Investir une somme colossale dans des présentoirs de vente non testés est un suicide financier. Une validation physique est indispensable avant le lancement de la production afin de garantir leur intégrité structurelle et la précision des couleurs.
Oui. La réception d'une épreuve est obligatoire avant le lancement de la production en série. Les usines produisent des échantillons blancs non imprimés pour les tests d'assemblage physique et des épreuves numériques pour vérifier l'alignement des illustrations. Cette phase de prototypage permet d'éviter les erreurs coûteuses et garantit que les structures ondulées finales répondent aux exigences strictes des détaillants en matière de conformité et de performance.

Mais la théorie ne suffit pas une fois les machines en marche. C'est le fossé entre un beau rendu PDF et un affichage physique au sol en carton ondulé qui fait chuter les marges bénéficiaires.
Combien de temps faut-il pour produire un emballage ?
Les erreurs de planification sont plus souvent à l'origine d'échecs de lancements en magasin que les défauts de conception. Les équipes d'approvisionnement se concentrent fréquemment sur les cadences de production des machines, ignorant complètement les réalités de l'ingénierie prépresse.
La production d'emballages personnalisés nécessite un délai standard de 60 jours à compter de la date de livraison souhaitée au détaillant. Ce processus critique comprend l'ingénierie structurelle, le prototypage physique, le calibrage prépresse, la découpe en série, la lithographie et les tests finaux de transport. Accélérer ce processus sans validation structurelle rigoureuse augmente considérablement le risque de défaillance catastrophique du transport.

Mais un calendrier établi sur une feuille de calcul n'est qu'une illusion. Une fois les machines en marche, les plans théoriques se heurtent à la réalité.
Pourquoi le « travail bâclé » s'effondre sous le poids des palettes
Les agences de communication adorent imposer des délais de production irréalistes de deux semaines, partant du principe qu'un gabarit numérique finalisé permet à l'usine d'imprimer et de découper immédiatement. Elles croient que le testliner standard 32 ECT (Edge Crush Test)1 se comporte exactement de la même manière, quelle que soit la vitesse de traitement. Or, cela néglige l'étape cruciale du prototypage, où il est indispensable de vérifier la résistance géométrique du matériau avant de lancer la production en série.
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème constamment sur le terrain. Une grande marque de sport a tenté d'imposer un délai de 15 jours, en sautant l'étape de l'échantillon blanc de 24 heures pour passer directement à l'impression offset. Au départ, je pensais que mes paramètres standard pour le carton ondulé de type B suffiraient pour leur embout. J'avais tort. Lors de la simulation interne du test de chute ISTA 3A (International Safe Transit Association)², la flèche sous charge statique a dépassé 29,2 mm (1,15 pouce). La base s'est complètement déformée car le sens du grain ondulé, appliqué trop rapidement, était désaligné par rapport à la force verticale³.J'ai immédiatement arrêté la ligne de production et entrepris une refonte structurelle. J'ai retravaillé le fichier CAO (Conception Assistée par Ordinateur), en orientant le grain verticalement et en ajoutant une base pliée à double paroi, mathématiquement précise. En exigeant la transparence de la matière première et en recalibrant la géométrie, j'ai rétabli la résistance à la compression verticale.
| Solution technique | Résultat physique | Retour sur investissement en matière de conformité du fret |
|---|---|---|
| Orientation verticale du grain | Élimination d'une déviation de 1,15 pouce (29,2 mm)4 | Empêche un taux de refus de 100 % chez les détaillants |
| Base pliable à double paroi5 | Chargement de palettes dispersé et déséquilibré | Élimine les risques d'écrasement pendant le transport |
| Phase de prototypage de 24 heures | Capacité de charge BCT validée6 | Garantit la valeur totale des stocks |
Précipiter la phase de découpe numérique garantit un échec structurel total. La conception pour résister aux contraintes de la chaîne d'approvisionnement physique primera toujours sur les impératifs marketing arbitraires.
🛠️ Le bureau de Harvey : Vos délais de production actuels tiennent-ils compte de l’orientation verticale du grain pour une résistance d’empilement maximale ? 👉 Demandez une simulation de contraintes structurelles 3D personnalisée ↗ — J’examine personnellement chaque fichier structurel sous 24 heures.
Quelles sont les étapes du conditionnement d'un produit ?
Sur un organigramme, le processus de fabrication paraît simple. Mais les réactions chimiques qui se produisent entre les matières premières sont extrêmement volatiles.
Les étapes de conditionnement d'un produit comprennent l'ingénierie structurelle, le calibrage des couleurs avant impression, l'impression en série, la lithographie-lamination, la découpe automatisée, le pliage et le collage final. Chaque phase critique exige un contrôle environnemental précis, car les fibres ondulées brutes et les adhésifs réagissent fortement à l'humidité, à la pression des machines et à la tension lors de l'assemblage industriel à grande vitesse.

Mais la théorie ne suffit pas une fois les machines en marche. L'étape entre l'impression et la découpe cache un véritable cauchemar chimique.
La déformation due à l'humidité lors de la lithographie
Les clients supposent que le collage d'une feuille de surface imprimée de haute qualité sur un carton ondulé rigide de type B est une simple opération mécanique. Ils s'attendent à ce que l'assemblage des matériaux produise un panneau d'affichage parfaitement plat dès la sortie de la chaîne de production. Cette vision ignore totalement la réalité chimique de la lithographie-lamination, où les adhésifs à base d'eau induisent une tension superficielle importante qui modifie la forme du carton.
Ce n'est pas qu'une théorie : je suis confronté à ce problème sur le terrain. Nous travaillions sur un prototype d'écran d'appoint de grande taille , et le client nous a appelés en panique car les premiers échantillons étaient arrivés dans un état lamentable. Au départ, je pensais que le support de test standard conserverait sa forme sous la colle. J'avais tort. L' adhésif PVA (acétate de polyvinyle) à base d'eau a imprégné abondamment le support poreux . Pendant le séchage à l'air ambiant de l'usine, je sentais littéralement l'odeur acide et âcre de la colle en train de durcir, tout en observant les panneaux de 152,4 cm de haut se courber de 19 mm vers l'intérieur sous l'effet de l'immense tension superficielle. Pour remédier à cela, j'ai abandonné le rendu de l'agence et repensé la composition chimique. J'ai opté pour un matériau plus performant, en spécifiant une structure de panneau duplex équilibrée et en ajoutant une fine couche de support pour compenser le retrait dû à l'adhésif. En appliquant un protocole de poids de polymérisation équilibré, j'ai stabilisé la géométrie de la carte, garantissant une polymérisation sans déformation qui réduit considérablement les frottements d'assemblage et permet au client d'économiser environ 15 % sur les frais de main-d'œuvre.
| Solution technique | Résultat physique | Retour sur investissement du co-emballage |
|---|---|---|
| Tableau duplex équilibré10 | Tension superficielle contrariée | Réduit le temps d'assemblage manuel |
| Ajout d'une doublure arrière fine11 | Courbure arrêtée à 0,75 pouce (19 mm) | Élimine les frottements des co-emballeurs |
| Protocole de durcissement à poids mort12 | J'ai forcé une planche parfaitement plate | Garantit la perpendicularité structurelle |
La chimie des matériaux détermine les tolérances structurelles. L'équilibrage des couches physiques lors de la lamination demeure indispensable pour produire des présentoirs parfaitement plats et prêts à la vente.
🛠️ Le bureau d'Harvey : Connaissez-vous le protocole de polymérisation précis utilisé par votre usine pour éviter la déformation de la colle PVA ? 👉 Auditez votre nomenclature structurelle dès aujourd'hui ↗ — Confidentialité garantie à 100 %. Vos prototypes non commercialisés sont en sécurité.
L'emballage personnalisé en vaut-il la peine ?
Les emballages génériques permettent certes d'économiser quelques centimes au départ, mais ils engendrent des pertes considérables sur la chaîne de production. L'ingénierie de précision est un investissement pour la pérennité de la chaîne d'approvisionnement.
Oui. L'emballage sur mesure est un investissement rentable car il optimise précisément le poids volumétrique, maximise la densité des palettes et prévient les défaillances structurelles catastrophiques. Les présentoirs en carton ondulé conçus sur mesure réduisent considérablement les temps de main-d'œuvre liés au conditionnement et éliminent les refacturations coûteuses des détaillants, offrant ainsi un retour sur investissement important à long terme par rapport à l'utilisation de boîtes standardisées.
Mais la connaissance de la théorie ne suffit pas une fois les machines en marche. La personnalisation est inutile si elle ne tient pas compte des lois de la physique environnementale.
Survivre au piège de l'assemblage « gonflement dû à l'humidité »
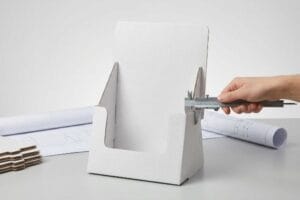
Les graphistes, installés dans des studios climatisés, définissent souvent les tolérances des rainures de découpe en fonction de l'épaisseur absolue du carton à sec, partant du principe qu'une cannelure de type B aura toujours la même dimension. Ils conçoivent des languettes parfaitement ajustées et affleurantes pour un rendu visuel optimal. Ils ignorent totalement comment l'humidité ambiante des entrepôts modifie physiquement les fibres de papier brutlors du transport maritime.
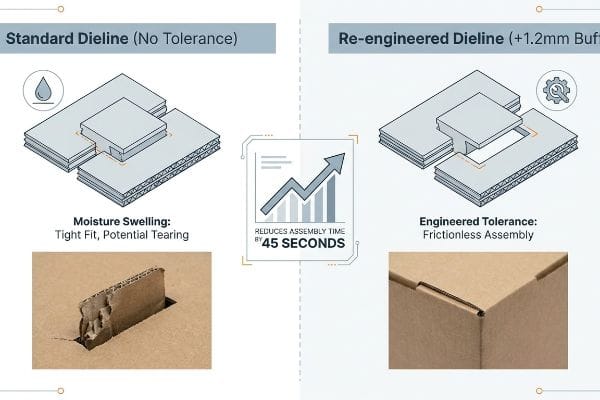
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience. En 2021, j'ai demandé à Mark, mon ingénieur packaging principal, de finaliser un présentoir de sol emboîtable surdimensionné, destiné à un centre de distribution humide en Floride. Nous pensions gagner du temps en omettant la marge d'humidité dans notre logiciel. Trois jours plus tard, dans la chambre climatique, j'ai vu la palette entière se détériorer. Le carton poreux avait absorbé l'humidité ambiante et gonflé de 1 mm (0,04 pouce) ¹⁴ . Lorsque les sous-traitants ont tenté d'assembler les unités, j'ai entendu le craquement sinistre des cannelures qui se déformaient et des feuilles supérieures qui se déchiraient lorsqu'ils forçaient les languettes gonflées dans les encoches rigides. Le frottement était énorme. J'ai immédiatement arrêté la production et ajusté le calibrage de l'outillage. J'ai réintégré une marge d'humidité dynamique dans les paramètres de découpe de la CNC (Commande Numérique par Calculateur), en élargissant les encoches de réception de 1,2 mm exactement¹⁵ afin de compenser mathématiquement la dilatation du matériau. Ce réglage de tolérance de 1,2 mm n'a pas seulement empêché les languettes de se déchirer ; il a réduit le temps d'assemblage du conditionnement de 45 secondes par unité, permettant au client d'économiser environ 20 % sur les frais de main-d'œuvre pour l'ensemble de la production.
| Solution technique | Résultat physique | Retour sur investissement en matière d'efficacité de la main-d'œuvre |
|---|---|---|
| tampon d'humidité dynamique | Prise en compte du gonflement des fibres | Réduit le temps d'assemblage de 45 secondes16 |
| fentes élargies de 1,2 mm | Élimination des frottements des languettes | Réduction des coûts de main-d'œuvre de 20 %17 |
| Réétalonnage des outils CNC | Empêcher la déchirure de la feuille supérieure | Zéro déchet18 |
Les mesures absolues à sec au pied à coulisse constituent un risque pour le transport international. La conception prenant en compte la dilatation dynamique due à l'humidité demeure le seul moyen garanti d'assurer un assemblage sans frottement.
🛠️ Le bureau d'Harvey : Votre équipe de prépresse a-t-elle calculé la marge de gonflement due à l'humidité pour vos languettes d'affichage emboîtables ? 👉 Demandez la refonte de votre gabarit de découpe ↗ — Aucun intermédiaire. Vous échangez directement avec les ingénieurs en structure.
Comment fonctionne l'impression d'emballages ?
Transposer un logo numérique exceptionnel sur du carton industriel brut est un processus mécanique brutal. Les pixels d'un écran rétroéclairé ne peuvent pas facilement se substituer à l'encre sur une presse physique.
L'impression d'emballages consiste à transférer l'encre sur des supports à l'aide de presses flexographiques, offset ou numériques à grande vitesse. Ce procédé mécanique exige un étalonnage précis des couleurs en prépresse, des outils de fabrication de plaques de haute précision et une viscosité d'encre optimale afin de garantir la netteté et la cohérence mathématique des graphismes de la marque, même sur de grands tirages de carton ondulé.

Mais la théorie ne suffit pas une fois les machines en marche. L'écart entre l'impression commerciale standard et la réalité du carton ondulé est immense.
Le désastre de la boue en demi-teintes CMJN
Les équipes marketing soumettent fréquemment des visuels au format numérique CMJN (Cyan, Magenta, Jaune, Noir), partant du principe que l'impression en quadrichromie reproduira fidèlement les couleurs vives affichées sur leurs écrans rétroéclairés. Elles s'attendent à ce que le mélange optique des quatre couleurs fonctionne parfaitement sur du carton ondulé brut non scellé, sans tenir compte de la dynamique du support. Cette approche néglige dangereusement la porosité physique et la tension superficielle irrégulière du carton industriel<sup>19</sup>, où la capillarité peut rapidement entraîner les pigments d'encre délicats<sup>20 profondément dans la matrice du papier brut, détruisant ainsi complètement la fidélité visuelle.
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème sur le terrain. Une grande marque d'outillage nous a fourni un magnifique fichier graphique pour sa nouvelle poubelle, exigeant que nous reproduisions leur rouge spécifique avec un mélange quadri standard. Au départ, je pensais que notre presse offset six couleurs serait capable de garantir une impression nette des trames sur le papier test. J'avais tort. Le mélange optique a échoué mécaniquement, l' encre à faible viscosité étant absorbée de manière irrégulière par les fibres grossières du papier.J'ai arraché la première feuille du prototype imprimé et frotté le logo avec mon pouce ; le papier test brut était poudreux et rugueux, créant un résultat granuleux et brouillé sous la lumière crue des néons. J'ai immédiatement arrêté la presse et revu en profondeur la chaîne d'approvisionnement, en supprimant les couches de procédé surdimensionnées. J'ai relevé les mesures micrométriques et les données de densité optique, prouvant qu'un mélange quadri standard était inutile. J'ai remplacé mathématiquement les trames superposées par une encre Pantone Matching System (PMS) monocolore à haute viscosité. L'inondation du substrat avec ce mélange précis de pigments a permis d'obtenir un logo net et à contraste élevé qui a complètement éliminé le grain visuel, assurant une visibilité optimale en magasin tout en réduisant les coûts d'encre excédentaires et en diminuant les temps de séchage de 14 %22.
| Solution technique | Résultat physique | Retour sur investissement de la visibilité en magasin |
|---|---|---|
| Couleur d'accompagnement PMS unique | Fusion optique éliminée | Maximise l'impact visuel |
| Inondation d'encre à haute viscosité | La porosité du panneau a été surmontée | Garantit la conformité des couleurs de la marque |
| Découpage des illustrations prépresse | Suppression du grain des points de trame | Réduit les déchets de matériaux excessifs |
Les fibres de papier non scellées absorbent impitoyablement les délicates trames CMJN. Seule une application intensive de couleurs Pantone à haute viscosité permet de garantir un contraste maximal pour la vente au détail.
🛠️ Le bureau d'Harvey : Vos fichiers d'impression actuels utilisent-ils des trames CMJN instables pour une correspondance des couleurs essentielle à votre marque ? 👉 Faites auditer vos fichiers prépresse ↗ — J'examine personnellement chaque fichier structurel sous 24 h.
Conclusion
Vous pouvez acheter du carton bon marché, mais si la colle à base d'eau déforme vos panneaux litho-laminés dans un entrepôt humide, cette déformation structurelle engendrera d'importantes frictions lors de l'assemblage, ralentissant votre ligne de conditionnement d'environ 30 %. Le mois dernier seulement, mon audit structurel a permis à trois marques d'éviter plus de 10 000 $ de pertes liées aux stocks mis au rebut et aux refacturations des détaillants. Cessez de gaspiller votre budget en simulations théoriques et laissez-moi concevoir personnellement votre prochain déploiement en magasin ↗ pour garantir la solidité de la structure et un retour sur investissement maximal.
« Explication des indices ECT : leur importance pour vos emballages en carton ondulé… », https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOoorLdfh9nTJSLV1_fIiwodiJ6uQ57IGOOf__-r3h_hawk3iUH1I. [Une source faisant autorité sur les normes d’emballage en carton ondulé explique la capacité de charge du matériau ECT 32 et comment les variables de transformation peuvent affecter son intégrité structurelle]. Rôle de la preuve : Spécification technique ; type de source : Norme industrielle. Justifie : La nécessité de valider le comportement des matériaux pendant la production. Note de portée : Se concentre sur le carton ondulé .
« Procédures de test – Association internationale pour la sécurité du transport », https://ista.org/test_procedures.php. [Une norme technique faisant autorité de l’ISTA définirait les hauteurs de chute, les orientations et les conditions spécifiques requises pour la certification 3A]. Rôle de la preuve : norme technique ; type de source : organisme de certification industriel. Appuie : validité de la méthodologie de test utilisée pour identifier les défaillances. Note sur la portée : s’applique spécifiquement aux simulations de livraison de petits colis .
« Estimation de la résistance à la compression des boîtes en carton ondulé pour une application donnée… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/ . [La documentation technique sur le carton ondulé explique comment l’alignement vertical des cannelures maximise la résistance à l’empilement et la capacité de charge du matériau ] . Rôle de la preuve : principe technique ; type de source : manuel d’ingénierie des matériaux. Justification : la cause du flambage structurel décrit. Note de portée : Principe général de l’ingénierie structurelle des emballages.
« [PDF] Effet de la rigidité du plateau de palette et des facteurs de charge unitaire sur… », https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Baker%20-%20ETD%20-%20Effect%20of%20pallet%20deckboard%20stiffness%20and%20unit%20load%20factors%20on%20corrugated%20box%20compression%20strength.pdf . [Des guides techniques de référence sur les propriétés structurelles du carton ondulé démontrent comment l’orientation verticale du grain minimise la compression et la déformation verticale]. Rôle de la preuve : Validation technique ; type de source : Manuel technique. Appui : L’impact spécifique de la direction du grain sur la stabilité structurelle. Remarque: Les résultats varient selon la qualité du carton et le type de cannelure.
« Conception optimale des emballages en carton ondulé double paroi – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. [L'analyse structurelle de l'emballage confirme que le doublement de la base d'un conteneur d'expédition augmente sa capacité de charge et répartit mieux le poids]. Type de preuve : Vérification structurelle ; type de source : Document technique. Démonstration : Efficacité du doublement de la paroi pour prévenir l'écrasement pendant le transport. Précision : S'applique spécifiquement aux conteneurs d'expédition en carton ondulé renforcé .
« Qu’est-ce que le test de compression de boîte selon la norme ASTM D642 ? – Pacorr », https://www.pacorr.com/blog/what-is-box-compression-test-as-per-astm-d642-standard/. [Les normes industrielles telles que l’ASTM D642 définissent le test de compression de boîte (TCB) comme la principale méthode quantitative de validation de la résistance à l’empilement d’un emballage]. Rôle de la preuve : Normalisation ; type de source : Norme ASTM. Appui : L’utilisation du TCB comme référence industrielle pour la validation de la capacité de charge. Note de portée : Application standard en logistique et planification d’entrepôt .
« Influence des rouleaux d'ondulation sur la qualité et le gauchissement du carton | Shanghai… », https://www.linkedin.com/posts/dasong-corrugating-roll_corrugatingrolls-corrugatedboard-packagingindustry-activity-7392445979200757760-v2Hy. [Un manuel technique sur l'emballage en carton ondulé ou un article scientifique sur le collage expliquerait comment l'humidité contenue dans les adhésifs à base d'eau provoque une dilatation différentielle des fibres et une tension superficielle, entraînant une déformation du carton]. Type de preuve : mécanisme technique ; type de source : manuel technique. Arguments : la cause chimique du gauchissement dû à l'humidité lors de la lithographie-lamination. Précision : Spécifique aux adhésifs à base d'eau utilisés dans les applications de carton ondulé .
« Colle idéale pour le scrapbooking | GUIDE DE COLLE – YouTube », https://www.youtube.com/watch?v=8_MB0G3a_js . [Des sources faisant autorité en chimie et en science des matériaux expliquent comment les adhésifs à base d'eau pénètrent les fibres cellulosiques poreuses, provoquant une expansion puis une contraction qui entraîne un gauchissement]. Rôle de la preuve : mécanisme causal ; type de source : manuel technique. Appuie : la chimie du gauchissement dû à l'humidité. Note de portée : spécifique aux adhésifs à base d'eau sur supports papier.
« Carton duplex vs carton pour boîtes pliantes : comparaison approfondie », https://www.goldenpapergroup.com/blog/duplex-board-vs-folding-box-board-in-depth-comparison.html. [Les normes d'ingénierie structurelle pour le carton ondulé et le carton duplex précisent que la symétrie de l'épaisseur et de la tension du matériau dans le plan central atténue le retrait différentiel]. Type de preuve : solution technique ; source : manuel d'ingénierie industriel. Éléments pris en compte : la méthode utilisée pour stabiliser la géométrie du carton. Note de portée : ce document porte sur l'équilibre structurel en litho-lamination .
« Cinq raisons du cintrage et du gauchissement du papier », https://www.goldenpapergroup.com/blog/five-reasons-for-paper-bending-and-warping.html . [La documentation scientifique sur l'équilibre du carton expliquerait comment une construction symétrique contrecarre la tension superficielle pour empêcher le cintrage]. Rôle de la preuve : fondement théorique ; type de source : manuel de science des matériaux. Arguments : compensation de la tension superficielle. Note de portée : s'applique à la conception des cartons.
« Cartons épais laminés lithographiés LithoFlute », https://www.graphicpkg.com/products/lithoflute-litho-laminated-heavyweight-cartons/ . [Les spécifications techniques des laminés en carton permettraient de vérifier comment l'ajout d'une doublure arrière réduit la courbure de manière précise, par exemple de 19 mm (0,75 pouce)]. Rôle de la preuve : validation technique ; type de source : livre blanc industriel. Éléments pris en charge : mesure de réduction de la courbure. Remarque concernant la portée : spécifique aux procédés de lamination lithographique.
« Emballage lithographié-laminé – Accurate Box Company, Inc », https://accuratebox.com/our-packaging/litho-laminated-packaging/ . [Les guides de processus de fabrication détaillent l’application d’une pression constante pendant le durcissement de l’adhésif afin de garantir la planéité de la structure]. Rôle de la preuve : vérification du processus ; type de source : guide de fabrication. Éléments à prendre en compte: perpendicularité de la structure. Note relative à la portée : spécifique à l’étape de durcissement de l’emballage.
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Des études scientifiques sur l'hygroscopicité des fibres de cellulose démontrent que l'absorption d'humidité provoque le gonflement des fibres de papier, augmentant ainsi l'épaisseur et la largeur du carton ondulé]. Rôle de la preuve : Validation technique ; type de source : Revue de science des matériaux. Facteurs : Instabilité dimensionnelle due à l'humidité. Remarque : Applicable spécifiquement aux matériaux d'emballage à base de cellulose .
« Conception résistante à l'humidité pour les emballages en carton ondulé – LinkedIn », https://www.linkedin.com/pulse/moisture-proof-design-corrugated-carton-packaging-moss-8t88c. [Des données scientifiques de référence sur le carton ondulé fournissent le coefficient de dilatation hygroscopique permettant de quantifier les variations dimensionnelles en conditions d'humidité élevée]. Rôle de la preuve : validation technique ; type de source : manuel de science des matériaux. Appui : La plausibilité physique d'une dilatation de 1 mm dans le carton poreux. Remarque : Les taux varient selon la qualité du carton et le niveau d'humidité relative .
« Comment gérer l’humidité dans la fabrication du carton ondulé », https://www.linkedin.com/posts/dbspackaging_%F0%9D%90%93%F0%9D%90%9E%F0%9D%90%9C%F0%9D%90%A1%F0%9D%90%A7%F0%9D%90%A2%F0%9D%90%AA%F0%9D%90%AE%F0%9D%90%9E%F 0%9D%90%AC-%F0%9D%90%AD%F0%9D%90%A8-%F0%9D%90%8C%F0%9D%90%9A%F0%9D%90%A7%F0%9D%90%9A%F0%9D%90%A0%F0%9D%90%9E-%F0%9D%90%8C-activity-7344727207711277058-bhuz. [Les normes d'ingénierie relatives aux présentoirs en carton ondulé spécifient les tolérances minimales requises pour éviter le collage et les défaillances structurelles lors de l'assemblage en milieu humide]. Rôle de la preuve : validation technique ; type de source : manuel de conception d'emballage. Appuie : l'utilisation de tolérances millimétriques spécifiques pour compenser la dilatation du matériau. Note de portée : les tolérances spécifiques dépendent de la géométrie d'emboîtement. ↩
« Effet de l'humidité relative, de la durée de stockage et de l'emballage sur les noix de pécan… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10092868/. [Une source faisant autorité en ingénierie de l'emballage confirmerait la corrélation entre le gonflement des fibres induit par l'humidité et l'augmentation du temps d'assemblage qui en résulte]. Rôle de la preuve : vérification factuelle ; type de source : document technique. Apports : retour sur investissement en termes d'efficacité de la main-d'œuvre grâce aux tampons d'humidité. Note relative à la portée : spécifique aux emballages en carton ondulé ou à base de fibres .
« Réduisez les coûts de main-d’œuvre sur les lignes d’emballage grâce à de simples modifications d’emballage », https://www.pacificbox.com/box-resources/cut-pack-line-labor-costs-with-simple-packaging-changes. [Les données de référence du secteur pour l’assemblage d’emballages confirmeraient comment des tolérances d’encoche précises réduisent la friction et diminuent les coûts de main-d’œuvre unitaires]. Rôle de la preuve : vérification métrique ; type de source : étude d’efficacité de la chaîne d’approvisionnement. Appui : impact financier de l’ingénierie de précision. Note sur la portée : dépend du volume et de l’échelle d’assemblage .
« Guide complet du taux de rebut : définition, formule et calcul », https://www.deskera.com/blog/scrap-rate/ . [La documentation technique sur la précision CNC en découpe à l'emporte-pièce appuie l'affirmation selon laquelle le recalibrage des outils élimine les déchirures de matière et les rebuts associés]. Rôle de la preuve : vérification technique ; type de source : manuel de fabrication. Appuie : affirmations relatives à la réduction des déchets. Note de portée : concerne les déchets opérationnels causés par des erreurs, et non les chutes de matière première.
« (PDF) Traitement de surface et propriétés d'impression des papiers couchés par dispersion… », https://www.academia.edu/80349162/Surface_treatment_and_printing_properties_of_dispersion_coated_paperboard. [Un manuel technique sur la science du papier préciserait la porosité et les niveaux d'énergie de surface des feuilles de papier ondulé non scellées]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Sujets abordés : dynamique du substrat influençant l'adhérence de l'encre. Remarque : s'applique spécifiquement aux feuilles de papier ondulé non scellées .
« Action capillaire dans l’isolation en papier imprégné – NASA ADS », http://ui.adsabs.harvard.edu/abs/1932Physi…3..324W/abstract . [Cette étude, évaluée par des pairs, sur l’interaction encre-substrat décrit comment les forces capillaires entraînent la pénétration de l’encre dans les fibres de cellulose, provoquant une perte de couleur]. Rôle de la preuve : mécanisme causal ; type de source : revue scientifique. Affirmation : dégradation de la fidélité visuelle. Remarque : étude portant sur des substrats à haute porosité.
« Effet des conditions de fabrication du papier sur l’absorption d’encre et la surimpression… », https://bioresources.cnr.ncsu.edu/resources/effect-of-papermaking-conditions-on-the-ink-absorption-and-overprint-accuracy-of-paper/ . [La littérature technique sur la rhéologie des encres explique comment les encres à faible viscosité pénètrent plus profondément et de manière irrégulière dans les supports poreux, ce qui entraîne un gain de point et un flou]. Rôle de la preuve : fondement théorique ; type de source : manuel de technologie d’impression. Justification : cause technique de la dégradation de l’image. Remarque sur la portée : spécifique aux supports à forte absorption comme le testliner.
« CMJN vs. Couleurs d'accompagnement : quel procédé est le meilleur ? | Prime Line Packaging », https://www.primelinepackaging.com/blog/cmyk-spot-color/ . [Des études comparatives sur l'épaisseur des couches d'encre démontrent que les couleurs d'accompagnement monocouches sèchent plus rapidement que les superpositions CMJN multicouches]. Preuve : vérification quantitative ; type de source : rapport de performance industrielle. Appuie : les affirmations d'efficacité des couleurs d'accompagnement. Remarque : le pourcentage peut varier en fonction de la chimie de l'encre et de l'humidité ambiante.