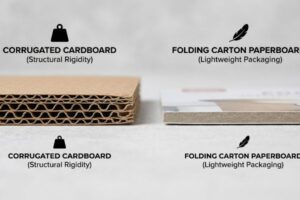
पीएएस: मॉनिटर पर पैकेजिंग की बनावट देखने में शानदार लगती है, लेकिन कागज के रेशों की भौतिक सीमाओं को न समझने से आपके रिटेल डिस्प्ले की संरचनात्मक अखंडता जल्दी ही नष्ट हो सकती है।.
एम्बॉसिंग और डीबॉसिंग प्रक्रिया में कस्टम मेल और फीमेल मेटल डाई बनाना, कच्चे पेपरबोर्ड पर निर्धारित दबाव डालना और सेल्यूलोज फाइबर को स्थायी रूप से बदलना शामिल है। एम्बॉसिंग से सामग्री बाहर की ओर उभरती है जिससे 3D प्रभाव मिलता है, जबकि डीबॉसिंग से सब्सट्रेट अंदर की ओर दबता है जिससे संरचनात्मक खांचे घने हो जाते हैं।.

सैद्धांतिक परिभाषाओं को जानना एक बात है, लेकिन उस शानदार स्पर्शनीय अनुभव को बोर्ड को नुकसान पहुंचाए बिना एक मजबूत टेस्टलाइनर पर उतारना सख्त यांत्रिक अनुशासन की आवश्यकता होती है।.
एम्बॉसिंग और डीबॉसिंग प्रक्रिया क्या है?
कई ब्रांड टीमें इन दो प्रीमियम फिनिश को एक दूसरे के बदले इस्तेमाल किए जा सकने वाले सौंदर्य संबंधी विकल्पों के रूप में मानती हैं, और इस बात को नजरअंदाज कर देती हैं कि वे भौतिक पैकेजिंग सामग्रियों को किस तरह से इस्तेमाल करती हैं, इसमें कितना बड़ा अंतर है।.
एम्बॉसिंग और डीबॉसिंग प्रक्रिया में, एक जैसे धातु के सांचों का उपयोग करके कागज के रेशों को यांत्रिक रूप से नया आकार दिया जाता है। एम्बॉसिंग में बाहरी लाइनरबोर्ड को बाहर की ओर ज़ोर से खींचा जाता है जिससे एक उभरा हुआ शिखर बनता है, जबकि डीबॉसिंग में सांचे को नीचे की ओर धकेला जाता है, जिससे आंतरिक नालीदार खांचे भौतिक रूप से सघन होकर एक ठोस, संपीड़ित ब्लॉक में बदल जाते हैं।.
दृश्य अंतर स्पष्ट है, लेकिन संरचनात्मक बोर्ड पर पड़ने वाला भौतिक प्रभाव ही वह बिंदु है जहां प्रचार अभियान वास्तव में सफल या असफल होते हैं।.
स्पर्शनीय पैकेजिंग की भौतिक लागत
जूनियर डिज़ाइनर अक्सर मानक पैकेजिंग टेम्पलेट्स में अंधाधुंध स्पर्शनीय बनावट जोड़ते हैं। वे मानते हैं कि कंप्यूटर स्क्रीन पर त्रि-आयामी प्रभाव बनाना, इसकी मूल भार वहन क्षमता से समझौता किए बिना , एक कठोर नालीदार बोर्ड में सहजता से परिवर्तित हो जाता है ।
मैंने यह त्रुटि तब देखी है जब कोई ग्राहक रिटेल पीडीक्यू (प्रोडक्ट डिस्प्ले क्वार्टर) ट्रे के सामने वाले किनारे पर एक बड़ा उभरा हुआ डिज़ाइन चाहता है। धातु की डाई ऊपरी कागज़ की परत को बाहर की ओर ज़ोर से खींचती हैताकि वह आकर्षक उभार बन सके, जिससे कच्चे रेशे इतने पतले हो जाते हैं कि वे टूट जाते हैं। एक बार मैंने एक स्टोर क्लर्क को भारी शैम्पू की बोतलों को ऐसी ही एक प्रीमियम ट्रे पर रखते हुए देखा; पतला उभरा हुआ किनारा तुरंत वजन के नीचे दब गया और ज़ोरदार आवाज़ के साथ फट गया, जिससे ब्रांड की छवि खराब हो गई। इसे ठीक करने के लिए, मैं हमेशा मुख्य संरचनात्मक पैनलों पर टूलिंग को अंदर की ओर धंसाने के लिए उलट देता हूँ। डाई को नीचे की ओर धकेलकर, हम आंतरिक खांचों को एक ठोस ब्लॉक में संपीड़ित करते हैं,जिससे एज क्रश टेस्ट के अनुसार संरचनात्मक अखंडता बनी रहती है और साथ ही एक शानदार बनावट भी मिलती है जो बार-बार सामान रखने पर भी खराब नहीं होती।
| नौसिखियों की आम गलती | प्रो फिक्स | रिटेल-फ्लोर लाभ |
|---|---|---|
| भार वहन करने वाले पैनलों पर उभरी हुई डिज़ाइन बनाना | अंदर की ओर धंसे हुए हिस्से पर स्विच करें | वजन के नीचे होंठ फटने से बचाता है4 |
| फाइबर खिंचाव सीमाओं की अनदेखी करना | आंतरिक बांसुरी को संपीड़ित करें | मूल ECT रेटिंग को बरकरार रखता है5 |
| ट्रे के सामने वाले हिस्से को कमजोर करना | प्रभाव क्षेत्रों में सामग्री को सघन बनाएं6 | भद्दे टेप से किए गए मरम्मत के काम को खत्म करता है |
मैं प्राथमिक संरचनात्मक क्षेत्रों पर बाहरी खिंचाव की अनुमति कभी नहीं देता। डिबॉसिंग के माध्यम से बोर्ड को सघन बनाने से आपके ग्राहकों को भारी सामान के लिए आवश्यक मूल संपीडन शक्ति से समझौता किए बिना उच्च स्तरीय स्पर्श अनुभव मिलता है।.
🛠️ हार्वे का डेस्क: क्या आपके 3D स्पर्शनीय तत्व आपके डिस्प्ले की भार वहन क्षमता को गुपचुप तरीके से प्रभावित कर रहे हैं? 👉 मुफ़्त संरचनात्मक ऑडिट करवाएं ↗ — मेरे डेस्क तक सीधी पहुंच। मैं वादा करता हूं, कोई स्वचालित बिक्री संबंधी संदेश नहीं भेजे जाएंगे।
सामान्य हॉट एम्बॉसिंग प्रक्रियाओं में चार मुख्य चरण कौन से हैं?
सपाट स्याही से गर्म, स्पर्शनीय पन्नी पर जाने के लिए उत्पादन स्थल पर सटीक यांत्रिक तालमेल की आवश्यकता होती है ताकि पेपरबोर्ड को पूरी तरह से सूखने से बचाया जा सके।.
सामान्य हॉट एम्बॉसिंग प्रक्रियाओं में चार मुख्य चरण होते हैं: डाई लेआउट का निर्धारण, धातु के औजारों को गर्म करना, नालीदार पेपरबोर्ड को डालना और निर्धारित दबाव के साथ सतह पर प्रहार करना। यह सटीक क्रम कागज के रेशों को फैलाता है और साथ ही सजावटी पन्नी की परत को सतह पर स्थायी रूप से चिपका देता है।.

इन चारों चरणों को अलग-अलग रूप से पूरा करना सरल है, लेकिन इन्हें एक मजबूत रिटेल डिस्प्ले के साथ जोड़ने से भारी भौतिक घर्षण उत्पन्न होता है।.
ऊष्मा और संरचनात्मक अखंडता का समन्वय
मानक वाणिज्यिक प्रिंटर अक्सर पतले, सपाट फोल्डिंग कार्टन पर इन चार हॉट-स्टैम्पिंग चरणों को त्रुटिहीन रूप से निष्पादित करते हैं। वे गलत धारणा रखते हैं कि ठीक वही तीव्र ताप, दबाव और स्ट्राइक टाइमिंग7 सीधे मोटे नालीदार मर्चेंडाइज़र।
आर्टवर्क को अपग्रेड करते समय खरीदारों को अक्सर जिस वास्तविकता का सामना करना पड़ता है, वह यह है। जब आप गर्म मेल-फीमेल डाई से नालीदार कार्डबोर्ड के मोटे, छिद्रयुक्त टुकड़े पर प्रिंटिंग करते हैं, तो आप एक साथ तीव्र तापीय और भौतिक तनाव उत्पन्न करते हैं8एक बार एक ग्राहक ने हमें फ्लैट आर्टवर्क भेजा था जिसमें 90 डिग्री के फोल्ड लाइन पर सीधे गर्म फॉइल एम्बॉस लगाया गया था। प्रीप्रेस समीक्षा के दौरान, मुझे तुरंत पता चल गया कि अत्यधिक गर्मी लगाने और फाइबर को सीधे हिंज पर खींचने से कागज तेजी से सूख जाएगा। मोड़ने पर, बोर्ड से एक तीखी, सूखी चटकने की आवाज आई, जिससे नीचे की कच्ची भूरी धारियाँ पूरी तरह से दिखाई देने लगीं। यदि आपका कारखाना इन गर्म स्ट्राइक ज़ोन को कार्यात्मक क्रीज़ से गणितीय रूप से दूर, 9, तो आपका प्रीमियम फॉइल अभियान खुदरा बिक्री तक पहुँचने से पहले ही एक टूटे-फूटे ढेर जैसा दिखेगा।
| नौसिखियों की आम गलती | प्रो फिक्स | रिटेल-फ्लोर लाभ |
|---|---|---|
| सिलवटों के पास गर्मी | स्ट्राइक ज़ोन को 0.5 इंच (12.7 मिमी) से स्थानांतरित करें10 | किनारों पर दिखाई देने वाली दरारों को रोकता है |
| नालीदार कार्डबोर्ड को कार्टन की तरह मानना | बांसुरी पर प्रहार का दबाव कम करें11 | संरचनात्मक बोर्ड को बरकरार रखता है |
| सूखे कागज के रेशों को खींचना | एक समतल सुरक्षा मार्जिन तैयार करें | को-पैकिंग असेंबली को सुचारू रूप से सुनिश्चित करता है |
मैं हीटेड स्टैम्पिंग डाइज़ को महज़ दिखावटी सुधार नहीं, बल्कि एक संरचनात्मक खतरा मानता हूँ। थर्मल स्ट्रेस को मैकेनिकल फोल्ड लाइनों से दूर रखकर, आपके डिस्प्ले असेंबली लाइन से बिना किसी दृश्य दोष के सुरक्षित निकल जाते हैं।.
🛠️ हार्वे का डेस्क: क्या आप सोच रहे हैं कि आपकी हॉट फ़ॉइल की प्लेसमेंट किसी महत्वपूर्ण फोल्ड लाइन के बहुत करीब तो नहीं है? 👉 अपनी क्लीयरेंस जांचें ↗ — सुरक्षित रूप से डाउनलोड करें। बाद में कोई प्रश्न होने पर मेरा इनबॉक्स खुला है।
एम्बॉसिंग की प्रक्रिया क्या है?
किसी भी उच्च स्तरीय खुदरा पैकेजिंग बजट को मंजूरी देने से पहले इस प्रक्रिया की यांत्रिक वास्तविकता को समझना अनिवार्य है।.
एम्बॉसिंग की प्रक्रिया में कच्चे पैकेजिंग सामग्रियों को एक उभरे हुए नर डाई और एक धंसे हुए मादा डाई के बीच दबाकर उनका आकार बदला जाता है। इस तीव्र यांत्रिक क्रिया के कारण सेल्यूलोज फाइबर खाली गुहा में फैल जाते हैं, जिससे डिस्प्ले की सतह पर एक स्थायी, त्रि-आयामी स्पर्शनीय आकृति बन जाती है।.

हालांकि मूल प्रक्रिया सीधी-सादी लगती है, लेकिन उस तीव्र दबाव में कागज कैसे प्रतिक्रिया करता है, इसे नियंत्रित करना ही असली विनिर्माण चुनौती है।.
स्ट्राइक के दौरान फाइबर के खिंचाव को नियंत्रित करना
शुरुआती लोग आमतौर पर इस यांत्रिक क्रिया को कागज के एक टुकड़े पर आकृति की छाप लगाने मात्र के रूप में देखते हैं। वे इस सूक्ष्म वास्तविकता को नजरअंदाज कर देते हैं कि प्रत्येक उभरा हुआ लोगो या बनावट भौतिक रूप से आसपास के सेल्युलोज फाइबर को उनकी प्राकृतिक, सपाट अवस्था से खींचताहै ।
पेपर लाइनर को एक कसे हुए रबर बैंड की तरह समझें; इसकी एक निश्चित लोच होती है, जिसके बाद यह अचानक टूट जाता है। मेरी फैक्ट्री में, मैं अक्सर सपाट डाईलाइन देखता हूँ जहाँ टेक्सचर्ड टेक्स्ट का घना समूह कसकर एक साथ भरा होता है। जब भारी स्टील प्रेस उस विशेष क्षेत्र पर प्रहार करता है, तो स्थानीय तनाव असहनीय हो जाता है। एक बार मैंने एक नए क्राफ्ट बोर्ड के कठोर प्रतिरोध को महसूस किया, जब एक खराब डिज़ाइन वाली डाई ने उस पर प्रहार किया, जिससे स्याही की परत 13 में तुरंत सूक्ष्म दरारें पड़ गईं क्योंकि रेशों को खींचने के लिए कोई जगह नहीं मिली। इसे रोकने के लिए, मैं स्ट्राइक ज़ोन 14 के चारों ओर विशेष पॉलीमर मैट्रिक्स चैनलों के उपयोग को अनिवार्य करता हूँ । यह एक सूक्ष्म शॉक एब्जॉर्बर के रूप में कार्य करता है, जो पेपर के तनाव को गतिशील रूप से नियंत्रित करता है और मुद्रित ग्राफिक्स को तोड़े बिना रेशों को सुचारू रूप से फैलने देता है।
| नौसिखियों की आम गलती | प्रो फिक्स | रिटेल-फ्लोर लाभ |
|---|---|---|
| 3डी टेक्स्ट को एक साथ ठूंसना | खिंचाव की अनुमति देने के लिए स्थानिक तत्व | स्याही की परत में सूक्ष्म दरारों को रोकता है |
| कागज की लोच को नजरअंदाज करते हुए | विशेष पॉलिमर मैट्रिक्स का उपयोग करें | उत्कृष्ट ग्राफिक गुणवत्ता बनाए रखता है |
| अनियंत्रित यांत्रिक हड़तालें | डाई के दबाव को नियंत्रित करें | इससे खुदरा विक्रेता द्वारा तत्काल अस्वीकृति से बचा जा सकता है |
मैं अनियंत्रित यांत्रिक तनाव को प्रीमियम प्रिंट को बर्बाद नहीं करने दूंगा। प्रिंटिंग के दौरान विशेष पॉलिमर चैनलों का उपयोग यह सुनिश्चित करता है कि आपके उभरे हुए ग्राफिक्स स्पष्ट, दोषरहित और सतह फटने से पूरी तरह सुरक्षित रहें।.
🛠️ हार्वे का डेस्क: क्या आपकी पिछली एम्बोस्ड पैकेजिंग में स्याही फटने या लोगो खिंचने जैसी समस्याएँ आई हैं? 👉 स्ट्राइक ज़ोन रिव्यू का अनुरोध करें ↗ — कोई फ़ॉर्म नहीं जो अंतहीन सेल्स कॉल को ट्रिगर करें। बस शुद्ध मूल्य।
शुरुआती लोगों के लिए एम्बॉसिंग कैसे करें?
नए डिजाइनरों के लिए, मास्टर कार्टन को नष्ट किए बिना एक स्पर्शनीय फिनिश को अंजाम देना सख्त गणितीय अनुशासन की आवश्यकता होती है।.
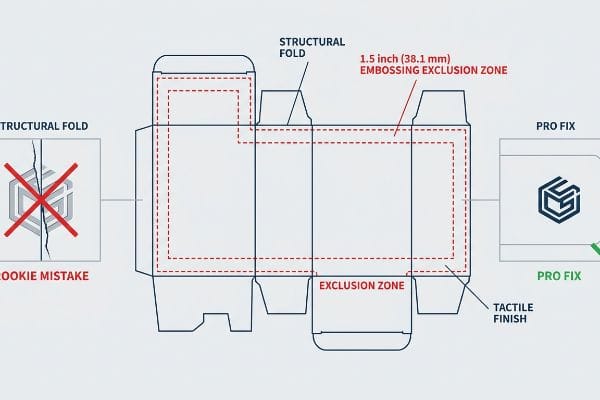
शुरुआती लोगों के लिए एम्बॉसिंग सीखने के लिए, आपको अपनी डाईलाइन पर गणितीय रूप से एक एक्सक्लूजन ज़ोन निर्धारित करना होगा, जिसमें सभी गहरे त्रि-आयामी टेक्सचर को संरचनात्मक तहों से दूर रखा जाए। सबसे पहले, अपने मैन्युफैक्चरिंग इंजीनियर से परामर्श करके अपनी सौंदर्य दृष्टि को नालीदार कागज के रेशों की भौतिक खिंचाव सीमाओं के साथ संरेखित करें।.
लेकिन जब भारी मशीनरी चलने लगती है और गतिशील आपूर्ति श्रृंखला की ताकतें हावी हो जाती हैं, तो डिजाइन सिद्धांत का ज्ञान होना ही पर्याप्त नहीं होता है।.
मानक एम्बॉसिंग कारखाने में क्यों विफल हो जाती है?
नए डिज़ाइनरों द्वारा की जाने वाली एक तर्कसंगत धारणा यह है कि बनावट वाले लोगो को ठीक उसी जगह रखा जा सकता है जहाँ वह सौंदर्य की दृष्टि से सबसे अच्छा दिखता है, अक्सर इसे एक भारी तह रेखा के ठीक बीच में रखा जाता है। वे मानते हैं कि कारखाना आसपास के कार्डबोर्ड संरचना को नुकसान पहुंचाए15।
मेरी फैक्ट्री में, मैं अक्सर इस सैद्धांतिक कागजी काम के विनाशकारी परिणाम देखता हूँ। कोई ब्रांड मास्टर कार्टन के भार वहन करने वाले मोड़ पर भारी 3D फ़ॉइल एम्बॉसिंग का आदेश देता है। जब मैं TAPPI T811 एज क्रश टेस्ट का उपयोग करके संरचनात्मक अखंडता का आकलन करता हूँ, तो परिणाम भयावह होते हैं। क्योंकि गहरी टेक्सचरिंग पहले ही कागज के रेशों को उनकी सीमा तक खींचकर थका देती है, उस विशेष कोने को मोड़ने से पूरा बोर्ड टूट जाता है। बोर्ड की गतिशील भार वहन क्षमता 42.5% तक गिर जाती है, और टूटने की तेज़ आवाज़ को-पैकिंग लाइन पर गूंजती है। मैं तुरंत अपने प्रीप्रेस चरण के दौरान एक "एम्बॉसिंग एक्सक्लूजन ज़ोन" लागू करता हूँ। सभी गहरी टेक्सचरिंग को किसी भी प्राथमिक संरचनात्मक मोड़ से ठीक 1.5 इंच (38.1 मिमी) दूर गणितीय रूप से स्थानांतरित करके, मैं दोहरे तनाव वाले क्षेत्र को पूरी तरह से समाप्त कर देता हूँ। यह सूक्ष्म समायोजन 32ECT कोनों को सुरक्षित रखता है, जिससे ग्राहकों को मैन्युअल असेंबली में होने वाली देरी में लगभग 30% की बचत होती है और यह सुनिश्चित होता है कि पैलेट भारी माल ढुलाई के दौरान सुरक्षित रहे।.
| नौसिखियों की आम गलती | प्रो फिक्स | रिटेल-फ्लोर लाभ |
|---|---|---|
| तह पर बनावट लगाना | 1.5 इंच (38.1 मिमी) का बहिष्करण क्षेत्र लागू करें 16 | कोने की संपीड़न शक्ति की गारंटी देता है 17 |
| कागज के रेशों को थका देना | डिज़ाइन को सिलवटों से दूर ले जाएं | को-पैकिंग लाइन में होने वाले विस्फोटों को समाप्त करता है |
| ईसीटी रेटिंग 18 को अनदेखा करते हुए | सौंदर्य संबंधी क्षेत्रों को संरचनात्मक क्षेत्रों से अलग करें | भारी डबल-स्टैक्ड माल ढुलाई में भी सुरक्षित रहता है |
मैं पैकेजिंग में होने वाली संरचनात्मक खराबी को कटिंग टेबल तक पहुँचने से पहले ही रोक देता हूँ। भारी स्पर्शनीय तत्वों को भार वहन करने वाले कोनों से दूर रखकर, मैं यह सुनिश्चित करता हूँ कि आपकी पैकेजिंग अपनी अधिकतम गतिशील मजबूती बनाए रखे।.
🛠️ हार्वे की सलाह: 2 मिलीमीटर की संरचनात्मक खामी को 500 स्टोरों में अपना कारोबार ठप न करने दें। 👉 मुझे अपनी डाइलाइन फ़ाइल भेजें ↗ — बड़े पैमाने पर उत्पादन पर बजट बर्बाद करने से पहले मैं गणितीय गणनाओं की गहन जांच कर लूंगा।
निष्कर्ष
जब आप भार वहन करने वाली क्रीज पर सीधे एम्बॉसिंग करते हैं, तो पैलेट के वजन के नीचे वे थके हुए कागज के रेशे तेजी से बिखर जाते हैं, जिससे बड़े रिटेलर तुरंत अस्वीकृति का सामना करते हैं। यह सख्त एक्सक्लूजन ज़ोन प्रोटोकॉल वही स्पेसिफिकेशन शीट है जिसका उपयोग मेरे शीर्ष 10 रिटेल ग्राहक प्रिंट अस्वीकृति को रोकने के लिए करते हैं। फाइबर टेंशन लिमिट के साथ खिलवाड़ करना बंद करें और बड़े पैमाने पर उत्पादन शुरू होने से पहले घातक संरचनात्मक त्रुटियों को दूर करने के लिए मुझे व्यक्तिगत रूप से आपके पैकेजिंग आर्टवर्क का निःशुल्क डाइलाइन ऑडिट ↗ करने दें।
"भार वहन क्षमता पर छिद्रों के प्रभाव की जांच...", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/। [एक पदार्थ विज्ञान या संरचनात्मक अभियांत्रिकी अध्ययन में यह विस्तार से बताया जाएगा कि यांत्रिक दबाव द्वारा नालीदार खांचों के ऊर्ध्वाधर संरेखण को बाधित करने से बोर्ड की संपीडन शक्ति कैसे कम हो जाती है]। साक्ष्य की भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: पदार्थ विज्ञान पुस्तिका। समर्थन: यह धारणा कि स्पर्शनीय सतहें संरचनात्मक भार वहन क्षमता को कम करती हैं। कार्यक्षेत्र संबंधी टिप्पणी: विशेष रूप से नालीदार सामग्रियों पर लागू। ↩
"यांत्रिक और कोमलता गुणों पर एम्बॉसिंग दबाव का प्रभाव ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/। [कागज अभियांत्रिकी पर प्रामाणिक ग्रंथ बताते हैं कि एम्बॉसिंग के दौरान यांत्रिक खिंचाव लाइनरबोर्ड को पतला कर देता है, जिससे फटने की क्षमता कम हो सकती है और फटने की संभावना बढ़ सकती है।] साक्ष्य की भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: पदार्थ विज्ञान की पाठ्यपुस्तक। समर्थन: इस दावे का कि एम्बॉसिंग पदार्थ को कमजोर करता है। कार्यक्षेत्र संबंधी टिप्पणी: सेल्युलोज-आधारित लाइनरबोर्ड पर केंद्रित। ↩
"नालीदार बोर्ड के बक्सों की संपीडन सामर्थ्य का अनुमान ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/। [पैकेजिंग इंजीनियरिंग गाइड बताते हैं कि डिबॉसिंग से नालीदार बोर्ड की हवा से भरी खांचें ढह जाती हैं, जिसके परिणामस्वरूप एक सघन, अधिक कठोर सामग्री क्षेत्र बनता है]। साक्ष्य की भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: पैकेजिंग उद्योग मैनुअल। समर्थन: यह दावा कि डिबॉसिंग से स्थानीय घनत्व बढ़ता है। कार्यक्षेत्र संबंधी टिप्पणी: नालीदार फाइबरबोर्ड के लिए विशिष्ट। ↩
"एम्बॉसिंग बनाम डीबॉसिंग: अंतर जानें और कौन सा बेहतर है?", https://www.wecustomboxes.com/blog/embossing-vs-debossing/। [पैकेजिंग इंजीनियरिंग साहित्य बताता है कि कैसे अंदर की ओर डीबॉसिंग करने से एम्बॉसिंग द्वारा निर्मित उभरा हुआ किनारा समाप्त हो जाता है, जो अन्यथा संपीड़न भार के तहत विफलता बिंदु के रूप में कार्य करता है]। साक्ष्य भूमिका: यांत्रिक सत्यापन; स्रोत प्रकार: इंजीनियरिंग हैंडबुक। समर्थन: भार वहन करने वाले पैनलों के लिए डीबॉसिंग का संरचनात्मक लाभ। कार्यक्षेत्र नोट: कठोर और अर्ध-कठोर पैकेजिंग पर लागू होता है। ↩
"इंटरफ्लूट बकलिंग के परीक्षण विधियाँ और प्रभाव – बायो रिसोर्सेज", https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/। [नालीदार पैकेजिंग मानकों पर एक तकनीकी मैनुअल यह सत्यापित करेगा कि फाइबर खिंचाव और फ्लूट संपीड़न को नियंत्रित करके एज क्रश टेस्ट (ECT) रेटिंग को कैसे संरक्षित किया जाता है]। साक्ष्य की भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: औद्योगिक मानक। समर्थन: संपीड़ित फ्लूट्स की संरचनात्मक अखंडता। कार्यक्षेत्र संबंधी टिप्पणी: नालीदार कार्डबोर्ड सामग्री के लिए विशिष्ट। ↩
"कोटेड पैकेजिंग के अवरोधक गुणों पर रूपांतरण और इसके प्रभाव...", https://bioresources.cnr.ncsu.edu/resources/converting-and-its-effects-on-barrier-properties-of-coated-packaging-materials-a-review/। [सामग्री विज्ञान अनुसंधान इस बात की पुष्टि करता है कि उच्च तनाव वाले क्षेत्रों में सामग्री का घनत्व बढ़ाने से पैकेजिंग संरचना की प्रभाव प्रतिरोधकता और स्थायित्व में वृद्धि होती है]। साक्ष्य की भूमिका: सामग्री विज्ञान प्रमाण; स्रोत प्रकार: पीयर-रिव्यू जर्नल। समर्थन: क्षति को रोकने में सामग्री के घनत्व में वृद्धि की प्रभावकारिता। कार्यक्षेत्र नोट: सामान्य पैकेजिंग सामग्री विज्ञान। ↩
"फ़ॉइल स्टैम्पिंग क्या है और यह कैसे काम करती है? – WeCustomBoxes", https://www.wecustomboxes.com/blog/what-is-foil-stamping/। [औद्योगिक मुद्रण नियमावली में बताया गया है कि मोटे नालीदार कार्डबोर्ड की तापीय चालकता और संपीड़न आवश्यकताएँ पतले कार्डबोर्ड से काफी भिन्न होती हैं, जिसके लिए ताप और दबाव की समायोजित सेटिंग्स की आवश्यकता होती है।] साक्ष्य भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: औद्योगिक मुद्रण नियमावली। समर्थन: यह दावा कि पतले कार्टन के पैरामीटर नालीदार सामग्री पर सीधे लागू नहीं होते हैं। विषयवस्तु नोट: सब्सट्रेट-विशिष्ट यांत्रिक सेटिंग्स पर केंद्रित।] ↩
"हॉट एम्बॉसिंग प्रक्रिया के लिए पीएमएमए फिल्म का मटेरियल मॉडलिंग – पीएमसी", https://pmc.ncbi.nlm.nih.gov/articles/PMC8512687/। [तकनीकी सामग्री विज्ञान दस्तावेज़ बताता है कि हॉट स्टैम्पिंग के दौरान एक साथ गर्मी और दबाव छिद्रयुक्त सब्सट्रेट में संरचनात्मक विरूपण कैसे उत्पन्न करते हैं]। साक्ष्य भूमिका: तकनीकी तंत्र; स्रोत प्रकार: सामग्री विज्ञान पत्र। समर्थन: एम्बॉसिंग प्रक्रिया का भौतिक प्रभाव। कार्यक्षेत्र नोट: छिद्रयुक्त पेपरबोर्ड पर केंद्रित। ↩
"फ़ॉइल और एम्बॉसिंग – प्रेमरको", https://www.premerko.fi/en/methods/foil-and-emboss/। [पैकेजिंग उत्पादन मानक फाइबर के टूटने और दरार पड़ने से बचने के लिए एम्बॉसिंग डाई और स्कोर लाइनों के बीच विशिष्ट ऑफसेट की अनुशंसा करते हैं]। साक्ष्य भूमिका: उद्योग की सर्वोत्तम प्रथा; स्रोत प्रकार: मुद्रण उत्पादन मैनुअल। समर्थन: स्ट्राइक ज़ोन के गणितीय समायोजन की आवश्यकता। कार्यक्षेत्र संबंधी टिप्पणी: भारी नालीदार कार्डबोर्ड पर लागू। ↩
"यांत्रिक गुणों पर एनालॉग और डिजिटल क्रीज लाइनों का प्रभाव… – पीएमसी", https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/। [हॉट स्टैम्पिंग के लिए तकनीकी विनिर्माण मानक सामग्री की थकान और किनारे की दरारों को रोकने के लिए तह रेखाओं से सटीक दूरी ऑफसेट निर्दिष्ट करते हैं]। साक्ष्य भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: औद्योगिक इंजीनियरिंग मैनुअल। समर्थन: दरार से बचने के लिए इष्टतम दूरी। कार्यक्षेत्र नोट: पेपरबोर्ड सब्सट्रेट के लिए विशिष्ट। ↩
"कॉरुगेटेड बॉक्स में फ्लूट्स को समझने के लिए गाइड - जेंटलीवर", https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/। [पैकेजिंग इंजीनियरिंग दिशानिर्देश बताते हैं कि कॉरुगेटेड फ्लूट्स पर संपीड़न बल को कम करने से थर्मल एम्बॉसिंग के दौरान आंतरिक संरचनात्मक माध्यम के ढहने को रोका जा सकता है]। साक्ष्य भूमिका: तकनीकी आवश्यकता; स्रोत प्रकार: पैकेजिंग विज्ञान पाठ्यपुस्तक। समर्थन: कॉरुगेटेड सामग्रियों के लिए दबाव समायोजन। कार्यक्षेत्र नोट: फ्लूटेड बोर्ड संरचनाओं पर लागू होता है। ↩
"यांत्रिक खिंचाव और सीमित सुखाने द्वारा फाइबर संरेखण ...", https://www.sciencedirect.com/science/article/abs/pii/S0032386125014314। [कागज भौतिकी या मुद्रण प्रौद्योगिकी पर एक प्रामाणिक स्रोत यह वर्णन करेगा कि सेल्युलोज फाइबर 3डी प्रोफाइल बनाने के लिए प्लास्टिक विरूपण और खिंचाव से कैसे गुजरते हैं]। साक्ष्य भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: पदार्थ विज्ञान पत्रिका या उद्योग पुस्तिका। समर्थन: एम्बॉसिंग के दौरान फाइबर विस्थापन की यांत्रिक वास्तविकता। कार्यक्षेत्र नोट: विशेष रूप से सेल्युलोज-आधारित पैकेजिंग सब्सट्रेट पर लागू। ↩
"अल्ट्रा स्लो ड्राइंग एम्बॉसिंग इंक पैड को दोबारा कैसे भरें - यूट्यूब", https://www.youtube.com/watch?v=aoGlPBdKeN8। [सब्सट्रेट विरूपण पर एक पदार्थ विज्ञान अध्ययन इस बात की पुष्टि करेगा कि एम्बॉसिंग के दौरान अत्यधिक फाइबर तनाव स्याही की परत के खराब होने का कारण बनता है]। साक्ष्य की भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: पदार्थ विज्ञान पत्रिका। समर्थन: स्याही के फटने का कारण। कार्यक्षेत्र संबंधी टिप्पणी: उच्च दबाव वाली यांत्रिक एम्बॉसिंग पर लागू। ↩
"ऑटोमोटिव के लिए एडिटिव मैन्युफैक्चरिंग द्वारा निर्मित पॉलीमर शॉक एब्जॉर्बर ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9713338/। [डाई डिज़ाइन पर औद्योगिक इंजीनियरिंग दस्तावेज़ीकरण, पेपर टेंशन को नियंत्रित करने के लिए पॉलीमर-आधारित स्ट्रेस-रिलीफ चैनलों के अनुप्रयोग को सत्यापित करेगा]। साक्ष्य भूमिका: प्रक्रिया सत्यापन; स्रोत प्रकार: औद्योगिक इंजीनियरिंग मैनुअल। सहायक: टेंशन नियंत्रण विधियाँ। स्कोप नोट: उन्नत या मालिकाना टूलिंग का उल्लेख कर सकता है। ↩
"कॉरुगेटेड बोर्ड की अत्यधिक विशिष्टताएँ उत्पादों को नुकसान पहुँचा सकती हैं - लिंक्डइन", https://www.linkedin.com/posts/fohopackaging_packagingengineering-supplychain-corrugatedbox-activity-7426920746750353408-OD9O। [कॉरुगेटेड पैकेजिंग के लिए उद्योग मानक बताते हैं कि एम्बॉसिंग फाइबर अभिविन्यास और लोच को बाधित करती है, जिससे मोड़ने पर संरचनात्मक विफलता या दरार पड़ सकती है]। साक्ष्य भूमिका: तकनीकी सत्यापन; स्रोत प्रकार: पैकेजिंग इंजीनियरिंग मैनुअल। समर्थन: मोड़ों पर एम्बॉसिंग का भौतिक जोखिम। कार्यक्षेत्र नोट: भारी-भरकम कॉरुगेटेड बोर्ड पर लागू। ↩
"बेसिक बॉक्स स्टाइल | पैकेजिंग कॉर्पोरेशन ऑफ अमेरिका", https://www.packagingcorp.com/resource-hub/beyond-the-box/basic-box-styles/। [कॉरुगेटेड पैकेजिंग के लिए उद्योग इंजीनियरिंग मानक, सामग्री की विफलता को रोकने के लिए उभरी हुई बनावट और तह रेखाओं के बीच न्यूनतम दूरी निर्दिष्ट करते हैं]। साक्ष्य भूमिका: तकनीकी विनिर्देश; स्रोत प्रकार: उद्योग मानक। समर्थन: उभरे हुए क्षेत्रों के लिए अनुशंसित दूरी। स्कोप नोट: सामग्री के जीएसएम के आधार पर भिन्न हो सकता है। ↩
“संपीड़न सामर्थ्य पर सापेक्ष आर्द्रता का प्रभाव…”, https://open.clemson.edu/all_theses/3225/। [नालीदार तख्ते के यांत्रिक परीक्षण से पता चलता है कि उच्च तनाव वाले कोने वाले क्षेत्रों में उभार बनाने से बक्से की ऊर्ध्वाधर भार वहन क्षमता कम हो जाती है]। साक्ष्य की भूमिका: कारण-और-प्रभाव सत्यापन; स्रोत प्रकार: इंजीनियरिंग अध्ययन। समर्थन: बहिष्करण क्षेत्रों का संरचनात्मक लाभ। कार्यक्षेत्र संबंधी टिप्पणी: ऊर्ध्वाधर स्टैकिंग दबाव से संबंधित। ↩
"नालीदार बक्से – एज क्रश टेस्ट (ECT) | TheBoxery.com", https://www.theboxery.com/ect.asp?srsltid=AfmBOorwRug9KpDbrcZZFa9ZwbEn96ozCHYNHPLJ-IF_m_1uafiC5DV1. [एज क्रश टेस्ट (ECT) नालीदार शिपिंग कंटेनरों की स्टैकिंग क्षमता और संरचनात्मक अखंडता निर्धारित करने के लिए उपयोग किया जाने वाला उद्योग-मानक मापक है]। साक्ष्य भूमिका: मापक की परिभाषा; स्रोत प्रकार: ASTM/ISO मानक। समर्थन: संरचनात्मक ज़ोनिंग का महत्व। कार्यक्षेत्र संबंधी टिप्पणी: मुख्य रूप से नालीदार कार्डबोर्ड पर लागू होता है। ↩