Les marques se livrent une lutte acharnée pour obtenir une visibilité en magasin, mais rien n'est aussi efficace pour générer des volumes de vente que les emplacements de choix en bout d'allée.
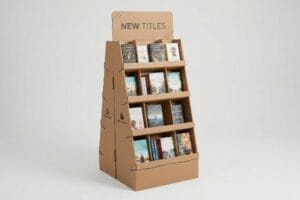
Un présentoir de tête de gondole est une structure de merchandising spécialisée, placée en bout d'allée dans un magasin. Conçu pour maximiser les achats impulsifs, ce présentoir à haute visibilité utilise du carton ondulé résistant pour mettre en valeur des produits haut de gamme, générant ainsi un flux immédiat de clients et accélérant le taux de conversion.

Obtenir cet emplacement privilégié ne représente que la moitié du chemin ; le véritable test commence lorsque votre structure physique se heurte aux dures réalités du sol de l'entrepôt.
À quoi sert un embout de protection ?
Avant de vous focaliser sur les nuanciers Pantone, il est essentiel de comprendre l'objectif principal de cet espace : un moteur de conversion des ventes performant et rapide.
L'objectif principal d'une tête de gondole est d'interrompre le flux de clients et de susciter des achats impulsifs. En rompant la monotonie visuelle, ces présentoirs stratégiques agissent comme des panneaux publicitaires localisés, accélérant la rotation des stocks et permettant aux marques de lancer des campagnes marketing saisonnières très rentables dans les principaux points de vente à fort trafic.

Capter l'attention d'un client semble simple dans une salle de réunion, mais y parvenir dans un magasin Walmart exige des calculs spatiaux précis.
Détournement de la règle d'engagement spatial 3-3-3
Nombre d'équipes marketing conçoivent leurs présentoirs de tête de gondole en fixant un écran d'ordinateur parfaitement rétroéclairé. Elles partent du principe que des graphismes denses et très détaillés attireront naturellement le client. Il en résulte des structures plates et symétriques, recouvertes de textes institutionnels, qui rendent bien sur un écran mais se fondent complètement dans le brouhaha visuel d'un grand magasin.
Je vois ce piège constamment. Le trimestre dernier, un client du secteur des boissons m'a envoyé un gabarit plat surchargé de sept paragraphes d'histoire de la marque. J'ai dû intervenir et lui expliquer la « règle des 3-3-3 » pour optimiser l'engagement en point de vente. Une tête de gondole efficace doit capter l'attention à 9,14 m (30 pieds), susciter l'intérêt à 0,91 m (3 pieds) et inciter à la prise en main à 76 mm (3 pouces). Je me souviens très bien d'avoir passé la main sur leur testliner imprimé 32ECT 1 ; il était lisse au toucher, mais les points de trame CMJN (Cyan, Magenta, Jaune, Noir) étaient illisibles sous la lumière crue des néons. J'ai immédiatement supprimé le texte et conçu un bandeau 3D découpé, massif et recouvert d'une couleur Pantone (PMS). Ce simple changement de structure a éliminé la surcharge cognitive, réduisant ainsi les hésitations des consommateurs et augmentant considérablement le retour sur investissement.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Impression d'une histoire d'entreprise dense | Réduction du texte à une seule offre de base | Réduit la surcharge cognitive des consommateurs |
| S'appuyant sur des illustrations CMJN plates | Conception de têtes d'en-tête massives découpées en 3D | Attire l'attention à 9,14 m (30 pieds) |
| Étagères symétriques en kit | Réglage de la hauteur du rebord de retenue de l'étagère | Permet des prises de main plus rapides et impulsives |
Je ne laisse jamais un client gaspiller son budget en imprimant un manuel scolaire sur du carton ondulé. On a à peine trois secondes pour arrêter un chariot ; la structure même du livre doit supporter le poids bien avant que le client n'ait lu un seul mot.
🛠️ Le bureau d'Harvey : Vous craignez que vos visuels soient trop denses pour un environnement commercial dynamique ? 👉 Obtenez un audit gratuit de vos gabarits ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Qu'est-ce qui fait un bon présentoir de tête de gondole ?
Un présentoir visuellement époustouflant ne sert à rien si le responsable du magasin refuse de l'installer en rayon. La véritable qualité se définit par une conformité physique rigoureuse.
Un présentoir de tête de gondole performant exige une ingénierie structurelle précise, le strict respect des normes d'agencement des grandes surfaces et une grande capacité de charge dynamique. Son assemblage doit se faire sans frottement, il doit utiliser un carton ondulé haute performance pour éviter tout affaissement pendant le transport et s'harmoniser parfaitement avec le rythme promotionnel spécifique du point de vente.

Vous pouvez avoir le produit le plus innovant du marché, mais si vos calculs de fixation sont erronés d'une fraction de pouce, il finira directement à la poubelle de recyclage.
Le danger caché de la norme de 36 pouces
C’est un piège courant qui prend même les équipes d’approvisionnement expérimentées : elles lisent le guide de style d’un détaillant indiquant qu’un espace de tête de gondole mesure exactement 36 pouces (914 mm) de large2. Naturellement, elles demandent à leurs ingénieurs CAO (Conception Assistée par Ordinateur) de construire la base d’affichage à cette dimension maximale exacte pour sécuriser chaque pouce carré possible d’espace au sol.
Le problème, c'est que les allées des magasins ne sont pas des environnements de laboratoire stériles ; elles sont bordées de montants métalliques et de supports. Récemment, un responsable marketing paniqué m'a appelé après qu'une grande chaîne de pharmacies a refusé 300 de leurs présentoirs. Ils avaient conçu une base parfaite de 914 mm (36 pouces), mais lorsque le vendeur, épuisé, a essayé de la glisser en place, le carton épais double paroi a frotté violemment contre les rails métalliques. J'entendais presque le bruit insoutenable du film lithographié qui se déchirait. J'ai recalculé leur gabarit pour obtenir une largeur maximale absolue de 876 mm (34,5 pouces)³, en intégrant une tolérance spatiale obligatoire de 38 mm (1,5 pouce)⁴. Ce léger décalage géométrique a complètement éliminé le blocage par frottement, réduisant ainsi le temps de préparation du vendeur de 40 % et évitant totalement les retours coûteux des distributeurs.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Largeur maximale de 36 pouces (914 mm) | Imposer une capacité de 34,5 pouces (876 mm) | Garantit une insertion sans frottement |
| Sans tenir compte des éléments métalliques de la gondole | Ajout d'une zone tampon spatiale de 38 mm (1,5 pouce) | Prévient la déchirure de la litho-lamination |
| Imposer des bases structurelles ajustées | Marges de réduction des cannelures E d'ingénierie | Élimine la frustration des vendeurs |
J'applique systématiquement cette marge spatiale à chaque fichier CAO qui arrive sur mon bureau. Respecter les contraintes matérielles du distributeur est le moyen le plus rapide de garantir que votre campagne sera bien disponible en rayon.
🛠️ Le bureau de Harvey : Vos fichiers structurels sont-ils mathématiquement optimisés pour éviter les problèmes liés à la quincaillerie métallique invisible dissimulée dans les rayons des grandes surfaces ? 👉 Demandez une vérification de tolérance spatiale ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Où trouver un présentoir de tête de gondole ?
Comprendre l'emplacement de ces équipements détermine précisément leur conception. L'emplacement impose des contraintes légales et logistiques strictes à votre emballage.
Vous trouverez un présentoir de tête de gondole placé à l'intersection des allées principales, à l'avant ou à l'arrière. Ces zones de transition haut de gamme font le lien entre les couloirs de palettes et les caisses plus étroites, ce qui en fait les espaces les plus fréquentés des entrepôts-magasins modernes.

Cependant, l’emplacement physique de ces présentoirs engendre un conflit majeur entre la lourdeur de la logistique de la chaîne d’approvisionnement et les règles strictes de conformité des magasins.
Le champ de bataille du commerce de détail ADA contre GMA
Les marques conçoivent souvent une grande structure promotionnelle pour une allée principale, puis tentent de réduire mathématiquement cette même structure de moitié pour l'utiliser comme présentoir secondaire en caisse . Elles considèrent l'espace de vente comme une toile vierge et modulable, partant du principe qu'une approche de conception universelle permet de réaliser des économies sur les coûts élevés d'outillage de découpe⁵ .
Imaginez l'agencement d'un magasin comme un plan de zonage réglementaire strict. Les allées principales sont gérées par la logistique de l'entrepôt, tandis que les zones de caisse sont soumises aux normes d'accessibilité. J'ai audité une campagne où une marque tentait de placer un présentoir réduit près d'une caisse de pharmacie. En réduisant simplement la taille de leur palette GMA (Grocery Manufacturers Association), l'étagère inférieure se trouvait bien au-delà de la plage de portée avant légale de 381 à 1219 mm (15 à 48 pouces) imposée par l'ADA (Americans with Disabilities Act) . Le gérant du magasin a immédiatement signalé le problème. J'ai dû repenser manuellement les séparateurs modulaires internes, en ressentant la résistance physique de la double paroi cannelée lorsque j'ai rehaussé la zone de préhension pour garantir l'accessibilité aux personnes en fauteuil roulant. En séparant définitivement les processus techniques des présentoirs de l'allée principale et des caisses, j'ai permis à la marque de rester conforme à la réglementation tout en évitant une lourde pénalité de refus.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Réduction des présentoirs de sol pour les caisses | Séparation de l'ingénierie POP et POS | Évite les violations de la loi ADA |
| Placer des étagères basses près des caisses | Respecter un écart de plancher de 381 mm (15 pouces) | Assure une portée accessible aux fauteuils roulants |
| Ignorer les limites physiques spécifiques à la zone | S'ancrer dans des guides de style stricts des détaillants | Garantit un emplacement privilégié en magasin |
Je n'autorise jamais les marques à utiliser une stratégie d'échelle mathématique simpliste pour différentes zones de vente. Il est impératif de concevoir la structure physique en fonction des réalités logistiques et juridiques propres à chaque emplacement.
🛠️ Bureau Harvey : Vos étagères basses sont-elles conformes aux normes d’accessibilité aux caisses ? 👉 Demandez votre audit de conformité ADA ↗ — Pas de formulaires ni d’appels commerciaux incessants. Uniquement de la valeur ajoutée.
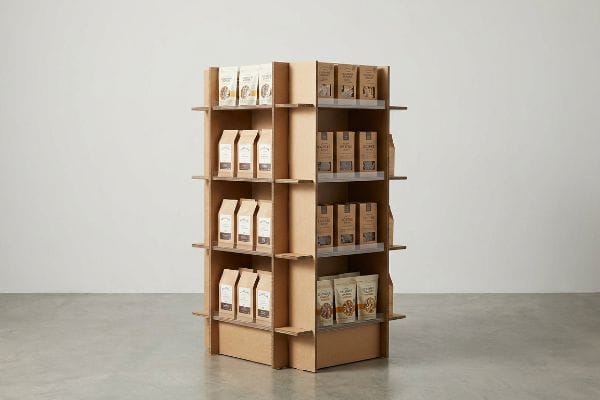
À quoi ressemble un embout de protection ?
Une maquette numérique paraît toujours parfaitement nette, droite et structurellement solide. Mais le papier et les adhésifs chimiques liquides, eux, ne rendent pas justice à vos rendus numériques.
Un présentoir d'extrémité ressemble à une étagère autoportante à plusieurs niveaux, dotée d'une haute traverse de marque, de panneaux latéraux porteurs et de plateaux de produits intégrés. Visuellement homogène de l'extérieur, sa structure interne dissimule des armatures complexes en carton ondulé double paroi et des languettes de verrouillage par friction, conçues spécifiquement pour absorber les chocs importants liés à la manutention en entrepôt.

Il est facile de faire en sorte qu'un présentoir en kit ait une belle apparence dans une agence de design climatisée ; le véritable cauchemar commence lorsqu'une usine applique des litres de colle liquide sur du papier brut.
Pourquoi vos panneaux graphiques haut de gamme se déforment-ils comme des chips ?
Lorsque les équipes marketing investissent dans des supports graphiques lithographiés haut de gamme, elles partent du principe que les panneaux finaux auront l'aspect d'une plaque épaisse et parfaitement plane de support premium. Elles se concentrent exclusivement sur la qualité d'impression, sans se soucier des réactions chimiques qui se produisent sous la surface lorsque les adhésifs humides interagissent avec les fibres poreuses du papier<sup>7</sup>.
Dans mon atelier, je vois régulièrement des campagnes publicitaires magnifiquement imprimées se solder par un échec catastrophique dès la sortie de la chaîne de production, car les concepteurs négligent la tension superficielle due à l'humidité. Lors de la lithographie-lamination, nous utilisons un adhésif PVA (acétate de polyvinyle) à base d'eau pour collerla feuille supérieure au carton ondulé. Lorsque je mesure le processus de séchage, je constate que la colle humide se rétracte inévitablement en séchant à l'air ambiant de l'usine, créant une tension superficielle importante. J'ai une fois vu un lot entier de panneaux latéraux de 1524 mm (60 pouces) de haut se courber vers l'intérieur comme des chips, car le client refusait d'autoriser une structure en carton duplex équilibrée.L'odeur chimique âcre de la colle PVA en train de sécher était insupportable, et la structure s'est effondrée. Je suis intervenu et j'ai imposé un « protocole de poids de séchage » strict, en ajoutant artificiellement une fine sous-couche, calculée mathématiquement, pour compenser la tension précise de l'adhésif. En ancrant ce micro-ajustement, j'ai garanti que le présentoir resterait parfaitement droit en magasin, évitant ainsi au client un désastre esthétique et environ 8 500 $ de pertes matérielles.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| En négligeant la tension de l'adhésif PVA humide | Ajout d'une doublure arrière duplex équilibrée10 | Empêche une déformation importante des panneaux latéraux |
| Empilage rapide de panneaux ondulés humides | Application d'un traitement de 24 heures à poids mort11 | Garantit une esthétique visuelle plate et haut de gamme |
| Se concentrer strictement sur l'impression de la feuille supérieure | compensations chimiques d'ingénierie de l'humidité 12 | Élimine les frais de refacturation esthétiques coûteux |
Je refuse que l'ignorance en matière de chimie détruise une conception structurelle de haute qualité. Un véritable génie de la fabrication implique de contrôler activement des forces invisibles comme l'humidité et la tension de l'adhésif bien avant le début de la production en série.
🛠️ Le bureau d'Harvey : Connaissez-vous le taux d'absorption d'humidité exact du carton ondulé de votre fournisseur actuel avant l'application de la colle PVA liquide ? 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai les calculs avant que vous n'investissiez inutilement dans une production de masse.
Conclusion
Vous pouvez tenter de faire des économies en choisissant un fournisseur inexpérimenté, mais si vos adhésifs PVA chimiquement instables déforment les panneaux latéraux de 1524 mm (60 pouces) sur la chaîne de montage, vous vous exposerez à un refus immédiat du détaillant et à des semaines de retouches manuelles fastidieuses et coûteuses. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous fiez plus aux tolérances chimiques : laissez-moi analyser personnellement vos fichiers de structure grâce à mon Audit de Moulage Gratuit ↗ afin de détecter ces défauts physiques invisibles avant le lancement de l'impression.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Les spécifications techniques relatives à la résistance à l’écrasement des bords (ECT) du carton ondulé confirment l’adéquation de la norme 32ECT pour garantir l’intégrité structurelle des têtes de gondole en point de vente. Type de preuve : Spécification du matériau ; source : Fiche technique. Justifie : L’utilisation d’un support spécifique pour les présentoirs sur le lieu de vente. Note relative à la portée : Ce document porte sur la capacité de charge.
« Dimensions des présentoirs de tête de gondole : optimiser l’impact en caisse », https://wzrack.com/end-cap-display-dimensions-maximizing-checkout-aisle-impact/. Vérification des spécifications dimensionnelles standard du secteur pour l’emplacement des présentoirs de tête de gondole en magasin. Rôle de la preuve : vérification des faits ; type de source : guide de style du secteur. Appuie : la norme de largeur de 36 pouces (91,4 cm). Note sur la portée : peut varier selon le détaillant .
Guide des dimensions des gondoles, https://rackleaders.com/gondola-shelving-dimensions-guide/ . Vérification des largeurs standard du secteur pour les têtes de gondole des grandes surfaces afin de justifier la spécification de 34,5 pouces. Rôle de la preuve : référence technique ; type de source : manuel d’agencement des points de vente. Appuie : la nécessité d’une réduction de largeur pour des raisons de conformité physique. Remarque sur la portée : peut varier selon la chaîne de magasins.
« Guide ultime des gondoles : choisir le bon rayonnage pour le commerce de détail… », https://txstorefixtures.com/gondola-shelving-buying-guide/?srsltid=AfmBOoppyiwxbxG6UjFb7CSk9KttTMF1QttYT983p0D3FLpoJS9pqgSL. Comparaison des tolérances standard utilisées dans la conception des présentoirs sur le lieu de vente (PLV) pour éviter les frottements avec les supports. Preuve : bonnes pratiques d’ingénierie ; source : normes de l’industrie de l’emballage. Éléments justifiant : la valeur de jeu spécifique utilisée pour éviter les dommages. Remarque : s’applique aux présentoirs en carton ondulé .
« Découpe numérique vs découpe à l'emporte-pièce : laquelle est la meilleure pour l'emballage ? », https://www.eastsign.com/news/digital-cutting-vs-die-cutting-which-is-better-for-packaging.html . Données industrielles sur les coûts de fabrication confirmant que la réutilisation des gabarits de découpe à l'emporte-pièce réduit les dépenses d'outillage. Rôle de la preuve : justification économique ; type de source : guide des coûts de fabrication. Appuie : l'affirmation selon laquelle l'évolutivité est utilisée pour éviter les frais d'outillage répétitifs. Note sur la portée : concerne spécifiquement les présentoirs en carton ondulé et en carton.
« Chapitre 3 : Parties manipulables – Access-Board.gov », https://www.access-board.gov/ada/guides/chapter-3-operable-parts/ . Vérification des plages de mesure spécifiques pour l’accès vers l’avant selon les directives de l’ADA afin de garantir l’accessibilité aux fauteuils roulants. Rôle de la preuve : vérification factuelle ; type de source : norme réglementaire gouvernementale. Appuie : exigences légales de portée pour les présentoirs de vente au détail. Note sur la portée : se concentre sur la portée physique des objets non obstrués.
« Agents polymères de résistance à l'humidité dans l'industrie papetière – PMC – NIH », https://pmc.ncbi.nlm.nih.gov/articles/PMC10252473/. Explication technique du mécanisme par lequel l'humidité des adhésifs provoque le gonflement des fibres et l'instabilité dimensionnelle des supports papier. Type de preuve : mécanisme d'action ; source : manuel de science des matériaux. Arguments : cause du gauchissement physique des panneaux litho-laminés. Note de portée : porte sur les propriétés hygroscopiques de la cellulose .
« Amélioration de l'adhérence de l'encre sur papier spécial par interpénétration… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9062711/ . Documentation technique sur les propriétés chimiques de la colle PVA pour le collage de carton ondulé et sa tendance au retrait lors du durcissement. Niveau de preuve : spécification technique ; type de source : manuel de science des matériaux. Argument : mécanisme de tension superficielle à l'origine du gauchissement. Note de portée : s'applique spécifiquement aux procédés de lithographie-lamination.
« Glossaire de l'industrie de l'emballage en carton ondulé pour les équipes de contrôle qualité », https://epssw.com/blog/corrugated-packaging-industry-glossary. Normes d'ingénierie expliquant comment les compositions symétriques du carton (duplex) compensent les tensions induites par l'adhésif. Rôle de la preuve : validation structurelle ; type de source : guide d'ingénierie de l'emballage. Appuie : l'affirmation selon laquelle l'absence d'une structure équilibrée entraîne une déformation. Note de portée : se concentre sur la rigidité structurelle des présentoirs de vente au détail .
« [PDF] Torsion du carton ondulé : causes et solutions – TAPPI.org », https://imisrise.tappi.org/download.aspx?key=92APR097. Explication technique de la manière dont l’ajout d’une couche de papier de contrepoids prévient les tensions différentielles et le gauchissement. Niveau de preuve : spécification technique ; type de source : guide de fabrication. Objectif : prévention du gauchissement des panneaux latéraux. Remarque : spécifique aux applications d’adhésifs humides .
« [PDF] Spécifications pour le carton ondulé – Archives nationales », https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf . Norme industrielle relative à la durée et à la méthode de séchage des matériaux ondulés pour garantir leur planéité. Rôle de la preuve : référence procédurale ; type de source : norme industrielle. Objectif : garantir une esthétique visuelle plane. Remarque sur la portée : peut varier selon le type d’adhésif.
« Amélioration de la désencrage des impressions offset réalisées sur un substrat recto-verso… », https://bioresources.cnr.ncsu.edu/resources/the-deinkability-improvement-of-offset-prints-made-from-a-two-side-coated-substrate/ . Analyse de la manière dont l'ajustement de la composition chimique ou du taux d'humidité prévient la déformation du substrat pendant le processus d'impression. Domaine de la preuve : science des matériaux ; type de source : revue technique. Avantages : élimination des refacturations esthétiques. Note relative au champ d'application : s'applique aux panneaux graphiques haut de gamme.