
Vous lancez une campagne marketing d'envergure, mais votre budget fond comme neige au soleil dans des matériaux que vous maîtrisez mal. Choisir le mauvais support peut anéantir instantanément l'impact physique de votre marque.
Le carton est un matériau à base de papier très résistant, largement utilisé dans l'emballage de détail et la fabrication de présentoirs. Les normes industrielles reconnues internationalement le classent principalement en carton compact pour les boîtes pliantes légères et en carton ondulé cannelé, conçu pour absorber les chocs importants lors des transports internationaux difficiles et des opérations logistiques complexes d'entreposage.

Mais comprendre la définition théorique ne vous permettra pas de préserver vos profits lorsque les presses à usine se mettront en marche.
De quoi est fait le carton ?
Toute structure commerciale robuste commence par un simple mélange de pulpe de bois et d'eau, mais la recette exacte détermine si votre présentoir survivra ou s'effondrera.
Le carton est fabriqué à partir de fibres de cellulose compressées, issues soit de bois fraîchement récolté, soit de papier recyclé. La fabrication de carton ondulé haute résistance nécessite le collage de feuilles de couverture plates sur un support intérieur cannelé, à l'aide d'adhésifs à base d'amidon, afin de créer une structure composite rigide et très absorbante les chocs, idéale pour les environnements commerciaux.

Connaître les ingrédients de base est utile, mais le véritable piège réside dans la provenance de ces fibres.
Le dilemme du papier kraft vierge contre le papier testliner recyclé
De nombreuses marques imposent instinctivement l'utilisation de matériaux 100 % recyclés pour leurs présentoirs afin de respecter leurs objectifs de développement durable. Elles partent du principe que tout support en testliner recyclé offre les mêmes performances que les fibres de papier fraîchement récoltées¹. sous forte contrainte
Je constate constamment cette erreur lorsqu'une marque tente de présenter 22,6 kg de produits liquides sur un présentoir entièrement fabriqué en testliner recyclé. Ces fibres de papier recyclé, déjà broyées et transformées à de multiples reprises, sont microscopiquement beaucoup plus courtes et structurellement épuisées².En essayant de plier une languette de fermeture complexe, on entend littéralement le carton brut se déchirer au lieu de se plier proprement. Pour éviter ce problème, je recommande vivement d'utiliser un revêtement extérieur en kraft vierge pour tous les points de charnière ; il offre les fibres longues et continues nécessaires à des plisnets³ tout en permettant l'utilisation de matériau recyclé pour le cannelage intérieur.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de carton 100 % recyclé pour les languettes de verrouillage ultra-résistantes | Spécifiez du papier kraft vierge pour le revêtement extérieur | Élimine les languettes déchirées lors de l'assemblage en magasin |
| Négliger la longueur des fibres de papier dans les spécifications structurelles | Orientez la direction de la flûte de manière à ce qu'elle soit alignée avec le pli | Empêche l'affaissement du socle de l'écran sous la charge |
| Forcer des pliages complexes sur une toile de test fragile | Utilisez une matrice de rainage pour étirer les fibres proprement | Empêche les impressions de se craqueler sur les bords |
Je ne sacrifie jamais l'intégrité structurelle pour un argument marketing à la mode. L'association de papier kraft vierge et de cannelures intérieures recyclées garantit la durabilité de votre présentoir en magasin, sans obliger le sous-traitant à perdre du temps à recoller les languettes cassées.
🛠️ Le bureau d'Harvey : Vous vous demandez si votre matériau possède la résistance à la traction nécessaire pour supporter un pliage à 90 degrés ? 👉 Demandez un audit des matériaux ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Pourquoi le carton est-il interdit dans les hôpitaux ?
Vous vous demandez peut-être pourquoi un matériau aussi polyvalent est strictement interdit dans les environnements stériles, et la réponse tient à la contamination microscopique.
Non. Le carton est interdit dans les zones stériles des hôpitaux car sa structure poreuse retient naturellement l'humidité, abrite des bactéries nocives et libère continuellement des particules microscopiques de poussière. Cette libération de particules fait des emballages en carton ondulé brut un risque de contamination majeur pour les environnements hautement aseptisés, le matériel chirurgical et les chaînes d'approvisionnement cliniques sensibles.

Même si vous ne concevez pas de présentoirs pour une salle d'opération, ce problème de poussière a un impact considérable sur les emballages haut de gamme destinés au commerce de détail.
Contrôle de la poussière ondulée pour les détaillants haut de gamme
Une question fréquente des acheteurs est de savoir pourquoi leurs présentoirs cosmétiques arrivent recouverts d'un film granuleux et peu attrayant sur l'impression brillante4.Ils blâment généralement le transporteur, supposant que le conteneur d'expédition était sale pendant le transport.
La dure réalité, c'est que la découpe de carton ondulé épais agit comme un petit broyeur à bois, générant un nuage massif de poussière de cellulose microscopiquequi s'accroche à tout par électricité statique. Si votre usine ne gère pas activement ce phénomène, vos vendeurs devront nettoyer frénétiquement chaque unité avant de la mettre en rayon. Pour y remédier, j'installe des systèmes d'aspiration haute performance et des lames d'air directement sur nos tables de découpe, qui soufflent et aspirent physiquement les particules de papier avant même l'emballage. Vos présentoirs cosmétiques arrivent ainsi impeccables et prêts à la vente, ce qui épargne à votre équipe merchandising des heures de nettoyage manuel.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| En négligeant la poussière statique générée lors de la découpe à l'emporte-pièce6 | Installer l'aspiration et les lames d'air sur les machines7 | Offre au détaillant une présentation impeccable et haut de gamme |
| Incriminer le transport maritime pour les composants d'affichage sales | Isoler les machines de découpe de la zone d'assemblage | Réduit entièrement le temps de préparation et de nettoyage en magasin |
| Emballage de panneaux imprimés de couleur foncée sans dépoussiérage | Utiliser des traitements antistatiques pendant la phase d'impression8 | Empêche la poussière blanche disgracieuse de tacher l'encre foncée |
Je considère la poussière de carton ondulé comme un défaut majeur, et non comme un simple désagrément. Des méthodes de fabrication rigoureuses garantissent que vos présentoirs reflètent le caractère haut de gamme de votre marque dès leur sortie de l'emballage.
🛠️ Le bureau de Harvey : Vos écrans noirs haut de gamme arrivent-ils recouverts d'une fine couche de poussière de papier ? 👉 Obtenez une analyse du processus de fabrication ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Quels sont les trois types de carton ?
Lorsqu'un détaillant vous demande les spécifications de votre présentoir, répondre simplement « carton » revient à dire à un mécanicien que votre voiture fonctionne à l'« huile ». Il vous faut de la précision.
Il existe trois types de carton : le carton ondulé épais pour les expéditions lourdes, le carton fin ou les boîtes pliantes pour l’emballage primaire des produits, et le carton gris rigide pour les coffrets haut de gamme. Le choix du type de support approprié détermine la capacité de charge de la structure, la fidélité d’impression et la qualité finale de la présentation en magasin.

Mélanger ces matériaux lors de la phase de conception est le moyen le plus rapide de voir votre présentoir refusé par la direction du magasin.
L'effet de planche à laver sur les présentoirs de vente au détail
De nombreuses marques font l'erreur d'utiliser du carton ondulé épais de qualité expédition pour de petits présentoirs de comptoirElles soumettent des gabarits standard sans se rendre compte de l'interaction entre les grandes cannelures et l'impression offset de haute qualité..
Imaginez le carton ondulé comme une clôture en bois : si vous essayez d’y coller une affiche fine, vous verrez chaque nervure verticale. Je vois constamment des marques gâcher le lancement de leurs cosmétiques haut de gamme en imprimant directement sur du carton ondulé de type C, ce qui crée un effet de tôle ondulée disgracieux : le visuel apparaît strié et déformé sous l’éclairage des magasins. Ma règle d’or : opter systématiquement pour du carton ondulé micro-cannelure E ou utiliser un procédé de lithographie (lamination lithographique) sur du carton SBS (sulfate de sodium blanchi) pour tout ce qui est placé à hauteur des yeux. On obtient ainsi la rigidité du carton ondulé et la surface d’impression parfaitement lisse d’un emballage cartonné haut de gamme.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Impression de graphismes haut de gamme directement sur des tubes épais en C | Passez à une structure E-Flute ou micro-flûte | Élimine l'effet de peau d'orange disgracieux sous une lumière crue |
| Utilisation de cartons pliants fins pour les présentoirs de comptoir lourds | Spécifiez Litho-Lam sur SBS pour une structure hybride | Empêche l'écran de se déformer sous le poids du produit |
| Sans tenir compte de l'influence du profil de la flûte sur la clarté graphique | Effectuez un test physique de réduction de tension sur la planche elle-même | Garantit la cohérence visuelle de la marque dans tout le rayon |
Je refuse qu'un mauvais choix de matériaux compromette un design graphique haut de gamme. Opter pour le bon profil de cannelure transforme complètement une boîte d'apparence bon marché en un présentoir commercial à fort taux de conversion.
🛠️ Le bureau de Harvey : L’effet « planche à laver » gâche-t-il le graphisme de vos emballages cosmétiques haut de gamme ? 👉 Demandez un audit gratuit de vos supports ↗ — Pas de formulaires interminables qui vous incitent à passer des appels commerciaux à n’en plus finir. Uniquement de la valeur.
Qu'est-ce qu'un carton ?
Cela ressemble à une question philosophique, mais définir ce matériau strictement comme une feuille de papier sèche et statique est une grave erreur d'ingénierie.
Le carton est une structure de papier compressé conçue de manière dynamique, qui réagit activement aux conditions physiques environnementales. Plutôt qu'un objet statique et inerte, ses fibres ondulées se comportent comme des éponges vivantes, se dilatant et se contractant en fonction de l'humidité ambiante en usine, du taux d'humidité élevé lors du transport maritime et des fluctuations prolongées de température en entrepôt.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que vos écrans se retrouvent dans un entrepôt côtier étouffant.
Le piège du gonflement dû à l'humidité dans les chaînes d'approvisionnement en milieu humide
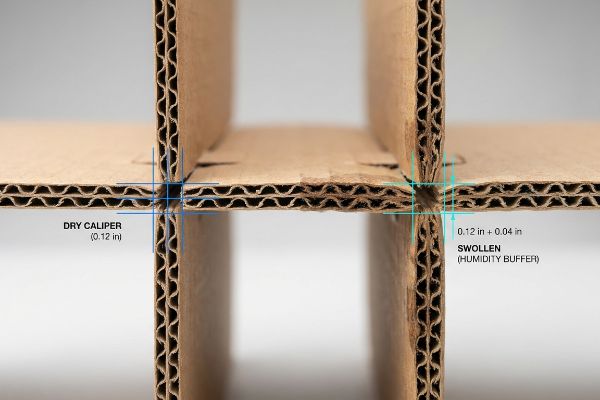
Dans des bureaux climatisés, les graphistes conçoivent souvent les tolérances des rainures de découpe en se basant uniquement sur le diamètre absolu à sec du carton. Ils supposent qu'une rainure usinée à 3,04 mm (0,12 pouce) exactement acceptera parfaitement une languette de cannelure B de 3,04 mm0,12 lors de l'assemblage par le sous-traitant, des mois plus tard.
Faire tenir un seul présentoir debout dans un laboratoire climatisé est facile, mais la réalité est tout autre lorsqu'il s'agit d'en expédier 500 dans un centre de distribution humide et chaud de Floride. Dans mon atelier, je constate régulièrement que le support de test poreux absorbe l'humidité ambiante de l'océan, ce qui provoque un gonflement important du panneau, bien au-delà des spécifications initiales de CAO (Conception Assistée par Ordinateur). Lorsque l'équipe de conditionnement tente d'insérer de force cette languette gonflée dans l'emplacement prévu, la friction intense écrase les cannelures internes et déchire la feuille supérieure imprimée, compromettant ainsi la résistance structurelle au test de compression (BCT)¹¹. Pour résoudre ce problème, j'intègre automatiquement une zone tampon d'humidité de 1,01 mm (0,04 pouce)¹² dans chaque emplacement de réception, afin de compenser les variations d'humidité. Grâce à cette micro-tolérance, je réduis le temps d'assemblage jusqu'à 45 secondes par unité, ce qui diminue considérablement les coûts de main-d'œuvre et évite d'endommager les présentoirs en magasin.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception des largeurs de fentes à partir d'un pied à coulisse en papier parfaitement sec | Intégrez une zone tampon d'humidité dans le fichier CAO | Garantit un conditionnement sans friction même en milieu humide |
| Négliger le gonflement dû à l'humidité ambiante lors du transit océanique13 | Ajouter des revêtements barrières contre l'humidité spécialisés à la base14 | Empêche l'écran de s'affaisser sous le poids des stocks |
| Forcer à la main les languettes de verrouillage gonflées et serrées | Élargir la fente de réception pour permettre l'expansion du papier15 | Élimine les déchirures des feuilles supérieures imprimées lors de la mise en place en magasin |
Je ne me fie pas aux plans numériques parfaits ; je conçois en tenant compte des aléas climatiques. Prendre en compte le gonflement dû à l'humidité ne sert pas seulement à épargner des soucis à votre sous-traitant ; cela protège l'ensemble de votre investissement structurel.
🛠️ Le bureau d'Harvey : Connaissez-vous la tolérance exacte à la dilatation due à l'humidité des languettes de verrouillage de votre présentoir en carton ondulé ? 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'engagiez des dépenses inutiles en production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais lorsque le panneau de contrôle à sec absorbe l'humidité de l'entrepôt et gonfle, le frottement qui en résulte détruit la résistance de votre panneau, ralentissant la chaîne de montage d'environ 30 % et anéantissant votre marge. Voici la fiche technique exacte que mes 10 principaux clients du secteur de la vente au détail utilisent pour garantir zéro rejet d'impression. Cessez de deviner les tolérances environnementales et laissez-moi analyser personnellement vos fichiers structurels grâce à mon audit de pré-production gratuit ↗ afin de détecter les erreurs dimensionnelles critiques avant la production.
« [PDF] CARTONS VIERGES VERSUS RECYCLÉS Par L. Lisa Zhao Une thèse… », https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf. [Des données techniques comparant la résistance à la traction et la résistance à l’éclatement du testliner recyclé par rapport aux fibres kraft vierges démontrent un écart de performance sous contrainte]. Rôle de la preuve : Validation technique ; type de source : Revue de science des matériaux ou norme de l’industrie de l’emballage. Appuie : L’affirmation selon laquelle les fibres recyclées et vierges ont des propriétés structurelles différentes. Note sur la portée : Limité aux applications soumises à des contraintes élevées .
« Évolution de la qualité des matériaux en fibres recyclées. Partie 1. Facteurs influençant… », https://bioresources.cnr.ncsu.edu/resources/changing-quality-of-recycled-fiber-material-part-1-factors-affecting-the-quality-and-an-approach-for-characterisation-of-the-strength-potential/. [Les manuels techniques sur le recyclage du papier confirment que les processus de repulpage répétés raccourcissent mécaniquement les fibres de cellulose, réduisant ainsi la résistance à la traction globale du matériau]. Type de preuve : spécification technique ; type de source : manuel industriel. Appui : la faiblesse structurelle du testliner recyclé. Note sur la portée : limité aux procédés de recyclage mécanique .
« Perspectives de maintien de la résistance du papier et du carton… », https://bioresources.cnr.ncsu.edu/resources/prospects-for-maintaining-strength-of-paper-and-paperboard-products-while-using-less-forest-resources-a-review/. [Des recherches sur la production de papier kraft indiquent que le procédé de pâte chimique préserve la longueur des fibres de cellulose, ce qui améliore la résistance du carton à la déchirure lors du pliage]. Niveau de preuve : spécification technique ; type de source : revue scientifique sur les matériaux. Appui : la recommandation d’utiliser du papier kraft vierge aux points d’articulation structurels. Note de portée : comparaison avec les fibres recyclées .
« Guide sur les défauts de surface du carton et la qualité d'impression des boîtes d'expédition », https://www.linkedin.com/pulse/paperboard-surface-defects-shipping-box-print-quality-ricky-fang-cms2e. [La documentation technique sur la science des matériaux explique comment le carton ondulé libère des fibres de cellulose microscopiques et de la poussière qui adhèrent aux finitions brillantes par électricité statique ou humidité]. Rôle de la preuve : mécanisme causal ; type de source : guide technique industriel. Appui : observation de résidus particulaires sur les emballages haut de gamme. Note sur la portée : s'applique spécifiquement aux matières premières ondulées .
« Préparation et propriétés des films à base de cellulose régénérée… », https://pmc.ncbi.nlm.nih.gov/articles/PMC7513365/. [Un rapport d'hygiène industrielle ou une étude de science des matériaux confirmerait que le cisaillement mécanique des fibres de papier ondulé libère des particules de cellulose en suspension dans l'air]. Rôle de la preuve : Vérification technique ; type de source : Guide d'hygiène industrielle. Appuie : L'affirmation selon laquelle la découpe à l'emporte-pièce produit des poussières microscopiques. Note de portée : La concentration de particules varie en fonction du tranchant de la lame et de l'épaisseur du matériau .
« Films de poussière sur les emballages – IFSQN », https://www.ifsqn.com/forum/index.php/topic/35110-films-of-dust-on-packaging-products/. [La documentation technique sur la fabrication du carton explique comment le frottement lors de la découpe crée des charges électrostatiques qui génèrent et attirent des particules]. Rôle de la preuve : vérification factuelle ; type de source : manuel technique. Appuie : le lien de causalité entre la découpe et la contamination par la poussière. Note de portée : Spécifique aux matériaux en carton ondulé .
« Fabricants de lames d'air en Inde | Cleantek », https://www.cleantekindia.com/categories/air-knife?srsltid=AfmBOopWVID_B8OGtbOFYncFJkEZeetiPcR280uHszYNjvbzfeGXNv_1matérielles de contrôle des poussières. Périmètre : s'applique à la production à l'échelle industrielle. solutions
« Agents antistatiques pour emballages sans électricité statique », https://xray.greyb.com/packaging/antistatic-agents. [Les guides industriels sur les technologies d'impression décrivent l'application d'agents antistatiques pour réduire l'attraction de la poussière de papier en suspension dans l'air sur les surfaces imprimées]. Rôle de la preuve : validation de procédé ; type de source : livre blanc de l'industrie de l'impression. Apport : Méthode de prévention de l'accumulation de poussière sur les encres foncées. Note relative au champ d'application : s'applique aux emballages haut de gamme destinés à la vente au détail .
« Réflexions sur l’impression dans le carton ondulé », https://www.agfa.com/printing/tips/corrugated-boxes/imprimerie. Sujet : relation entre la texture du support et la fidélité d’impression. Précision : spécifique à l’impression offset sur matériaux cannelés. l’
« [PDF] Spécifications du carton ondulé – Archives nationales », https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. [Les normes industrielles d'emballage fournissent les spécifications d'épaisseur nominale du carton ondulé de type B pour vérifier la mesure de 0,12 pouce]. Rôle de la preuve : spécification technique ; type de source : norme industrielle ; Appuie : validité des dimensions du carton ondulé de type B ; Remarque : l'épaisseur réelle peut varier légèrement selon le fabricant et la qualité .
« Estimation de la résistance à la compression des boîtes en carton ondulé pour un… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Un manuel d'ingénierie de l'emballage ou une norme ASTM expliquerait comment le gonflement dû à l'humidité et l'affaissement mécanique des cannelures réduisent la capacité de charge verticale d'un carton]. Rôle de la preuve : validation technique ; type de source : norme d'ingénierie. Appuie : le lien de causalité entre l'humidité/le frottement et la défaillance structurelle. Note de portée : se concentre sur la métrique du test de compression de la boîte .
« [PDF] Effets de l’humidité relative sur la compression… – Clemson OPEN », https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Les spécifications techniques industrielles relatives à la conception du carton ondulé permettraient de vérifier si un jeu de 1 mm (0,04 pouce) est une norme reconnue pour atténuer la dilatation hygroscopique dans les zones à forte humidité]. Rôle de la preuve : vérification des spécifications ; type de source : document technique. Appui : la précision de la solution technique proposée. Remarque sur la portée : peut varier en fonction de la qualité du papier et des niveaux de saturation en humidité .
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Une source faisant autorité en logistique maritime ou en sciences du papier quantifierait le pourcentage de variation dimensionnelle des matériaux ondulés lors du transport maritime]. Rôle de la preuve : vérification factuelle ; type de source : article technique. Appuie : le risque de gonflement du matériau pendant le transport. Note sur la portée : varie selon la qualité du matériau et le revêtement .
« Revêtement barrière pour emballages en papier et carton ondulé », https://global.humanchem.com/resources/barrier-coating-for-paper-and-corrugated-board-packaging.htmlde revêtements pour prévenir l’effondrement structurel. Note de portée : se concentre sur l’intégrité structurelle du support. utilisation
« [PDF] Étude des propriétés mécaniques des emballages en carton… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1066&context=japr. [Les manuels d’ingénierie de l’emballage fournissent des recommandations sur l’ajout de tolérances aux encoches pour tenir compte de l’hygroscopicité des fibres de cellulose]. Rôle de la preuve : validation des meilleures pratiques ; type de source : manuel d’ingénierie. Appuie : la nécessité d’ajuster la largeur des encoches pour la dilatation. Note de portée : s’applique spécifiquement aux tolérances des mécanismes de verrouillage .


