पैनल झुक रहे हैं और पैकिंग लाइन पर असेंबली में परेशानी पैदा कर रहे हैं? 👉 संरचनात्मक ऑडिट का अनुरोध करें ↗ — सीधे मेरे डेस्क से संपर्क करें। मैं वादा करता हूँ, कोई स्वचालित बिक्री संबंधी स्पैम नहीं होगा।
कार्डबोर्ड बनाने के लिए किस मशीन का उपयोग किया जाता है?
औद्योगिक कटिंग टेबल और ऑफसेट प्रेस असेंबली लाइन को शक्ति प्रदान करते हैं, लेकिन ये भारी-भरकम मशीनें पूरी तरह से बेकार हैं यदि वे आपके द्वारा दिए गए डिजिटल निर्देशों को नहीं समझती हैं।.
कार्डबोर्ड डिस्प्ले बनाने के लिए उपयोग की जाने वाली मशीनों में औद्योगिक कोर्रुगेटर, स्वचालित लिथोग्राफिक प्रिंटिंग प्रेस और डिजिटल कटिंग टेबल शामिल हैं। ये मजबूत विनिर्माण प्रणालियाँ अत्यधिक विशिष्ट वेक्टर डेटा का उपयोग करके काम करती हैं, जो सटीक डिजिटल स्पॉट रंगों को सीधे ब्लेड की भौतिक गति और सटीक क्रीज गहराई में परिवर्तित करती हैं, जिससे दोषरहित असेंबली सुनिश्चित होती है।.
हार्डवेयर के बारे में जानना बहुत अच्छी बात है, लेकिन इन मशीनों से सही तरीके से संवाद करना ही बड़े पैमाने पर उत्पादन में आने वाली बाधाओं से बचने का असली रहस्य है।.
स्पॉट कलर टूलिंग कमांड ट्रैप
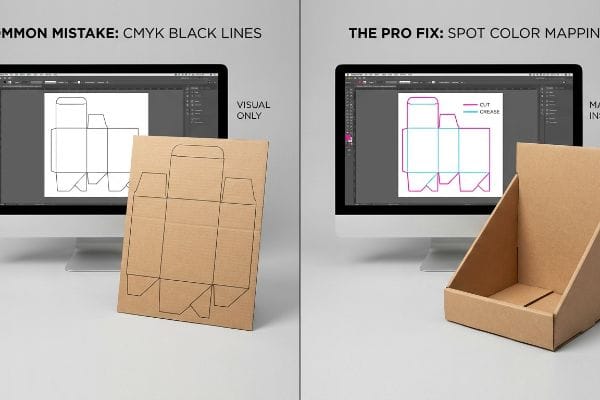
एक आम गलती जो अनुभवी खरीद टीमों को भी परेशान करती है, वह यह मान लेना है कि पीडीएफ पर बनी दृश्य रेखाएं मशीन को अपने आप बता देती हैं कि कहां काटना है। वे मानक सीएमवाईके (सियान, मैजेंटा, येलो, की/ब्लैक) काले स्ट्रोक7 । देखने में, यह एक पूर्ण, निर्माण के लिए तैयार ब्लूप्रिंट जैसा लगता है।
लेकिन स्वचालित सीएनसी (कंप्यूटर न्यूमेरिकल कंट्रोल) राउटिंग टेबल और लेजर डाई-बोर्ड बर्नर दृश्य काली रेखाओं को नहीं पढ़ते; उन्हें सटीक स्पॉट कलर मैपिंग की आवश्यकता होती है8।जब कोई फ़ाइल मानक काले स्ट्रोक के साथ आती है, तो मशीन का प्रीप्रेस सॉफ़्टवेयर उन कट लाइनों को सीधे आर्टवर्क लेयर में मिला देता है। प्रेस दिखाई देने वाली काली रूपरेखाओं के साथ एक सुंदर बॉक्स प्रिंट करता है लेकिन कोई भौतिक कट नहीं करता। मैंने एक बार एक पूरे प्रोटोटाइप बैच को रुकते हुए देखा क्योंकि कटिंग हेड बेकार में हवा में लटका रहा, जिससे कच्चे पेपरबोर्ड के बजाय हवा को काटने वाले स्पिंडल की तेज, खोखली भनभनाहट की आवाज आ रही थी। अब, मैं हस्तक्षेप करता हूँ और एक सटीक स्पॉट कलर प्रोटोकॉल अनिवार्य करता हूँ—"कट" के लिए 100% मैजेंटा और "क्रीज़" के लिए 100% सियान। यह डिजिटल इरादे को सटीक यांत्रिक निष्पादन में बदल देता है, जिससे उन गलतियों को रोका जा सकता है जो खुदरा विक्रेताओं द्वारा भारी भरकम वसूली का कारण बनती हैं।
| नौसिखियों की आम गलती | प्रो फिक्स | रिटेल-फ्लोर लाभ |
|---|---|---|
| कट लाइनों के लिए CMYK काले रंग का उपयोग करना | 100% मैजेंटा स्पॉट रंगों को असाइन करना9 | साफ ब्लेड कट सुनिश्चित करता है |
| कलाकृति में संरचना का समावेश | यांत्रिक पथों को पूरी तरह से अलग करना10 | मुद्रित रूपरेखा दोषों को रोकता है |
| दृश्य पीडीएफ समीक्षाओं पर निर्भर रहना | प्री-फ्लाइटिंग मशीन आरआईपी सॉफ्टवेयर11 | मशीन के डाउनटाइम को समाप्त करता है |
मैं हमेशा प्रीप्रेस चरण में संरचनात्मक गणित को सतह की सुंदरता से अलग रखता हूँ। सटीक रंग संयोजन सुनिश्चित करता है कि ब्लेड सब्सट्रेट से त्रुटिहीन रूप से जुड़ें, जिससे आपकी कलाकृति बेदाग बनी रहे और आपका उत्पादन कार्यक्रम सुचारू रूप से चलता रहे।.
🛠️ हार्वे का डेस्क: क्या आपका मौजूदा प्रिंटर अस्पष्ट वेक्टर पाथ और प्रोटोटाइपिंग में देरी की शिकायत करता है? 👉 प्रीप्रेस फ़ाइल चेक करवाएं ↗ — सुरक्षित रूप से डाउनलोड करें। बाद में कोई प्रश्न होने पर आप मुझसे संपर्क कर सकते हैं।
क्या कार्डबोर्ड प्राकृतिक है या मानव निर्मित?
खरीदार पर्यावरण के अनुकूल उत्पादों को प्राथमिकता देना पसंद करते हैं, लेकिन कच्चे कागज के रेशों को उनकी भौतिक सीमाओं से परे धकेलने से अक्सर एक टिकाऊ अभियान रसद संबंधी दुःस्वप्न में बदल जाता है।.
जी हां। कार्डबोर्ड प्राकृतिक है क्योंकि यह नवीकरणीय सेल्यूलोज लकड़ी के रेशों से बनता है, लेकिन आधुनिक इंजीनियरिंग प्रक्रिया काफी हद तक मानव निर्मित है। निर्माता इन जैविक रेशों को रासायनिक रूप से पुनर्गठित और यांत्रिक रूप से पुनर्संरचित करके नालीदार कार्डबोर्ड बनाते हैं, ताकि वैश्विक लॉजिस्टिक्स के लिए आवश्यक सख्त गतिशील भार क्षमता के साथ टिकाऊ पर्यावरणीय मानदंडों को संतुलित किया जा सके।.

इस सामग्री का स्रोत जैविक है, लेकिन पुनर्चक्रित कागज को एक असीमित संसाधन की तरह मानना संरचनात्मक अभियांत्रिकी में एक खतरनाक चूक है।.
पुनर्चक्रित बोर्डों में फाइबर की समाप्ति सीमा
अधिकतम स्थिरता के लिए प्रयासरत खरीद टीमें अक्सर भारी-भरकम खुदरा विक्रेताओं के लिए 100% पुनर्नवीनीकरण टेस्टलाइनर अनिवार्य कर देती हैं, यह मानते हुए कि इसमें ताज़ा बोर्ड 12 के समान ही भौतिक अखंडता है । यह एक आदर्श जीत-जीत जैसा लगता है: मानक संरचनात्मक पैकेजिंग क्षमताओं को बनाए रखते हुए कॉर्पोरेट पर्यावरणीय कोटा को पूरा करना।
कागज के रेशों को रबर बैंड की तरह समझें; हर बार जब आप इसे खींचते हैं और दोबारा इस्तेमाल करते हैं, तो इसकी लोच स्थायी रूप से कम हो जाती है। रिपल्पिंग प्रक्रिया के दौरान, सेल्युलोज रेशे भौतिक रूप से छोटे हो जाते हैं। पांच से सात रीसाइक्लिंग चक्रों के बाद , ये रेशे पूरी तरह से यांत्रिक रूप से कमजोर हो जाते हैं। अगर मैं पूरी तरह से रीसाइकल्ड ट्रे को TAPPI (टेक्निकल एसोसिएशन ऑफ द पल्प एंड पेपर इंडस्ट्री) T811 एज क्रश टेस्ट (ECT) के तहत रखूं, तो मैं दबाव में कमजोर हो चुके फ्लूट्स के तुरंत ढह जाने पर होने वाली सूखी, सूक्ष्म चटकने की आवाज सुन सकता हूं। भारी डबल-स्टैक्ड समुद्री माल ढुलाई से बचने के लिए, मैं एक हाइब्रिड सामग्री अनिवार्य करता हूं, जिसमें लोड-बेयरिंग फ्लूट्स में सीधे 30% वर्जिन क्राफ्ट सामग्री डाली जाती है। लंबे, ताजे रेशों का यह रणनीतिक उपयोग तुरंत गतिशील संपीड़न शक्ति को बहाल करता है, जिससे यह सुनिश्चित होता है कि आपके पैलेट पूरी तरह से सुरक्षित पहुंचें और साथ ही सख्त बिग-बॉक्स सस्टेनेबिलिटी ऑडिट को भी सुरक्षित रूप से पास कर लें।
| नौसिखियों की आम गलती | प्रो फिक्स | रिटेल-फ्लोर लाभ |
|---|---|---|
| 100% पुनर्चक्रित बोर्ड का अनिवार्य उपयोग | 30% वर्जिन क्राफ्ट सामग्री का इंजेक्शन लगाना15 | भारी पैलेट टॉप-लोड को सहन कर सकता है |
| सूक्ष्म फाइबर की लंबाई को अनदेखा करना | कोर फ्लूटिंग घनत्व को उन्नत करना16 | गलियारे में कुचलने से रोकता है |
| पूरी तरह से पर्यावरण-अनुकूल विपणन पर निर्भर रहना | CoC और ECT की शक्ति के बीच संतुलन बनाना17 | कठोर प्राप्ति ऑडिट पास करता है |
मैं मार्केटिंग के दावे के लिए आधार स्थिरता से कभी समझौता नहीं करता। ताज़े क्राफ्ट फाइबर को पुनर्चक्रित लुगदी के साथ मिलाकर ही मैं यह सुनिश्चित कर सकता हूँ कि आपके भारी-भरकम उत्पाद मेरे कारखाने से लेकर शेल्फ तक की कठिन यात्रा को सुरक्षित रूप से पार कर लें।.
🛠️ हार्वे का डेस्क: क्या आपके पर्यावरण-अनुकूल डिस्प्ले आपके वास्तविक सामान के भार से झुक रहे हैं? 👉 अपनी सामग्री रणनीति ऑडिट का दावा करें ↗ — कोई फॉर्म नहीं जो अंतहीन बिक्री कॉल को ट्रिगर करें। बस शुद्ध मूल्य।
कॉरुगेटेड बॉक्स निर्माण क्या है?
एक सपाट ग्राफिक डिजाइन करना एक बात है, लेकिन उस कला को त्रि-आयामी, भार वहन करने वाली संरचना में परिवर्तित करने के लिए सटीक यांत्रिक सहनशीलता पर निरंतर ध्यान देने की आवश्यकता होती है।.
नालीदार बक्से बनाने की प्रक्रिया में स्वचालित कटिंग, स्कोरिंग और फोल्डिंग प्रक्रियाओं के माध्यम से सपाट सामग्री को ज्यामितीय संरचनाओं में परिवर्तित किया जाता है। यह तीव्र गति वाली रूपांतरण प्रक्रिया मूल रूप से बोर्ड की मोटाई के अनुसार विशिष्ट मोड़ने की अनुमति पर निर्भर करती है, जिससे कच्चे सब्सट्रेट को कठोर, भार वहन करने वाले मास्टर कार्टन में बदला जाता है जो सुरक्षित उत्पाद वितरण और खुदरा बिक्री के लिए अनुकूलित होते हैं।.
लेकिन जब मशीनें चलना शुरू हो जाती हैं और सपाट गत्ते को वास्तव में एक कोने के चारों ओर मुड़ना पड़ता है, तो केवल सिद्धांत जानना पर्याप्त नहीं होता है।.
उत्पादन में कैलिपर क्षतिपूर्ति जाल
ग्राफिक डिज़ाइनर अक्सर अपने सीएडी (कंप्यूटर-एडेड डिज़ाइन) सॉफ़्टवेयर में इंटरलॉकिंग टैब और फोल्डिंग स्लॉट को मिलान पैनल की सटीक चौड़ाई के बराबर बनाते हैं। वे मान लेते हैं कि एक इंच (25.4 मिमी) का टैब एक इंच के स्लॉट में आसानी से फिट हो जाता है, और उन्हें विश्वास होता है कि डिजिटल ब्लूप्रिंट भौतिक रूप में पूरी तरह से लागू हो जाएगा।.
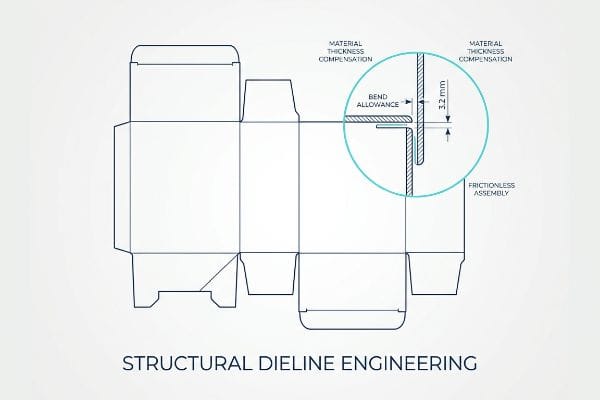
किसी प्रयोगशाला में एक डिस्प्ले को खड़ा करना आसान है, लेकिन जब आप 500 डिस्प्ले को किसी व्यस्त को-पैकर को भेजते हैं तो कठोर वास्तविकता सामने आती है। नालीदार कार्डबोर्ड का अपना भौतिक द्रव्यमान होता है। जब 3.17 मिमी (0.12 इंच) मोटा बी-फ्लूट पैनल 90 डिग्री पर मुड़ता है, तो यह बाहरी त्रिज्या के आसपास भौतिक रूप से सामग्री का उपभोग करता है। यदि डाइलाइन पर रिसीविंग स्लॉट को क्षतिपूर्ति के लिए चौड़ा नहीं किया जाता है, तो ज्यामिति बिगड़ जाती है। मेरी सुविधा में शुरुआती प्रोटोटाइप परीक्षण के दौरान, मैंने अक्सर देखा है कि मानक फाइलें इस बुनियादी परीक्षण में विफल हो जाती हैं; स्टोर क्लर्क पसीना बहाते हुए एक गलत संरेखित टैब को जबरदस्ती फिट करने की कोशिश करता है, जिसके परिणामस्वरूप कागज का किनारा भद्दा और फटा हुआ हो जाता है जो ब्रांड की सुंदरता को खराब कर देता है। प्रत्येक मोड़ में ठीक 3.2 मिमी (0.12 इंच) का विशिष्ट मोड़ भत्ता गणितीय रूप से प्रोग्राम करके , मैं घर्षण अवरोध को तोड़ देता हूं। यह कठोर संरचनात्मक सुधार घर्षण रहित असेंबली सुनिश्चित करता है, जिससे प्रति यूनिट को-पैकिंग समय में अनुमानित 42 सेकंड की कमी आती है और आपके श्रम बजट की बचत होती है।
| नौसिखियों की आम गलती | प्रो फिक्स | रिटेल-फ्लोर लाभ |
|---|---|---|
| टैब के साथ 1:1 अनुपात में स्लॉट डिजाइन करना | गणितीय बेंड भत्ते जोड़ना20 | यह शून्य घर्षण के साथ टैब डालने की सुविधा प्रदान करता है। |
| बोर्ड कैलिपर की खपत को अनदेखा करना | बाहरी त्रिज्या के लिए स्लॉट को चौड़ा करना21 | फटे हुए कागज़ के किनारों को रोकता है |
| लाइन पर कसकर ताले लगाना | सटीक ज्यामितीय ऑफसेट का इंजीनियरिंग22 | महंगी सह-पैकिंग श्रम लागत में भारी कटौती करता है |
मैं हमेशा वास्तविक सामग्री की मोटाई को ध्यान में रखते हुए फ्लैट इनकमिंग डाईलाइन को फिर से बनाता हूँ। संरचनात्मक फ़ाइल में सीधे इन सूक्ष्म क्लीयरेंस को शामिल करके ही मैं स्टोर में अव्यवस्थित और टेप से ढकी असेंबली की गड़बड़ियों को रोकता हूँ।.
🛠️ हार्वे की सलाह: 2 मिलीमीटर की संरचनात्मक खामी को 500 स्टोरों में अपना कारोबार ठप न करने दें। 👉 मुझे अपनी डाइलाइन फ़ाइल भेजें ↗ — बड़े पैमाने पर उत्पादन पर बजट बर्बाद करने से पहले मैं गणितीय गणनाओं की गहन जांच कर लूंगा।
निष्कर्ष
आप सबसे सस्ते मैन्युफैक्चरिंग वेंडर को चुन सकते हैं, लेकिन जब ग्राफिक डिजाइनर की बिना कैलिब्रेटेड कलर फाइल असेंबली लाइन पर बिना एडजस्ट किए गए 3.17 मिमी (0.12 इंच) बी-फ्लूट टैब के साथ मर्ज होती है, तो परिणामस्वरूप फटा हुआ कागज और मुड़े हुए पीवीए साइड पैनल को-पैकिंग को लगभग 30% तक धीमा कर देंगे और आपके अभियान के लाभ मार्जिन को पूरी तरह से खत्म कर देंगे। 500 से अधिक ब्रांड मैनेजर इन शुरुआती चरण की घातक गलतियों से बचने के लिए मेरी प्रीप्रेस चेकलिस्ट का उपयोग करते हैं। सबस्ट्रेट टॉलरेंस का अनुमान लगाना बंद करें और मुझे व्यक्तिगत रूप से आपकी फाइलों को मेरे निःशुल्क डाइलाइन प्री-फ्लाइट ऑडिट ↗ ताकि बड़े पैमाने पर उत्पादन शुरू होने से पहले महंगी यांत्रिक त्रुटियों को पकड़ा जा सके।
"[PDF] नालीदार बोर्ड विनिर्देश - फाइबर बॉक्स एसोसिएशन", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf। नालीदार पैकेजिंग के लिए उद्योग मानक बी-फ्लूट बोर्ड की विशिष्ट फ्लूट ऊंचाई, मोटाई और संपीडन शक्ति को परिभाषित करते हैं। साक्ष्य भूमिका: विनिर्देश; स्रोत प्रकार: औद्योगिक मानक। समर्थन: सामग्री का तकनीकी ग्रेड और संरचनात्मक गुण। कार्यक्षेत्र नोट: मानक वैश्विक फ्लूटिंग चार्ट पर आधारित। ↩
"पानी आधारित चिपकने वाले पदार्थों की पैकेजिंग", https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html। औद्योगिक दस्तावेज़ नालीदार बोर्ड के लिथो-लेमिनेशन में उपयोग किए जाने वाले चिपकने वाले पदार्थों की रासायनिक संरचना को सत्यापित करता है। साक्ष्य की भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: उद्योग पुस्तिका। सहायक: पानी आधारित पीवीए का उपयोग। स्कोप नोट: चिपकने वाले पदार्थों के प्रकार निर्माता के अनुसार भिन्न हो सकते हैं। ↩
"बेवकूफी भरे सवाल: बेवकूफी भरे पीवीए को ठीक करना | ओल्डहैमर फोरम", https://forum.oldhammer.org/threads/stupid-question-time-fixing-stupid-pva.38172/। पदार्थ विज्ञान अनुसंधान बताता है कि पीवीए चिपकने वाले पदार्थों से पानी के वाष्पीकरण से छिद्रयुक्त सतहों में तनाव और विकृति कैसे उत्पन्न होती है। साक्ष्य की भूमिका: कारण सत्यापन; स्रोत प्रकार: सहकर्मी-समीक्षित अध्ययन। समर्थन: पीवीए संकुचन और सतह विकृति के बीच संबंध। कार्यक्षेत्र संबंधी टिप्पणी: विशेष रूप से छिद्रयुक्त कागज-आधारित सामग्रियों पर लागू होता है। ↩
"कार्डबोर्ड के लिए सर्वश्रेष्ठ गोंद: मजबूत बंधन के लिए शीर्ष विकल्प - एआरओ पंप्स", https://www.arozone.com/en/tools/blog/best-glues-for-cardboard-top-choices/। बोर्ड को मुड़ने से बचाने के लिए चिपकने वाले पदार्थ के सूखने के समय पर तकनीकी दस्तावेज। साक्ष्य की भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: विनिर्माण मार्गदर्शिका। समर्थन: 24 घंटे की सूखने की अवधि की आवश्यकता। स्कोप नोट: पीवीए-आधारित चिपकने वाले पदार्थों के लिए विशिष्ट। ↩
"[PDF] नालीदार कार्डबोर्ड में घुमाव (ट्विस्ट) - कारण और उपचार - TAPPI.org", https://imisrise.tappi.org/download.aspx?key=92APR097। नमी के कारण होने वाले घुमाव को रोकने के लिए कार्डबोर्ड निर्माण में सामग्री संतुलन का इंजीनियरिंग विश्लेषण। साक्ष्य की भूमिका: संरचनात्मक समाधान; स्रोत प्रकार: उद्योग मानक। समर्थन: घुमाव को रोकने की विधि। कार्यक्षेत्र संबंधी टिप्पणी: डुप्लेक्स लाइनिंग अनुप्रयोगों पर केंद्रित। ↩
"नालीदार बोर्ड के बक्सों की संपीडन सामर्थ्य का अनुमान ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/। बोर्ड की ज्यामिति में सुधार के परिणामस्वरूप असेंबली दक्षता में होने वाले लाभों पर आधारित अनुभवजन्य डेटा या केस स्टडी। साक्ष्य की भूमिका: प्रदर्शन माप; स्रोत प्रकार: परिचालन अध्ययन। समर्थन: मात्रात्मक समय-बचत का दावा। स्कोप नोट: संभवतः औसत खुदरा डिस्प्ले आकारों पर आधारित। ↩
"स्पॉट कलर बनाम प्रोसेस कलर | एडोब", https://www.adobe.com/creativecloud/design/discover/spot-vs-process-color.html। सीएनसी कटिंग टेबल के लिए तकनीकी दस्तावेज़ में यह निर्दिष्ट है कि CMYK मानों को प्रिंट डेटा के रूप में व्याख्यायित किया जाता है, जबकि कटिंग और क्रीजिंग के लिए विशिष्ट टूलपाथ कमांड को ट्रिगर करने के लिए नामित स्पॉट रंगों की आवश्यकता होती है। साक्ष्य भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: विनिर्माण मैनुअल। समर्थन: प्रिंट-रेडी ग्राफिक्स और मशीन-पठनीय टूलिंग निर्देशों के बीच अंतर। कार्यक्षेत्र नोट: स्वचालित डिजिटल कटिंग सिस्टम पर लागू होता है। ↩
"सीएनसी प्लाज्मा कटिंग में महारत हासिल करना: तकनीक, संचालन और सीएएम", https://www.youtube.com/watch?v=wtriVCfRIK0। यह तकनीकी दस्तावेज़ बताता है कि सीएनसी और लेज़र कटिंग सॉफ़्टवेयर स्पॉट कलर विशेषताओं के माध्यम से टूलिंग पथों को आर्टवर्क से कैसे अलग करते हैं। साक्ष्य भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: उपकरण मैनुअल। समर्थन: मशीन निर्देशों के लिए गैर-दृश्य रंग मैपिंग की आवश्यकता। कार्यक्षेत्र संबंधी टिप्पणी: वेक्टर-आधारित प्रीप्रेस वर्कफ़्लो पर लागू होता है। ↩
"एडोब इलस्ट्रेटर - कट लाइनों के लिए कौन सा रंग नमूना इस्तेमाल करें?", https://graphicdesign.stackexchange.com/questions/83118/what-color-swatch-to-use-for-cut-lines। औद्योगिक प्लॉटर में कटिंग ब्लेड के लिए तकनीकी ट्रिगर के रूप में विशिष्ट स्पॉट रंगों का उपयोग कैसे किया जाता है, इसका संक्षिप्त विवरण। साक्ष्य भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: उपकरण मैनुअल। समर्थन: साफ ब्लेड कट सुनिश्चित करने के लिए स्पॉट रंगों का उपयोग। स्कोप नोट: विशिष्ट RIP और कटर कॉन्फ़िगरेशन के लिए। ↩
"आकार और प्रिंट पथ का यांत्रिक गुणों पर प्रभाव... – पीएमसी – एनआईएच", https://pmc.ncbi.nlm.nih.gov/articles/PMC8866044/। पंजीकरण त्रुटियों से बचने के लिए प्रिंट परतों से संरचनात्मक डाई-लाइनों को अलग करने के उद्योग मानक की संक्षिप्त व्याख्या। साक्ष्य भूमिका: उद्योग की सर्वोत्तम प्रक्रिया; स्रोत प्रकार: प्रिंट उत्पादन मैनुअल। सहायक: मुद्रित रूपरेखा दोषों की रोकथाम। कार्यक्षेत्र नोट: ऑफसेट और डिजिटल कार्डबोर्ड प्रिंटिंग दोनों के लिए प्रासंगिक। ↩
"डिजिटल प्रिंटिंग में RIP क्या है? – रोलैंड DGA कॉर्पोरेशन", https://www.rolanddga.com/blog/what-is-a-rip-in-digital-printing। यह लेख बताता है कि कैसे रास्टर इमेज प्रोसेसर (RIP) प्री-फ्लाइटिंग हार्डवेयर तक पहुंचने से पहले ही फ़ाइल त्रुटियों का पता लगा लेती है। साक्ष्य की भूमिका: वर्कफ़्लो सत्यापन; स्रोत प्रकार: तकनीकी मार्गदर्शिका। समर्थन: यह दावा कि प्री-फ्लाइटिंग मशीन के डाउनटाइम को समाप्त करती है। कार्यक्षेत्र संबंधी टिप्पणी: उच्च मात्रा वाली औद्योगिक प्रिंटिंग पर लागू होता है। ↩
"वर्जिन फाइबर की मात्रा का मजबूती और कठोरता पर प्रभाव...", https://bioresources.cnr.ncsu.edu/resources/effect-of-virgin-fiber-content-on-strength-and-stiffness-characteristics-of-a-three-layer-testliner/। यह एक सामग्री विज्ञान अध्ययन या औद्योगिक पैकेजिंग मानक है जो पुनर्चक्रित फाइबर और वर्जिन सेल्युलोज फाइबर की तन्यता शक्ति और फटने के दबाव की तुलना करता है। साक्ष्य की भूमिका: तकनीकी तुलना; स्रोत प्रकार: सहकर्मी-समीक्षित पत्रिका या तकनीकी विनिर्देश पत्रक। समर्थन: पुनर्चक्रित और वर्जिन बोर्डों के बीच भौतिक प्रदर्शन अंतर। कार्यक्षेत्र संबंधी टिप्पणी: केवल भारी भार वहन करने वाले अनुप्रयोगों तक सीमित। ↩
"[PDF] कागज बनाने और पुनर्चक्रण के दौरान सेल्युलोजिक फाइबर का क्या होता है...", https://bioresources.cnr.ncsu.edu/BioRes_02/BioRes_02_4_739_788_Hubbe_VR_Recycling_Cellulosic_Fibers_Review.pdf। लुगदी और कागज विज्ञान में प्रामाणिक शोध बार-बार पुनर्चक्रण के माध्यम से सेल्युलोज फाइबर की क्षरण सीमा को सत्यापित करता है। साक्ष्य की भूमिका: तथ्यात्मक सत्यापन; स्रोत प्रकार: सहकर्मी-समीक्षित पत्रिका। समर्थन: फाइबर की समाप्ति सीमा। स्कोप नोट: वास्तविक सीमाएं फाइबर स्रोत के आधार पर भिन्न हो सकती हैं। ↩
"नालीदार बोर्ड के किनारे के कुचल परीक्षण में पूर्ण-क्षेत्र मापन...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/। नालीदार बोर्ड की संपीडन शक्ति मापने के लिए TAPPI मानक का सत्यापन। साक्ष्य की भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: उद्योग मानक प्रलेखन। समर्थन: संरचनात्मक परीक्षण के लिए ECT का उपयोग। कार्यक्षेत्र संबंधी टिप्पणी: नालीदार लाइनरबोर्ड और माध्यम पर लागू। ↩
"[PDF] वर्जिन बनाम रिसाइकल्ड बोर्ड, एल. लिसा झाओ द्वारा एक शोध प्रबंध...", https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf। यह व्याख्या कि कैसे वर्जिन फाइबर का अनुपात फाइबर की कमी को रोकता है और ऊर्ध्वाधर भार वहन क्षमता को बनाए रखता है। साक्ष्य की भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: सामग्री विज्ञान पत्रिका। समर्थन: वर्जिन क्राफ्ट सामग्री के संरचनात्मक लाभ। कार्यक्षेत्र संबंधी टिप्पणी: रिसाइकल्ड बोर्ड मिश्रणों पर लागू होता है। ↩
"नालीदार तख्ते के किनारे के कुचलने के प्रतिरोध का अनुमान ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/। प्रति रैखिक फुट खांचों की संख्या बढ़ाने से ऊर्ध्वाधर संपीड़न के प्रतिरोध में वृद्धि कैसे होती है, इसका तकनीकी विश्लेषण। साक्ष्य की भूमिका: अभियांत्रिकी सिद्धांत; स्रोत प्रकार: पैकेजिंग उद्योग मैनुअल। सहायक: गलियारों में कुचलने की रोकथाम। कार्यक्षेत्र संबंधी टिप्पणी: नालीदार तख्ते की ज्यामिति पर केंद्रित। ↩
"ईसीटी रेटिंग्स की व्याख्या: आपके नालीदार पैकेजिंग के लिए इनका क्या अर्थ है...", https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOopP7yPm-za1Zdmrhk02tMYdyIedJTTmSlfpLAr5AG8HpZc5jsfg। खुदरा लॉजिस्टिक्स और गुणवत्ता नियंत्रण ऑडिट को पूरा करने के लिए आवश्यक एज क्रश टेस्ट (ईसीटी) मूल्यों के लिए मानक दिशानिर्देश। साक्ष्य की भूमिका: उद्योग मानक; स्रोत प्रकार: लॉजिस्टिक्स प्रमाणन गाइड। समर्थन: ऑडिट अनुपालन के लिए ईसीटी मेट्रिक्स की आवश्यकता। कार्यक्षेत्र संबंधी टिप्पणी: खुदरा प्राप्ति मानकों के लिए विशिष्ट। ↩
"कॉरुगेटेड बोर्ड और सामग्री ग्रेड - पैकेजिंग रणनीतियाँ", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades। बी-फ्लूट कॉरुगेटेड बोर्ड के लिए मानक उद्योग कैलिपर मापों का सत्यापन। साक्ष्य की भूमिका: तथ्यात्मक सत्यापन; स्रोत प्रकार: तकनीकी विनिर्देश पत्रक। समर्थन: सामग्री की मोटाई का दावा। स्कोप नोट: निर्माता के अनुसार मापों में थोड़ा अंतर हो सकता है। ↩
"[PDF] नालीदार बोर्ड की बेंडिंग कठोरता", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf। मोड़ने के दौरान ज्यामितीय विफलता को रोकने के लिए सामग्री की मोटाई के आधार पर बेंड अलाउंस की गणना के लिए तकनीकी औचित्य। साक्ष्य भूमिका: इंजीनियरिंग सत्यापन; स्रोत प्रकार: पैकेजिंग डिज़ाइन हैंडबुक। समर्थन: संरचनात्मक सुधार विधि। कार्यक्षेत्र नोट: 90-डिग्री मोड़ों के लिए विशिष्ट अनुप्रयोग। ↩
"पांच-परत वाले … की बेंडिंग कठोरता का विश्लेषणात्मक निर्धारण", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/। पैकेजिंग इंजीनियरिंग पर तकनीकी दस्तावेज़ बताता है कि सटीक फिट सुनिश्चित करने के लिए फोल्डिंग के दौरान सामग्री विरूपण को बेंड अलाउंस कैसे ध्यान में रखता है। साक्ष्य भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: उद्योग पुस्तिका। समर्थन: टैब डालने के लिए बेंड अलाउंस का उपयोग। कार्यक्षेत्र नोट: मुख्य रूप से कठोर और अर्ध-कठोर फोल्डिंग कार्टन पर लागू होता है। ↩
"इंटरफ्लूट बकलिंग के परीक्षण विधियाँ और प्रभाव – बायो रिसोर्सेज", https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/। नालीदार बोर्ड के लिए सामग्री विज्ञान दिशानिर्देश बताते हैं कि मोटाई (कैलिपर) के कारण मोड़ के दौरान सामग्री की बाहरी त्रिज्या को समायोजित करने के लिए स्लॉट को चौड़ा करना आवश्यक हो जाता है। साक्ष्य भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: इंजीनियरिंग मैनुअल। समर्थन: पेपरबोर्ड को फटने से बचाने के लिए स्लॉट को चौड़ा करने की आवश्यकता। कार्यक्षेत्र संबंधी टिप्पणी: फ्लूट के आकार और बोर्ड ग्रेड के आधार पर भिन्न होता है। ↩
"पैकेजिंग की अक्षमता की छिपी हुई लागत - और इसे कैसे ठीक किया जाए", https://www.packagingdive.com/spons/the-hidden-cost-of-packaging-inefficiency-and-how-to-fix-it/741083/। असेंबली लाइन अनुकूलन पर औद्योगिक इंजीनियरिंग अनुसंधान दर्शाता है कि ज्यामितीय सहनशीलता को अनुकूलित करने से असेंबली का समय और लॉकिंग तंत्र के लिए आवश्यक भौतिक बल कम हो जाता है। साक्ष्य की भूमिका: आर्थिक प्रभाव; स्रोत प्रकार: औद्योगिक इंजीनियरिंग अध्ययन। समर्थन करता है: इस दावे का कि ज्यामितीय ऑफसेट सह-पैकिंग श्रम को कम करते हैं। कार्यक्षेत्र नोट: उच्च मात्रा वाली स्वचालित या अर्ध-स्वचालित लाइनों पर केंद्रित। ↩



