
Vous avez investi des milliers de dollars dans votre image de marque, mais si votre emballage ressemble à un simple cube d'expédition brun, les consommateurs passeront tout simplement leur chemin.
Une boîte découpée à l'emporte-pièce est une solution d'emballage fabriquée avec précision à l'aide de gabarits en acier spécialisés ou de tables industrielles automatisées permettant d'emboutir des formes personnalisées, des languettes d'emboîtement et des lignes de pliage. Ce procédé évolutif transforme des matériaux plats en carton ondulé en présentoirs 3D complexes et structurellement homogènes destinés à la vente au détail.

Cependant, comprendre la définition de base n'est que la première étape. Pour survivre à la logistique impitoyable des grandes surfaces, il faut comprendre comment ces structures sur mesure sont concrètement conçues en usine.
Que sont les boîtes découpées à l'emporte-pièce ?
La plupart des marques supposent qu'une boîte personnalisée est simplement un carton plié avec un joli logo imprimé à l'extérieur.
Les boîtes découpées à l'emporte-pièce sont des emballages hautement personnalisables, obtenus en découpant du carton ondulé dans des lames d'acier tranchantes. Contrairement aux boîtes à rabats classiques, ces contenants spécifiques nécessitent des gabarits uniques pour créer des angles complexes, des fenêtres sur mesure et des systèmes de fermeture sécurisés qui éliminent le besoin de ruban adhésif d'emballage externe.
La magie n'opère pas dans l'imprimerie ; elle opère au département de génie structurel où les mathématiques rencontrent la fibre de papier brute.
L'ingénierie cachée derrière l'emballage personnalisé
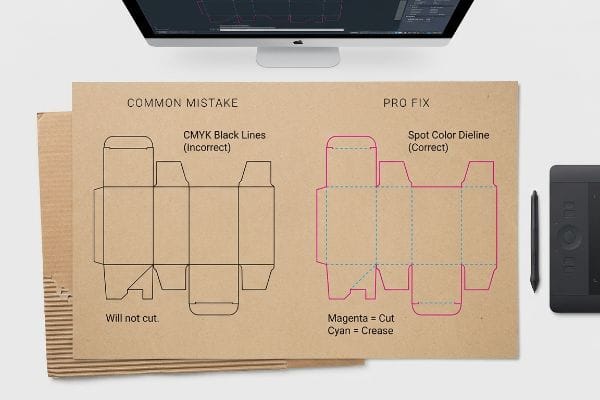
Lorsqu'on débute, on a souvent tendance à croire que chaque trait numérique dessiné à l'écran se traduira automatiquement en une découpe physique. Une approche courante chez les débutants consiste à concevoir d'abord un joli graphisme extérieur, puis à simplement tracer des contours noirs par-dessus pour indiquer où la boîte doit se plier ou s'emboîter.
Je sais que vous êtes un peu perdu face à ce schéma, car je vois des graphistes expérimentés commettre exactement la même erreur chaque semaine. Vous soumettez un fichier avec des lignes noires CMJN (Cyan, Magenta, Jaune et Noir) standard pour définir votre boîte personnalisée. Mais ici, à l'usine, nos tables de découpe CAO (Conception Assistée par Ordinateur) automatisées ne reconnaissent pas l'encre noire visuelle¹.Si vous n'attribuez pas ces traits à des couleurs d'accompagnement mécaniques précises²,la machine CNC (Commande Numérique par Calculateur) fusionne simplement vos lignes de découpe avec le calque de l'illustration. Le résultat est frustrant : vous recevez un lot important de cartons magnifiquement imprimés, mais sans aucune découpe physique, obligeant votre équipe d'emballage à chercher frénétiquement des cutters tandis que le bruit mécanique et désagréable de la fraiseuse résonne en arrière-plan.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation du noir CMJN pour les lignes de découpe | Attribuer une couleur magenta à 100 % | Prévient le gaspillage des matières premières |
| Utiliser des lignes pointillées pour les plis | Attribuer 100 % de cyan au pliage | Empêche les fissures de la couche supérieure |
| Conception graphique avant la structure | Verrouiller le fichier CAO sur le calque inférieur | Élimine les défauts d'alignement structurels |
J'intercepte systématiquement ces fichiers lors de la prépresse afin de convertir ces traits de base en couleurs d'accompagnement mécaniques, garantissant ainsi que les lames de la machine s'engagent correctement sur le support tout en préservant la qualité de vos impressions.
🛠️ Le bureau d'Harvey : Vous hésitez sur le format de vos illustrations (impression à l'encre ou découpe) ? 👉 Laissez-moi examiner votre fichier ↗ — Accès direct à mon bureau. Zéro spam commercial, promis.
Quelle est la différence entre la découpe à l'emporte-pièce et la Cricut ?
De nombreuses marques émergentes tentent de prototyper en interne leurs propres structures de vente au détail à l'aide de machines artisanales grand public.
La différence entre la découpe à l'emporte-pièce et la Cricut réside principalement dans l'échelle industrielle. Alors qu'une Cricut fonctionne comme un traceur de bureau léger pour les matériaux fins, la découpe à l'emporte-pièce industrielle utilise une pression mécanique importante ou des tables automatisées industrielles pour découper avec force des panneaux de carton ondulé double cannelure épais destinés à la grande distribution.

Le prototypage à son bureau est un excellent exercice créatif, mais transposer cette idée à l'échelle de 500 magasins nécessite un tout autre type de machinerie.
De l'atelier artisanal à la production industrielle de masse
Il est courant pour les startups de créer une belle maquette réduite de leur présentoir à l'aide d'un traceur de bureau et de papier cartonné léger. Vous présentez cette miniature parfaite à votre prochaine réunion de direction, et tout le monde suppose que vous êtes prêts à lancer la production en série.
J'adore voir cette énergie entrepreneuriale, mais je dois toujours ramener mes clients à la réalité lorsqu'ils me présentent un prototype en carton fin. Un traceur grand public se contente de faire glisser une petite lame sur du papier plat. Dans mon atelier, lorsque nous devons produire un échantillon blanc résistant 24 heures pour un grand distributeur , nous utilisons une imposante table de découpe numérique Kongsberg. Celle-ci ne se contente pas de faire glisser une lame ; elle utilise un outil oscillant à haute fréquence qui émet un crissement aigu et strident lorsqu'il découpe avec force les cannelures denses du carton ondulé 32ECT (test de résistance à l'écrasement des bords). Une machine de bureau ne peut pas calculer mathématiquement la tolérance de pliage d'un carton de 3 mm d'épaisseur, c'est pourquoi le passage d'un fichier artisanal à un gabarit industriel nécessite souvent une refonte complète de la structure.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dessiner sur du papier cartonné fin | Prototype sur banc d'essai réel6 | Garantit une capacité de poids précise |
| En négligeant l'épaisseur du circuit imprimé | Appliquer les tolérances de pliage paramétriques7 | Permet un assemblage sans frottement |
| Mise à l'échelle directe des fichiers 2D d'artisanat | Reconstruire avec un logiciel 3D professionnel | Empêche le flambement structurel8 |
Je teste toujours ces prototypes préliminaires sur notre table d'échantillonnage industrielle, afin de m'assurer que le matériau ondulé épais se plie et se verrouille correctement avant de dépenser le moindre dollar en outillage de masse.
🛠️ Bureau d'Harvey : Craignez-vous que votre prototype de bureau ne se déforme soudainement lorsque nous passerons à du carton ondulé industriel haute résistance ? 👉 Demandez un échantillon blanc ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Pourquoi les appelle-t-on découpes ?
La terminologie peut paraître incroyablement déroutante si vous n'avez jamais mis les pieds dans une imprimerie commerciale.
On les appelle découpes à l'emporte-pièce car le procédé de fabrication repose sur un outil physique : une planche de bois spéciale munie de lames d'acier tranchantes comme des rasoirs et de rainures émoussées. Cet outillage sur mesure agit comme un emporte-pièce géant, estampant avec précision des matériaux plats pour leur donner des formes structurelles fonctionnelles sous une pression extrême.

La plupart des responsables de marques ne voient jamais les outils physiques qui servent à fabriquer leurs boîtes, ce qui entraîne une énorme incompréhension quant à la manière dont ces structures sont reproduites au fil du temps.
La réalité physique du dé à règles d'acier
Lorsqu'on paie des frais d'outillage uniques pour sa campagne d'emballage, on a souvent tendance à croire qu'on achète un moule métallique permanent et indestructible, conçu pour durer éternellement. Les acheteurs s'attendent généralement à pouvoir réutiliser exactement le même fichier structurel trois ans plus tard sans aucune perte de précision ni de vitesse d'assemblage.
Permettez-moi de vous emmener sur la chaîne de production et de vous montrer ce qui se passe réellement lorsqu'on essaie de réutiliser de vieux outils. Votre matrice n'est pas en acier massif ; c'est un assemblage de lames métalliques martelées à la main dans du contreplaqué brut et poreux . Lorsque les équipes d'approvisionnement tentent de faire des économies en réutilisant une matrice qui a passé huit mois dans un entrepôt humide, j'assiste au désastre. Le support en bois absorbe l'humidité et se déforme légèrement , ce qui désaligne les lames. Lorsque le bruit sourd et puissant de la presse mécanique frappe le panneau, la découpe n'est pas nette. On obtient des bords de papier irréguliers et des languettes de verrouillage mal alignées, ce qui double le temps de pliage pour votre équipe de conditionnement et, au final, ruine vos marges de main-d'œuvre.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Réutilisation de vieux plateaux de découpe en bois | Mettre en œuvre un nouveau protocole d'outillage | Garantit des bords nets et précis |
| Stockage des matrices dans des zones humides | Gravure laser de nouvelles matrices par lot | Empêche le mauvais alignement des languettes |
| Ignorer l'émoussement de la lame | Imposer des lames neuves en acier | Réduit considérablement le temps de conditionnement |
J'élimine complètement ce risque de dégradation en imposant un protocole d'outillage neuf, en gravant au laser une toute nouvelle carte de matrice pour chaque série de production en série afin de garantir un pliage impeccable de vos boîtes.
🛠️ Le bureau de Harvey : Vos anciens cartons de réapprovisionnement se déchirent-ils soudainement aux coins ou votre équipe logistique met-elle plus de temps à les assembler ? 👉 Demandez un audit d'outillage ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur ajoutée.
À quoi ressemble une découpe à l'emporte-pièce ?
Il est tentant de regarder une belle image 3D numérique sur son écran et de supposer que le processus de fabrication physique sera tout aussi propre et prévisible.
Une découpe ressemble à un grand puzzle géométrique plat, doté de périmètres extérieurs continus pour la découpe et de rainures intérieures pour le pliage. Avant assemblage, on y distingue des languettes de verrouillage précises, des fentes judicieusement placées et des marges de fond perdu étendues, garantissant ainsi que l'impression s'enroule parfaitement autour de chaque bord.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que d'énormes plaques de matériau commencent à défiler physiquement sur le tapis roulant.
Pourquoi les marges d'impression standard ne fonctionnent pas en usine
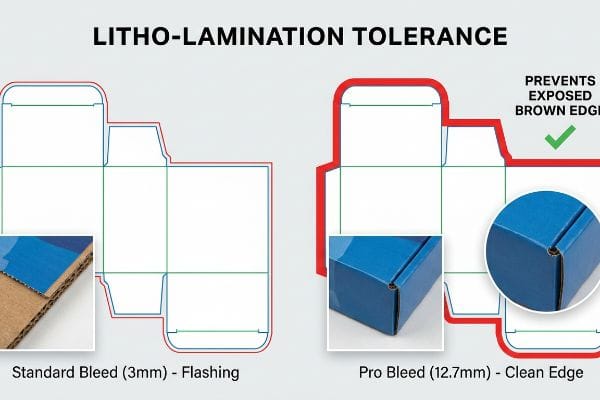
De nombreux graphistes appliquent des marges de fond perdu standard pour l'impression commerciale, généralement autour de 3,17 mm (0,125 pouce) , à leurs fichiers d'emballage personnalisés. Ils supposent que les mêmes règles utilisées pour l'impression de cartes de visite ou de brochures fines s'appliquent sans problème aux emballages en carton ondulé épais destinés à la vente au détail.
Obtenir un rendu impeccable avec un fichier de conception numérique est facile, mais la réalité est tout autre lorsque je supervise la lithographie-lamination pour le déploiement de 5 000 unités en magasin. Dans mon atelier, je constate régulièrement que des fichiers magnifiquement conçus échouent lamentablement, car les acheteurs négligent les tolérances mécaniques des machines de collage automatisées. La lithographie-lamination consiste à coller la feuille imprimée sur des cannelures épaisses en carton ondulé à l'aide d'une colle PVA (acétate de polyvinyle) liquide. Lors du montage à grande vitesse, je mesure le décalage physique du papier, qui se déplace naturellement. Un fond perdu standard de 3 mm est totalement insuffisant. L'adhérence de la colle liquide tire sur la feuille, et soudain, la matrice frappe en dehors de la zone imprimée. Résultat : des bavures disgracieuses, des bords de carton brun brut apparents qui recouvrent le rebord avant de votre présentoir cosmétique, ruinant instantanément l'image de marque.
Le mois dernier, j'ai analysé les données d'alignement prépresse pour prouver à un client qu'il n'avait pas besoin de changer d'usine ; il lui suffisait d'une marge de fond perdu minimale et rigoureuse de 12,7 mm (0,5 pouce) au-delà de la ligne de coupe. En imposant cette marge de fond perdu très stricte, j'ai éliminé mathématiquement tout risque de décalage de la lamination, évitant ainsi tout risque de bavure et épargnant au client un taux de rejet catastrophique de 15 % lors des contrôles qualité.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de marges de sécurité standard de 3 mm | Appliquer un minimum de 12,7 mm de marges de sécurité. | Cache le carton brun exposé |
| En ignorant le décalage de la machine à plastifier13 | Prolongez l'œuvre au-delà de toutes les lignes de partition | Préserve l'intégrité des éléments graphiques de la marque |
| Impression directe sur le bord coupé | Créer des filets de sécurité techniques | Élimine les rejets liés au contrôle qualité en magasin |
Je refuse catégoriquement les fichiers de prépresse qui ne respectent pas ce seuil de fond perdu important, obligeant les équipes de conception à étirer leurs arrière-plans pour que votre campagne survive aux réalités physiques de la fabrication automatisée.
🛠️ Le bureau d'Harvey : Savez-vous si le fichier graphique de votre graphiste actuel dispose d'une marge de sécurité mécanique suffisante pour résister à la lithographie haute vitesse ? 👉 Envoyez-moi votre fichier de découpe ↗ — Je vérifierai la robustesse du calcul avant que vous n'investissiez votre budget dans une production en série.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais si un décalage lors de la lithographie révèle des bords ondulés bruts sur un présentoir haut de gamme, cela engendre des frictions importantes en magasin, ralentissant la chaîne de production d'environ 30 % et anéantissant instantanément la marge bénéficiaire de votre campagne. Voici la fiche technique exacte utilisée par mes 10 principaux clients du secteur de la distribution pour garantir zéro rejet d'impression. Ne vous fiez plus aux tolérances mécaniques : laissez-moi analyser vos fichiers structurels grâce à mon Audit de découpe gratuit ↗ afin de détecter les défauts de bord critiques avant le lancement.
« CMJN vs. Couleurs d'accompagnement vs. Impression en quadrichromie simulée », https://www.screenprinting.com/blogs/news/cmyk-vs-spot-vs-simulated-process-whats. [Les manuels techniques des traceurs de découpe numérique précisent que les machines identifient les tracés de découpe par des couleurs d'accompagnement spécifiques plutôt que par les valeurs d'encre CMJN]. Type de preuve : spécification technique ; type de source : manuel d'utilisation. Sujet : L'incapacité des tables CAO à reconnaître le noir visuel comme une commande de découpe. Remarque : Spécifique aux systèmes de découpe numérique automatisés .
« Que signifie la découpe à l'emporte-pièce ? Le processus de découpe à l'emporte-pièce dans l'impression d'étiquettes », https://www.bluelabelpackaging.com/blog/die-cut-mean/. [Les guides industriels de conception d'emballages structurels expliquent l'utilisation de désignations de couleurs d'accompagnement uniques pour communiquer les lignes de découpe et de pliage aux machines CNC]. Rôle de la preuve : norme technique ; type de source : guide industriel. Appuie : l'exigence d'attribution mécanique de couleurs d'accompagnement dans les fichiers de production. Note de portée : s'applique aux flux de production professionnels d'impression et de découpe .
« CONCEPTION STRUCTURELLE DES PRÉSENTATEURS POUR LE COMMERCE DE DÉTAIL INTERACTIF… », https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/. [Les guides de conception industrielle pour l'emballage préconisent souvent l'utilisation de prototypes physiques basse fidélité pour la validation préliminaire du concept. Rôle de la preuve : validation procédurale ; type de source : manuel industriel. Appui : l'utilisation de prototypes à échelle réduite pour la validation de la conception. Note relative au champ d'application : s'applique à la phase conceptuelle du développement des présentoirs de vente au détail.] ↩
« Kongsberg Ultimate – La solution de découpe la plus productive pour… », https://www.kongsbergsystems.com/en/cutting-systems/tables/ultimate/overview . [La documentation technique des fabricants d'équipements industriels confirme l'utilisation d'outils oscillants pour la découpe de supports ondulés denses.] Élément de preuve : spécification technique ; type de source : manuel du fabricant. Points forts : distinction entre les mécanismes de découpe grand public et industriels. Précision : spécifique aux tables de découpe numériques haut de gamme.
« [PDF] Rigidité en flexion du carton ondulé », https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf . [Les normes d'ingénierie de l'emballage fournissent des formules pour calculer la tolérance de pliage afin de tenir compte de l'épaisseur du matériau lors des opérations de pliage.] Rôle de la preuve: métrique technique ; type de source : norme industrielle. Justifie : la nécessité de modifications structurelles lors du passage des prototypes à la production industrielle. Note relative au champ d'application : applicable aux matériaux en carton ondulé et en carton renforcé.
« Papier Testliner | Inviker », https://inviker.com/en/paper-packaging/testliner-paper/ . [Les normes industrielles pour la fabrication du carton ondulé précisent que l’utilisation de poids réels de doublure lors du prototypage est nécessaire pour valider l’intégrité structurelle et la capacité de charge]. Rôle de la preuve : norme industrielle ; type de source : guide de fabrication. Appuie : l’avantage du prototypage sur des matériaux de qualité industrielle plutôt que sur du papier cartonné. Note de portée : Se réfère aux couches extérieures du carton ondulé.
Tutoriel SOLIDWORKS – Boîte en carton ondulé utilisant de la tôle, https://www.youtube.com/watch?v=OLcQhg5W5IY. [Les manuels techniques d'emballage expliquent que le calcul des tolérances de pliage en fonction de l'épaisseur du matériau est essentiel pour un pliage et un ajustement précis]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Justifie : l'exigence de tolérances paramétriques pour garantir un assemblage sans frottement. Remarque : s'applique spécifiquement aux supports rigides ou semi-rigides .
« Prédiction des comportements de flexion, de flambement et de vibration libre de structures 3D… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8745964/ . [Les guides d’analyse structurale démontrent que la modélisation 3D prend en compte les contraintes matérielles et volumétriques que la mise à l’échelle 2D ignore, réduisant ainsi le risque de flambement]. Rôle de la preuve : justification technique ; type de source : guide d’ingénierie structurale. Appuie : la nécessité de reconstruire les fichiers 2D d’origine dans un logiciel 3D professionnel. Note de portée : porte sur les structures porteuses d’affichage commercial.
« Matrices de découpe en acier : introduction, utilisations et avantages », https://fremontcuttingdies.com/steel-rule-dies-101-intro-uses-benefits/. [Ce guide technique sur la production par découpe explique la construction physique des matrices de découpe en acier, notamment leur intégration dans le contreplaqué]. Rôle de la preuve : vérification factuelle ; type de source : manuel technique. Supports : matériaux de construction. Note de portée : ce document porte sur les matrices de découpe en acier .
« Performance d'un adhésif rigide et d'un adhésif flexible dans les assemblages de bois… », https://research.fs.usda.gov/treesearch/30498 . [La littérature scientifique sur les matériaux confirme que le contreplaqué poreux est sujet à une expansion hygroscopique et à un gauchissement lorsqu'il est exposé à l'humidité] . Rôle de la preuve : explication causale ; type de source : manuel d'ingénierie. Appui : effet de l'humidité sur l'outillage. Note de portée : comportement générique du contreplaqué appliqué aux matrices.
« Comment déterminer la marge de fond perdu à utiliser ? », https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use. [Les manuels d'impression professionnels et les normes de conception graphique préconisent une marge de fond perdu de 3,175 mm (0,125 pouce) pour les projets d'impression commerciaux afin de tenir compte des variations de rognage]. Niveau de preuve : norme industrielle ; type de source : guide technique. Justifie : la norme de la marge de fond perdu de 3,175 mm (0,125 pouce). Remarque : norme pour les impressions 2D, peut varier pour les grands formats .
« Pourquoi le fond perdu est-il si important ? – Shanghai DE Printed Box », https://www.deprintedbox.com/blog/why-bleed-important-in-printing/ . Les normes de l’industrie de l’emballage spécifient des largeurs de fond perdu minimales pour compenser les décalages de repérage lors de la découpe de supports épais. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appuie : la recommandation d’augmenter les marges de fond perdu. Note sur le champ d’application : s’applique spécifiquement aux présentoirs en carton grand format.
« Repérage en impression : qu’est-ce que c’est ? Tolérance – Sticky Business », https://www.stickybusiness.com/blog/what-does-registration-shift-mean. La documentation technique des machines de lamination industrielles explique la dérive mécanique inhérente et le décalage du substrat qui se produisent lors de l’application du film. Élément de preuve : mécanisme technique ; type de source : documentation machine. Justifie : la nécessité d’étendre le visuel au-delà des lignes de pré-impression. Remarque : la variation de décalage dépend de la précision de la machine et de la tension du matériau .



