De nombreux responsables de marques perdent des milliers d'euros car ils traitent les fichiers de conception comme de simples images. Comprendre les aspects mathématiques de votre emballage est indispensable pour réussir dans l'environnement concurrentiel des grandes surfaces.
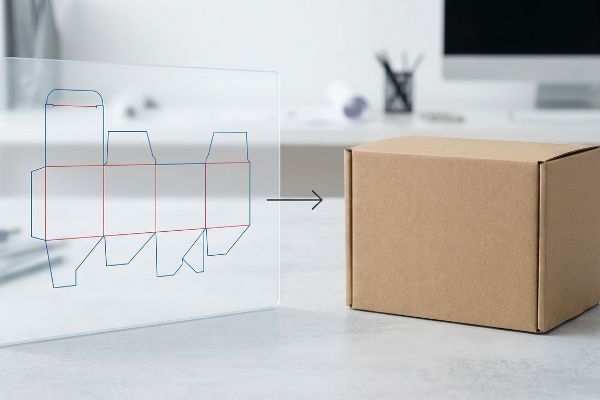
Un vecteur est un élément mathématique caractérisé par une magnitude et une direction, largement utilisé en physique, en biologie et en infographie. Contrairement aux grilles de pixels statiques, ces trajectoires directionnelles offrent une évolutivité infinie, constituant ainsi l'architecture fondamentale pour la conception de structures de haute précision dans la fabrication moderne.
Connaître la définition théorique n'est que le point de départ. Lors du passage d'un écran numérique à une immense chaîne de production, ces définitions abstraites déterminent si votre présentoir résistera au transport ou s'effondrera, engendrant un fardeau financier considérable.
Qu'est-ce qu'une définition simple d'un vecteur ?
Si votre graphiste utilise des outils web basiques pour créer les visuels, vous vous dirigez déjà vers un piège.
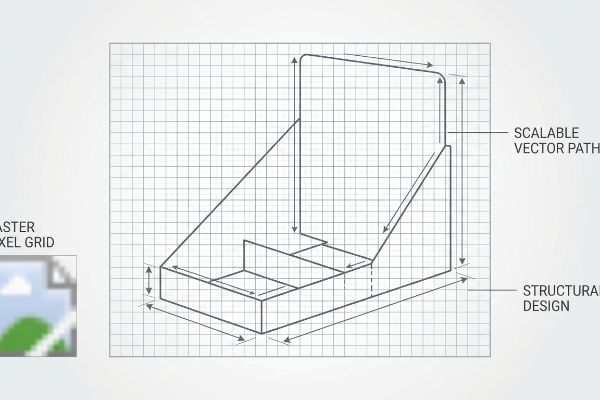
Une définition simple du format vectoriel repose sur des trajectoires géométriques (lignes, courbes et formes) calculées par des équations mathématiques plutôt que par des pixels individuels. Ce format garantit une netteté optimale des plans de structure quelle que soit leur taille, permettant ainsi aux machines à commande numérique d'effectuer des découpes précises sans perte de précision dimensionnelle.
Bien que cela puisse sembler un concept purement créatif, cela devient une contrainte physique importante dès l'instant où l'on essaie de construire un présentoir de charge dynamique de 2 500 lb (1 133 kg) pour Costco.
Pourquoi la rastérisation de vos tracés vectoriels détruit la capacité de chargement des magasins
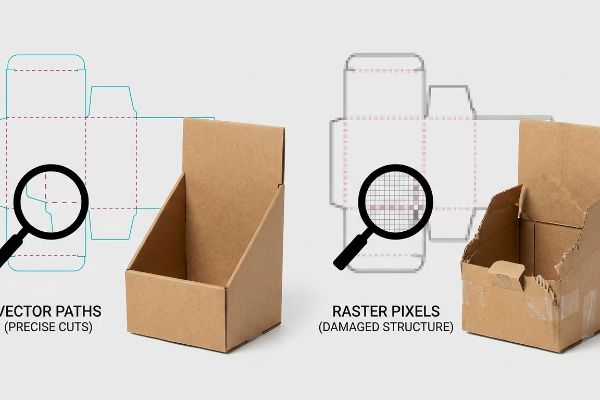
L'approche classique des débutants en conception d'affichage consiste à considérer le gabarit comme une simple indication visuelle. Nombre de startups confient un modèle structurel à des graphistes juniors qui l'importent directement dans des outils web basiques basés sur la pixellisation. Ils ajoutent leur logo, aplatissent le fichier et exportent une image standard, en supposant que l'usine saura « déterminer » où plier le carton.
Je sais que vous êtes perdu face à cette structure en carton, car 80 % de mes clients commettent exactement la même erreur lors de leur première production. Lorsque vous utilisez des outils raster en ligne, le logiciel génère par défaut des lignes pixellisées et discontinues au lieu de tracés mathématiquement fermés¹.J'ai récemment vu un vendeur s'épuiser pendant 15 minutes à forcer l'ouverture d'un onglet complexe, car le fichier original avait été pixellisé, ce qui avait complètement détruit les tolérances de pliage prévues par la CAO (Conception Assistée par Ordinateur)². Le frottement du carton kraft vierge épais de 32 ECT était si important que les fibres du papier ont commencé à se déchirer bruyamment, obligeant le vendeur à utiliser un ruban adhésif transparent disgracieux qui a nui à l'image de marque. Si vous cherchez simplement l'emballage le moins cher pour expédier du vide, je ne suis pas la personne qu'il vous faut. Nous exigeons un protocole d'ancrage PDF verrouillé, où la structure technique reste intacte sur la couche inférieure tandis que les graphismes sont appliqués en toute sécurité par-dessus.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Aplatissement des contours structurels dans Canva. | Utilisation des calques d'ancrage PDF ArtiosCAD verrouillés3. | Assure un verrouillage parfait des languettes. |
| En ignorant les limites d'épaisseur des panneaux pliés. | Application automatisée des tolérances de pliage du pied à coulisse4. | Gain de 25 secondes sur le temps d'assemblage. |
| Exportation des chemins de pixels non joints. | Conserver les couches structurelles comme de pures courbes mathématiques5. | Empêche les déchirures des coutures du carton. |
En bloquant les calculs de base, je garantis que vos présentoirs pré-remplis s'assemblent sans aucune friction et sont parfaitement d'équerre à chaque fois.
🛠️ Le bureau d'Harvey : Vos designers écrasent-ils accidentellement des calculs structurels essentiels dans leurs outils web ? 👉 Laissez-moi examiner votre gabarit ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Qu'est-ce qu'un vecteur en biologie ?
Ne laissez pas un présentoir au design soigné devenir un vecteur de contamination croisée pendant la production.
En biologie, un vecteur est un organisme, généralement un insecte piqueur ou une tique, qui transmet une maladie ou un parasite d'un animal ou d'une plante à un autre. Ces vecteurs biologiques contournent les défenses naturelles de l'organisme, introduisant discrètement des agents pathogènes directement dans des écosystèmes vulnérables et clos.

Bien que nous n'ayons pas affaire à des moustiques sur la chaîne de production, le concept de « vecteur » reflète parfaitement la manière dont une contamination particulaire invisible s'infiltre dans les chaînes d'approvisionnement pourtant considérées comme propres.
Les vecteurs de contamination cachés dans la fabrication du carton ondulé
La plupart des équipes d'approvisionnement partent du principe que le carton fraîchement imprimé est intrinsèquement propre et prêt pour le conditionnement. Elles valident les épreuves visuelles et expédient immédiatement les présentoirs emballés à plat à un centre de distribution pour y être chargés de biens de consommation sensibles, ignorant complètement les sous-produits microscopiques du processus de fabrication lui-même⁶.
Dans mon usine, le vecteur le plus dangereux n'est pas biologique ; il s'agit de la poussière de carton ondulé générée mécaniquement. Lorsque les matrices de découpe en acier rapide percent les couches de testliner brut, elles produisent une quantité considérable de fines particules de papier qui adhèrent au carton par électricité statique. Même les concepteurs les plus expérimentés négligent souvent ce point faible lors du lancement de campagnes pour les produits de grande consommation. J'ai dû une fois arrêter toute une chaîne de production alimentaire car la poussière de découpe, granuleuse et poudreuse, avait recouvert les plateaux intérieurs, agissant comme un vecteur physique qui transférait des résidus de fabrication directement sur l' emballage alimentaire primaire. Pour éviter cela, nous utilisons un système d'aspiration à haute puissance et des lames à air comprimé directement sur les tables de découpe, ce qui permet d'éliminer efficacement la poussière chargée d'électricité statique des feuilles avant même leur empilage sur une palette.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Expédition de panneaux découpés non nettoyés. | Obligation d’extraction par le vide et de lames d’air7. | Préserve l'état impeccable des emballages alimentaires primaires. |
| Utilisation de rouleaux statiques standard. | Application de barres antistatiques sur la ligne8. | Empêche la poussière d'adhérer aux écrans. |
| Sans tenir compte des limites de débris sur le sol de l'usine. | Isolation complète des zones de découpe de qualité alimentaire. | Élimine les refacturations liées à la propreté auprès de la FDA et des détaillants9. |
En éliminant ces supports physiques à la source, je garantis que vos bacs promotionnels arriveront parfaitement propres et prêts à être immédiatement mis en rayon.
🛠️ Le bureau d'Harvey : Craignez-vous que des poussières microscopiques provenant de votre usine ne contaminent votre prochain produit alimentaire ? 👉 Demandez un audit de contamination ↗ — Téléchargement sécurisé. N'hésitez pas à me contacter si vous avez des questions.
Que sont les vecteurs en physique ?
Ignorer les forces invisibles de la gravité dans votre chaîne d'approvisionnement est le moyen le plus rapide de ruiner le lancement d'un produit.
En physique, les vecteurs sont des grandeurs mathématiques qui possèdent à la fois une magnitude et une direction précises, comme la vitesse, l'accélération ou la force. En mécanique appliquée, l'analyse de ces grandeurs permet aux ingénieurs de calculer avec exactitude comment les charges externes et la gravité affectent la stabilité d'un objet.
Dans le monde de l'emballage, nous manipulons constamment les forces physiques, en particulier en canalisant la pression verticale intense des palettes déséquilibrées loin de vos marchandises fragiles.
Application des vecteurs physiques aux charges BCT (essai de compression de boîte)
L'approche classique de conception structurelle pour débutants se concentre exclusivement sur les dimensions extérieures d'une boîte. Les marques calculent le nombre d'unités pouvant tenir sur une palette GMA standard,mais elles ignorent complètement les propriétés physiques internes du matériau, supposant que tous les cartons épais possèdent exactement la même résistance.
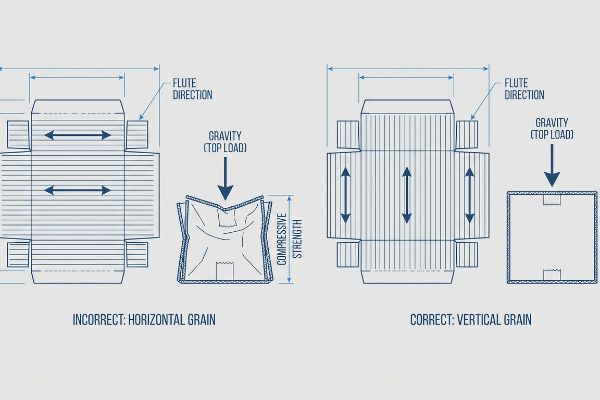
Imaginez les cannelures du carton ondulé comme des piliers architecturaux miniatures ; elles sont conçues pour résister à la gravité, et non à la pression latérale<sup>11</sup>. C’est un piège courant, même pour les équipes d’approvisionnement les plus expérimentées, lorsqu’elles tentent d’optimiser leurs gabarits de découpe pour économiser 5 % sur le coût du papier. En faisant pivoter horizontalement le gabarit pour insérer davantage d’unités sur une seule feuille, elles modifient accidentellement le sens du grain du papier. J’ai testé physiquement ces conceptions défectueuses et j’ai entendu le craquement sinistre des cannelures écrasées lorsqu’une charge de 90 kg (200 lb) a provoqué le flambage de toute la couche inférieure. Pour éviter cela, nous orientons rigoureusement le sens du grain à la verticale, garantissant ainsi que la force de compression s’aligne exactement avec le vecteur structurel de la cannelure B et maximisant la résistance à l’écrasement des bords (ECT)<sup>12 sans ajouter de coûteux supports en plastique.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Emboîter les lignes de découpe horizontalement pour économiser du papier. | Imposer une orientation verticale stricte des grains13. | Empêche l'écrasement de l'écran inférieur. |
| Négliger la direction de la force de compression. | Aligner les cannelures parallèlement au poids de la charge supérieure. | Augmente la résistance globale de l'empilement de 40 %14. |
| Utiliser des planches plus épaisses et plus chères. | Optimisation de l'architecture granulaire existante. | Permet de réduire les coûts des matériaux tout en améliorant la durabilité. |
L'adéquation des propriétés physiques naturelles du matériau avec la charge gravitationnelle garantit la survie de vos présentoirs lors du transport brutal jusqu'aux rayons des magasins.
🛠️ Le bureau de Harvey : Votre usine actuelle modifie-t-elle ses gabarits de découpe pour économiser quelques centimes au détriment de la solidité de vos pièces ? 👉 Obtenez une analyse gratuite de physique des structures ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur ajoutée.
Qu'est-ce qu'un exemple de vecteur ?
Créer un beau graphisme sur votre écran ne sert absolument à rien si les machines de production ne peuvent pas interpréter votre intention.
Dans le secteur manufacturier, un exemple de vecteur est le tracé de découpe en couleur directe utilisé pour guider les tables de découpe automatisées. Ces coordonnées directionnelles précises indiquent aux lames mécaniques où découper, plier ou perforer des supports épais avec exactitude, sans jamais avoir recours à une interprétation visuelle des pixels.
Mais la théorie ne suffit pas une fois les machines en marche. Si l'on transmet des données visuelles standard à une table de routage industrielle, le système se bloquera, entraînant des retards de production catastrophiques.
Pourquoi les vecteurs CMJN échouent-ils en production ?
Dans mon atelier, je vois régulièrement des agences de création brillantes soumettre de magnifiques gabarits utilisant des lignes noires standard CMJN (Cyan, Magenta, Jaune, Noir) pour indiquer où le présentoir physique doit être plié ou coupé. Elles partent du principe que, puisque la ligne est mathématiquement nette et visible sur leur PDF, l'équipement de l'usine saura automatiquement comment l'interpréter.
Il ne s'agit pas que de théorie : je le constate en test lorsqu'un fichier numérique, pourtant censé être parfait, fait planter notre logiciel de prépresse. Les tables de découpe CNC (Commande Numérique par Calculateur) et les graveuses laser pour plaques ne reconnaissent pas les traits CMJN ; elles ne réagissent qu'aux noms de couleurs d'accompagnement spécifiques associés à des vecteurs d'outils<sup>16</sup>. Lorsqu'un graphiste utilise des lignes noires génériques, le logiciel RIP de la machine intègre directement ces découpes critiques au calque de l'illustration. Il m'est arrivé d'entendre le sifflement aigu de la tête de fraisage se déplacer dans le vide, près d'une table de découpe Kongsberg, car la machine détectait un contour noir imprimé sans recevoir la moindre instruction mécanique pour engager la lame. Nous interceptons ces fichiers et imposons une conversion stricte en amont, en convertissant tous les tracés structurels en magenta à 100 % pour la découpe et en cyan à 100 % pour le rainage, isolant ainsi complètement les aspects mécaniques des aspects esthétiques.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de lignes noires standard pour les découpes. | Attribution de couleurs d'accompagnement strictes (magenta/cyan)17. | Élimine les erreurs des tables de découpe automatisées. |
| Fusion des éléments artistiques et des couches structurelles. | Isolation des trajectoires d'outillage dans le RIP de prépresse18. | Évite les vilaines lignes noires imprimées sur les bords bruts. |
| S'appuyer sur l'interprétation manuelle de l'opérateur. | Automatisation du protocole de mappage des outils CNC19. | Réduit le temps d'échantillonnage de plusieurs heures. |
En imposant ce mappage vectoriel de couleur d'accompagnement, je garantis que les lames CNC s'engagent sur la carte avec une précision de 0,11 pouce (2,79 mm), réduisant ainsi le temps de réglage de la machine de 42 secondes par unité et éliminant un gaspillage massif tout au long de la production.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais lorsque ce fichier structurel pixellisé et non assemblé arrive sur la table de découpe, ralentissant la chaîne d'assemblage automatisée d'environ 30 % à cause des découpes irrégulières, les frottements qui en résultent anéantiront complètement la marge bénéficiaire de votre projet. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Cessez de deviner les tolérances machine et laissez-moi analyser personnellement vos fichiers grâce à mon audit gratuit de pré-production ↗ afin de détecter ces erreurs vectorielles invisibles avant le lancement de la production en série.
« Différence entre les graphiques vectoriels et les graphiques raster », https://platt.edu/blog/difference-vector-graphics-raster-graphics/. [La documentation technique sur les formats de conception graphique explique que les images raster sont composées de pixels, tandis que les graphiques vectoriels utilisent des équations mathématiques pour créer des tracés fermés]. Rôle de la preuve : Vérification technique ; type de source : Documentation logicielle. Sujet traité : La différence fondamentale entre les sorties raster et vectorielles. Note sur la portée : Application générale aux logiciels de conception .
« Pourquoi la déduction de pliage et la tolérance de pliage sont différentes ? », https://1cutfab.com/blogs/news/why-bend-deduction-and-bend-allowance-are-not-the-same?srsltid=AfmBOorwYTR6StPjyEwJcXgcs0fft8RommhEHt11BI-mAi8DqY3uZMR9. [Les normes d'ingénierie de l'emballage détaillent la précision des trajectoires vectorielles requises pour calculer avec exactitude les tolérances de pliage des matériaux ondulés]. Rôle de la preuve : Vérification technique ; type de source : Manuel d'ingénierie. Sujet : Défaillance structurelle causée par la pixellisation des lignes de découpe. Note de portée : Spécifique à la conception d'emballages industriels .
« [PDF] Guide de l’utilisateur d’ArtiosCAD Enterprise 18 – Documentation produit », https://docs.esko.com/docs/en-us/artioscadenterprise/18/userguide/pdf/ACE18_UserGuide.pdf. [Une source faisant autorité en matière de conception d’emballages structurels expliquerait comment les couches d’ancrage d’ArtiosCAD maintiennent une géométrie précise pour le verrouillage des languettes lors du processus de fabrication]. Rôle de la preuve : vérification technique ; type de source : documentation logicielle ou manuel d’ingénierie d’emballage. Appui : L’avantage d’utiliser des outils de CAO spécialisés plutôt que des outils graphiques pour les tracés de découpe. Remarque sur la portée : Spécifique au logiciel ArtiosCAD .
« [PDF] Planification automatisée des processus de pliage de tôles », https://publications.ri.cmu.edu/storage/publications/pub_files/pub1/kim_kyoung_k_1998_1/kim_kyoung_k_1998_1.pdf . [Les normes d'ingénierie de l'emballage démontrent comment le calcul des tolérances de pliage en fonction de l'épaisseur du carton optimise l'efficacité de l'assemblage physique]. Type de preuve : vérification empirique ; type de source : étude d'ingénierie industrielle ou manuel d'emballage. Ce document met en évidence l'impact de tolérances de pliage précises sur la vitesse d' assemblage. Remarque : les gains de temps spécifiques peuvent varier selon l'échelle du produit.
« Comment créer un tracé de découpe personnalisé pour les images vectorielles et raster… », https://www.youtube.com/watch?v=d7s3CuJGn4s. [La documentation technique sur la découpe CNC et la fabrication de matrices explique que les courbes mathématiques vectorielles garantissent des découpes nettes et continues, évitant ainsi les déchirures structurelles du carton]. Rôle de la preuve : explication technique ; type de source : document technique de fabrication. Justification : Nécessité des vecteurs pour l’intégrité structurelle. Remarque sur le champ d’application : S’applique aux machines de découpe automatisées .
« Survie des micro-organismes d’altération et pathogènes sur le carton… », https://pmc.ncbi.nlm.nih.gov/articles/PMC5743701/. [Une source technique faisant autorité identifierait les particules, produits chimiques ou contaminants microbiens spécifiques générés lors du processus d’impression et de découpe du carton ondulé. Rôle de la preuve : vérification factuelle ; type de source : rapport d’hygiène industrielle ou étude de fabrication. Appuie : l’affirmation selon laquelle les matériaux d’emballage agissent comme vecteurs de contamination. Note sur la portée : se concentre sur la phase de production du carton ondulé. ]
« Lames d'air | Séchoirs et souffleurs industriels – Republic Manufacturing », https://www.republic-mfg.com/air-knives.html. [Les manuels techniques industriels spécifient l'utilisation de systèmes d'aspiration et de lames d'air pour éliminer les particules et la poussière des matériaux ondulés découpés]. Rôle de la preuve : spécification technique ; type de source : norme industrielle ; Appui : efficacité de la méthode de nettoyage ; Remarque : l'efficacité dépend de la pression d'air et de la puissance d'aspiration utilisées .
« Emballage antistatique et ses avantages pour votre entreprise », https://www.industrialpackaging.com/blog/anti-static-packaging-and-how-it-can-benefit-your-business . [La littérature scientifique et technique sur l'électrostatique confirme que les barres de décharge ionisantes neutralisent les charges de surface des substrats afin d'empêcher l'attraction des contaminants aéroportés]. Rôle de la preuve : principe scientifique ; type de source : manuel technique ; support : méthode de prévention de la poussière ; remarque : l'efficacité varie selon la conductivité du matériau.
« Statut réglementaire des composants d’un matériau en contact avec les aliments – FDA », https://www.fda.gov/food/packaging-food-contact-substances-fcs/determining-regulatory-status-components-food-contact-material. [Les Bonnes Pratiques de Fabrication (BPF) actuelles de la FDA relatives aux substances en contact avec les aliments établissent des normes de propreté dont le non-respect entraîne des sanctions réglementaires ou des pénalités financières contractuelles de la part des détaillants]. Rôle de la preuve : conformité réglementaire ; type de source : réglementation gouvernementale ; arguments : risque de sanctions financières ; remarque concernant la portée : les montants précis des refacturations sont généralement régis par des accords privés avec les fournisseurs .
« [PDF] Palettes en bois de type GMA de 40 pouces – Station de recherche du Sud », https://www.srs.fs.usda.gov/pubs/VT_Publications/05t10.pdf . [Un document de référence de la Grocery Manufacturers Association définirait les dimensions exactes et les exigences structurelles de ce type de palette.] Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appui : identification précise de l’unité d’expédition mentionnée. Note sur la portée : axé sur les normes logistiques nord-américaines.
« Carton ondulé – Talkpkg », http://www.talkpkg.com/Learning-Center/Mat-Tech/corrugated/corrugated.htm . [Les guides de référence en ingénierie de l'emballage expliquent que les cannelures du carton ondulé offrent une résistance à la compression maximale lorsque la charge est appliquée parallèlement au sens des cannelures]. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Supports : conception structurelle des cannelures du carton ondulé. Note de portée : s'applique aux supports ondulés standard.
« Nouvelle configuration d'essai d'écrasement des bords améliorée par la mesure de la déformation en champ complet… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8510352/. [Les normes techniques d'organismes tels que TAPPI détaillent comment l'orientation des cannelures et du grain du papier par rapport à la force de compression détermine la valeur ECT]. Rôle de la preuve : vérification métrique ; type de source : norme industrielle. Appuie : relation entre l'orientation du grain et la capacité de charge. Note de portée : spécifique aux essais sur carton ondulé .
« Estimation de la résistance à la compression des boîtes en carton ondulé pour une application donnée… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/ . [Les normes d'ingénierie de l'emballage précisent que l'orientation verticale du grain maximise la capacité de charge du carton ondulé lors de l'empilage] . Rôle de la preuve : principe technique ; type de source : manuel universitaire. Apports : intégrité structurelle des présentoirs inférieurs. Note de portée : s'applique spécifiquement aux emballages en carton ondulé.
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . [Les données techniques sur la compression du carton ondulé confirment l’augmentation en pourcentage de la capacité de charge lorsque les cannelures sont alignées parallèlement au vecteur de force vertical]. Rôle de la preuve : validation quantitative ; type de source : spécification technique industrielle. Appuie : l’avantage de l’alignement des cannelures. Note de portée: le pourcentage précis peut varier en fonction de la qualité du carton et du profil des cannelures.
« CMJN vs. Couleurs d'accompagnement : quel procédé est le meilleur ? – Prime Line Packaging », https://www.primelinepackaging.com/blog/spot-color-vs-cmyk-understanding-the-differences-and-choosing-the-right-method-for-your-packaging/ . [Les directives techniques de prépresse expliquent que les machines de découpe automatisées interprètent les valeurs CMJN comme de l'encre imprimable et non comme des trajectoires d'outil, ce qui nécessite l'utilisation de couleurs d'accompagnement pour les tracés de découpe]. Type de preuve : spécification technique ; type de source : manuel de l'industrie de l' imprimerie. Sujet : distinction entre les couleurs d'impression et les instructions mécaniques. Remarque : s'applique spécifiquement aux systèmes de découpe CNC et numériques.
« CMJN vs. Couleurs d'accompagnement : quel procédé est le meilleur ? | Prime Line Packaging », https://www.primelinepackaging.com/blog/cmyk-spot-color/. [Un manuel technique pour les systèmes de découpe industriels détaille comment les canaux de couleurs d'accompagnement sont interprétés comme des instructions mécaniques plutôt que comme des données raster visuelles]. Rôle de la preuve : spécification technique ; type de source : documentation du fabricant. Justifie : l'exigence de couleurs d'accompagnement pour l'interprétation machine. Note de portée : Spécifique aux flux de travail des logiciels RIP dans la fabrication industrielle .
« Que signifie la découpe à l’emporte-pièce ? Le processus de découpe à l’emporte-pièce dans l’impression d’étiquettes », https://www.bluelabelpackaging.com/blog/die-cut-mean/ . [Les normes industrielles de prépresse précisent que l’attribution de couleurs d’accompagnement uniques aux lignes de découpe permet aux tables de découpe de distinguer l’outillage du visuel]. Rôle de la preuve : validation technique ; type de source : norme industrielle ; Appui : utilisation de couleurs d’accompagnement pour l’outillage ; Remarque sur le champ d’application : s’applique aux systèmes de découpe automatisés.
« [PDF] Spécifications prépresse – Graphic Packaging International », https://www.graphicpkg.com/custom-content/uploads/2023/08/prepress-specifications-Eng.pdf . [Documentation technique pour les processeurs d'images raster (RIP) détaillant comment la séparation des calques structurels empêche l'affichage de données techniques non imprimables sur le document final]. Rôle de la preuve : spécification technique ; type de source : manuel logiciel ; Objectif : prévention des impressions accidentelles sur les bords bruts ; Remarque : spécifique aux flux de production RIP.
« Comment configurer la détection automatisée d'événements pour réduire les temps d'arrêt imprévus des machines CNC… », https://www.jitbase.com/blog/automated-downtime-detection-cnc-setup. [Des études de cas sur l'automatisation des machines CNC dans la production d'emballages montrent une réduction significative du temps d'échantillonnage et de prototypage grâce à l'élimination de l'interprétation manuelle par l'opérateur]. Preuve : indicateur de performance ; type de source : étude de cas ; arguments : réduction du temps d'échantillonnage ; remarque : les résultats varient en fonction du rendement de la machine .



