
Vous lancez une campagne de marketing et tous les fournisseurs parlent de « carton ondulé », mais une erreur de terminologie peut compromettre la solidité de vos supports avant même le début de l'impression. Levons le voile sur ce point.
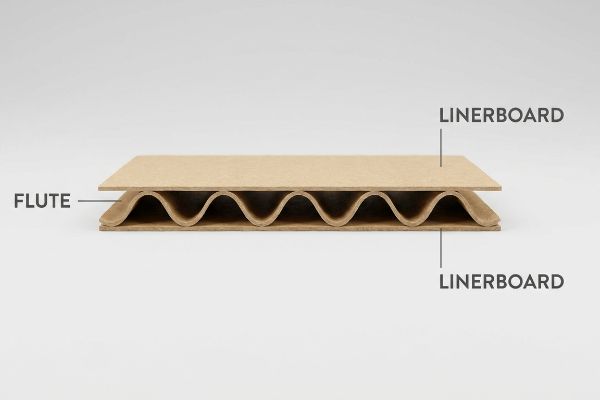
Le carton ondulé est un matériau d'emballage rigide composé d'une couche de papier cannelé arquée prise en sandwich entre deux feuilles de carton plat. Cette structure géométrique spécifique lui confère une résistance à la compression verticale exceptionnelle, ce qui en fait la norme mondiale pour les présentoirs de vente au détail et les conteneurs d'expédition robustes, et ce, pour toutes les chaînes d'approvisionnement.
Comprendre cette anatomie de base est la première étape, mais savoir comment ces nervures de papier déterminent votre succès commercial nécessite un examen plus approfondi de l'atelier de fabrication.
Que signifie le mot « ondulé » ?
La définition littérale dissimule un secret d'ingénierie fondamental. Le mot lui-même détermine le poids maximal que votre présentoir peut supporter.
Le terme « ondulation » désigne le pliage en crêtes et rainures alternées, décrivant la forme ondulée des cannelures internes du papier. Cette géométrie architecturale particulière forme une série continue d'arches, assurant l'absorption des chocs et la répartition du poids nécessaires aux emballages commerciaux.
Cela semble relever de la géométrie simple, mais ignorer la façon dont ces ondes s'alignent lors de la phase de conception est un piège qui prend même les équipes d'approvisionnement expérimentées.
Pourquoi le sens du grain détermine la survie de votre écran
La plupart des équipes marketing partent du principe qu'un panneau épais suffira à garantir le poids des produits sur leur présentoir. Elles privilégient l'esthétique visuelle et considèrent le carton comme une surface neutre et uniforme, sans aucune incidence sur les autres aspects.
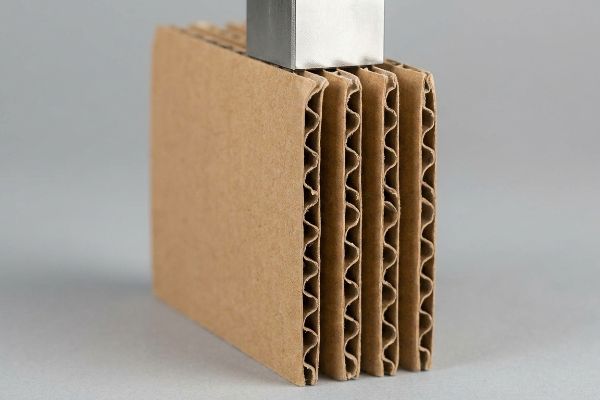
Je constate fréquemment ce problème lorsque les concepteurs soumettent des gabarits sans préciser le sens du grain. Ils orientent les cannelures horizontalement pour optimiser l'espace sur une seule feuille d'impression, mais en appuyant fermement avec mon pouce sur le bord brut du papier de test, je sens les fibres rigides qui résistent dans le mauvais sens. Lorsque ces cannelures horizontales doivent supporter 18,14 kg de canettes, toute la structure s'affaisse, provoquant un frottement important et ralentissant la chaîne de montage d'environ 30 %, les sous-traitants peinant à maintenir les étagères instables droites. Il est impératif d'orienter les cannelures verticalement afin qu'elles agissent comme de minuscules colonnes de soutien, la résistance à la compression (test de compression de la boîte)ainsi et évitant les rejets coûteux des détaillants.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Orientation horizontale des cannelures | Alignement vertical des cannelures | Empêche l'écrasement du niveau inférieur |
| En ignorant le sens du grain | Spécifier le grain sur la ligne de découpe | Gain de 20 secondes sur le temps d'assemblage |
| Prioriser la mise en page imprimée plutôt que la physique | Vérification structurelle CAO (Conception Assistée par Ordinateur) | Élimine le fléchissement en milieu de campagne |
Je ne laisse jamais une lime toucher la table de coupe avant que le sens de la cannelure ne soit mathématiquement vérifié, car réparer une base affaissée dans un entrepôt humide anéantit complètement votre marge bénéficiaire.
🛠️ Le bureau d'Harvey : Vous hésitez sur l'alignement de votre œuvre avec le grain du support ? 👉 Obtenez une analyse gratuite de votre fichier ↗ — Accès direct à mon bureau. Zéro spam commercial, promis.
Qu'est-ce qu'un matériau ondulé ?
Au-delà de sa forme physique, la composition chimique du papier détermine si votre présentoir résistera au transport maritime ou s'il se transformera en bouillie.
Le carton ondulé est un support composite constitué d'un support cannelé collé entre deux feuilles de papier plates, l'une intérieure et l'autre extérieure. La combinaison de fibres kraft vierges ou de testliner recyclé détermine l'intégrité structurelle, la résistance à l'humidité et l'imprimabilité du support commercial final.

Connaître la composition est utile, mais supposer que tous les papiers bruns se comportent de la même manière sous contrainte est une erreur de calcul incroyablement coûteuse.
Le coût caché du choix d'une mauvaise doublure en papier
Les marques émergentes commettent souvent l'erreur de croire que tous les matériaux en carton ondulé sont simplement du papier recyclé générique. Elles optent souvent par défaut pour du testliner 100 % recyclé, car cela semble écologique et coûte légèrement moins cher au départ sur le devis initial dufabricant².
La réalité est brutale lorsque ces présentoirs économiques sont expédiés dans des environnements à forte humidité comme la Floride. J'ai récemment observé une équipe de conditionnement qui tentait d'assembler des languettes sur un carton recyclé ayant absorbé l'humidité ambiante ; on entendait le craquement humide et distinct du carton brut qui se déchirait entre leurs mains. Les fibres recyclées étant plus courtes et plus fragiles³,le gonflement dû à l'humidité a provoqué le blocage des languettes, entraînant un gondole important de la base. Ce gondole a immédiatement entraîné le refus du produit par le détaillant et des semaines de retouches manuelles coûteuses. L'utilisation d'une doublure extérieure en résistantes⁴plus qui résistent naturellement à l'humidité et préservent la solidité des languettes.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Testliner 100 % recyclé pour toutes les zones | Papier kraft vierge pour murs porteurs5 | Prévient les déchirures dues à l'humidité |
| En supposant que tout le papier absorbe l'encre de manière égale | Spécification des feuilles supérieures revêtues6 | Garantit une image de marque percutante et dynamique |
| négliger le gonflement dû à l'humidité | Ajout d'une couche tampon de 1,01 mm (0,04 pouce)7 | Assemblage de languettes sans frottement |
J'exige toujours l'utilisation de papier kraft vierge pour les supports structurels principaux, car économiser quelques centimes sur le papier brut ne vaut jamais le risque qu'un présentoir effondré bloque une allée de magasin très fréquentée.
🛠️ Le bureau d'Harvey : Vous vous demandez si vos matériaux actuels résistent au transport en climat humide ? 👉 Demandez un audit des matériaux ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Quelle est la différence entre le carton et le carton ondulé ?
Utiliser ces deux termes de manière interchangeable dans un courriel adressé à une usine est le moyen le plus rapide de recevoir le mauvais prototype sur votre bureau.
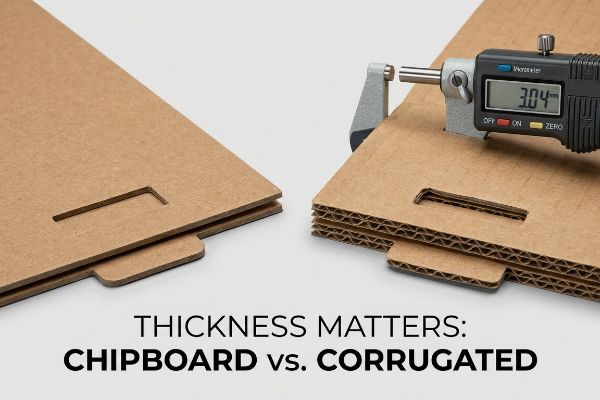
Le terme « carton » désigne une simple couche de carton épais et plat, utilisée pour les boîtes pliantes légères, tandis que le carton ondulé possède une couche intérieure cannelée conçue pour supporter des charges structurelles. Si les cartons offrent une excellente surface d'impression directe, ils ne possèdent pas la résistance à la compression inhérente aux arches architecturales en carton ondulé.

Chacun de ces supports a sa place dans le commerce de détail, mais croiser leurs fils lors de la prépresse ruine l'impact visuel de votre marque.
L'effet planche à laver : quand l'esthétique du carton rencontre la réalité du carton ondulé
Les responsables de marques utilisent souvent des illustrations haute résolution conçues pour un emballage cosmétique plat et les appliquent directement sur un présentoir de sol en carton ondulés'attendant à obtenir exactement le même fini brillant et miroir. Ils supposent que le processus d'impression commerciale est identique quelle que soit la structure interne du support.,
C’est là que la réalité physique des cannelures compromet l’objectif marketing. Lorsqu’on applique une pression directe pour imprimer sur du carton ondulé standard, l’encre se dépose de manière irrégulière sur les cannelures invisibles, créant des stries dures et ombrées, connues sous le nom d’effet « effet tôle ondulée »<sup>9</sup>. J’ai vu des clients passer la main sur un prototype fraîchement imprimé et sentir la texture légèrement granuleuse des cannelures qui transparaissent à travers la feuille supérieure, réalisant immédiatement que leurs graphismes haut de gamme paraissent bon marché et brouillés. Pour obtenir une finition carton ultra-lisse sur une structure robuste, il faut utiliser une micro-cannelure comme la cannelure E ou recourir à un procédé de lithographie-lamination<sup>10</sup> pour coller une feuille plate pré-imprimée directement sur les cannelures.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Impression directe sur grandes cannelures | Litho-lamination sur feuilles supérieures11 | Offre des graphismes plats de haute qualité |
| On s'attend à une surface aussi lisse qu'un carton | Mise à niveau vers le profil E-Flute12 | Élimine l'effet de planche à laver |
| En utilisant exactement la même logique de découpe | Application de tolérances de pliage spécifiques13 | Empêche les coins de se fissurer |
J'évite complètement ce désastre visuel en interceptant les fichiers qui mélangent ces disciplines de matériaux, garantissant ainsi que votre affichage robuste soit aussi impeccable que l'emballage principal de votre produit.
🛠️ Le bureau de Harvey : Vous avez du mal à obtenir une impression impeccable et de qualité supérieure pour vos présentoirs de sol ? 👉 Demandez votre guide de prépresse ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur ajoutée.
Quelle est la différence entre le carton et les feuilles de carton ondulé ?
Le terme « carton » est un terme générique utilisé par les consommateurs ; « ondulé » est un terme technique. Comprendre la différence est essentiel pour savoir si vos pièces s’assembleront correctement.
Le terme « carton » est un terme générique et non technique désignant généralement toute pâte à papier épaisse, comme le carton gris plat utilisé pour les boîtes de céréales. Les feuilles ondulées désignent spécifiquement l'assemblage de deux couches de carton ondulé et de cannelures, présentant des tolérances d'épaisseur précises requises pour les emballages structuraux robustes et les chaînes de montage automatisées.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que vos languettes découpées refusent de se verrouiller en place.
Le piège de la compensation d'étrier sur la chaîne de production
Les graphistes travaillant avec des logiciels vectoriels numériques traitent fréquemment tout papier épais comme du carton générique, dessinant des lignes de découpe 2D avec des fentes et des languettes qui correspondent parfaitement en largeur14.Ils supposent que si une languette mesure 2 pouces (50,8 mm) de large à l'écran, la fente de réception doit également mesurer exactement 2 pouces (50,8 mm) de large.
Il ne s'agit pas que de théorie : je le constate en production lorsque les clients soumettent des fichiers sans calculer l'épaisseur physique de la feuille de carton ondulé. Lorsqu'un panneau de cannelure B de 3,04 mm d'épaisseurse plie à 90 degrés, ce pli consomme de la matière et modifie sa géométrie. Lorsque mon équipe d'assemblage tente d'insérer une languette standard dans une rainure non compensée, je perçois l'odeur caractéristique de poussière et de fibres de papier qui se cassent sous la pression, la couche supérieure se déchirant par friction. J'ai relevé les mesures au micromètre et prouvé qu'il n'était pas nécessaire de revoir la conception : il suffisait d' de pliage spécifiquetolérance directement dans la trajectoire de découpe de la machine CNC (Commande Numérique par Calculateur). En imposant cette tolérance de 3,2 mm, je garantis une réduction du temps d'assemblage pour le conditionnement de 45 secondes par unité, éliminant ainsi les coûts de main-d'œuvre inutiles et assurant des plateaux.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dimensions de la fente et de la languette : 1:1 | Compensation automatique de l'étrier17 | Garantit un assemblage sans frottement |
| En négligeant le rayon de pliure | Ajout de tolérances de pliage spécifiques18 | Empêche le carton de se déchirer |
| Conception pour panneaux de particules plats | Conception pour l'épaisseur de la cannelure B19 | Garantit que les pièces soient parfaitement carrées |
J'élimine ces angles morts numériques avant même de graver une matrice de découpe, transformant ainsi un casse-tête d'assemblage frustrant en un déploiement en magasin rapide et structurellement solide.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez tenter le coup avec du papier testliner recyclé bon marché, mais lorsque ces fibres fragiles absorbent l'humidité de l'entrepôt et gonflent, vous risquez un gondolage important de la base, entraînant un refus immédiat du détaillant et anéantissant la marge bénéficiaire de votre campagne. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous fiez plus aux tolérances structurelles : laissez-moi auditer personnellement vos plans grâce à mon Audit Pré-Factory de Moulage Gratuit ↗ afin de détecter ces points de friction cachés avant la production.
« Estimation de la résistance à la compression des boîtes en carton ondulé pour… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/]. Rôle de la preuve : vérification technique ; type de source : norme industrielle. Appuie : l'affirmation selon laquelle les cannelures verticales agissent comme des colonnes pour augmenter la résistance structurelle. Note de portée : les valeurs du BCT dépendent de la taille des cannelures et de la qualité du revêtement. )
« Différence entre le Testliner et le papier kraft – TLP Packaging », https://tlppackaging.com/difference-between-testliner-and-kraft-paper/recyclés. Remarque : les prix varient selon la région et le volume d’achat. papiers
« Effets du recyclage répété sur la résistance du papier », https://scholarworks.wmich.edu/engineer-senior-theses/9/. [Des sources faisant autorité en science des matériaux sur la production de pâte à papier confirment que le processus de recyclage dégrade la longueur des fibres et la résistance de la liaison]. Rôle de la preuve : spécification technique ; type de source : étude universitaire ou manuel industriel. Appuie : la sensibilité du carton recyclé à la dégradation induite par l’humidité. Note de portée : s’applique aux procédés de fabrication mécanique de pâte à papier .
« Papier kraft vs Testliner : Guide stratégique des coûts et des performances », https://packagemanufacturer.com/kraft-paper-vs-testliner/. [Les manuels d'ingénierie de l'emballage indiquent que les fibres de kraft vierges possèdent une longueur et une liaison intermoléculaire supérieures, ce qui améliore l'intégrité structurelle et la résistance à l'humidité]. Type de preuve : spécification technique ; source : norme de l'industrie de l'emballage. Argument : avantage du kraft vierge pour les environnements à forte humidité. Précision : concerne spécifiquement le procédé de fabrication de la pâte kraft .
« [PDF] CARTONS VIERGES VERSUS RECYCLÉS Par L. Lisa Zhao Une thèse… », https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdfs'applique spécifiquement aux éléments porteurs des présentoirs en carton ondulé. :
« Papier couché ou non couché : quand utiliser l’un ou l’autre ? – Domtar », https://www.domtar.com/blog-posts/coated-vs-uncoated-paper-when-to-use-which/. [Les normes de l’industrie de l’imprimerie expliquent comment les couchages de surface empêchent l’encre de pénétrer dans les fibres du papier, améliorant ainsi l’éclat et la netteté des couleurs]. Type de preuve : propriété technique ; type de source : guide de l’industrie de l’imprimerie. Argument : avantage des feuilles couchées pour l’image de marque. Remarque : ce document se concentre sur la qualité d’impression visuelle plutôt que sur la résistance structurelle .
« [PDF] Effets de l’humidité relative sur la compression… – Clemson OPEN », https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf : la tolérance peut varier selon la qualité spécifique du carton ondulé. Remarque
« Carton ondulé versus carton plat pour les applications e-commerce », https://www.salazarpackaging.com/corrugated-versus-paperboard-for-e-commerce-applications/la qualité d'impression. Note de portée : applicable aux méthodes d'impression offset et flexographique. sur
« Avec les boîtes en carton ondulé, vous pouvez mesurer le succès – Billerud », https://www.billerud.com/products/packaging-materials/corrugated-materials/knowledge-center/washboarding. [Un guide technique du secteur de l'impression décrit l'effet de tôle ondulée comme la manifestation visuelle des ondulations du carton sur la surface imprimée]. Rôle de la preuve : définition ; type de source : manuel technique. Éléments abordés : cause et aspect de l'effet de tôle ondulée. Remarque : spécifique aux matériaux en carton ondulé imprimés directement .
« Litho-lamination vs. Impression numérique : Guide d'achat industriel… », https://mdmpkg.com/litho-laminited-vs-digital-printing-premium-corrugated-packaging-2/. [Les normes de fabrication d'emballages spécifient les dimensions des cannelures E et la lithographie-lamination comme méthodes principales pour obtenir une surface lisse et haute résolution sur le carton structurel]. Rôle de la preuve : solution technique ; type de source : manuel de fabrication. Appuie : méthodes standard de l'industrie pour éliminer la visibilité des cannelures. Note de portée : concerne les qualités d'emballage haut de gamme. ↩
« Quel procédé d'impression est le plus adapté aux emballages en carton ondulé ? », https://www.assetliquidity.net/blog/what-printing-process-is-best-for-corrugated-packaging. [Ce guide technique sur les méthodes d'impression pour emballages en carton ondulé explique comment la lithographie-lamination offre une surface lisse pour des graphismes haute résolution, contrairement à l'impression directe. Rôle de la preuve : vérification technique ; type de source : manuel industriel. Supporte : une qualité graphique optimale. Note de portée : se concentre sur les emballages haut de gamme destinés à la vente au détail. ]
"[PDF] Effet de vague sur le carton ondulé – Dépôt de recherche RMIT.", https://research-repository.rmit.edu.au/articles/thesis/Washboarding_of_corrugated_cardboard/27576537/1/files/50744808.pdf. [Les normes d'ingénierie de l'emballage décrivent le profil plus fin de la cannelure E comme une solution pour réduire l'effet de vague visible. Rôle de la preuve : spécification technique ; type de source : article de science des matériaux. Objectif : élimination de l'effet de vague. Note de portée : applicable aux boîtes en carton ondulé de petit format.] ↩
« Conception ondulée », https://groups.google.com/g/comp.cad.solidworks/c/bV6mhVT7YiQ. [Les normes de fabrication du carton ondulé détaillent les tolérances de pliage nécessaires pour tenir compte de l'épaisseur du matériau et prévenir la fissuration due aux contraintes aux angles. Niveau de preuve : norme d'ingénierie ; type de source : guide de fabrication. Objectif : prévention de la fissuration aux angles. Remarque : varie selon la taille des cannelures.] ↩
« Jeux pour languettes et encoches en tôle – Cutting Corners, épisode 15 », https://www.youtube.com/watch?v=WTDtj8vAJuERôle de la preuve : norme technique ; type de source : manuel d'ingénierie. Justifie : la nécessité d'une compensation de matière dans les gabarits. Note de portée : Spécifique aux emballages structurels physiques. .
« [PDF] Spécifications du carton ondulé – Archives nationales », https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. [Les normes industrielles relatives aux emballages en carton ondulé spécifient les plages d'épaisseur nominales pour différents profils de cannelure, confirmant l'épaisseur standard pour la cannelure B. Rôle de la preuve : vérification factuelle ; type de source : spécification technique ; Éléments pris en compte : épaisseur du matériau ; Remarque : l'épaisseur précise peut varier légèrement selon le fabricant. ]
« Rigidité à la flexion du carton ondulé », https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Les principes d'ingénierie de l'emballage décrivent le calcul de la tolérance de pliage pour compenser le déplacement et la compression du matériau lors du pliage. Rôle de la preuve : validation théorique ; type de source : manuel d'ingénierie ; Supports : compensation géométrique ; Note de portée : spécifique aux matériaux de pliage d'une certaine épaisseur. ]
« Conception d'emballages avec un logiciel de CAO : Guide étape par étape – Esko », https://www.esko.com/en/blog/packaging-design-with-cad-softwareconception automatisés. de
« Le guide ultime des boîtes en carton ondulé – Shorr Packaging », https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Les normes d'ingénierie de l'emballage expliquent comment l'intégration de tolérances de pliage permet de compenser l'épaisseur du matériau et d'éviter que le carton extérieur ne se déforme et ne se déchire lors du pliage]. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie ; Arguments : la tolérance de pliage prévient la rupture du matériau ; Remarque sur la portée : spécifique aux épaisseurs de carton ondulé .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdfla cannelure B pour l'alignement structurel ; remarque : l'épaisseur peut varier légèrement selon les normes du fabricant. de


