
Les bacs de vente au détail exigent des matériaux capables de résister à un passage intensif et à des charges importantes. Choisir un matériau inadapté entraîne inévitablement l'écrasement des marchandises et la colère des gérants de magasin.
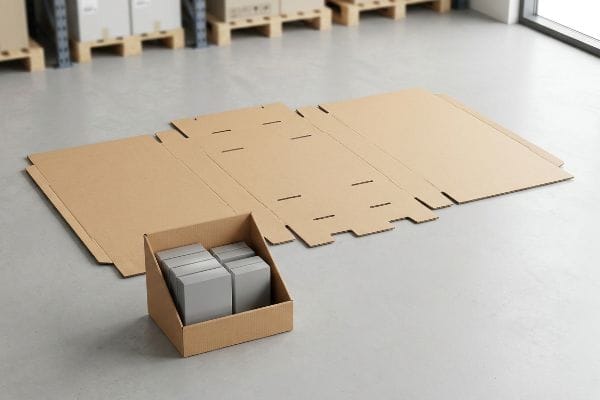
Les matériaux disponibles pour les présentoirs de vente au détail comprennent le carton ondulé, le carton gris rigide, l'acrylique et le bois. Cependant, le carton ondulé de haute qualité domine le marché grâce à son rapport qualité-prix imbattable et à sa facilité de conditionnement à plat, permettant aux marques de lancer des campagnes promotionnelles d'envergure sans supporter les coûts de transport exorbitants associés aux plastiques permanents.
Lorsque l'on passe d'installations permanentes haut de gamme à des déploiements promotionnels à grande vitesse, les calculs logistiques changent complètement.
De quels matériaux sont faites les poubelles ?
Le choix du bon matériau est déterminant pour la survie de toute votre chaîne d'approvisionnement.
Les matériaux utilisés pour la fabrication des bacs sont principalement du carton ondulé micro-cannelé, du carton compact et des plastiques thermoformés. Le carton ondulé demeure la norme du secteur car ses cannelures internes arquées répartissent mécaniquement les chocs cinétiques, offrant une résistance à la compression verticale exceptionnelle tout en étant entièrement recyclable en collecte sélective, conformément aux normes environnementales les plus strictes.

Comprendre les catégories de matériaux de base n'est que la première étape ; le véritable test a lieu lorsque ces matériaux subissent les vibrations dues au transport de marchandises.
Le piège à substrat non cannelé
Lors de mes audits de gabarits clients, je constate fréquemment que les équipes d'approvisionnement tentent d'adapter des emballages légers en carton compact à des barquettes plus lourdes, prêtes pour la vente, afin de réduire les coûts initiaux des matériaux. Elles partent du principe que la densité brute d'un carton compact épais correspond à sa capacité de charge dynamique. Or, cette hypothèse est erronée, car les supports non cannelés sont dépourvus des ondulations internes présentes dans le carton ondulé ; ils ne possèdent donc aucun mécanisme permettant de disperser dynamiquement les chocscinétiques¹.
Dans mon atelier, je constate régulièrement que les calculs théoriques se heurtent à des problèmes concrets sur le terrain. Lors d'une simulation de vibrations ISTA (International Safe Transit Association), j'ai vu un bac en aggloméré dense se déformer complètement sous une charge de 85 kg (187,5 lbs), car la densité statique du matériau ne peut compenser le déplacement dû à la charge géométrique².J'ai immédiatement modifié la nomenclature du client pour utiliser du carton ondulé léger de type E. La géométrie interne arquée a absorbé l'énergie cinétique³,maintenant le bac parfaitement d'équerre sans augmenter le budget des matières premières. J'ai ainsi pu ajouter 12 unités par palette, éliminant complètement le risque de déformation du fond qui aurait entraîné un refus immédiat du détaillant et des semaines de retouches manuelles coûteuses.
| Métrique | Panneau de particules solides | Ondulation E |
|---|---|---|
| Amortissement des chocs | Proche du zéro4 | Cylindrée élevée5 |
| Poids du fret | Extrêmement lourd | Profil léger |
| Rapport coût/efficacité | Très inefficace | Optimisé mathématiquement6 |
Je ne permets jamais aux équipes d'approvisionnement de risquer l'intégrité structurelle de leurs conteneurs lourds sur des supports plats. Opter pour des cannelures techniques garantit que votre campagne résistera intacte aux aléas du transport.
🛠️ Le bureau de Harvey : Vos lourds plateaux de caisse réduisent-ils considérablement votre retour sur investissement en matière d'expédition avant même leur arrivée en magasin ? 👉 Demandez un audit de densité de fret ↗ — J'examine personnellement chaque dossier structurel sous 24 heures.
Quels sont les éléments constitutifs d'un présentoir en magasin ?
Un détaillant n'est pas un monolithe. C'est un écosystème hautement intégré de composants interdépendants.
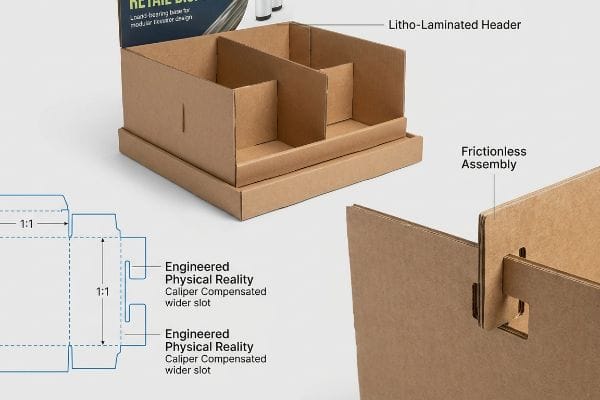
Les composants d'un présentoir de magasin comprennent une base porteuse, des séparateurs modulaires internes, des rebords de retenue, des languettes structurelles emboîtables et des en-têtes graphiques lithographiés. Ces éléments physiques distincts doivent s'emboîter parfaitement, avec des tolérances géométriques précises, afin de garantir la stabilité de la structure, un assemblage sans frottement et une visibilité optimale des produits pour le client.
Si l'énumération des pièces est simple, le fait de forcer du papier plat à se plier et à s'imbriquer pour former une architecture 3D introduit une friction mécanique importante.
Décalage de la ligne de coupe de compensation de l'étrier
Lors de l'analyse des données CAO (Conception Assistée par Ordinateur) entrantes, je constate systématiquement un écueil systémique : un tracé vectoriel plat qui ignore totalement l'épaisseur du carton ondulé. Même les concepteurs expérimentés créent souvent des languettes d'emboîtement et des fentes de pliage dans les logiciels de CAO avec la même largeur que le panneau correspondant. Ils omettent de calculer l'épaisseur physique du panneau plié, ignorant complètement que lorsqu'un panneau de 3 mm (0,11 pouce) d'épaisseur se plie à 90 degrés,il consomme de la matière.
Il ne s'agit pas que de théorie : je le constate en production lors des tests de prototypes. Lorsque la fente de réception n'est pas élargie pour compenser le rayon extérieur du pli, les composants se bloquent violemment et je vois les assembleurs déchirer la feuille supérieure imprimée en essayant de forcer l'assemblage. Mes vingt années d'expérience m'ont appris à intercepter ces fichiers et à reconstruire entièrement les fentes structurelles à l'aide de tolérances de pliage paramétriques. En élargissant les fentes pour s'adapter précisément au rayon physique d'une cannelure B,je lève le blocage par friction. En imposant cette tolérance de 2,4 mm (0,09 pouce)touten évitant tout dommage esthétique.
| Contrainte de composant | Ligne de découpe numérique générique | Réalité physique conçue |
|---|---|---|
| fentes pliantes | Rapport de largeur 1:1 | Étrier compensé10 |
| Languettes d'emboîtement | Frottement de surface sévère11 | Assemblage sans frottement |
| Travail à l'assemblage | majoration pour heures supplémentaires élevées | Coût de base réduit |
Je refuse que des dessins numériques plats dictent les réalités physiques 3D de mon atelier. L'intégration de tolérances de pliage mathématiques garantit un assemblage parfait des composants de votre écran.
🛠️ Harvey's Desk : Votre présentoir de comptoir actuel risque-t-il de se déchirer lors de l'assemblage ? 👉 Demandez un audit structurel de vos gabarits ↗ — Confidentialité garantie. Vos maquettes non commercialisées sont en sécurité.
Quel est le meilleur matériau pour une poubelle ?
Déterminer le substrat optimal nécessite de concilier les impératifs environnementaux et les lois de la physique pure.
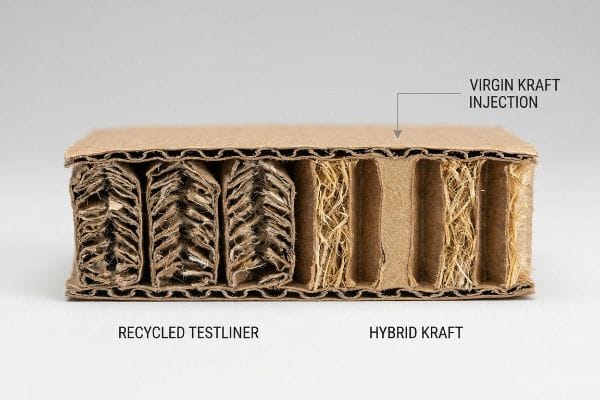
Les matériaux les plus performants pour la fabrication de ces conteneurs utilisent une structure ondulée hybride composée d'un dosage précis de fibres kraft vierges injectées dans les cannelures porteuses. Cette combinaison stratégique offre la résistance à la compression verticale exceptionnelle nécessaire pour supporter le transport maritime, tout en respectant les quotas de développement durable stricts des grandes enseignes de distribution.
Le choix de ce matériau hybride optimal est absolument nécessaire pour établir la base structurelle avant d'entamer tout travail d'ingénierie complexe.
Les mécanismes d'ingénierie à l'origine de l'épuisement des fibres
Lors du choix du matériau optimal pour les bacs de grande capacité destinés à la vente au détail, il est essentiel de comprendre les mécanismes microscopiques du processus de repulpage du papier. De nombreuses équipes supposent que le carton d'essai entièrement recyclé possède exactement la même intégrité physique que le carton neuf. Or, les fibres de cellulose raccourcissent et leur structure s'affaiblit après cinq à sept cycles de recyclage<sup>12</sup>. Lorsque ces fibres courtes et surrecyclées sont soumises à une forte contrainte de charge utile lors d'un test d'écrasement des bords TAPPI T811<sup>13</sup>, les cannelures internes perdent la rigidité nécessaire et s'affaissent sous la pression.
Pour établir une base structurelle permanente, je m'appuie sur une architecture de matériaux hybrides. En injectant un dosage précis de matériau kraft vierge, long et non usé, directement dans les cannelures centrales14, nous rétablissons instantanément la résistance à la compression dynamique nécessaire aux applications intensives en grande distribution. Ce système agit comme un réseau d'amortisseurs mécaniques, renforçant le bac contre les forces de cisaillement latérales et les vibrations multiaxiales15 rencontrées lors du transport. Ce mélange précis de matériaux garantit que la géométrie physique comble efficacement l'écart entre la durabilité environnementale théorique et la réalité de la chaîne d'approvisionnement, assurant ainsi que le produit arrive parfaitement intact, sans enfreindre les exigences de recyclage de l'entreprise.
| Propriété matérielle | Testliner entièrement recyclé | Kraft vierge hybride |
|---|---|---|
| Longueur des fibres | Court et épuisé16 | Long et résistant |
| Limite de compression | Seuil de défaillance bas17 | Capacité dynamique élevée18 |
| Durabilité | Entièrement recyclé | Mélange réglementé conforme |
Je conçois chaque conteneur haute capacité en utilisant cette chimie des fibres précise. L'équilibre entre la résistance des fibres vierges et celle des couches recyclées est le seul moyen mathématique d'obtenir une capacité de charge utile fiable.
🛠️ Le bureau d'Harvey : Vos emballages éco-responsables souffrent-ils secrètement d'une dégradation microscopique des fibres avant expédition ? 👉 Obtenez une évaluation de base des matériaux ↗ — Pas d'intermédiaires. Vous échangez directement avec des ingénieurs en structure.
Comment créer un présentoir de vente au détail ?
Transformer un concept abstrait en un présentoir physique exige une synchronisation absolue entre les fichiers numériques et les machines industrielles.
La fabrication d'un présentoir pour points de vente nécessite la conversion d'images numériques planes en commandes vectorielles précises en tons directs, qui guident directement les tables de découpe automatisées et les presses d'impression lithographiques. Ce processus de fabrication hautement synchronisé transforme des feuilles de carton ondulé brutes en présentoirs parfaitement rainurés et structurellement robustes, capables de supporter des charges importantes.

L'écart entre un rendu esthétique et un bac fonctionnel est entièrement régi par le langage machine de prépresse.
Commande d'outillage de couleur d'accompagnement
Lors de l'audit des fichiers de production entrants, je constate régulièrement un écueil systémique en prépresse : les agences de design soumettent des gabarits utilisant des lignes noires CMJN (Cyan, Magenta, Jaune, Noir) standard pour indiquer les découpes et les pliages. Elles supposent que les tables de découpe CAO automatisées et les graveuses laser pour carton peuvent lire visuellement l'encre numérique standard. C'est une méconnaissance totale du fonctionnement des machines de production ; les découpeuses industrielles lisent les noms absolus des couleurs d'accompagnement associés aux traits vectoriels,et non les calques optiques.
Il ne s'agit pas que de théorie : je le constate en production lorsqu'un fichier arrive dans mon logiciel RIP (traitement d'images raster) de prépresse. Comme le fichier utilise du noir standard, la machine fusionne directement les lignes de découpe dans le calque du visuel, ce qui donne un panneau imprimé avec des contours noirs visibles, mais sans aucune découpe physique par les lames CNC (commande numérique par ordinateur). J'intercepte immédiatement ces fichiers, je sépare les calques et je convertis mathématiquement les traits en couleurs d'accompagnement mécaniques<sup>20. Dès que le service des achats m'a autorisé à appliquer rigoureusement ce protocole de prépresse numérique, la machine a parfaitement adapté le support ondulé. En appliquant cette règle de couleurs d'accompagnement, je garantis une correspondance parfaite entre les tracés structurels et les têtes de découpe, éliminant ainsi totalement les erreurs de découpe et réduisant les déchets mécaniques d'environ 14 %<sup>21</sup>, préservant ainsi le budget matériaux du client.
| Configuration vectorielle de la ligne de découpe | CMJN Traits noirs | Couleurs d'accompagnement mécaniques |
|---|---|---|
| Lecture automatique | Fusionné avec des œuvres d'art | Commande directe de la lame22 |
| Déchets de production | Taux de coupe élevé23 | Déchets quasi nuls24 |
| Précision de coupe | Totalement inexistant | Exécution impeccable |
Je supprime les couches visuelles vagues et les remplace par des commandes machine absolues. La fabrication de précision n'est possible que lorsque votre fichier numérique parle le langage exact de l'acier.
🛠️ Le bureau d'Harvey : Des erreurs de découpe cachées rallongent-elles insidieusement vos délais de production et augmentent-elles le gaspillage de matériaux ? 👉 Demandez un audit de vos fichiers prépresse ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Conclusion
Pour survivre aux aléas de la distribution, il faut bien plus que du carton standard ; cela exige une compensation rigoureuse des dimensions, une chimie des fibres résistante et des commandes machine précises afin d'éviter que vos bacs robustes ne se déforment sous l'effet des vibrations liées au transport. Ce contrôle technique précis a récemment permis de déceler une erreur de tolérance critique de 2 mm avant la mise en production d'un important déploiement national. Laissez-moi analyser personnellement vos fichiers structurels grâce à mon audit gratuit de densité et de tolérance pour le transport B2B ↗ afin de garantir que votre prochaine campagne promotionnelle résiste parfaitement au transport jusqu'aux rayons.
« Résistance à la compression des emballages en carton ondulé avec… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/. Cet article, issu des sciences des matériaux ou du génie des structures, explique comment les cannelures du carton ondulé créent un mécanisme d'arche permettant d'absorber et de disperser l'énergie cinétique, contrairement aux supports rigides. Rôle de la preuve : Vérification technique ; type de source : Manuel d'ingénierie ou étude des matériaux. Appuie : L'affirmation selon laquelle les supports rigides ne peuvent pas disperser les chocs cinétiques. Note de portée : S'applique spécifiquement au chargement dynamique par opposition à la compression statique .
« Analyse simplifiée de la résistance dynamique des emballages en carton… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10385285/ . Explication technique démontrant pourquoi la géométrie structurelle (comme les cannelures) confère une résistance à la compression verticale supérieure à la seule densité du matériau dans les emballages. Rôle de la preuve : Justification théorique ; type de source : Manuel de science des matériaux ou d’ingénierie de l’ emballage. Sujet : La rupture technique du carton compact sous charge verticale. Remarque sur la portée : S’applique spécifiquement à la capacité de charge verticale.
« Étude sur les caractéristiques d'absorption d'énergie du carton ondulé droit… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11840120/ . Analyse de la manière dont la structure arquée des cannelures du carton ondulé répartit les contraintes mécaniques et absorbe l'énergie d'impact lors du transport. Rôle de la preuve : Vérification du mécanisme ; type de source : Document technique ou norme technique. Appui : Les avantages en termes de performance du carton ondulé de type E. Note sur la portée : Limité à la physique des substrats ondulés.
« Carton ondulé vs. Panneau de particules : Différences et utilisations », https://www.americanpaper.com/PackagingSolutions/CorrugatedVsChipboard . Comparaison technique des capacités d'absorption d'énergie entre les supports pleins et cannelés. Rôle de la preuve : validation technique ; type de source : données scientifiques sur les matériaux. Argument : faible absorption des chocs du panneau de particules. Note de portée : axé sur la résistance aux chocs.
« [PDF] Étude des propriétés mécaniques des emballages en carton… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1066&context=japr . Analyse de l’effet d’amortissement conféré par les cannelures du carton ondulé de type E. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie de l’ emballage . Supports : absorption des chocs à déplacement élevé. Note relative à la portée : spécifique aux supports cannelés.
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Évaluation technique des rapports résistance/poids et coût/résistance des supports en carton ondulé. Rôle de la preuve : validation technique ; type de source : article de génie des structures. Supports : optimisation de la cannelure E pour la résistance et le coût. Note de portée : concerne l’efficacité structurelle .
« [PDF] Spécifications pour le carton ondulé – Archives nationales », https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. Les normes techniques d'emballage expliquent que l'épaisseur du matériau (calibre) entraîne une consommation linéaire de matière lors d'un pliage à 90 degrés. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie. Sujet : physique de la consommation de matière lors du pliage. Note de portée : s'applique spécifiquement aux supports en carton ondulé .
« Détermination analytique de la rigidité en flexion d'un panneau à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Brève explication de la manière dont l'épaisseur et la géométrie des cannelures d'un panneau à cannelures de type B nécessitent un élargissement spécifique des rainures pour s'adapter au rayon de pliage. Rôle de la preuve : principe géométrique ; type de source : guide de conception structurelle. Arguments : nécessité d'ajuster les rainures en fonction de l'épaisseur physique du matériau. Note relative à la portée : Spécifique aux panneaux de fibres ondulés .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Explication succincte de la manière dont les normes d'ingénierie d'emballage pour l'épaisseur du carton cannelé B justifient des tolérances de compensation d'épaisseur spécifiques. Rôle de la preuve : spécification technique ; type de source : manuel de conception d' emballage. Supporte : la mesure spécifique pour l'élargissement des rainures. Note de portée : Applicable aux matériaux ondulés standard de cannelure B.
« Conception d'emballages structurels : éléments clés et processus – Arkay », https://www.arkay.com/resources/structural-packaging-design . Cette source de référence en ingénierie de l'emballage explique comment l'épaisseur du matériau (calibre) nécessite des ajustements de décalage spécifiques dans les lignes de découpe pour garantir un pliage et un ajustement corrects . Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Justifie : la nécessité de la compensation du calibre pour l'assemblage physique. Note de portée : s'applique spécifiquement aux matériaux en carton ondulé et en carton épais.
« Guide de conception structurelle des emballages papier », https://greendotpackaging.com/paper-packaging-structural-design-guide/ . Documentation de conception industrielle détaillant comment l'imprécision des tolérances des languettes dans les gabarits génériques entraîne une friction excessive et des défaillances d'assemblage lors de la mise en place en magasin. Rôle de la preuve : validation technique ; type de source : norme de conception. Appuie : l'affirmation selon laquelle les languettes non conçues entravent l'assemblage. Note de portée : axé sur les composants en carton emboîtables.
« Dégradation des dérivés de cellulose en laboratoire, synthétiques et… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9277587/ . Recherche empirique sur le nombre de cycles de repulpage entraînant un raccourcissement et une perte de résistance significatifs des fibres de cellulose. Type de preuve : Validation technique ; type de source : Revue de science des matériaux. Éléments justifiant l’étude : Seuil spécifique d’épuisement des fibres. Remarque: Les seuils peuvent varier selon la source des fibres.
« Méthodes d’essai de résistance à l’écrasement des bords et modélisation de la compression des boîtes, TAPPI… », https://www.tappi.org/publications-standards/tappi-journal/home/2022/aug/edge-crush-testing-methods-and-box-compression-modeling-tappi-journal-august-2022/ . Normes techniques officielles pour l’essai de résistance à l’écrasement des bords (ECT) permettant de mesurer la résistance à la compression verticale du carton ondulé. Rôle de la preuve : Vérification procédurale ; type de source : Norme industrielle. Supporte : Application des essais de contrainte mécanique normalisés. Note de portée : Spécifique aux matériaux ondulés.
« [PDF] Effets de la teneur en humidité sur la résistance à la compression des boîtes : FBA BCT… », https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. Analyse technique de l’amélioration de la capacité portante verticale et de la résistance à la compression dynamique du carton ondulé grâce aux fibres kraft vierges. Rôle de la preuve : validation technique ; type de source : étude en science des matériaux. Appui : utilisation du kraft vierge dans le cannelage pour une meilleure intégrité structurelle. Note de portée : axé sur les structures en carton ondulé .
« [PDF] Emballages en carton ondulé au design innovant pour une durabilité accrue… », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2026/01/BioRes_21_1_2229_Tworzydlo_PSMPGG_Corrugated_Packaging_Design_Durability_Transport_25399.pdf. Données empiriques sur la réponse mécanique de structures hybrides en carton ondulé aux contraintes et vibrations induites par le transport. Rôle des preuves : vérification des performances physiques ; type de source : article scientifique évalué par des pairs en ingénierie de l’emballage. Constat : efficacité du mélange de matériaux pour résister au cisaillement. Note relative au champ d’application : s’applique aux conditions de transport maritime et terrestre .
« Impact du recyclage mécanique sur les fibres lignocellulosiques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC11945113/. Des sources scientifiques de référence expliquent comment les processus de recyclage répétés raccourcissent les fibres de cellulose, entraînant leur épuisement. Type de preuve : spécification technique ; type de source : manuel d’ingénierie. Attentes : dégradation physique des fibres recyclées. Remarque sur la portée : s’applique au procédé de pâte mécanique standard .
« [PDF] Examen comparatif des propriétés physiques du carton recyclé… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1299&context=theses . Les données d'analyse structurale du carton ondulé démontrent que des fibres plus courtes dans les revêtements recyclés entraînent une moindre résistance au flambage. Type de preuve : indicateur de performance ; source : revue à comité de lecture. Arguments : différences de limite de compression. Remarque : dépend du grammage et du profil de cannelure.
« Étude de l’effet des perforations sur la capacité portante… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. Les spécifications techniques des fibres kraft vierges mettent en évidence leur résistance à la traction et leur élasticité supérieures sous charges dynamiques. Type de preuve : indicateur de performance ; source : norme industrielle. Sujet : capacité portante des revêtements hybrides. Note de portée : comparaison avec des alternatives 100 % recyclées .
« Directives graphiques – DeLine Box et présentoirs », https://www.delinebox.com/graphic-guidelines/. La documentation technique des fabricants de logiciels et d’équipements de CAO/FAO précise que les outils de découpe automatisés identifient les trajectoires d’outil par des couleurs d’accompagnement nommées plutôt que par des valeurs RVB ou CMJN. Rôle de la preuve : validation technique ; type de source : manuel d’utilisation ou norme industrielle. Conforme à l’exigence technique relative aux couleurs d’accompagnement en fabrication. Remarque sur le champ d’application : s’applique aux systèmes de découpe CNC et laser standard utilisés dans les emballages en carton ondulé .
« Guide du processus complet de prépresse d'emballage – Esko », https://www.esko.com/en/blog/a-guide-to-the-full-packaging-prepress-process. La documentation technique des systèmes de découpe CNC spécifie l'utilisation de couleurs d'accompagnement uniques pour déclencher des actions d'outils spécifiques (découpe, rainage, perforation) plutôt que l'impression. Rôle de la preuve : vérification technique ; type de source : manuel d'utilisation de l'équipement. Justifie : la nécessité des couleurs d'accompagnement pour les trajectoires mécaniques. Note relative au champ d'application : s'applique à la découpe industrielle vectorielle .
« Quand utiliser la couleur d'accompagnement dans la conception de vos emballages ? – PopDisplay », https://popdisplay.me/when-to-use-spot-color-in-your-packaging-design. Cette étude de cas technique ou ce rapport de fabrication fournit des données quantitatives sur la façon dont l'automatisation du prépresse et l'outillage pour la couleur d'accompagnement réduisent les chutes de matière dans les emballages en carton ondulé. Rôle de la preuve : validation quantitative ; type de source : rapport industriel. Appuie : l'affirmation de réduction des déchets de 14 %. Remarque : les résultats peuvent varier selon l'installation .
« Associer une couleur d'accompagnement à un outil de découpe – PrintFactory », https://support.printfactory.cloud/portal/en/kb/articles/map-spot-color-to-cut-tool . Vérification que les machines de découpe numérique utilisent des désignations de couleurs d'accompagnement spécifiques pour déclencher des actions automatisées des outils de découpe. Rôle de la preuve : spécification technique ; type de source : documentation du fabricant. Prend en charge : l'utilisation de couleurs d'accompagnement pour les commandes machine. Remarque sur le champ d'application : applicable aux traceurs CNC et aux machines de découpe numérique.
« Que se passe-t-il si j'active par erreur une couleur d'accompagnement alors que je souhaite imprimer en CMJN ? », https://community.adobe.com/questions-652/what-happens-if-by-mistake-left-spot-color-activated-when-i-want-to-print-in-cmyk-808607 . Comparaison des taux d'erreur et des défauts de repérage lors de l'utilisation de traits CMJN standard par rapport à des tracés de couleurs d'accompagnement dédiés dans les flux d'impression et de découpe. Élément de preuve : indicateur de performance ; type de source : guide de production. Facteurs pris en charge : augmentation du gaspillage due à une identification incorrecte des lignes. Remarque concernant la portée : dépend des capacités du logiciel de repérage de la machine.
« Comprendre les couleurs d'accompagnement (et leur rôle dans l'impression numérique) », https://www.mohawkconnects.com/article/mohawk-blog/understanding-spot-colors-and-their-role-digital-printing . Analyse du rendement et de la réduction des déchets grâce à l'utilisation de trajectoires d'outils précises définies par les couleurs d'accompagnement afin d'éliminer les erreurs d'alignement manuel. Type de preuve : indicateur d'efficacité ; type de source : étude d'ingénierie industrielle. Contribue à : la réduction des déchets grâce à des commandes machine précises. Remarque : cette étude porte spécifiquement sur les déchets de coupe et non sur les rebuts de finition.



