
Vous avez du mal à choisir le présentoir en carton pour votre prochain lancement en magasin ? Choisir la mauvaise structure ne se contente pas de gaspiller votre budget marketing ; cela engendre également d’importants problèmes au niveau de la chaîne d’approvisionnement.
Les présentoirs en carton se déclinent en plusieurs types : présentoirs de sol, présentoirs de comptoir, bacs pour palettes, présentoirs latéraux et bacs de présentation. Le choix du présentoir adapté dépend entièrement des exigences du détaillant, du poids du produit et de l’espace disponible dans les allées. Un format de carton ondulé approprié optimise la visibilité du produit et garantit un transport sécurisé tout au long de la chaîne d’approvisionnement.

Analysons précisément le fonctionnement de ces structures physiques en magasin et pourquoi le choix de la bonne structure détermine le succès de votre campagne.
Quels sont les 5 types d'écrans avec des exemples ?
Les acheteurs me demandent souvent comment classer les principaux présentoirs physiques utilisés dans les grandes surfaces. Tout dépend de leur emplacement physique dans l'allée.
Les cinq types de présentoirs, illustrés par des exemples, sont les présentoirs de sol autoportants, les plateaux de comptoir, les jupes de palette, les bandes à clips et les présentoirs de tête de gondole. Chaque format répond à un besoin psychologique et spatial précis. Leur utilisation judicieuse permet d'éviter des retours clients importants et garantit une intégration harmonieuse dans l'agencement des grandes surfaces.

Mais connaître les noms ne suffit pas lorsqu'on essaie de déployer une campagne à grande échelle sur plusieurs zones de vente au détail.
La contrainte spatiale : pourquoi la réduction d'échelle échoue
Les marques partent souvent du principe qu'il leur suffit de concevoir un présentoir et de réduire le modèle 3D de moitié pour créer une version à poser au comptoir. Elles considèrent l'espace de vente comme une toile modulable plutôt que comme une zone délimitée par des règles strictes¹.Cette approche de conception unifiée semble être un moyen astucieux de réaliser des économies sur les frais d'ingénierie structurelle dès le départ.
Je constate constamment cette erreur de débutant lorsque les clients m'envoient leurs gabarits. Ils ignorent les règles légales et logistiques strictes qui définissent ces deux zones distinctes. Les présentoirs de sol pour points de vente (PLV) doivent être fixés à la palette standard de 1219 × 1016 mm (48 × 40 pouces)pour supporter des charges dynamiques importantes. À l'inverse, les présentoirs de comptoir (PDV) doivent impérativement respecter la plage de portée avant de 381 à 1219 mm (15 à 48 pouces) prévue par la loi américaine sur les personnes handicapées (ADA).Je me souviens d'un client qui avait imposé un raccord de format ; le bruit strident du carton ondulé brut déchiré lorsqu'un vendeur a tenté de forcer le socle surdimensionné sur un minuscule comptoir de caisse me hante encore. Je sépare systématiquement les processus d'ingénierie de ces deux zones afin d'éviter ces refacturations massives.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Réduction des présentoirs de sol pour comptoirs | Séparation des pipelines d'ingénierie POP et POS | Empêche les refacturations liées à la conformité à l'ADA4 |
| Ignorer les limites de taille des registres | Anchor POS conçoit des solutions pour une portée de 15 à 48 pouces5 | Économise 15 minutes de frustration liée à la préparation des employés |
| Ignorer les calculs de charge dynamique | Concevoir des socles de plancher adaptés aux palettes standard6 | Élimine l'écrasement des niveaux inférieurs |
J'applique rigoureusement des calculs structurels distincts pour chaque type de présentoir. En définissant précisément les dimensions légales et les limites des palettes avant même de réaliser le moindre échantillon, je protège vos marges bénéficiaires contre les rejets catastrophiques en magasin.
🛠️ Le bureau de Harvey : Vous vous demandez si votre nouveau présentoir de comptoir respecte les limites de portée des détaillants ? 👉 Obtenez un contrôle de conformité gratuit ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quels sont les quatre types d'affichage de base ?
Pour simplifier votre stratégie de vente au détail, il est très efficace de catégoriser les présentoirs selon leur structure de base. La géométrie physique détermine la durée de vie du carton.
Les quatre types de présentoirs de base comprennent les bacs ouverts, les étagères à plusieurs niveaux, les présentoirs à gravité et les panneaux perforés. Ces choix architecturaux fondamentaux déterminent la manière dont les consommateurs interagissent avec votre produit. Choisir la géométrie structurelle appropriée minimise le gaspillage de matériaux et réduit considérablement la détérioration des emballages lors des longs transports maritimes.

Si le choix du format esthétique est passionnant, c'est la physique structurelle sous-jacente qui protège réellement votre stock.
La vulnérabilité des conteneurs à ouverture supérieure
Les équipes d'approvisionnement remplacent fréquemment les boîtes fermées par des bacs HSC (Half Slotted Container) à ouverture supérieureafin de réduire les coûts des matières premières tout en assurant un accès immédiat aux points de vente. Elles partent du principe que les parois robustes en carton ondulé suffisent à garantir la résistance verticale nécessaire au stockage en entrepôt. Sur un tableur, cette mesure de réduction des coûts semble parfaitement logique.
Mais la suppression de ces rabats supérieurs continus élimine complètement l'enceinte supérieure à 360 degrés, réduisant considérablement la capacité de la structure à répartir la pression exercée par le haut. Les acheteurs me demandent systématiquement s'ils peuvent utiliser un carton plus épais pour compenser. Je leur explique toujours que la densité statique du matériau ne peut remplacer la répartition géométrique de la chargeunjour vu arriver dans mon entrepôt une palette entière de bacs ouverts mal conçus ; le craquement sinistre des coins non soutenus qui se sont déformés sous le poids important des marchandises a prouvé que cette théorie était erronée. Pour remédier à ce problème, je compense mathématiquement la perte de stabilité supérieure en alignant strictement le grain ondulé à la verticale afin de maximiser la résistance à l'écrasement des bords (ECT) et d'empêcher l'effondrement total de la base.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Découper les rabats supérieurs des boîtes standard | Réalignement vertical de la direction des cannelures ondulées10 | Empêche le flambage vertical des angles |
| La solidité repose sur la densité du papier | Passage à un profil de panneau à double paroi11 | Survit au transport à double étage |
| En ignorant l'enceinte géométrique perdue | Conception d'une cloison interne modulaire | Maintient les marchandises parfaitement verticales |
Je refuse que les équipes d'approvisionnement compromettent la solidité des structures pour économiser quelques centimes. Rétablir la capacité de charge verticale garantit que vos conteneurs ouverts arriveront en parfait état, et non écrasés.
🛠️ Le bureau d'Harvey : Vos bacs à ouverture supérieure se déforment-ils sous le poids des palettes d'entrepôt ? 👉 Demandez un audit d'alignement des cannelures ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Quels sont les différents types de boîtes d'exposition ?
Au-delà des présentoirs de sol imposants, les marques misent beaucoup sur les plateaux pré-emballés. Ces unités sont livrées entièrement remplies et sont conçues pour un déploiement rapide et facile sur les étagères des magasins.
Les différents types de boîtes de présentation comprennent des emballages à ouverture facile, des boîtes pliantes avec fenêtre, des plateaux emboîtables et des bacs modulaires empilables. Ces emballages secondaires polyvalents simplifient la gestion des stocks. La conception spécifique de ces boîtes garantit un déballage rapide et une protection optimale des produits fragiles.
Cependant, la plus grande menace pour ces présentoirs compacts n'est pas le transport, mais le déballage final en magasin.
Le piège à friction Master Carton
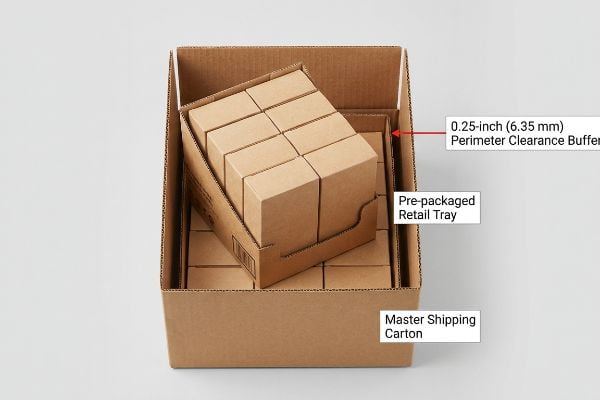
Les marques conçoivent souvent leurs cartons d'expédition principaux pour qu'ils correspondent exactement aux dimensions extérieures de leurs plateaux de vente pré-remplis. Elles partent du principe qu'un ajustement parfaitement ajusté offre une protection maximale contre les déplacements internes pendant le transport. Il est logique de comparer l'emballage extérieur à un costume sur mesure.
Imaginez essayer d'enlever une botte d'hiver mouillée : si l'espace est insuffisant, l'effet de succion la bloque. Les concepteurs négligent souvent le frottement important du carton ondulé brut contre lui-même. Lorsqu'un employé pressé tente de sortir un plateau de 609,6 mm (24 pouces) bien emboîté de son emballage, les parois du carton se bloquent. J'ai personnellement vu des employés, frustrés, tirer violemment sur les panneaux avant du présentoir, ce qui a provoqué le déchirement bruyant du rebord de retenue imprimé avant même que le présentoir n'atteigne l'allée. Pour éviter ce blocage par frottement, j'applique une tolérance géométrique stricte, en prévoyant un jeu minimal absolu de 6,35 mm (0,25 pouce)à l'intérieur de l'emplacement principal.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de dimensions d'expédition imbriquées 1:1 | Conception d'une zone tampon de dégagement périmétrique de 0,25 pouce14 | Élimine les blocages par friction au déballage |
| Forcer un contact étroit avec la ligne de test brute | Ajout d'un revêtement intérieur lisse15 | Empêche de déchirer le bord imprimé |
| Ignorer la vitesse de déballage du vendeur | Conception de bandes perforées détachables16 | Accélère le réapprovisionnement des rayons |
J'intègre systématiquement un espace de respiration dans les systèmes d'emballage emboîtables. En tenant compte de la friction physique des matières premières, j'élimine les dommages liés au déballage et je facilite les relations avec les vendeurs.
🛠️ Le bureau de Harvey : Vos vendeurs abîment-ils vos présentoirs lors du déballage ? 👉 Demandez votre guide sur la compensation structurelle ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur.
Comment s'appelle un présentoir en carton ?
Les professionnels chevronnés du secteur utilisent une terminologie spécifique en fonction de la fonction de l'unité, les désignant de manière générale comme des présentateurs, des plateaux ou des vendeurs sur pied.
Un présentoir en carton est appelé PLV (publicité sur le lieu de vente), PLV (présentoir de point de vente) ou palette prête à exposer. Ces termes techniques désignent l'espace de vente physique spécifique qu'il occupe. La maîtrise de cette terminologie permet d'aligner votre stratégie marketing sur les exigences logistiques strictes des grandes surfaces.

Mais connaître la théorie et les acronymes ne suffit pas lorsque les machines se mettent en marche et que l'environnement se retourne contre vous.
Pourquoi les modèles standard échouent-ils en production ?
Les graphistes travaillant dans des bureaux climatisés règlent souvent les tolérances de leurs rainures de découpe en se basant sur l'épaisseur absolue à sec du panneau. Ils supposent que si une plaque de cannelure B mesure exactement 3,17 mm (0,12 pouce) d'épaisseursur leur écran numérique, une rainure de 3,17 mm (0,12 pouce) assurera un ajustement parfait. Cette précision, en apparence raisonnable, est en réalité une hypothèse dangereuse qui ignore les lois de la physique environnementales.
Assembler un seul présentoir à la perfection dans un laboratoire sec est facile, mais la réalité est tout autre lorsqu'il s'agit d'en expédier 500. Dans mon atelier, je constate régulièrement les conséquences de l'absorption d'humidité ambiante par le papier de test poreux 32ECT lors de longs transports maritimes ou d'un stockage en entrepôt humide : le papier gonfle physiquement. Une fente parfaitement ajustée à la languette dans le logiciel de CAO (Conception Assistée par Ordinateur) devient soudainement trop étroite d'environ 2,79 mm (0,11 pouce). L'équipe d'assemblage du sous-traitant finit par écraser les cannelures et déchirer la feuille supérieure en forçant l'assemblage des pièces humides. Je résous ce problème en intégrant mathématiquement une marge d'humidité stricte directement dans les fichiers de ma table de découpe Kongsberg. En ajoutant automatiquement 1,01 mm (0,04 pouce) de jeu supplémentaire spécifiquement aux fentes de réception, je garantis au sous-traitant un assemblage sans friction, réduisant ainsi le temps de main-d'œuvre de 42 secondes par unité et permettant à mes clients d'économiser des milliers d'euros en frais de retouche manuelle.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception de fentes pour étrier de panneau sec | Conception d'un tampon de dilatation d'humidité de 0,04 pouce19 | Élimine le déchirement forcé des languettes |
| En négligeant l'humidité liée au transit océanique | Spécification des qualités de testliner résistant à l'humidité20 | Maintient un attrait rigide en rayon |
| Les sous-traitants d'emballage sont responsables des ajustements trop serrés | Élargissement paramétrique des fentes dans un logiciel de CAO | Réduit le temps d'assemblage de 42 secondes21 |
Je ne fais jamais confiance à un gabarit numérique plat pour résister à l'humidité de la chaîne d'approvisionnement. Prendre en compte mathématiquement la dilatation du papier avant la découpe garantit un assemblage parfait de vos présentoirs sur la chaîne d'emballage.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais si cette carte 32ECT livrée à plat gonfle dans un entrepôt humide et que les connecteurs se bloquent, cela engendre un frottement important, ralentissant la chaîne de montage d'environ 30 % et anéantissant la marge bénéficiaire du projet. C'est précisément la fiche technique que mes 10 principaux clients du secteur de la vente au détail utilisent pour garantir zéro rejet d'impression. Ne laissez plus les tolérances environnementales au hasard : laissez-moi analyser vos fichiers structurels grâce à mon Audit de Moulage Gratuit ↗ afin de détecter les erreurs critiques liées à l'humidité avant la production en série.
« Normes d’accessibilité ADA – Access-Board.gov », https://www.access-board.gov/ada/ . Brève explication de la manière dont les réglementations de sécurité, les lois d’accessibilité ADA et les codes de prévention des incendies déterminent l’aménagement des surfaces de vente. Rôle de la preuve : validation ; type de source : lignes directrices réglementaires. Appuie : l’affirmation selon laquelle l’espace commercial est régi par des contraintes légales plutôt que par des préférences esthétiques. Note sur la portée: s’applique principalement aux grandes surfaces commerciales.
« Dimensions standard des palettes | Avec tableau », https://www.kampspallets.com/standard-pallet-sizes-with-chart/ . Une norme logistique sectorielle confirme que la palette de 48 × 40 pouces est la spécification principale pour la distribution de détail en Amérique du Nord. Rôle de la preuve : Spécification technique ; type de source : Norme logistique. Supporte : Dimensions standard pour les présentoirs de sol PLV. Note de portée : Marché nord-américain.
« Chapitre 3 : Parties actionnables », https://www.access-board.gov/ada/guides/chapter-3-operable-parts/ . Les normes officielles de l’ADA relatives à la conception accessible spécifient les portées maximales et minimales des parties actionnables afin de garantir l’accessibilité. Rôle de la preuve : Conformité légale ; type de source : Réglementation gouvernementale. Exemples: Limites de portée des fichiers de comptoirs de point de vente. Note relative à la portée : Loi fédérale américaine.
« Mise à jour ADA : Guide pratique pour les petites entreprises », https://www.ada.gov/resources/title-iii-primer/. Explication succincte des sanctions applicables aux commerces de détail en cas de non-respect des largeurs d'allées et de l'accessibilité des comptoirs requises par l'ADA. Preuve : vérification juridique ; source : directives réglementaires. Argument : nécessité d'une conception distincte des PLV et des points de vente. Précision : ce document porte sur la législation américaine en matière d'accessibilité .
« [PDF] Ergonomie et conception : Guide de référence », https://ehs.oregonstate.edu/sites/ehs.oregonstate.edu/files/pdf/ergo/ergonomicsanddesignreferenceguidewhitepaper.pdf . Vérification des zones d'atteinte ergonomiques standard pour les employés du commerce de détail afin de minimiser les efforts physiques et d'optimiser la rapidité . Rôle de la preuve : référence technique ; type de source : recherche ergonomique. Appuie : la plage de mesure spécifique pour la conception des points de vente. Note de portée : s'applique aux données anthropométriques standard des adultes.
« Types de présentoirs sur palette : pleine, demi et quart – GreenDot Packaging », https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/. Confirmation que l’alignement des présentoirs avec les dimensions standard des palettes (par exemple, 48 × 40 pouces) garantit la stabilité structurelle et la compatibilité logistique. Preuve : spécification technique ; source : norme logistique. Avantages : prévention de l’écrasement des produits du plateau inférieur. Périmètre : application principale dans le commerce de détail nord-américain .
« Conteneur à demi-fentes (HSC) – General Packaging Corporation », https://gpctexas.com/corrugated-packaging-boxes/half-slotted-container/. Vérification de la définition technique des conteneurs à demi-fentes (HSC) et de leur utilisation dans le commerce de détail pour réduire les coûts des matériaux et améliorer l’accès des consommateurs. Rôle de la preuve : vérification factuelle ; type de source : norme de l’industrie de l’emballage. Apports : définition et utilité des bacs HSC en matière d’approvisionnement. Note de portée : spécifiquement concernant les structures en carton ondulé .
« Conception d'optimisation topologique multi-charges pour la sécurité structurelle… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11356512/ . Les principes de référence en ingénierie de l'emballage démontrent que la géométrie structurelle offre une résistance à la compression et une répartition des charges supérieures à celles obtenues par une simple augmentation de l'épaisseur du matériau. Rôle de la preuve : validation théorique ; type de source : manuel d'ingénierie. Appuie : l'affirmation selon laquelle la densité du matériau ne saurait se substituer à une enveloppe structurelle. Note relative au champ d'application : s'applique aux capacités de charge verticale.
« Nouvelle configuration d'essai d'écrasement des bords améliorée par la mesure de la déformation en champ complet… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8510352/ . Les normes industrielles relatives au carton ondulé confirment que l'alignement vertical des cannelures maximise la valeur de l'essai d'écrasement des bords (ECT ) pour la résistance à la compression verticale. Type de preuve : spécification technique ; source : norme industrielle (TAPPI). Application : méthode d'amélioration de la stabilité du fond des bacs à ouverture supérieure. Remarque : spécifique aux matériaux ondulés.
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. La documentation technique sur le carton ondulé explique comment l’orientation verticale des cannelures maximise la capacité de charge axiale et empêche le flambage. Type de preuve : spécification technique ; source : manuel de fabrication. Arguments : avantage structurel de l’alignement des cannelures. Remarque sur la portée : applicable aux présentoirs en carton ondulé .
« Comparaison des boîtes à simple et double cannelure : Comprendre les différences… », https://arvco.com/articles/comparing-single-wall-and-double-wall-boxes-understanding-the-differences/. Les normes d’ingénierie de l’emballage détaillent les valeurs de résistance à l’écrasement des bords (ECT) supérieures du carton double cannelure par rapport au carton simple cannelure. Preuve : indicateur de performance des matériaux ; source : norme industrielle. Justification : capacité à résister au transport en double empilage. Remarque : varie selon la combinaison de cannelures .
« 8 façons dont un emballage expert protège vos produits pendant le transport », https://braysolutions.com/blog/8-ways-expert-packing-protects-your-products-during-transit/. Analyse technique des tolérances d'emballage pour déterminer si un ajustement parfait (1:1) ou un jeu spécifique est préférable pour prévenir les mouvements internes et les dommages pendant le transport. Preuve : vérification technique ; source : guide d'ingénierie de l'emballage. Appuie : l'affirmation concernant l'efficacité des ajustements parfaits pour la protection pendant le transport. Note sur la portée : l'accent est mis sur la stabilité de l'emballage secondaire .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Vérification technique des tolérances standard de l'industrie pour les composants en carton ondulé emboîtés afin d'éviter le blocage par friction. Rôle de la preuve : Validation technique ; type de source : Manuel d'ingénierie de l'emballage. Supports : L'écart recommandé requis pour un retrait sans friction des plateaux des emballages d'expédition. Remarque : Les tolérances peuvent varier en fonction de l'épaisseur du carton et du type de cannelure .
« Emboîtement dans l'emballage : optimiser l'efficacité et réduire les coûts », https://www.linkedin.com/posts/aca-print-finishing-packaging-solutions-ltd_nesting-great-for-design-even-better-with-activity-7420020080538796033-pv4r . Ce document technique d'emballage explique la norme industrielle relative aux tolérances afin d'éviter les blocages par friction lors du déballage. Type de preuve : spécification technique ; source : manuel d'ingénierie. Éléments pris en compte : dégagement optimal pour les conteneurs emboîtés. Précision: spécifique aux ratios emballage/plateau.
« Boîte de présentation à ouverture facile personnalisée - HolidayPAC », https://www.holidaypac.com/cardboard-displays/Tear-off-display-box/ . Documentation scientifique sur les matériaux expliquant comment les revêtements à faible friction empêchent le déchirement du substrat dans le carton Testliner brut. Rôle de la preuve : solution technique ; type de source : spécification industrielle. Avantages : prévention du déchirement du bord imprimé. Note relative à la portée : applicable aux présentoirs de vente au détail robustes.
« Étude de l’effet des perforations sur la capacité de charge… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/ . Études sur l’efficacité opérationnelle dans le commerce de détail, détaillant comment les bandes prédécoupées réduisent le temps de travail pour le réapprovisionnement des rayons. Type de preuve : indicateur de performance ; type de source : étude sectorielle. Avantages : augmentation de la vitesse de déballage. Précision : axée sur la logistique en magasin.
« Carton ondulé et qualités de matériaux – Stratégies d'emballage », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades . Confirmation technique de la mesure d'épaisseur standard du carton ondulé de cannelure B selon les normes de l'industrie de l'emballage. Rôle de la preuve : vérification factuelle ; type de source : manuel technique. Supports : spécifications dimensionnelles des matériaux. Remarque : l'épaisseur peut varier légèrement selon le fabricant.
« [PDF] Effets de l’humidité sur la résistance à la compression des boîtes : FBA BCT… », https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf . Vérification des propriétés hygroscopiques du carton ondulé 32ECT et de l’influence de l’humidité sur la dilatation dimensionnelle du papier non couché. Type de preuve : validation technique ; source : spécification des matériaux d’emballage. Confirme : l’affirmation selon laquelle le testliner 32ECT gonfle physiquement en milieu humide. Remarque: s’applique spécifiquement aux doublures en carton ondulé non couchées.
« [PDF] Stockage et manutention des matériaux d'emballage en carton ondulé », https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf . Un guide technique de référence sur les emballages en carton ondulé validerait la tolérance spécifique requise pour compenser la dilatation du carton due à l'humidité. Niveau de preuve : spécification technique ; type de source : manuel industriel. Justifie : l'exigence d'une marge de dilatation due à l'humidité. Remarque concernant le champ d'application : s'applique aux calculs d'épaisseur du carton sec.
« Papiers de base pour carton ondulé : Explication du revêtement et des cannelures », https://www.dunapack-packaging.com/company/news-and-blog/detail-view/types-of-containerboard-what-you-should-know-about-liners-and-flutings/ . Les normes d’emballage pour le transport international exigent l’utilisation de revêtements résistants à l’humidité afin de prévenir toute dégradation structurelle pendant le transport. Preuve : spécification des matériaux ; type de source : norme technique. Appui : utilisation de revêtements spécifiques pour le transport maritime. Note relative au champ d’application : spécifiquement pour le carton ondulé exporté par voie maritime.
« Influence des lignes de pliage analogiques et numériques sur les opérations mécaniques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/ . Des études de cas sur l'efficacité de la production d'emballages fournissent des données empiriques sur les gains de temps obtenus grâce à l'optimisation du rainurage par CAO . Rôle de la preuve : validation métrique ; type de source : étude de cas industrielle. Appui : le gain d'efficacité du rainurage paramétrique. Remarque : les gains de temps réels peuvent varier en fonction de la taille de l'unité.



