La découpe du carton ondulé exige bien plus que de simples lames affûtées. Ce processus requiert un écosystème précis d'outils conçus sur mesure afin de préserver intégralement l'intégrité de votre marque.
Les matrices de découpe, de rainage et de perforation servent à façonner les présentoirs en carton ondulé. Ces instruments mécaniques garantissent l'intégrité structurelle et la précision du pliage. Le choix de la configuration adéquate prévient les déchirures du matériau et assure la résistance de vos emballages aux chaînes de montage complexes et aux environnements commerciaux à fort trafic, partout dans le monde.

Avant de finaliser votre prochaine campagne de vente au détail, laissez-moi vous montrer précisément comment ces outils invisibles déterminent votre succès opérationnel.
Combien existe-t-il de types de matrices ?
Comprendre vos options d'outillage fait toute la différence entre un présentoir impeccable et un tas de carton gaspillé sur le sol de l'atelier d'emballage.
Il existe plusieurs types de matrices utilisées dans l'emballage, principalement réparties en découpes traversantes, pliages partiels et perforations. Les machines automatisées nécessitent des commandes d'outillage spécifiques pour différencier le tranchage du carton brut et son pliage en douceur. L'application correcte de ces formes spécialisées garantit une transition harmonieuse des feuilles plates aux supports marketing fonctionnels.
La multitude d'outils de coupe disponibles ne signifie rien si vos fichiers de conception utilisent le mauvais langage.
Le piège caché des CNC dans les applications de matrices
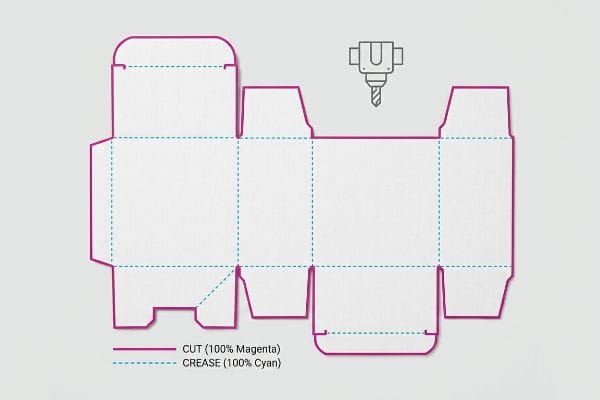
La plupart des équipes marketing partent du principe qu'un simple contour noir sur un fichier Illustrator suffit à indiquer à l'usine où découper. Elles traitent le gabarit structurel comme un simple élément graphique, ignorant la manière dont les équipements de transformation automatisés interprètent réellement lesdonnées¹.
Je constate constamment cette erreur lorsque de jeunes graphistes soumettent des gabarits plats utilisant l'encre CMJN (Cyan, Magenta, Jaune, Noir) standard pour chaque pli et découpe. Lorsque ces fichiers arrivent dans le logiciel RIP, la machine fusionne les tracés de découpe avec le visuel,laissant à l'opérateur une boîte parfaitement imprimée avec des contours noirs visibles, mais sans aucune découpe réelle. Je me souviens encore de la sensation de poussière de découpe dans l'air lorsque j'ai vu un lot entier d'échantillons sortir de la table CNC (Commande Numérique par Calculateur) complètement aplati, car le logiciel était incapable de distinguer le type de lame du visuel.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utiliser du noir pour toutes les lignes | Attribuer une couleur magenta à 100 % aux découpes3 | Évite les retards coûteux de réimpression |
| Estomper les plis et les découpes | Utilisez du cyan pur à 100 % pour les plis4 | Garantit des plis précis à 90 degrés |
| Ignorer les règles du logiciel machine | Préparation au vol avec des couleurs structurelles5 | Gain de 20 minutes sur l'assemblage |
Je convertis quotidiennement ces traits noirs génériques en couleurs d'accompagnement mécaniques. Consacrer trente secondes à la mise en correspondance précise de vos vecteurs numériques élimine complètement les corrections manuelles et garantit un respect absolu des délais.
🛠️ Le bureau d'Harvey : Vous craignez que vos calques ne s'annulent accidentellement lors de la découpe ? 👉 Envoyez-moi votre fichier de gabarit à plat ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quels sont les 4 types de mort ?
Dans le secteur manufacturier, une défaillance structurelle n'est pas qu'un simple désagrément ; elle anéantit complètement le retour sur investissement d'une campagne. Nous catégorisons ces erreurs fatales en différents types de pannes.
Les quatre types de défaillances des emballages en carton ondulé correspondent à des défauts structurels : cintrage des fentes, fissuration lithographique, écrasement des palettes et déformation due à l’humidité. Ces défauts critiques surviennent lorsque les concepteurs négligent les dimensions physiques du carton plié, ce qui entraîne un effondrement total sous le poids des marchandises, au niveau de la surface de vente.

De tous ces modes de défaillance, négliger l'épaisseur du matériau lors de la phase de découpe est le moyen le plus rapide de faire échouer un projet.
Compensation d'étrier et mort de l'assemblage
Les graphistes dessinent souvent les languettes d'emboîtement à la même largeur que la fente correspondante, partant du principe que la géométrie du papier est plane. Ils ne tiennent pas compte de l' épaisseur réelle du carton onduléune fois plié à angle droit.
Lorsqu'un panneau épais se plie, il consomme physiquement de la matière et nécessite une fente de réception plus large(7) pour compenser le rayon extérieur. J'ai récemment vu un vendeur exaspéré transpirer pendant quinze minutes à forcer la pose d'une languette d'en-tête complexe, car la fente de découpe était légèrement trop étroite. La rigidité du carton kraft vierge a fini par faire gondoler tout le panneau, les obligeant à utiliser un ruban adhésif transparent disgracieux qui a complètement ruiné l'image haut de gamme de la marque.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Largeurs de languette et de fente 1:1 | Ajouter une tolérance de pliage aux fentes de matrice8 | Permet un verrouillage sans frottement |
| En négligeant l'épaisseur des cannelures | Compensation paramétrique pour flûte en si9 | Arrête la déformation de l'écran |
| S'appuyant sur une géométrie 2D plane | Tests de tolérance 3D ArtiosCAD10 | Élimine l'utilisation disgracieuse du ruban adhésif |
Je refuse catégoriquement d'utiliser des gabarits plats sans ajuster mathématiquement les encoches de réception en fonction de l'épaisseur du carton. L'ajout de cette légère tolérance de pliage dans le fichier numérique garantit au sous-traitant un assemblage sans frottement et sans déchirure, préservant ainsi l'image de votre marque.
🛠️ Harvey's Desk : Vos rainures structurelles sont-elles mathématiquement dimensionnées pour résister à un pliage à 90 degrés sans se déchirer ? 👉 Demandez une vérification de tolérance structurelle ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Quelles sont les différentes formes de dé ?
La forme physique de la lame encastrée dans le support en bois modifie fondamentalement la façon dont l'emballage fini interagit avec les mains humaines.
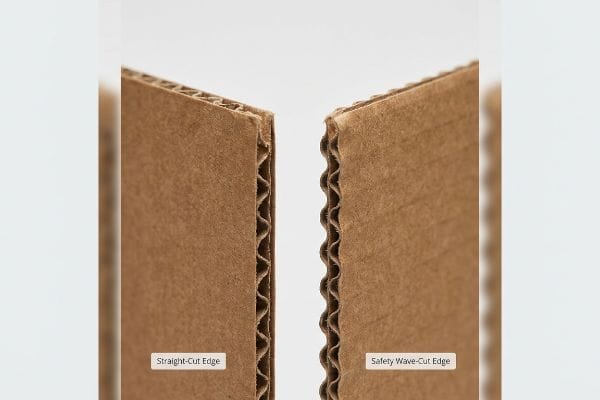
Les lames de découpe se déclinent en différents types : à bords droits, ondulés et à bords de sécurité spécifiques. Si les lames droites standard découpent efficacement les matériaux ondulés épais, les profils ondulés alternatifs créent un bord dentelé microscopique qui prévient activement les coupures graves lors de l’assemblage en grande quantité des emballages plats par les employés de la vente au détail.
Choisir le bon profil de lame permet de protéger vos utilisateurs finaux contre les dangers cachés et douloureux.
L'avantage de Safety Edge dans le commerce de détail à grande vitesse
Lors de commandes de production en grande série, les équipes d'approvisionnement ont tendance à privilégier les matrices de découpe en acier standard les moins chères. Elles prennent rarement en compte l' impact physiologique que les bords tranchants et fraîchement découpés du cartonauront sur le personnel chargé d'assembler des centaines d'unités par poste.
Imaginez le bord droit d'une feuille de papier comme un couteau de chef fraîchement aiguisé : il peut paraître net, mais il est impitoyable lors de mouvements rapides. J'en ai fait l'amère expérience lorsqu'une équipe entière de marchandisage s'est plainte de se couper les doigts en pliant rapidement des plateaux de présentation. La douleur vive d'une coupure profonde ralentit la chaîne de montage d'environ 20 %¹², ce qui m'a incité à immédiatement remplacer l'outillage par un coupe ondulé de sécurité¹³.de
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Lames de matrice droites standard | Spécification des profils de sécurité de coupe d'onde14 | Prévient les coupures graves dues au papier |
| Négliger l'ergonomie d'assemblage | Intégration de matrice à coins arrondis15 | Augmente la vitesse de déballage |
| À la recherche de l'outillage le moins cher | Investir dans des matrices de sécurité personnalisées | Réduit les plaintes des détaillants |
Je suis convaincu que pénaliser les employés de la vente qui contribuent physiquement à la fabrication de votre marque est une très mauvaise stratégie commerciale. L'amélioration du profil de la matrice avec un bord de sécurité représente un coût négligeable, mais génère un gain considérable en termes de satisfaction client et d'efficacité en atelier.
🛠️ Harvey's Desk : Avez-vous vérifié si vos présentoirs actuels blessent involontairement les employés qui les remplissent ? 👉 Obtenez une évaluation de sécurité ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur ajoutée.
Quel est le type de matrice le plus courant ?
Dans l'ensemble du secteur de la transformation, la matrice traditionnelle à plat en acier reste la méthode principale pour l'emboutissage de présentoirs en carton ondulé.
Le type de matrice le plus courant est la matrice à lame d'acier plate. Ce plateau en bois, fabriqué sur mesure, abrite des lames métalliques pliées avec précision et des règles de rainage. Il frappe les feuilles de carton ondulé avec une pression immense, garantissant un formage structurel rapide, répétable et économique pour les campagnes de merchandising de grande envergure à l'échelle mondiale.

Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et qu'une forte pression s'exerce sur les surfaces imprimées délicates.
Pourquoi les matrices en acier standard provoquent-elles des microfrictions à grande échelle ?
Les clients supposent souvent qu'un pliage à angle droit parfait et sans défaut est automatiquement obtenu en pressant une matrice de découpe standard sur un carton ondulé . Ils font confiance au mécanisme de la presse à découper, ignorant totalement la forte résistance physique que les fibres de kraft vierges exercent sur la règle de rainage métallique.de
Il ne s'agit pas d'une simple théorie : je constate ce phénomène en atelier lorsque du métal sous haute pression frappe le substrat. Dans mon usine, je vois régulièrement des règles en acier standard se déformer au niveau des cannelures internes et fissurer violemment la feuille supérieure imprimée, exposant ainsi des fibres brunes brutes le long des charnières. Lorsque je mesure la résistance sur 32 cartes ECT (Edge Crush Test), je constate souvent une déformation de 2,79 mm (0,11 pouce) qui provoque une fissuration lithographique complète<sup>17 </sup> lors de l'impact. J'ai relevé les mesures au micromètre et prouvé qu'il n'était pas nécessaire de changer le papier de qualité supérieure ; il suffisait d'intégrer un canal de rainage spécifique en polymère sur la plaque de découpe<sup>18</sup>. En contrôlant l'étirement des fibres grâce à ce canal d'enclume de 2,4 mm, j'ai complètement éliminé les fissures, ce qui a permis de réduire le temps d'assemblage pour le co-emballage de quarante secondes par unité et de préserver l'image de marque.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Pliage standard non tamponné | Utilisation d'une matrice de pliage femelle19 | Élimine les plis disgracieux |
| Surpression de la matrice | Réglage du calibre de frappe20 | Maintient la structure rigide |
| Modification des notes de papier | Installation de canaux d'enclume en polymère21 | Réduit considérablement le temps d'assemblage |
Je n'utilise jamais de matrice de rainage très profilée pour l'impression haute fidélité. La maîtrise de la tension des fibres garantit une présentation impeccable en magasin et vous évite le cauchemar de devoir jeter manuellement des unités fissurées.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur qui néglige l'épaisseur du matériau lors de l'outillage, mais si ces rainures trop étroites provoquent un gauchissement important de la base, entraînant un refus immédiat du détaillant, votre marge bénéficiaire sera complètement anéantie. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous fiez plus aux tolérances du carton : laissez-moi analyser vos fichiers grâce à mon audit gratuit de pré-impression ↗ afin de détecter les points de friction cachés avant même la mise en place des lames métalliques.
« IA dans les machines de découpe : transformations attendues – SBL », https://sblmachinery.com/ai-in-die-cutting-machines-expected-transformations/. [Les manuels techniques des machines de transformation CNC détaillent la traduction précise des trajectoires vectorielles en code machine pour la découpe et le rainage]. Rôle de la preuve : vérification technique ; type de source : manuel d’ingénierie. Appuie : l’affirmation selon laquelle les machines nécessitent une interprétation spécifique des données au-delà de la simple représentation visuelle. Note sur la portée : limité aux transformateurs d’emballages automatisés .
« Maîtriser les illustrations vectorielles pour la sérigraphie – YouTube », https://www.youtube.com/watch?v=IwH6MeS7YRsne sont pas isolés des illustrations. Remarque sur la portée : S'applique aux systèmes CNC pilotés par RIP. tracés
« Configuration des couleurs pour l’impression : quadrichromie, gamme étendue et tons directs… », https://inovarpackaging.com/color-setup-for-print-4-color-process-extended-gamut-spot-colors-explained/. [Un manuel de prépresse ou d’impression de référence confirme l’utilisation de tons directs magenta à 100 % pour indiquer les lignes de découpe dans les gabarits de découpe]. Type de preuve : spécification technique ; source : manuel professionnel. Permet : l’attribution correcte des couleurs pour la découpe. Remarque : spécifique à certains logiciels et flux de production .
« Comprendre les couleurs d'accompagnement et les couleurs quadri : un guide complet », https://www.ukpackpackaging.com/company-news/understanding-spot-colors-a-complete-guide/les plis]. Rôle de la preuve : spécification technique ; type de source : manuel de conception. Permet : l'attribution correcte des couleurs pour les plis. Remarque sur la portée : spécifique à certains logiciels/flux de travail. indiquer
« Prépresse 101 : Couleurs d’accompagnement et leur utilisation », https://www.americancarton.com/prepress-101-spot-colors-and-how-they-can-be-used. [La documentation du logiciel de contrôle en amont explique comment l’utilisation de couleurs d’accompagnement structurelles dédiées permet d’éviter les erreurs lors du transfert vers la machine de découpe]. Rôle de la preuve : validation du processus ; type de source : documentation logicielle. Contribue à : l’efficacité du contrôle en amont structurel. Remarque sur la portée : dépend du logiciel de contrôle en amont utilisé .
« Influence de l’épaisseur du carton sur les performances et le coût des emballages pliants », https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/application : s’applique spécifiquement au carton ondulé cannelé. d’
« [PDF] PLIEAGE ET GRAINAGE – BioResources », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie. Appuie : la nécessité d'une compensation d'épaisseur dans la conception des encoches. Note de portée : spécifique à l'épaisseur du carton ondulé. ]
« Constructions en carton : Calcul de la tolérance de pliage 1 – YouTube », https://www.youtube.com/watch?v=j1n5ojAbAic. [Les manuels d'ingénierie relatifs à la conception d'emballages expliquent comment la tolérance de pliage permet de compenser la déformation du matériau afin de garantir un ajustement précis]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Justifie : la nécessité d'une tolérance de pliage pour les mécanismes de verrouillage. Note relative au champ d'application : s'applique spécifiquement aux matériaux en carton ondulé pliables .
« Détermination analytique de la rigidité en flexion d'un panneau à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. [Les normes techniques relatives aux supports cannelés détaillent comment la prise en compte de l'épaisseur spécifique de la cannelure B permet d'éviter le gauchissement structurel]. Type de preuve : propriété du matériau ; type de source : norme de fabrication. Apport : prévention du cintrage des écrans par conception paramétrique. Note relative à la portée : limité au carton ondulé de cannelure B.
« Logiciel de conception d'emballages (structure) – Forums de discussion Core77 », https://boards.core77.com/t/package-design-software-structure/17140des adhésifs secondaires par des tests virtuels. Remarque : spécifique au logiciel Esko ArtiosCAD. suppression
« [PDF] Manutention et stockage des matériaux – OSHA », https://www.osha.gov/sites/default/files/publications/OSHA2236.pdfselon laquelle les matrices standard créent des bords dangereux pour les travailleurs. Note sur la portée : porte sur l'assemblage manuel à grand volume. affirmation
« Pertes de productivité dues aux blessures non mortelles aux États-Unis – PubMed », https://pubmed.ncbi.nlm.nih.gov/40812486/. [Étude d'ergonomie industrielle ou rapport sur la sécurité au travail quantifiant l'impact des lacérations mineures et répétitives sur l'efficacité et la productivité des travailleurs. Type de preuve : validation quantitative ; type de source : étude universitaire. Éléments à l'appui : l'indicateur spécifique de perte de productivité. Remarque : les pourcentages peuvent varier en fonction de la vitesse et du volume d'assemblage. ]
« [PDF] Choisir la règle appropriée pour différents supports », https://steelrule.com/wp-content/uploads/2022/02/Selecting-the-Correct-Rule-for-Different-Substrates.pdf. [Documentation technique d'un fabricant de matrices détaillant comment un profil de découpe ondulée crée un bord non linéaire afin de réduire le risque de coupures profondes dans le papier. Niveau de preuve : spécification technique ; type de source : manuel industriel. Éléments abordés : le mécanisme physique du bord de sécurité. Remarque : s'applique spécifiquement au carton et aux matériaux ondulés. ]
« Produits : Règle de découpe ondulée – National Steel Rule est le leader du marché… », https://steelrule.com/product-cutting-rule-wave/. Preuve : vérification technique ; source : guide de sécurité pour la fabrication. Avantages : réduction des coupures graves sur le papier. Remarque : applicable au carton et aux papiers épais. droites
« Boîtes à coins arrondis : “boîte d’expédition pour la vente au détail” – Trend Hunter », https://www.trendhunter.com/trends/retail-shipping-boxla vitesse de déballage. Remarque sur la portée : axée sur la manutention en grande distribution. de
« Influence des lignes de pliage analogiques et numériques sur les propriétés mécaniques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [Une source technique en science des matériaux ou en ingénierie de l'emballage expliquerait comment l'intégrité structurelle et l'élasticité des fibres kraft vierges créent une résistance physique lorsqu'elles sont comprimées par une règle de pliage métallique]. Rôle de la preuve : explication technique ; type de source : manuel technique. Appuie : l'affirmation selon laquelle la résistance du matériau nuit à un pliage parfait. Note de portée : Spécifique aux fibres kraft vierges à haute résistance .
« Explication des indices ECT : leur importance pour vos emballages en carton ondulé… », https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOopJlHucFxRm06i6QsGRVLNQzN5iDFlXxKNDnXXPr_9iEWzrWykdéfaillance du matériau. Remarque concernant la portée : spécifique aux cartons 32 ECT. de
« Comment éviter le craquelage du papier au niveau des plis lors de la découpe », https://www.kamura-steelrule.com/en/application-detail/die-cut-scoring-issues/. [Les guides industriels sur l'outillage de découpe expliquent comment les canaux de la matrice polymère gèrent l'étirement des fibres pour éviter le craquelage de surface, contrairement aux lames en acier standard.] Rôle de la preuve : mécanisme technique ; type de source : manuel de fabrication. Appuie : l'efficacité des canaux de la matrice pour réduire le craquelage. Note de portée : applicable à l'emboutissage haute pression .
« Matrice de rainage pour carton ondulé – Système Cito », https://www.cito.de/en/SA/cito/products-corrugated-board/creasing-matrix-corrugated-board/les fissures de surface grâce à un point de contre-pression précis. Rôle de la preuve : vérification technique ; type de source : manuel de fabrication. Sujet : effet des matrices de rainage sur la qualité du pliage. Note relative au champ d’application : s’applique spécifiquement au carton ondulé. préviennent
« Problèmes courants de pliage des boîtes en carton – Packmage », https://www.packmage.com/about/article/320-B_The_commonly_carton_box_creasing_issuesl'écartement des lames sur la rigidité. Remarque : concerne les matrices de découpe à plat en acier. de
« Guide FAQ sur les machines de découpe de carton – AOPACK », https://www.aopackmachine.com/cardboard-die-cutting-machine-faq-guide/Preuve : vérification technique ; type de source : étude industrielle. Conclusion : gain de vitesse d'assemblage grâce aux enclumes en polymère. Remarque : les gains d'efficacité varient selon la qualité du papier. .



