
Votre nouveau produit est enfin homologué, mais obtenir des places en rayon n'est que la moitié du chemin. Si les vendeurs ignorent vos emballages complexes en réserve, votre lancement est un échec assuré.
Un présentoir de vente au détail (PDQ) est un dispositif spécialisé, prêt à être mis en rayon. Il permet au personnel du magasin de transférer les produits directement du carton d'emballage à la surface de vente en quelques secondes, optimisant ainsi la visibilité des produits, réduisant considérablement le travail de mise en rayon et stimulant les achats impulsifs en caisse.

Mais comprendre la définition de base ne suffit pas pour réussir un déploiement national. Pour que vos produits soient réellement disponibles en magasin, vous devez comprendre comment ces structures fonctionnent sous la pression logistique du terrain.
Qu'est-ce qu'un PDQ chez Walmart ?
Concevoir des produits pour le plus grand détaillant au monde exige de respecter des règles structurelles totalement différentes.
Un présentoir de vente au détail (PDQ) chez Walmart est un dispositif de merchandising prêt à l'emploi, conçu spécifiquement pour répondre aux normes du programme Greenlight. Il impose des contraintes d'encombrement très précises, un positionnement impeccable des codes-barres UCC-128 et une intégrité structurelle rigoureuse afin de résister aux contraintes d'une chaîne d'approvisionnement à haut débit sans se briser ni entraîner de coûteuses refacturations liées à la distribution automatisée.
Même les plus beaux graphismes ne sauveront pas votre marque si le carton sous-jacent échoue au scan de réception principal au centre de distribution.
L'angle mort des codes-barres chez Walmart
De nombreuses marques émergentes pensent à tort que l'approbation d'un présentoir par une grande enseigne est une simple question d'esthétique. Elles se concentrent exclusivement sur des visuels attrayants et des étagères robustes, supposant que l'équipe logistique se contentera d'apposer une étiquette d'expédition n'importe où au dos du carton. Cette hypothèse ignore complètement la réalité rigide et automatisée d'un centre de réception logistique 3PL (logistique tierce partie) à haut débit
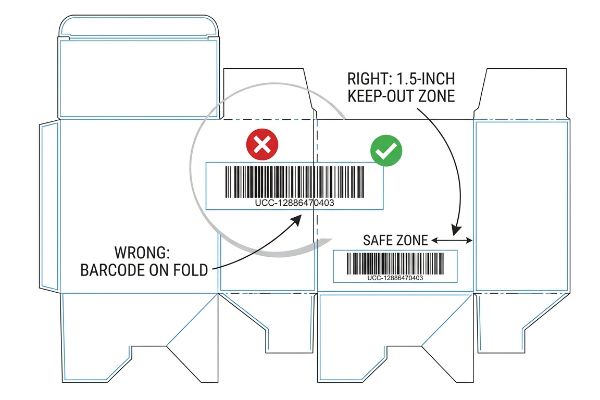
Dans mon atelier, je constate régulièrement des découpes réalisées par des amateurs, où le code-barres logistique UCC-128 obligatoire est placé directement sur une ligne de pliage. Comme le carton ondulé épais absorbe de la matière lorsqu'il est plié à 90 degrés, la couche de papier extérieure s'étire. Cette tension microscopique déforme le code-barres imprimé, provoquant une panne immédiate des lecteurs optiques automatisés du centre de distribution. Au lieu d'un simple avertissement, vous subissez une refacturation automatique immédiate et des frais de reconditionnement manuel importants²,ce qui ralentit votre chaîne d'approvisionnement d'environ 30 %³. Je connais parfaitement la frustration d'un client qui réalise que son budget graphique conséquent a été entièrement anéanti par un code-barres déformé de 50,8 mm (2 pouces), et qui doit alors se débrouiller avec des étiquettes de remplacement bon marché, désagréables au toucher et collées à la main par un réceptionnaire exaspéré.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Placer les codes-barres sur les lignes de pliage | Zone d'exclusion de 38,1 mm (1,5 pouce)4 | Zéro rejet du scanner |
| Ignorer les systèmes 3PL d'entrepôt | Étiquettes de test après pliage | Accélère la réception au quai |
| Traiter les étiquettes comme une réflexion après coup | Intégration directe des zones dans le CAO | Évite les frais de reconditionnement manuel5 |
Je ne laisse jamais le placement des étiquettes au hasard. En fixant mathématiquement tous les codes-barres logistiques critiques à l'écart de tout pli structurel lors de la phase de prépresse, je garantis que vos cartons glisseront sans aucun frottement dans les centres de réception automatisés.
🛠️ Le bureau d'Harvey : Vos codes-barres logistiques sont-ils dangereusement proches d'une ligne de pliure ? 👉 Envoyez-moi votre gabarit à plat ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Qu'est-ce que le PDQ dans la chaîne d'approvisionnement ?
La véritable valeur de ces présentoirs réside dans leur capacité à éliminer les étapes de manutention inutiles entre l'usine et le rayon final.
Dans la chaîne logistique, un PDQ est une unité entièrement pré-assemblée et chargée de produits, conçue pour s'affranchir totalement du tri traditionnel en entrepôt. Elle sert de conteneur de transport protecteur et se transforme instantanément en présentoir de vente actif, réduisant drastiquement les manipulations manuelles, les coûts de main-d'œuvre et accélérant la mise sur le marché.

L'idée d'une boîte servant à la fois d'armure et de support publicitaire est géniale, mais elle ne fonctionne que si la géométrie interne prend en compte la physique du frottement.
Le piège caché de la friction dans le transport en magasin
Les équipes d'approvisionnement conçoivent fréquemment des cartons d'expédition principaux aux dimensions extérieures exactes de leurs plateaux de vente pré-remplis. Elles partent du principe logique qu'un ajustement parfait (1:1) offre une protection maximaledéplacements lors du transport maritime. Si cette solution semble idéale sur un tableur, elle crée un important goulot d'étranglement logistiqueune fois le colis arrivé au magasin.
Le défaut majeur réside dans la forte tension superficielle du carton ondulé brut Testliner8.Lorsqu'un employé pressé tente de sortir un plateau de 60,9 cm (24 pouces) bien emboîté de son emballage de même dimension, les parois poreuses du carton se bloquent physiquement. J'ai vu des employés, exaspérés, tirer violemment sur les panneaux avant du présentoir, provoquant une forte résistance et un craquement sonore du carton brut avant même que le présentoir n'atteigne l'allée. En intégrant une tolérance de décalage stricte de 6,35 mm (0,25 pouce)9 dans la cavité du carton principal, je supprime mathématiquement ce blocage par friction. Ce simple ajustement dimensionnel empêche la déchirure des éléments graphiques et élimine tout risque qu'un responsable de magasin agacé jette votre présentoir endommagé directement au compacteur de recyclage.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Concevoir un ajustement serré 1:1 | Tolérance de décalage de 0,25 pouce (6,35 mm)10 | Déballage en douceur, sans déchirure |
| En négligeant la tension superficielle du carton | Ajout d'espaces d'air géométriques11 | Protège les graphismes de la marque principale |
| En supposant que les employés déballeront soigneusement | conceptions à traction sans frottement | Gain de 15 secondes par unité12 |
Je refuse de concevoir des systèmes d'emballage emboîtés sans un espace d'air prévu à cet effet. L'ajout d'une tolérance de décalage microscopique ne compromet pas la sécurité du transport ; il garantit un déballage parfaitement fluide pour les employés de vente pressés.
🛠️ Le bureau de Harvey : Vos présentoirs se déplient-ils facilement ou les vendeurs les déchirent-ils pour ouvrir le carton ? 👉 Vérifiez votre tolérance de décalage ↗ — Téléchargement sécurisé. Ma boîte de réception est ouverte si vous avez des questions.
Que signifie PDQ ?
La rapidité est le fondement même de cette catégorie d'emballages, et le non-respect de cette promesse ruine les relations avec les détaillants.
Dans le secteur du merchandising physique, l'acronyme PDQ signifie « Présentation rapide des produits » ou « Très rapide ». Il désigne une catégorie ciblée d'emballages intuitifs et prêts à la vente que les vendeurs peuvent installer en rayon en quelques secondes, sans manuels d'instructions complexes ni outils spécialisés.

Si votre système d'exécution en point de vente exige qu'un vendeur déchiffre un plan dépliable complexe, vous avez déjà échoué au test de rapidité.
Vérification de la réalité du montage « plutôt rapide »
Les marques interprètent souvent le concept d'assemblage rapide comme une obligation d'expédier des cartons afin d'optimiser le volume lors du transport logistique¹³.Elles s'appuient sur des instructions visuelles détaillées, partant du principe que les employés de vente au détail, payés au salaire minimum, ont le temps et la patience de plier des structures complexes en arrière-boutique. Cette approche surestime considérablement la capacité de concentration et l'espace disponible au sol pendant une journée de travail chargée en magasin.
Si un marchandiseur met plus de 60 secondes à monterun présentoir, c'est voué à l'échec. J'ai vu des scènes de désolation dans des réserves : des employés qui s'épuisent pendant 15 minutes à essayer de débloquer un système d'emboîtement complexe, avant de finalement abandonner. Rien de pire que de voir la colle affreuse d'un ruban adhésif transparent bon marché gâcher une belle finition mate lithographiée,car la structure de base est inutilement surdimensionnée. Pour éviter cela, j'utilise exclusivement des plateaux modulaires pré-encollés qui s'ouvrent d'un simple clic au déballage. Quand on entend le clic net et satisfaisant d'un verrou pré-conçu qui s'enclenche parfaitement sans avoir à le plier manuellement, on sait que le présentoir résistera sans problème au passage de la réserve à l'emplacement privilégié du magasin.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| origami plat complexe d'expédition | Plateaux modulaires pop-up pré-collés16 | Se déploie instantanément sur les étagères |
| Se fier aux manuels d'instructions | Bases à verrouillage automatique intuitives17 | Élimine la confusion en coulisses |
| Insertion manuelle forcée de la languette | Déplacer la main-d'œuvre vers l'usine18 | Évite les réparations de ruban adhésif disgracieuses |
Je n'attends jamais du personnel de vente qu'il se comporte comme un ingénieur en structure. En externalisant les opérations complexes de pliage vers mon atelier, grâce à des joints pré-encollés, je garantis le lancement immédiat de votre campagne, au lieu de la voir prendre la poussière.
🛠️ Bureau Harvey : Votre présentoir actuel s'appuie-t-il sur un manuel d'instructions trop complexe que les vendeurs ignoreront ? 👉 Demandez un gabarit simplifié ↗ — Fini les formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur ajoutée.
Que signifie l'acronyme PDQ (PDQ Machine) dans le secteur du commerce de détail ?
Il y a une énorme différence entre dessiner une boîte sur un écran d'ordinateur et la fabriquer physiquement à grande échelle.
Dans le secteur du commerce de détail, le terme PDQ désigne à l'origine un terminal de paiement (PDQ), acronyme de « Process Data Quickly » (traitement rapide des données). Cependant, dans le domaine de l'emballage structurel, les professionnels utilisent ce terme pour décrire les machines automatisées de découpe et de pliage-collage à grande vitesse nécessaires à la production en série et précise de ces plateaux de présentation en carton ondulé à l'échelle industrielle.
La seule façon d'éviter qu'une conception numérique ne provoque une panne catastrophique en usine est de comprendre le fonctionnement physique de la machine.
Pourquoi les gabarits standard échouent-ils sur les machines automatisées ?
Les graphistes conçoivent souvent dans leurs logiciels vectoriels des languettes d'emboîtement et des fentes de pliage à la largeur exacte du panneau correspondant. Ils partent du principe qu'un trait parfaitement aligné et mathématiquement précis sur un écran numérique se traduira parfaitement en production. Cette approche ignore totalement la réalité physique et tridimensionnelle du carton ondulé épaisutilisé pour fabriquer les présentoirs.
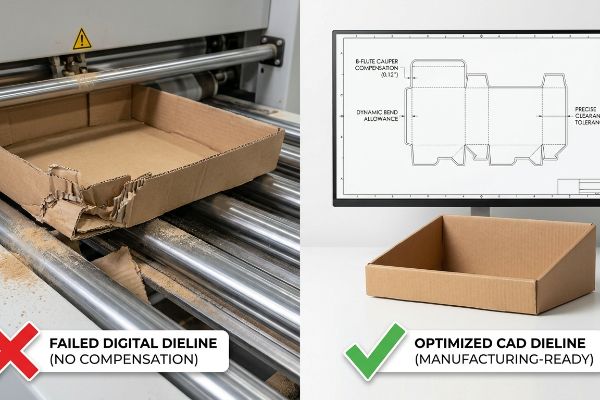
Dans mon atelier, je constate régulièrement les conséquences désastreuses du passage de dossiers plats non compensés dans des plieuses à grande vitesse. Lorsqu'un carton cannelé B de3 se plie à 90 degrés, il absorbe physiquement de la matière, créant un rayon extérieur rigide.Si la rainure de réception sur la matrice n'a pas été élargie mathématiquement pour compenser cette épaisseur, la machine automatisée tente de forcer la languette dans un trou devenu trop petit. J'entends alors le bruit sourd et je vois la poussière de carton ondulé se répandre lorsque la plieuse-colleuse se bloque, écrasant les cannelures internes et interrompant brutalement la production. En effectuant des mesures micrométriques et en appliquant des tolérances de pliage dynamiques dans un logiciel de CAO (Conception Assistée par Ordinateur), je garantis une tolérance de jeu précise. Cela élimine les blocages des machines automatisées, réduit le temps d'assemblage pour le conditionnement à façon jusqu'à 40 secondes par unité et protège totalement les acheteurs des coûts de main-d'œuvre importants en aval.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Machines à sous numériques à l'échelle 1:1 | Algorithmes de compensation d'étrier22 | Empêche l'écrasement des matériaux |
| En négligeant l'épaisseur ondulée | Ajout de tolérances de pliage spécifiques23 | assemblage automatisé sans frottement |
| Fichiers vectoriels de base fiables | revue de prépresse CAO paramétrique24 | Réduction des coûts de main-d'œuvre en aval |
Je ne lance jamais une lime plate en production sans avoir préalablement effectué une analyse physique du pliage. Ajuster les tolérances micrométriques au pied à coulisse en amont est le seul moyen d'éviter un blocage machine catastrophique en production de masse.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez consacrer l'intégralité de votre budget à des supports marketing graphiques haut de gamme, mais si un bourrage machine majeur compromet l'intégrité structurelle de votre impression à cause d'une épaisseur de cannelure B non compensée, votre campagne est complètement paralysée, anéantissant toute la marge bénéficiaire du projet en raison de retards d'assemblage coûteux. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne laissez plus les tolérances machine au hasard : laissez-moi analyser vos fichiers grâce à mon audit de découpe gratuit ↗ afin de détecter les erreurs structurelles critiques avant le lancement de la production en série.
« Systèmes de tri à grande vitesse : Le guide ultime des systèmes modernes… », https://www.lafayette-engineering.com/high-speed-sortation-systems/ . Les normes du secteur de la logistique et la documentation relative à la chaîne d’approvisionnement détaillent l’utilisation de systèmes de convoyage automatisés et de technologies de numérisation dans les installations des prestataires logistiques (3PL) , ce qui exige le respect strict des normes d’étiquetage pour leur fonctionnement. Rôle de la preuve : argument factuel ; type de source : livre blanc sectoriel. Appuie : l’affirmation selon laquelle la réception des marchandises par les 3PL est hautement automatisée et rigide. Note de portée : concerne les centres de distribution de détail à fort volume.
« Quelles erreurs de conditionnement à façon entraînent des refacturations de la part des détaillants ? », https://www.industrialpackaging.com/blog/copacker-mistakes-retailer-chargebacks . Directives officielles des fournisseurs de Walmart ou documentation du programme Greenlight détaillant les pénalités financières pour les étiquettes logistiques non conformes. Rôle de la preuve : vérification de la politique ; type de source : manuel fournisseur de l’entreprise. Confirme : l’existence de pénalités automatisées pour les erreurs de code - barres. Remarque : les montants des frais spécifiques peuvent varier selon le contrat du fournisseur.
« Utilisation et implications en matière de sécurité du système d’administration des médicaments par code-barres », https://pmc.ncbi.nlm.nih.gov/articles/PMC11784319/. Données logistiques de la chaîne d’approvisionnement ou études de cas quantifiant le retard opérationnel causé par le reconditionnement manuel dans les centres de distribution. Type de preuve : indicateur quantitatif ; type de source : analyse sectorielle. Appui : l’impact estimé des erreurs d’étiquetage sur la vitesse de traitement. Remarque : le pourcentage peut varier en fonction du volume des expéditions .
« [PDF] Normes de la chaîne d'approvisionnement des emballages secondaires – P2PI », https://p2pi.com/file/PtPI16509cf4c7b5d4070798853/Walmart%2520Supply%2520Chain%2520Packaging%2520Guide%2520August%25202023.pdf . Un guide d'emballage ou un manuel fournisseur faisant autorité confirme la distance minimale requise par rapport aux lignes de pliage pour garantir la lisibilité des codes-barres. Rôle de la preuve : spécification technique ; type de source : manuel de conformité du détaillant. Supporte : exigences précises de mise en page pour les présentoirs de présentation. Remarque sur la portée : peut varier selon la catégorie de produit.
« Conformité des fournisseurs Walmart : ce dont les marques ont besoin d’un partenaire 3PL », https://www.quickbox.com/blog/walmart-vendor-compliance-3pl-support. La documentation officielle relative à la conformité des fournisseurs détaille les pénalités financières (refacturations) imposées aux fournisseurs en cas d’erreurs d’étiquetage nécessitant un reconditionnement manuel. Preuve : validation financière ; type de source : guide de conformité des fournisseurs. Sujet : impact économique d’un étiquetage incorrect. Remarque : les frais sont soumis aux conditions générales de l’accord fournisseur Walmart en vigueur .
« Importance d'un emballage adéquat pour le transport maritime », https://codotlogistics.com/blog/importance-of-proper-packaging-in-an-ocean-freight-shipment/ . Brève explication de la manière dont les normes d'ingénierie de l'emballage favorisent l' utilisation d'ajustements précis afin d'éviter le déplacement du chargement pendant le transport. Preuve : validation technique ; type de source : manuel d'emballage. Justifie : le dimensionnement à l'échelle 1:1. Note sur la portée : limité à la stabilité pendant le transport.
« Emballage en mousse sur mesure qui empêche les produits de bouger », https://blingblingpackaging.com/blog/controlled-movement-system-that-stops-product-shaking-inside-the-box-shipping/ . Explication succincte de la manière dont un espace insuffisant dans les cartons d'expédition augmente le travail manuel et le temps lors du déballage en magasin. Rôle de la preuve : impact opérationnel ; type de source : étude de cas logistique. Appuie : l'affirmation selon laquelle des emballages trop serrés ralentissent la mise sur le marché. Note sur la portée : se concentre sur la manutention en magasin.
« Essai du coefficient de frottement », https://unitload.vt.edu/facilities/corrugated-packaging-lab/cof-testing.html. Les données techniques relatives au coefficient de frottement du carton ondulé non couché expliquent le blocage possible des composants emboîtés. Rôle de la preuve : Validation technique ; type de source : Manuel de science des matériaux. Sujet : Cause physique du blocage par frottement lors du transport. Remarque : Ce document porte sur les matériaux bruts non couchés utilisés pour les essais de doublage .
« 14 types de présentoirs de vente au détail | Chicago, IL – Wertheimer Box », https://wertheimerbox.com/types-of-retail-displays/. Les normes d'ingénierie d'emballage définissent des dimensions de dégagement spécifiques pour faciliter l'extraction des présentoirs internes des emballages. Preuve : Spécification technique ; source : Norme de l'industrie de l'emballage. Justifie : L'efficacité du décalage dimensionnel spécifié. Remarque : Les tolérances peuvent varier légèrement selon la qualité du matériau .
« Présentoirs PDQ en carton ondulé conçus pour une installation rapide et un impact maximal en point de vente », https://www.abbottaction.com/packaging/corrugated-pdq-displays/ . Normes d'ingénierie du secteur relatives aux jeux d'emballage en carton ondulé afin d'éviter tout blocage lors du déballage. Niveau de preuve : spécification technique ; type de source : manuel d'ingénierie d'emballage. Supports : l'espace recommandé pour un emboîtement fonctionnel. Remarque : l'application peut varier selon l'épaisseur du matériau.
« Effets de la tension superficielle et du fluide intraluminal sur… – PubMed – NIH », https://pubmed.ncbi.nlm.nih.gov/9029221/. Principe technique d’utilisation d’espaces d’air pour réduire le contact et le frottement des surfaces dans les conceptions de carton emboîtables. Niveau de preuve : principe d’ingénierie ; type de source : guide de science des matériaux. Applicabilité : méthode de protection des éléments graphiques principaux contre la tension superficielle. Précision : spécifique aux inserts en carton ondulé emboîtables .
« Emballage PDQ : Améliorez la visibilité de votre marque et l’efficacité de la vente au détail », https://innorhino.com/blog/about-business/pdq-packaging-brand-visibility?srsltid=AfmBOoqaTTyiWxVUlqHoFeSJuLB7mjW-XJqaO1-wPkHOhDd3bav2WLEW . Données quantifiables comparant les temps de déballage traditionnels à ceux des présentoirs PDQ sans friction en point de vente. Type de preuve : indicateur de performance ; source : étude logistique de vente au détail. Résultats : gains d’ efficacité de la main-d’œuvre par unité stockée. Remarque : moyenne basée sur les vitesses de mise en rayon standard du secteur.
« Optimisation des opérations d'emballage dans les centres de distribution pour réduire… », https://dspace.mit.edu/handle/1721.1/128405. Brève explication de la manière dont l'expédition à plat permet de réduire le poids volumétrique et d'optimiser l'espace dans les conteneurs. Rôle de la preuve : vérification factuelle ; type de source : norme du secteur de la logistique. Appui : l'objectif d'efficacité de l'expédition d'écrans non assemblés. Note de portée : se concentre sur les calculs de poids volumétrique .
« Comprendre l’emballage PDQ en vente au détail – LinkedIn », https://www.linkedin.com/pulse/understanding-pdq-packaging-retail-moss-tvthc . Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Rôle de la preuve : validation comparative ; type de source : norme sectorielle. Appuie : le seuil de viabilité de 60 secondes pour les présentoirs en point de vente. Remarque : la durée peut varier selon l’échelle de l’unité.
« Avantages des emballages lithographiés », https://www.peekpackaging.com/benefits-of-litho-laminated-packaging/. Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Preuve : spécification technique ; type de source : fiche technique du matériau. Justifie : la composition et la finition spécifiques des emballages haut de gamme destinés à la vente au détail. Remarque concernant la portée : Spécifique aux procédés de lithographie par lamination .
« Assemblage de présentoirs PLV », https://www.peoriapros.com/contract-packing/pop-display-assembly/. Normes techniques d'emballage démontrant que les composants pré-encollés réduisent le temps d'assemblage sur site par rapport aux présentoirs pliables. Preuve : spécification technique ; source : manuel d'ingénierie d'emballage. Contribue à : la rapidité de mise en rayon. Précision : Spécifique aux emballages de présentoirs PLV .
« L’impact des éléments visuels du design d’emballage sur l’achat… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11851823/. Données industrielles sur la façon dont les mécanismes de verrouillage automatique éliminent le besoin de notices d’utilisation en simplifiant le processus d’assemblage. Niveau de preuve : efficacité du design ; type de source : étude d’ergonomie ou d’emballage. Avantages : réduction des confusions en réserve. Remarque : s’applique aux présentoirs de vente au détail à déploiement rapide .
« Analyse des impacts des coûts tout au long du processus de préfabrication… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11920401/. Analyse de la chaîne d'approvisionnement montrant que le déplacement des étapes d'assemblage du point de vente à l'usine de fabrication améliore l'intégrité structurelle et élimine les réparations de fortune sur le terrain. Éléments de preuve : efficacité opérationnelle ; type de source : rapport de gestion de la chaîne d'approvisionnement. Contribue à : la prévention des réparations manuelles à l'aide de ruban adhésif. Note de portée : Principe général de fabrication appliqué aux emballages PDQ .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Ce manuel industriel ou guide d'emballage structurel explique la nécessité de prendre en compte les tolérances et les marges de matière lors de la conception pour le carton ondulé afin de garantir un assemblage correct. Rôle de la preuve : validation technique ; type de source : manuel professionnel d'emballage. Justifie : la nécessité de tenir compte de l'épaisseur du matériau dans les lignes de découpe. Note relative au champ d'application : s'applique spécifiquement à la conception structurelle du carton ondulé .
« [PDF] Spécifications du carton ondulé – Archives nationales », https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf . Vérification de l’épaisseur standard du carton ondulé de type B. Type de preuve : spécification technique ; source : manuel de normes industrielles. Supports : précision du calibre à papier. Remarque: l’épaisseur peut varier légèrement selon le fabricant.
« Détermination analytique de la rigidité en flexion d'un emballage à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Explication technique du déplacement du matériau et du rayon extérieur résultant lors du pliage du carton ondulé. Rôle de la preuve : principe technique ; type de source : guide d'ingénierie de l'emballage structurel. Appui : Justification du réglage de la largeur des fentes de découpe. Note relative à la portée : Spécifique au pliage rigide sur machines automatisées .
« Conception optimale des emballages en carton ondulé double paroi – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/ . Vérification de l'utilisation d'ajustements mathématiques de l'épaisseur du matériau (calibre) lors de la découpe automatisée afin d'éviter l'écrasement du matériau. Rôle de la preuve : vérification technique ; type de source : manuel technique. Appui : utilisation d'algorithmes pour prévenir l'écrasement du matériau. Note de portée : spécifiquement appliqué aux supports en carton ondulé.
« Quels sont les inconvénients des boîtes en carton ondulé ? – PopDisplay », https://popdisplay.me/what-about-the-disadvantages-of-corrugated-boxes/ . Explication technique de la manière dont les tolérances de pliage tiennent compte de l’épaisseur du matériau ondulé pour garantir un pliage et un assemblage précis. Rôle de la preuve : spécification technique ; type de source : norme de fabrication. Argument : nécessité des tolérances de pliage pour un assemblage sans frottement. Remarque sur le champ d’application : applicable à différentes tailles de cannelures de carton ondulé.
« Conception d'emballages avec un logiciel de CAO : Guide étape par étape – Esko », https://www.esko.com/en/blog/packaging-design-with-cad-software . Analyse comparative montrant comment les modèles CAO paramétriques réduisent le temps de correction manuelle et les coûts de main-d'œuvre par rapport aux fichiers vectoriels statiques. Type de preuve : analyse de l'efficacité des processus ; type de source : livre blanc sectoriel. Affirmation : que la révision paramétrique permet de réaliser des économies sur les coûts de main-d'œuvre en aval. Précision : ce document se concentre sur la transition de la conception à la production.



