
Se lancer dans les grandes surfaces signifie se battre pour être visible dans des allées bondées, où chaque centimètre carré d'espace en rayon est âprement disputé et où les emballages standards se perdent tout simplement.
Un présentoir Sidekick PDQ (Pretty Darn Quick) est un présentoir compact, stratégiquement placé en bout de rayon ou sur un comptoir pour stimuler les achats impulsifs. Très visibles, ces présentoirs secondaires permettent de contourner les allées principales encombrées et offrent aux marques la possibilité de capter immédiatement l'attention des clients dans les zones de passage les plus fréquentées du magasin.

Mais comprendre le fonctionnement de base de ces unités ne représente que la moitié du chemin ; savoir comment les concevoir structurellement pour assurer leur durabilité est ce qui garantit réellement votre emplacement en magasin.
Qu'est-ce qu'un Sidekick dans le commerce de détail ?
Vous ne pouvez pas simplement deviner les dimensions d'un portant et espérer que le gérant du magasin lui trouve une place un samedi matin chargé.
Un présentoir de bout de rayon est un dispositif suspendu standardisé, conçu spécifiquement pour être intégré en tête de gondole. Fixé solidement aux rayonnages existants grâce à des supports ou des crochets universels, ce système optimise l'espace vertical en plaçant les produits à forte marge à hauteur des yeux, sans empiéter sur la surface au sol.

Trouver le point d'équilibre géométrique optimal est le seul moyen d'éviter un rejet immédiat au quai de réception.
La règle de normalisation 48×14
Même les designers les plus expérimentés négligent souvent les contraintes spatiales strictes des têtes de gondole dans les grandes surfaces, partant du principe qu'ils peuvent concevoir un présentoir suspendu sur mesure adapté à n'importe quel volume de produits à expédier. Ils élaborent des maquettes filaires surdimensionnées et créatives, qui paraissent superbes sur une maquette numérique, mais qui, physiquement, gênent la circulation dans les allées adjacentes.
Je constate constamment ce problème lorsque les marques tentent d'installer de force un présentoir suspendu de 508 mm (20 pouces) de large sur une tête de gondole. Dès qu'un client pressé heurte le bord avec son chariot, le support en carton ondulé se déchire, éparpillant la marchandise et provoquant un refus immédiat du détaillant. Pour y remédier, j'applique rigoureusement la règle des 48 x 14 : 1219 mm (48 pouces) de hauteur maximumet précisément 355 mm (14 pouces) de largeurunpositionnement parfaitement aligné dans la zone de sécurité du détaillant, réduisant ainsi le temps d'installation à quelques secondes et éliminant les frottements qui incitent les vendeurs à jeter votre campagne à la poubelle.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception d'unités suspendues surdimensionnées de 20 pouces de large | Limiter la largeur à exactement 14 pouces3 | Empêche les collisions de chariots d'achat |
| Estimation des limites de dégagement vertical | Hauteur maximale du couvercle : 48 pouces4 | Assure la compatibilité universelle des embouts |
| Utilisation de panneaux arrière à simple paroi fragiles | épines ondulées à double paroi d'ingénierie5 | S'arrête de se déchirer sous le poids de la charge utile |
Je ne laisse jamais un client finaliser les illustrations tant que la structure filaire ne correspond pas strictement à cette empreinte spatiale de 48×14, car une ingénierie parfaitement à l'échelle est le seul moyen de garantir que votre campagne survive à la brutale réalité physique des allées des grands magasins.
🛠️ Le bureau de Harvey : Vous craignez que les dimensions de votre présentoir suspendu ne soient pas refusées par le responsable du magasin ? 👉 Laissez-moi examiner vos spécifications ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Qu'est-ce qu'un présentoir PDQ ?
La rapidité est primordiale en magasin, ce qui signifie que votre emballage doit passer du carton d'expédition au plateau de présentation presque instantanément.
Un présentoir PDQ est un plateau de rayon prêt à l'emploi, conçu spécifiquement pour une mise en place rapide en magasin. Ces présentoirs compacts sont livrés entièrement préchargés en produits, permettant aux vendeurs de simplement retirer le carton d'expédition extérieur et de placer l'unité de vente autonome directement sur l'étagère en quelques secondes.
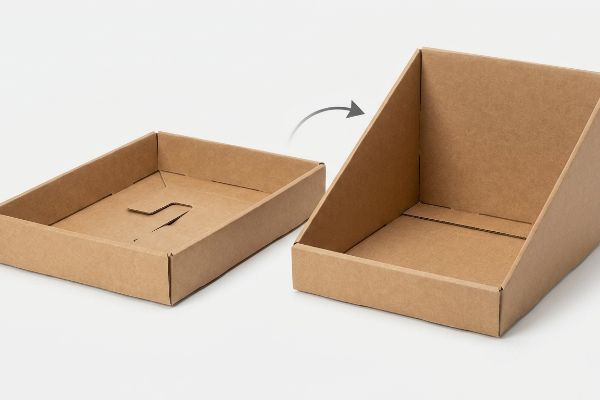
Mais sortir ce plateau de son emballage sans abîmer les graphismes imprimés nécessite un contrôle précis du frottement structurel.
Le mandat d'assemblage zéro frustration
De nombreuses équipes d'approvisionnement se procurent des plateaux bon marché, livrés à plat, qui nécessitent un pliage manuel complexesur le lieu de vente, négligeant complètement l'aspect pratique de ce format. Elles supposent que les vendeurs ont le temps et la patience de déchiffrer des systèmes de fermeture compliqués, tout en travaillant à un rythme soutenu.
C'est un piège courant qui touche même les équipes d'approvisionnement les plus expérimentées : les employés se retrouvent à lutter pendant dix minutes avec une languette en carton récalcitrante avant de finalement la scotcher avec un ruban adhésif transparent disgracieux qui nuit à l'image de marque. Dans mon usine, j'élimine cette corvée en concevant des plateaux modulaires pré-encollés avec des fonds à verrouillage automatique. Il suffit d'appuyer sur les coins opposés, et le clic net et satisfaisant du fond qui se verrouille en un carré parfait à 90 degrés indique que le plateau est prêt à être chargé. Ce passage du pliage manuel à l'automatisation du pré-encollage réduit le temps d'assemblage du conditionnement d'environ 30 %<sup>7</sup>, diminuant drastiquement les coûts de main-d'œuvre et garantissant une présentation impeccable.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Reposant sur des languettes de pliage manuelles complexes | Utilisation de semelles anti-collage pré-encollées8 | Réduit considérablement le temps d'assemblage |
| Fourniture de plateaux plats non montés aux magasins | Expédition de formats préremplis prêts à la vente9 | Permet un placement instantané sur l'étagère |
| Utiliser du ruban adhésif d'emballage transparent visible | points de verrouillage internes cachés de conception10 | Préserve l'esthétique haut de gamme de la marque |
Je refuse que les marques expédient des boîtes à puzzle complexes vers les points de vente, car obliger un vendeur surchargé de travail à assembler votre emballage garantit que votre produit finira endommagé en réserve.
🛠️ Le bureau d'Harvey : Vos vendeurs abîment-ils vos plateaux imprimés en essayant d'ouvrir de force les languettes récalcitrantes ? 👉 Améliorez vos structures ↗ — Téléchargement sécurisé. Ma boîte de réception est ouverte si vous avez des questions.
Quels sont les cinq types d'écrans ?
L'élaboration d'une stratégie de merchandising complète nécessite le déploiement de différents formats structurels pour capter l'attention des consommateurs dans diverses zones distinctes du magasin.
Les cinq types de présentoirs comprennent les présentoirs de sol, les présentoirs de comptoir, les présentoirs sur palette, les présentoirs latéraux et les plateaux de rayonnage. Chaque format distinct répond à une stratégie spatiale spécifique, déterminant si une marque capte le flux de clients dans les allées principales, stimule les achats impulsifs aux caisses ou domine la visibilité en bout de gondole dans les points de vente.

Connaître les catégories est facile, mais comprendre les règles juridiques et logistiques strictes qui régissent l'endroit où chaque type peut exister physiquement est essentiel.
Comprendre les limites de zonage de l'ADA et de la GMA
Les marques mettent souvent en avant un concept très modulable, où une structure au sol imposante peut être réduite de moitié pour servir de comptoir de caisse. Elles ignorent les règles juridiques et logistiques strictesqui imposent la séparation de ces deux zones physiques sur le marché de détail américain.
Imaginez essayer de garer un poids lourd dans une place de parking compacte : les proportions et les limites légales ne sont tout simplement pas compatibles. Je vois fréquemment des acheteurs tenter de réduire la hauteur d'un présentoir de sol pour en faire un terminal de point de vente (TPV), pour se rendre compte ensuite que la nouvelle hauteur dépasse largement la plage de conformité stricte de 381 à 1219 mm (15 à 48 pouces) de portéeavant¹². Lorsqu'un vendeur essaie de placer ce présentoir non conforme sur le comptoir, la résistance du panneau arrière surdimensionné bloque le terminal de transaction, ce qui entraîne son retrait immédiat. Je résous ce problème en séparant définitivement les flux techniques : les présentoirs de sol sont ancrés à l' empreinte de palette GMA¹³pour la logistique lourde, tandis que les présentoirs de comptoir respectent strictement les normes de portée humaine, vous évitant ainsi des frais de non-conformité catastrophiques.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Unités de plancher rétractables pour comptoirs | Conception de structures de registre dédiées | Empêche le blocage des terminaux de transaction |
| Ignorant les limites légales de portée avant14 | Ancrage strictement à une hauteur de 48 pouces15 | Garantit la conformité totale des caisses |
| Utilisation de bases standard pour toutes les zones | Adaptation aux dimensions spécifiques des palettes | Permet une intégration harmonieuse dans les allées |
Je sépare systématiquement la conception des allées robustes de celle des caisses enregistreuses légères, en veillant à ce que chaque structure physique respecte explicitement les réalités spatiales et légales de sa zone de vente au détail spécifique.
🛠️ Bureau Harvey : Vos présentoirs de comptoir de taille réduite enfreignent-ils par inadvertance les réglementations strictes en matière de passage en caisse ? 👉 Demandez une vérification de conformité ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur.
Quels sont les différents types de présentoirs de vente au détail ?
La diversification des formats, passant des palettes massives des grands magasins aux plateaux délicats des comptoirs cosmétiques, introduit une toute nouvelle couche de vulnérabilités logistiques complexes.
Les présentoirs pour points de vente se déclinent en différents types : emballages temporaires en carton ondulé, rayonnages métalliques semi-permanents, présentoirs rotatifs, palettes renforcées pour grandes surfaces et présentoirs compacts. Le choix de la structure appropriée dépend entièrement de la durée de votre campagne, du poids des produits et des exigences spécifiques de manutention de votre partenaire distributeur.
Mais obtenir un affichage parfaitement stable dans un laboratoire de test est facile ; voici la dure réalité lorsqu'on expédie une combinaison imbriquée à 500 magasins.
Déballage de la réalité de la friction
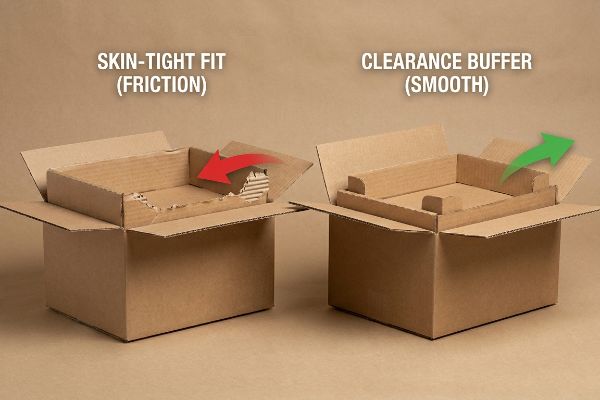
Les équipes d'approvisionnement conçoivent fréquemment des cartons d'expédition principaux correspondant exactement aux dimensions extérieures de leurs plateaux de vente pré-remplis, partant du principe qu'un ajustement parfait assure une protection maximale pendant le transport. Elles négligent totalement le frottement important de la surface du carton ondulé brut contre lui-mêmelors de l'étape finale du déballage.
Dans mon atelier, je constate régulièrement que ce point aveugle logistique cause d'énormes problèmes lors des tests de déballage en phase initiale. Lorsque je mesure la force d'extraction d'un plateau de 609 mm (24 pouces) coincé dans un carton d'expédition étroit, les fibres de papier microscopiques s'agglutinent comme du Velcro, nécessitant une force de traction importante de plus de 8,3 kg (18,5 lb)¹⁷. Cette résistance considérable oblige le préparateur de commandes à tirer violemment sur les panneaux avant, déchirant ainsi le rebord de maintien imprimé et compromettant totalement l'attrait visuel du produit avant même qu'il n'atteigne l'allée. Je résous ce problème en intégrant une tolérance géométrique précise, en ajoutant une marge de sécurité de 6,35 mm (0,25 pouce)¹⁸ sur le périmètre du carton maître, ce qui réduit la friction à zéro et évite les dommages catastrophiques au déballage.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception de conteneurs étanches à l'échelle 1:1 | Ajout d'un tampon de dégagement de 0,25 pouce19 | Élimine les blocages par friction au déballage |
| En négligeant la résistance des fibres de papier brut | Calcul de la force d'extraction spécifique20 | Empêche la déchirure des lèvres de retenue avant |
| Tests effectués uniquement sur des unités entièrement assemblées | Simulation du processus de déballage réel | Garantit une préparation impeccable pour la mise en rayon |
J'intègre systématiquement des marges de dégagement fractionnaires dans chaque agencement de carton maître imbriqué, prouvant ainsi qu'un peu d'espace de respiration conçu à cet effet est le seul moyen de protéger la valeur physique de votre marque.
🛠️ Le bureau de Harvey : Connaissez-vous la force d'extraction exacte de vos emballages emboîtables ? Ne laissez pas un défaut structurel de 2 millimètres compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher pour vos plateaux emboîtables, mais si les emballages d'expédition trop serrés provoquent des blocages microscopiques des fibres de papier, cela engendre une friction importante au déballage, endommageant les languettes de maintien imprimées et entraînant un refus immédiat du détaillant. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous laissez plus guider par des tolérances infimes : laissez-moi analyser vos fichiers grâce à mon audit de découpe gratuit ↗ afin de détecter les risques de déballage avant le lancement de la production en série.
« Présentoir de tête de gondole Sidekick personnalisé pour Walmart – Sunrise Hitek », https://www.sunrisehitek.com/product/walmart-sidekick-display. Les spécifications industrielles relatives aux présentoirs de tête de gondole sur le lieu de vente établissent une hauteur maximale de 122 cm (48 pouces) pour une compatibilité universelle. Preuve : spécification technique ; type de source : guide d’agencement pour points de vente. Contribue à : la normalisation des hauteurs. Remarque : peut varier légèrement selon le détaillant .
« Présentoir latéral standard en carton pour point de vente », https://popimpactdisplay.com/product-item/pos-48-inches-high-standard-size-cardboard-sidekick-display/ . Les normes de conception pour le commerce de détail préconisent une largeur de 35,5 cm (14 pouces) pour les présentoirs latéraux afin qu'ils soient alignés avec les têtes de gondole et ne gênent pas les clients. Preuve : spécification technique ; source : fabricant de présentoirs. Contribue à : la normalisation des largeurs. Remarque : certains présentoirs personnalisés peuvent différer.
« Présentoir latéral Cardobard personnalisé, présentoir Powerwing, tête de gondole… », https://grandfly.com/cardboard-display/sidekick-powerwing-display/. Confirmation de la norme industrielle de 14 pouces pour la largeur des présentoirs latéraux afin d'éviter l'obstruction des allées. Rôle de la preuve : validation des spécifications techniques ; type de source : directives du secteur de la vente au détail. Supporte : largeur standard pour les présentoirs latéraux. Remarque concernant la portée : peut varier selon les exigences spécifiques du détaillant. ↩
« 14 types de présentoirs de vente au détail | Chicago, IL – Wertheimer Box », https://wertheimerbox.com/types-of-retail-displays/. Vérification que 48 pouces est la hauteur maximale standard pour une compatibilité universelle avec les têtes de gondole. Rôle de la preuve : validation des spécifications techniques ; type de source : normes d’agencement de vente au détail. Supports : hauteur verticale maximale des présentoirs latéraux. Note sur la portée : limité aux unités suspendues standard. ↩
« Boîtes d'affichage en carton ondulé personnalisées | Livraison et conception gratuites », https://theboxology.us/product/corrugated-display-boxes/ . Preuves techniques démontrant la capacité de charge supérieure du carton ondulé double cannelure par rapport au carton simple cannelure pour les présentoirs de vente au détail. Rôle de la preuve : vérification structurelle ; type de source : spécifications techniques des matériaux. Supports : intégrité structurelle des renforts latéraux. Remarque : spécifique aux matériaux en carton ondulé.
« Présentoirs en kit ou pré-assemblés : les préférences des détaillants », https://brownpackaging.com/flat-pack-vs-pre-assembled-displays-what-retailers-prefer/. Analyse sectorielle des différences de coûts de main-d’œuvre et de délais de déploiement entre l’assemblage de produits en kit et les emballages pré-assemblés prêts à la vente. Type de preuve : données factuelles ; source : étude de gestion de la chaîne d’approvisionnement. Confirme : l’affirmation selon laquelle l’assemblage manuel freine le déploiement rapide en magasin. Remarque : les résultats varient selon le détaillant et la complexité du présentoir .
« Boîtes à fond automatique (à verrouillage rapide) simplifiées – PM Packaging », https://pmpackaging.com/product-catalog/boxes-and-cartons/auto-bottom-boxes . Vérification des normes industrielles ou d'études de cas concernant les gains d'efficacité de la main-d'œuvre apportés par les fonds à verrouillage rapide pré-encollés par rapport à l'assemblage manuel. Type de preuve : validation quantitative ; type de source : étude technique sur l'emballage. Appuie : l'affirmation d'une réduction de 30 % du temps d'assemblage en co-emballage. Remarque : les économies réelles dépendent du volume et de la complexité de l'emballage.
« Boîtes à fond autobloquant sur mesure », https://www.kellybox.com/auto-lock-bottoms . Explication du fonctionnement du fond autobloquant : réduction du travail manuel et du temps d’assemblage lors de la mise en place des présentoirs en magasin. Type de preuve : spécification technique ; source : guide de l’industrie de l’emballage. Objectif : optimiser l’assemblage. Précision: spécifique aux plateaux en carton ondulé.
« Guide des emballages prêts à la vente : conception, stockage et réapprovisionnement », https://www.bay-cities.com/resources/blogs/the-complete-guide-to-retail-ready-packaging/. Analyse des normes d'emballages prêts à la vente (RRP) et de leur impact sur la réduction de la main-d'œuvre en magasin et l'accélération de la mise en rayon. Type de preuve : indicateur opérationnel ; source : étude de logistique ou de gestion de la vente au détail. Contribue à : la mise en rayon immédiate. Précision : l'étude porte sur la transition entre l'expédition et le merchandising .
« 7 types de vitrines : idées créatives pour les concepteurs de magasins », https://unibox.co.uk/blog/7-types-of-window-display. Comparaison des systèmes de fixation mécaniques et des rubans adhésifs externes pour la préservation de la présentation de la marque dans les présentoirs PLV. Niveau de preuve : norme de conception ; source : manuel de design industriel. Objectif : préservation de l’esthétique haut de gamme des marques. Précision : s’applique aux environnements de points de vente haut de gamme .
« Normes d’accessibilité ADA – Access-Board.gov », https://www.access-board.gov/ada/. Vérification de la réglementation américaine en matière de zonage commercial, et plus particulièrement des directives d’accessibilité ADA concernant les caisses et l’emplacement des présentoirs au sol. Rôle de la preuve : validation des contraintes réglementaires ; type de source : normes gouvernementales/industrielles. Confirme : l’existence d’exigences légales distinctes pour les différentes zones commerciales. Note relative au champ d’application : s’applique principalement aux environnements commerciaux américains .
« Normes ADA pour la conception accessible, Titre III, Règlement 28 CFR… », https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. Vérification des directives d’accessibilité de l’ADA concernant la hauteur et la portée autorisées pour les présentoirs de vente au détail. Rôle de la preuve : spécification technique ; type de source : norme réglementaire. Appuie : les limites légales pour la hauteur des présentoirs de points de vente. Note sur la portée : s’applique aux directives ADA américaines .
« Types de présentoirs sur palette : pleine, demi et quart – GreenDot Packaging », https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/ . Confirmation des dimensions standard de l’industrie pour les palettes de la Grocery Manufacturers Association. Rôle de la preuve : norme industrielle ; type de source : spécification logistique. Justifie : les exigences d’ encombrement au sol pour les présentoirs de sol. Note sur le champ d’application : principalement le commerce de détail nord-américain.
« Exigences de l’ADA pour les commerces de détail : liste de contrôle et exemptions », https://www.audioeye.com/post/ada-requirements-for-retail-stores/. Documentation des exigences réglementaires régissant la portée des objets pour les personnes handicapées dans les espaces publics. Rôle de la preuve : exigence réglementaire ; type de source : norme juridique. Justifie : l’existence de limites de portée obligatoires pour le mobilier de magasin. Note de portée : normes générales d’accessibilité .
« Chapitre 9 : Éléments intégrés – Access-Board.gov », https://www.access-board.gov/ada/chapter/ch09/. Vérification de la hauteur maximale autorisée pour les comptoirs de caisse et les éléments de service accessibles, conformément aux normes ADA. Type de preuve : spécification technique ; source : code réglementaire gouvernemental. Appuie : l’affirmation selon laquelle une limite de hauteur de 122 cm (48 pouces) garantit la conformité légale. Remarque sur la portée : spécifique aux directives d’accessibilité de l’ADA américaine .
« Essais de coefficient de frottement | Centre d'emballage et de charge unitaire… », https://unitload.vt.edu/facilities/corrugated-packaging-lab/cof-testing.html . Les données techniques relatives au coefficient de frottement des feuilles de carton ondulé non couchées expliquent comment des ajustements précis entraînent un collage du matériau lors de l'extraction. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie de l'emballage. Appuie : l'affirmation selon laquelle le contact de la feuille de carton ondulé brute crée un frottement important. Note de portée : les niveaux de frottement varient en fonction de la qualité de la feuille de carton et de l'humidité.
« DLA Packaging – Defense Logistics Agency », https://www.dla.mil/Logistics-Operations/Packaging/. Des données empiriques issues d'essais de matériaux établissent les seuils de force auxquels les fibres de carton ondulé se rompent ou se déchirent lors de l'extraction. Rôle de la preuve : référence empirique ; type de source : rapport scientifique sur les matériaux. Appuie : l'affirmation selon laquelle des forces de traction spécifiques entraînent une rupture structurelle du rebord de retenue. Note de portée : les limites de force varient selon la qualité et le nombre de plis du carton .
« L’accumulation des tolérances : le fléau silencieux de l’emballage – LinkedIn », https://www.linkedin.com/posts/parvinder-singh-sidhu-14689b280_packagingengineering-tolerance-designthinking-activity-7467640279643127808-Mns8. Les normes industrielles de conception d’emballages spécifient des tolérances géométriques minimales afin de garantir une extraction aisée des composants et d’éviter les blocages par friction. Preuve : spécification technique ; source : manuel d’ingénierie de l’emballage. Appuie : l’utilisation de décalages périmétriques spécifiques pour éliminer les frottements lors du déballage. Remarque : les tolérances peuvent être ajustées en fonction de la dilatation du matériau et de l’humidité .
« Planification de l’emballage et de la logistique pour les présentoirs de vente au détail – Frank Mayer », https://www.frankmayer.com/blog/packaging-and-logistics-planning-for-retail-displays/. Ce guide d’ingénierie de l’emballage, faisant autorité, spécifie les tolérances standard requises pour éviter les blocages par vide ou par friction lors de l’extraction du produit. Niveau de preuve : spécification technique ; type de source : manuel industriel. Appui : utilisation d’une marge de sécurité spécifique pour le déballage. Remarque sur le champ d’application : applicable aux emballages d’expédition en carton ondulé .
« Produits en pâte moulée pour emballages durables – BioResources », https://bioresources.cnr.ncsu.edu/resources/molded-pulp-products-for-sustainable-packaging-production-rate-challenges-and-product-opportunities/. La recherche en science des matériaux fournit des formules permettant de calculer la force nécessaire pour faire glisser des composants à base de papier les uns contre les autres sans provoquer de rupture structurelle. Rôle de la preuve : principe d’ingénierie ; type de source : article technique. Justification : nécessité de calculer la force pour éviter la déchirure des languettes de maintien. Note de portée : axé sur la résistance des fibres brutes du carton .



