Une matrice de découpe émoussée ruine toute votre production. Si les bords de vos présentoirs ressemblent à du carton mâchouillé, vous perdez des ventes avant même l'ouverture du carton.
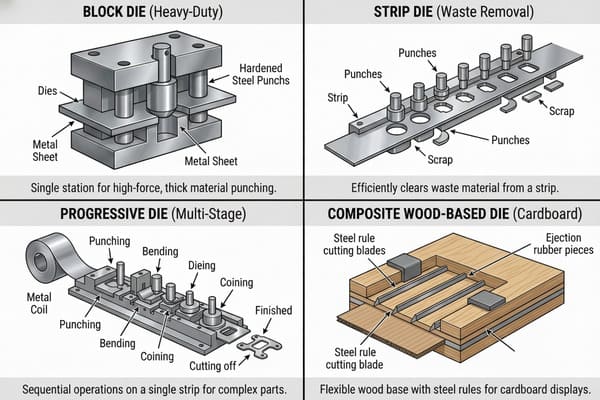
Les principaux types de matrices utilisées dans la fabrication du carton comprennent les matrices de découpe à plat, les matrices rotatives à grande vitesse et les matrices laser numériques. Le format de matrice choisi détermine directement la précision physique, la vitesse de production et la qualité des bords du présentoir final en carton ondulé destiné à la vente au détail, conformément aux normes industrielles internationales.
Un visuel magnifique ne sert à rien si une découpeuse bon marché écrase votre carton ondulé. Voici la réalité brute de la découpe du papier en usine, pour que vos présentoirs résistent aux aléas de Walmart.
Combien existe-t-il de types de matrices ?
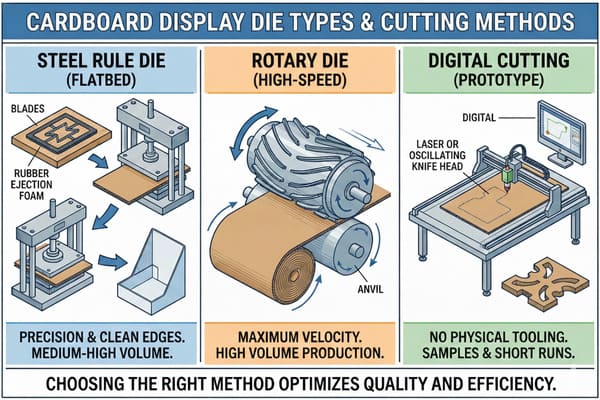
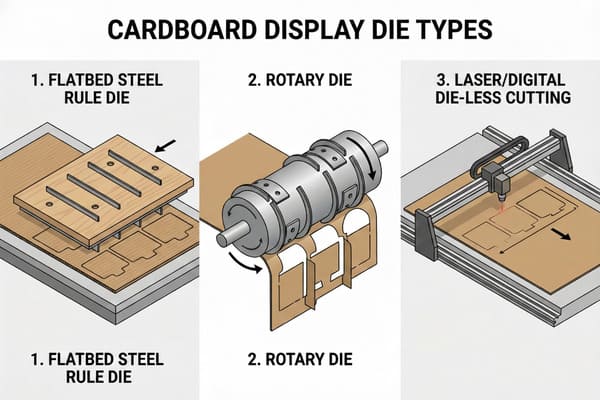
Pour découper du carton, vous avez essentiellement trois options principales. Si vous choisissez la mauvaise, votre temps d'assemblage doublera car les plis ne s'aligneront pas.
Il existe trois principaux types de matrices utilisées dans la production de carton : les matrices à plat, les matrices rotatives et les lames de traceur numérique. La matrice à plat standard fonctionne sur une largeur de 127 à 152 cm (50 à 60 pouces), offrant une précision optimale pour les pliages complexes résultant des limites des équipements industriels standard.
Mécanismes de découpe à plat vs. découpe rotative
J'ai appris ça à mes dépens. L'an dernier, un client new-yorkais a insisté pour utiliser une découpeuse rotative à grande vitesse pour la fabrication d'un présentoir de comptoir cosmétique complexe. Il pensait ainsi économiser 0,50 $ par unité sur une production de 10 000 unités. Ce fut un désastre complet. Les lames rotatives, qui s'enroulent autour d'un cylindre en acier, ont étiré le carton cannelé juste assez pour décaler les languettes d'emboîtement de 1,5 mm. Les employés du magasin étaient incapables de les assembler. J'ai dû jeter toute la production.
C'est pourquoi je suis extrêmement exigeant quant à l'outillage. Pour les présentoirs PLV (Publicité sur le Lieu de Vente) complexes, nous utilisons exclusivement des matrices à plat . Une matrice à plat utilise des lames d'acier gravées sur une planche plate en bois de bouleau. Elle exerce une pression immense — dépassant souvent les 200 tonnes — garantissant ainsi la parfaite rectitude de chaque ligne de pliage. La technique de la matrice à plat est plus lente, avec une cadence maximale d'environ 3 000 feuilles par heure, mais elle assure la précision des lignes de pliage.
Les matrices rotatives sont conçues pour les emballages d'expédition simples et à grand volume, et non pour les présentoirs de vente au détail. Lors d'une livraison à un Walmart au Texas ou à un Target dans l'Ohio, le personnel du magasin a besoin d'un assemblage ultra-simple. Avec une découpe nette, les languettes s'emboîtent comme des briques Lego. Nous utilisons les dimensions standard des palettes GMA de 121 × 101 cm (48 × 40 pouces), et la précision d'une matrice à plat garantit que le carton maître ne dépasse pas, même de quelques millimètres. Nous contrôlons également rigoureusement le sens du grain du carton ondulé 32ECT 2 lors de la découpe à plat, en alignant verticalement les cannelures afin d'optimiser la résistance au test de compression (BCT).
| Fonctionnalité | matrice à plat | matrice rotative | Traceur numérique |
|---|---|---|---|
| Idéal pour | Présentoirs complexes, plis nets 3 | Boîtes d'expédition simples et rapides | Prototypage, échantillons blancs uniques |
| Vitesse | Moyen (jusqu'à 3 000 feuilles/heure) | Élevée (jusqu'à 12 000 feuilles/heure) | Extrêmement lent |
| Tolérance | Très élevé (étirement nul) | Inférieur (le carton s'étire sur le cylindre) | Parfait ( Guidage laser 4 ) |
| coût de l'outillage | Modéré | Très cher | Gratuit (pas de dé physique) |
Je dis toujours à mes clients qu'investir un peu plus dans des outils de découpe à plat neufs permet d'économiser des milliers d'euros en frais de refacturation. Je peux vous montrer une vidéo de notre table Kongsberg en train de découper l'échantillon blanc initial afin que vous puissiez vérifier la tension exacte des languettes avant le pressage des plaques pour la production en série.
Quels sont les 4 types de mort ?
Lorsqu'un outil de découpe tombe en panne en atelier, la production s'arrête. Voici les quatre causes de défaillance physique d'un moule à couteaux lors d'une production en série.
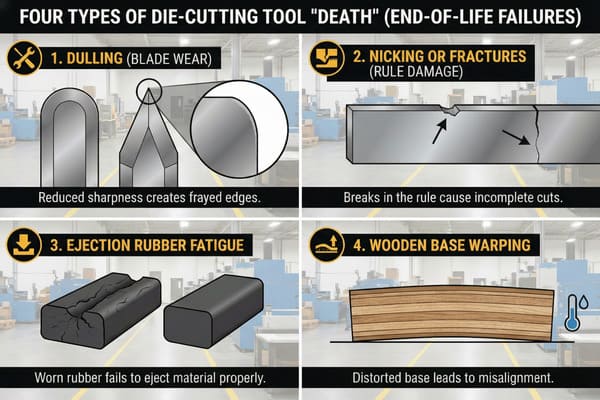
Les quatre principaux types de défaillance d'une matrice de découpe sont le gauchissement du bois, l'émoussement de la lame, la défaillance de l'éjection du caoutchouc et le pliage de la règle. Ces défaillances mécaniques spécifiques surviennent généralement après 100 000 à 500 000 impressions (254 000 à 1 270 000 cycles), en fonction des taux moyens de fatigue de l'acier industriel et d'exposition à l'humidité ambiante.
Détecter la fatigue des outils avant qu'elle n'endommage votre écran
Les acheteurs demandent souvent à réutiliser d'anciens outils de coupe pour économiser sur une nouvelle commande. Ils pensent que l'acier est indestructible. Je déteste cette discussion, mais je refuse d'utiliser des outils hors d'usage. L'été dernier, nous avons essayé de réutiliser une matrice en bois qui était restée dans notre entrepôt pendant toute la saison humide et pluvieuse. Le bois s'était déformé. Lorsque la presse Heidelberg l'a utilisée, les lames n'ont pas pénétré uniformément dans la cannelure B de l'acier 44ECT . La moitié du lot présentait des bords irréguliers, comme rongés par des rats. C'était exaspérant.
Analysons comment un dé peut tomber par terre.
Le premier problème est le gauchissement du bois. La base en contreplaqué de bouleau absorbe l'humidité. Une dilatation de 1,27 cm (0,5 pouce) désaligne complètement le tracé de la matrice.
Deuxièmement, l'émoussement des lames (5 ). Les lames de règles en acier perdent leur tranchant microscopique après avoir coupé des kilomètres de papier kraft recyclé. Les lames émoussées provoquent l'éclatement des fibres de papier au niveau des plis.
Le troisième problème est la défaillance d'éjection du caoutchouc (6 ). Les blocs de mousse collés près des lames poussent les déchets de carton. Lorsque cette mousse se dégrade et perd son élasticité, les déchets se coincent. Ce défaut d'éjection provoque un bourrage important sur la chaîne de montage.
Quatrièmement, le problème de la déformation de la règle. Si l'opérateur applique une pression trop élevée pour compenser une lame émoussée, la règle en acier se déforme latéralement. Au lieu d'une coupe nette, on obtient un bord écrasé et ondulé qui abîme la finition mate anti-rayures.
Lors de la livraison à des détaillants haut de gamme aux États-Unis, les bavures sont inacceptables. C'est pourquoi j'applique un protocole d'outillage neuf. Sauf pour les commandes mensuelles importantes, je fabrique un outillage neuf pour chaque lot.
| Type de défaillance | Cause physique | Résultat sur écran en carton |
|---|---|---|
| Déformation du bois | Humidité en entrepôt7 | Dérive de l'immatriculation, les languettes ne s'emboîtent pas |
| Lame émoussée | fatigue de l'acier8 | Lignes de pliage éclatantes, bords rugueux |
| Défaillance du caoutchouc | Dégradation de la mousse | Déchets de carton coincés dans les coupures |
| Contournement des règles | Surpression de l'opérateur | Flûtes écrasées, esthétique ondulée |
Vous ne voulez pas qu'une lame défectueuse compromette une production de dix mille dollars. Je prends en charge le coût de création de nouveaux moules pour la plupart des commandes répétées, car préserver votre image de marque en magasin est bien plus important que d'économiser quelques euros sur du contreplaqué.
Quelles sont les différentes formes de dé ?
Au-delà des plateaux plats et rotatifs, la forme physique de la lame en acier elle-même change en fonction de ce que l'on attend du carton.
Les différents types de lames de découpe comprennent les lames de coupe, de rainage, de perforation et de marquage. L'épaisseur standard des lames de coupe est généralement de 2 à 3 points (0,71 à 1,05 mm), conçue spécifiquement pour découper ou plier le carton ondulé sans endommager les graphismes imprimés.
Anatomie des lames de règle en acier
Un dé à découper n'est pas simplement une lame tranchante et continue. C'est un assemblage de différentes formes physiques. Si vous utilisez une lame inadaptée sur un carton épais à double cannelure EB, le présentoir se cassera en deux lorsque le vendeur tentera de le monter.
J'ai rencontré un problème avec un présentoir sur palette destiné à Costco en Californie. Le concepteur initial du client avait utilisé des règles de découpe standard pour un pli porteur. Lors de nos tests de sécurité, lorsque nous avons placé 226 kg (500 lbs) de nourriture pour animaux dessus, le présentoir s'est effondré. La raison ? La lame tranchante avait entaillé trop profondément le papier kraft vierge, détruisant sa résistance à la traction.
Nous l'avons donc remplacée par une règle à rainurer n° 9. Une règle à rainurer est une pièce d'acier arrondie et non coupante. Elle ne coupe pas. Elle aplatit les cannelures du carton ondulé pour créer une charnière de pliage parfaite sans abîmer les fibres du papier.
Ensuite, il y a la règle de perforation. Elle est cruciale pour les cartons d'expédition à ouverture facile. Nous devons concevoir le ratio d'entaille 3 mm (0,12 pouce) suivie d'une attache de 1 mm (0,04 pouce). Si l'attache est trop forte, l'employé de Walmart utilise un cutter et endommage votre produit. Si elle est trop faible, le carton s'ouvre dans le camion FedEx. Combiner ces différents types d'acier sur une même planche à plat, c'est précisément ainsi que nous maîtrisons les lois de la physique de l'emballage.
| Forme de lame | Profil physique | Application en usine |
|---|---|---|
| Règle de découpe | Tranchant, dentelé ou droit | Découper complètement le contour du carton11 |
| Règle d'augmentation du pliage | Bord arrondi et émoussé | Création de charnières pliantes à 90 degrés |
| Règle de perforation | Alternance de dents et d'espaces interdentaires | Prix de vente conseillé détachable (emballage prêt à la vente)12 |
| Règle de notation | Bord tranchant peu profond | Découpe uniquement de la couche supérieure du carton de couverture |
En obtenant le ratio précis de pliage et de découpe, nous évitons que vos présentoirs ne se fissurent sous la pression. Demandez-moi les images de nos tests de chute. Vous constaterez comment des règles de rainage appropriées permettent de préserver l'intégrité du carton d'expédition, de mon usine à votre entrepôt.
Quel est le type de matrice le plus courant ?
Si vous commandez des présentoirs de point de vente personnalisés, il existe une méthode d'outillage qui domine incontestablement les chaînes de production.
Le type de matrice le plus courant est la matrice à lame plate en acier. Cet outillage spécifique fonctionne à une pression standard de 100 à 300 tonnes (90 à 272 tonnes métriques), ce qui en fait la norme de fabrication mondiale pour la production de présentoirs d'emballage en carton ondulé sur mesure avec des structures physiques d'emboîtement précises.

Pourquoi les plateaux Steel Rule dominent les présentoirs de vente au détail personnalisés
Entrez dans n'importe quelle usine d'emballage sérieuse à Shenzhen ou à Chicago, et vous verrez des étagères et des étagères de matrices de découpe à plat en acier 13. C'est le cheval de bataille absolu de l'industrie.
Les clients détestent l'entendre, mais les tables de découpe numériques sont pratiquement inutiles pour la production de masse. Elles sont parfaites pour découper un seul échantillon blanc en 24 heures afin de tester la coupe de votre produit. Mais si vous avez besoin de faire livrer 5 000 présentoirs à Seattle avant le Black Friday, une lame numérique se déplaçant sur un bras robotisé est beaucoup trop lente.
La matrice à plat en acier est la plus courante car c'est la seule qui allie rapidité et complexité structurelle extrême. Lorsque nous concevons une attache en papier de type origami pour remplacer les agrafes en plastique disgracieuses, les tolérances de pliage sont extrêmement serrées. Toutes les découpes, les plis et les perforations doivent être réalisés par une seule et unique poinçonneuse massive de 200 tonnes.
Nous utilisons du contreplaqué de bouleau découpé au laser (épaisseur 14) pour maintenir parfaitement les lames d'acier en place. Le laser grave la rainure, puis nous enfonçons la règle en acier dans le bois. Ce procédé garantit l'immuabilité des dimensions. Si une benne basculante est conçue pour mesurer exactement 87,6 cm (34,5 pouces) de large afin d'accueillir un bouchon standard américain sans blocage, la matrice à plat assure que les unités numéro 1 et numéro 5 000 sont identiques au millimètre près. Aucun bug logiciel ne peut altérer la forme physique de l'acier une fois celle-ci enfoncée.
| Métrique | matrice de règle en acier à plat | Traceur numérique (Kongsberg/Zund) |
|---|---|---|
| Vitesse de production15 | ~3 000 unités/heure | ~10 unités/heure |
| Capacité de complexité | Extrêmement élevé (Toutes les coupes sont instantanées) | Élevé (mais coupes séquentielles) |
| Temps de préparation16 | 2 à 3 jours pour construire le plateau | 5 minutes (Téléchargement de fichier) |
| Coût unitaire à l'échelle | Très faible | Très élevé |
Le procédé de fabrication à plat avec gabarit en acier nous permet de produire en grande série tout en conservant une qualité haut de gamme et personnalisée. Nous réalisons d'abord une simulation numérique de votre conception initiale afin que vous puissiez tester physiquement la structure. Une fois validée, nous fabriquons le gabarit en acier pour garantir une géométrie précise en vue de la production en série.
Conclusion
Une meilleure exécution en point de vente commence par un outillage adapté. Vous souhaitez voir comment votre design se plie réellement ? Obtenez un devis instantané ou demandez un échantillon physique blanc à mon équipe dès aujourd’hui.
Découvrez pourquoi les matrices à plat sont privilégiées pour les présentoirs PLV complexes et comment elles garantissent un assemblage précis et sans frustration pour les emballages de vente au détail. ↩
Découvrez l'importance du carton ondulé 32ECT et comment son sens du grain et sa résistance affectent la durabilité et les performances des cartons d'expédition. ↩
Apprenez à réaliser des plis nets et professionnels dans vos projets d'emballage pour un aspect plus soigné et de haute qualité. ↩
Découvrez comment les systèmes de guidage laser améliorent la précision des traceurs numériques, permettant ainsi d'obtenir des prototypes et des échantillons irréprochables. ↩
Comprendre l'émoussement des lames vous aide à maintenir des coupes de haute qualité et à éviter des erreurs de production coûteuses, garantissant ainsi que vos emballages aient toujours une apparence professionnelle. ↩
Comprendre les défaillances d'éjection du caoutchouc peut vous aider à prévenir les blocages et les temps d'arrêt sur votre chaîne de montage, améliorant ainsi l'efficacité et la qualité des produits. ↩
Découvrez comment le contrôle de l'humidité en entrepôt peut prévenir le gauchissement du bois, garantir un meilleur ajustement et une meilleure finition des présentoirs en carton et réduire les erreurs de production coûteuses. ↩
Comprendre la fatigue de l'acier vous aide à maintenir des lames plus affûtées, ce qui permet des coupes plus nettes et une durée de vie plus longue des équipements pour la production de présentoirs en carton. ↩
Découvrez comment une règle de pliage préserve la résistance des matériaux et crée des charnières de pliage parfaites, ce qui est essentiel pour une conception d'emballage durable et fonctionnelle. ↩
Comprendre le ratio d'entaillage est essentiel pour concevoir des boîtes à ouverture facile qui n'abîment pas le produit, garantissant ainsi sécurité et praticité. ↩
Découvrez comment la découpe complète du contour en carton influe sur la précision et l'efficacité de l'emballage, ce qui est crucial pour une présentation et une protection de haute qualité du produit. ↩
Découvrez les avantages du RRP détachable pour les détaillants, notamment un réapprovisionnement des rayons facilité et une expérience client améliorée, ce qui en fait une innovation précieuse en matière d'emballage. ↩
Découvrez comment les matrices de découpe à plat en acier permettent une production en série rapide, précise et homogène pour les présentoirs de vente au détail personnalisés, ce qui les rend indispensables dans le secteur. ↩
Découvrez pourquoi le contreplaqué de bouleau découpé au laser est essentiel pour maintenir les lames d'acier avec précision, garantissant ainsi une reproduction parfaite de chaque découpe et pliure lors d'une production en grande série. ↩
Comprendre la vitesse de production vous aide à choisir la méthode de découpe la mieux adaptée aux délais et aux besoins d'efficacité de votre projet. ↩
Comprendre le temps de préparation peut vous aider à optimiser votre flux de travail et à réduire les retards dans le lancement de nouvelles productions. ↩