
Des mois de développement d'un produit sont réduits à néant si son emballage se détériore dans un entrepôt aux conditions difficiles. Choisir la bonne structure de support protège instantanément et physiquement la valeur de votre marque.
Les différents types de présentoirs comprennent les présentoirs de sol, les présentoirs de comptoir, les conteneurs d'expédition sur palette et les plateaux de rayonnage. Chaque structure impose des normes précises en matière de matériaux et de logistique afin de résister aux conditions d'utilisation intensives en magasin, garantissant ainsi que les produits restent droits, visibles et intacts, du conteneur d'expédition jusqu'à la surface de vente.

Connaître les grandes catégories n'est que le point de départ. Pour protéger vos marges, il est nécessaire d'examiner comment ces structures se comportent physiquement sous pression.
Quels sont les différents types d'écrans ?
L'intégrité structurelle commence par les parois. La compréhension de la construction des panneaux détermine si votre présentoir restera droit ou se déformera sous l'éclairage intense du magasin.
Les panneaux d'affichage se composent principalement de cartes d'en-tête structurelles, de panneaux latéraux de support, de parois arrière porteuses et de socles internes à plusieurs niveaux. Ces différents éléments physiques utilisent des panneaux ondulés simples ou doubles pour résister à la compression verticale, encadrer les supports publicitaires et supporter les contraintes environnementales lors de campagnes de vente prolongées.
De nombreuses équipes d'approvisionnement partent du principe qu'imprimer des illustrations de haute qualité sur du carton épais permet automatiquement d'obtenir un panneau latéral parfaitement plat et de qualité supérieure.
Prévenir la déformation des panneaux d'affichage en magasin
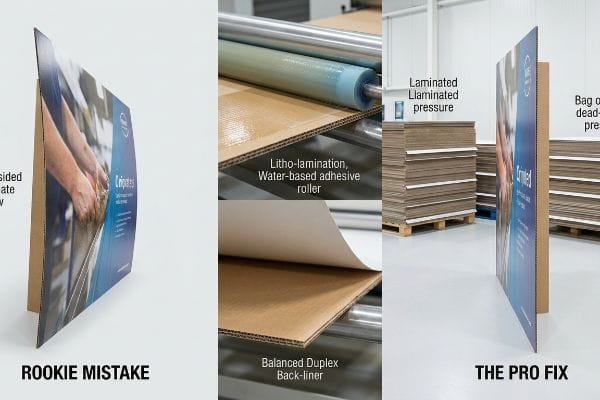
Une pratique courante dans l'industrie de l'emballage consiste en la lithographie, où une feuille supérieure imprimée est collée sur un carton ondulé rigide de type B1. Les responsables de marque approuvent souvent des mises en page numériques plates, supposant que le panneau physique final reflétera parfaitement l'écran tout en négligeant complètement les réactions chimiques intenses qui se produisent lors de l'adhésion.
Sur la chaîne de production, ce point faible détruit les grands panneaux latéraux continus. Le procédé de lithographie utilise un adhésif PVA (acétate de polyvinyle) à base d'eau²qui imprègne rapidement le panneau latéral de 152,4 cm (60 pouces). En séchant à l'air ambiant, cet adhésif humide se rétracte et crée une tension superficielle intense, déformant le panneau vers l'intérieur comme une chips géante. L'utilisation d'une structure duplex équilibrée avec un support arrière fin permet de contrer cette tension³,évitant ainsi un gauchissement important de la base qui entraîne le rejet immédiat des produits par les détaillants et des semaines de retouches manuelles coûteuses.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Lamination simple face sur grands panneaux | doublure arrière duplex équilibrée | Garantit des unités verticales parfaitement droites |
| Accélérer la phase de séchage de la colle | cure de pression à poids mort de 24 heures | Empêche la déformation par tension superficielle |
| Négliger l'humidité ambiante pendant l'assemblage | Stockage de cartes électroniques à température contrôlée | Élimine les présentations graphiques ondulées |
Le séchage des panneaux stratifiés humides sous pression statique pendant une journée entière est un protocole obligatoire pour garantir une perfection structurelle absolue.
🛠️ Le bureau d'Harvey : Vos grands panneaux d'affichage actuels présentent-ils une courbure disgracieuse vers l'intérieur ? 👉 Envoyez-moi votre fichier de gabarit ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quels sont les différents types de boîtes en carton ?
Choisir le bon support papier ne se résume pas à sa capacité de charge ; cela influence fortement la façon dont les consommateurs perçoivent la qualité d'impression de votre marque.
Les principaux types de boîtes en carton sont les boîtes en carton simple face, les emballages en micro-cannelure et les emballages d'expédition en carton ondulé renforcé. Les fabricants choisissent des profils de cannelure spécifiques en fonction des capacités de charge dynamique requises et des objectifs esthétiques, en trouvant un juste équilibre entre la résistance à l'empilage et la nécessité d'une impression graphique nette et haute résolution pour la vente au détail.

Si vous choisissez un panneau ultra-résistant pour une solidité maximale sans tenir compte de la surface d'impression, vos graphismes en souffriront immédiatement.
Pourquoi les boîtes en carton bon marché subissent-elles l'effet de planche à laver ?
La plupart des marques émergentes optent pour des boîtes en carton ondulé standard de type C ou B, car elles sont peu coûteuses et très résistantes. Les acheteurs approuvent couramment ces matériaux pour les cosmétiques ou les produits électroniques haut de gamme, partant du principe qu'une finition brillante masquera parfaitement l'aspect brut du carton sous-jacent.
Ce piège courant prend même les équipes d'approvisionnement les plus expérimentées. Lors du montage d'une fine feuille de surface sur des cannelures épaisses et espacées, le papier s'enfonce dans les interstices, créant une texture irrégulière et bosselée, appelée effet « ondulation »⁵. Sous un éclairage commercial intense, le code-barres reste lisible, mais le logo déformé donne une impression de bas de gamme au toucher. Opter pour une structure micro-cannelure (type E) ou utiliser un carton SBS⁶( panneau de particules minces blanchi au sulfate) pour la face principale élimine cet effet « ondulation », garantissant une expérience tactile haut de gamme et empêchant ainsi les grandes enseignes de reléguer votre produit au fond des rayons.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de cannelures B standard pour les produits haut de gamme | Passage à la flûte traversière (micro-flûte) | Offre une surface d'impression parfaitement lisse |
| Application d'un vernis brillant sur du carton rugueux | Pelliculage mat sur panneau dense | Masque les imperfections structurelles mineures |
| Ignorer l'expérience tactile du client | Spécification des panneaux SBS pour les revêtements | Augmente instantanément la valeur perçue du produit |
Les consommateurs font toujours leurs achats en touchant d'abord leurs emballages. Améliorer le profil de vos cannelures ne coûte que quelques centimes, mais transforme instantanément un carton d'expédition basique en un emballage de présentation haut de gamme.
🛠️ Le bureau de Harvey : Votre boîte en carton actuelle vous semble-t-elle granuleuse et de mauvaise qualité au toucher ? 👉 Demandez un audit des matériaux ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Que sont les boîtes d'affichage personnalisées ?
Lorsque les modèles génériques ne parviennent pas à sécuriser votre produit, le développement sur mesure devient la seule voie viable vers le succès commercial.
Les boîtes de présentation sur mesure sont des emballages de précision conçus pour s'adapter parfaitement aux dimensions et à l'image de marque de chaque produit. Ces boîtes spécialisées s'affranchissent des gabarits standard et utilisent des découpes uniques ainsi que des tolérances structurelles calculées pour garantir un assemblage précis, sans avoir recours à du ruban adhésif ni à de la colle industrielle.
Concevoir une belle forme personnalisée sur un écran numérique est facile, mais la faire se plier correctement dans la réalité physique exige une compensation mathématique rigoureuse.
Le piège de la géométrie d'affichage personnalisée
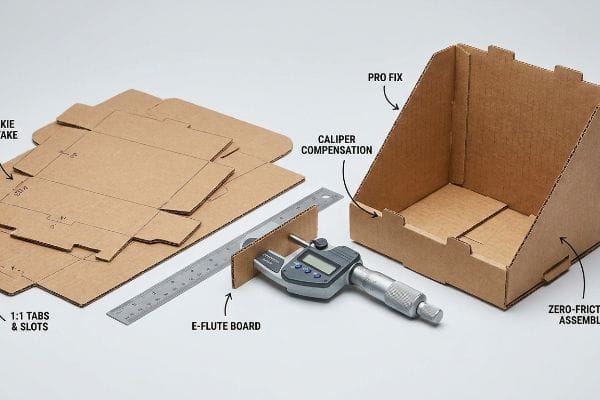
Les graphistes conçoivent fréquemment des languettes et des fentes emboîtables personnalisées à l'aide de logiciels vectoriels 2D. Ils dessinent généralement la fente de réception à la même largeur que la languette correspondante, en supposant que ces lignes numériques se traduiront parfaitement dans la réalité avec une épaisseur physique nulle .
Lors de la fabrication, une feuille de carton ondulé de type E occupe environ 1,5 mm d'espace lorsqu'elle est pliée. Si un ingénieur structure ne compense pas mathématiquement cette épaisseur, la conception s'avère catastrophique sur la ligne de conditionnement. Lorsque les opérateurs d'entrepôt tentent de plier un panneau à 90 degrés, le carton brut se bloque dans la fente étroite avec un bruit de déchirure important, provoquant un frottement considérable qui ralentit les chaînes d'assemblage d'environ 30 % . L'utilisation d'un logiciel de CAO paramétrique (Conception Assistée par Ordinateur) permet d'élargir mathématiquement chaque fente en fonction des tolérances de pliage exactes, éliminant ainsi ce frottement coûteux avant même la fabrication de la matrice de découpe.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dessiner des languettes et des fentes à l'échelle 1:1 en 2D | Application de la compensation de l'étrier CAO11 | Garantit des chaînes de montage sans friction |
| Négliger l'épaisseur du carton lors des pliages | Calcul précis des tolérances de pliage12 | Empêche les déchirures sur les bords pliés |
| Utiliser du ruban adhésif pour fixer les languettes défectueuses | Friction de verrouillage du papier conçue13 | Maintient une esthétique de marque soignée |
La reconstruction de chaque fente personnalisée en fonction de la mesure micrométrique exacte de la carte garantit que votre sous-traitant n'aura jamais besoin de forcer une jointure défectueuse.
🛠️ Le bureau de Harvey : Vos équipes d'entrepôt utilisent-elles encore du ruban adhésif transparent pour maintenir des languettes qui refusent de rester pliées ? 👉 Repensez votre organisation ↗ — Fini les formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur ajoutée.
Quels sont les différents types de présentoirs publicitaires ?
Comprendre la différence entre les présentoirs de sol et les plateaux de comptoir est essentiel pour obtenir un emplacement commercial de premier choix ou pour éviter que votre coûteuse livraison ne soit refusée au quai de réception.
Les différents types de présentoirs publicitaires sont strictement segmentés par zone de vente, se déclinant en structures de sol robustes sur palettes et en présentoirs de comptoir compacts. Ces environnements de vente distincts imposent des contraintes physiques strictes, nécessitant des processus d'ingénierie entièrement séparés afin de garantir une conformité légale rigoureuse et une stabilité structurelle optimale.

La connaissance théorique ne suffit pas lorsque la production de masse commence. Supposer qu'un présentoir de sol imposant puisse simplement être réduit mathématiquement à une caisse enregistreuse engendre des problèmes logistiques catastrophiques.
Pourquoi les présentoirs PLV standard échouent à l'audit des surfaces de vente
De nombreuses entreprises commerciales proposent un concept de conception évolutif et dangereux, consistant à réduire mathématiquement de moitié un présentoir de sol PLV (publicité sur le lieu de vente) pour en faire une caisse enregistreuse compacte. Cette hypothèse visuelle simpliste ignore totalement les strictes exigences d'ingénierie spatiale, légales et de charge imposées par les manuels de conformité des grandes surfaces.
En production, le franchissement de ces zones d'ingénierie distinctes avec un seul fichier vectoriel mis à l'échelle entraîne un rejet immédiat. Réduire la taille d'un présentoir de sol pour un comptoir de caisse ne tient absolument pas compte des limites d'accessibilité imposées par l'Americans with Disabilities Act (ADA), ce qui provoque souvent un débordement important de 79,7 mm (3,14 pouces) et un risque de basculement à la caisse. Parallèlement, agrandir considérablement les présentoirs de comptoir légers enfreint les dimensions minimales requises de 121,9 × 101,6 cm (48 × 40 pouces) pour les palettes , nécessaires à la manutention par chariot élévateur automatisé. La séparation complète de ces processus d'ingénierie permet aux logiciels de prépresse de tester numériquement les présentoirs de comptoir en fonction d'une limite de profondeur stricte de 38,1 cm (15 pouces), garantissant ainsi aux marques d'éviter des pénalités importantes pour non-conformité et un recyclage immédiat en magasin.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Réduction des présentoirs de sol pour comptoirs | pipelines d'ingénierie séparés | Garantit une conformité spatiale exacte |
| Dépassant la profondeur standard du comptoir | Cadre de délimitation strict de 15 pouces de profondeur15 | Élimine les risques de pourboire à la caisse |
| Ignorer les limites d'accessibilité | Conception dans des zones de hauteur de 48 pouces16 | Empêche le refus des détaillants et les amendes |
Il ne faut jamais dimensionner mathématiquement les structures entre différentes zones de vente. La mise en place de circuits d'ingénierie distincts pour les présentoirs au sol et les comptoirs est le seul moyen concret d'éviter des pénalités importantes pour non-conformité.
🛠️ Conseils d'Harvey : Un écart de 7,5 cm ne doit pas compromettre le déploiement de votre produit dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la faisabilité du projet avant que vous n'investissiez des sommes importantes dans la production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais si le gabarit de découpe standard ne comporte pas de compensation d'épaisseur adéquate, votre sous-traitant aura du mal à assembler les unités, ce qui ralentira la chaîne de production d'environ 30 % et épuisera votre budget promotionnel en frais de main-d'œuvre. Voici la fiche technique exacte utilisée par mes 10 principaux clients du secteur de la vente au détail pour garantir zéro rejet d'impression. Ne vous laissez plus guider par des suppositions sur les tolérances complexes des cartes électroniques : laissez-moi analyser personnellement vos fichiers structurels grâce à mon Audit de Gabarit de Découpe Gratuit ↗ afin d'éliminer mathématiquement les points de friction avant le lancement de la production en série.
« Emballage lithographié-laminé – Accurate Box Company, Inc », https://accuratebox.com/our-packaging/litho-laminated-packaging/. [Un manuel ou guide technique de l’industrie de l’emballage confirme que la lithographie-laminage consiste à coller une feuille imprimée de haute qualité sur un support en carton ondulé, en utilisant notamment la cannelure B pour un équilibre optimal entre résistance et régularité de surface]. Rôle de la preuve : définition technique ; type de source : norme industrielle. Sujet : le procédé technique de la lithographie-laminage. Remarque : d’autres dimensions de cannelure peuvent être utilisées en fonction des exigences structurelles spécifiques.] ↩
« Adhésifs à base d’eau », https://www.henkel-adhesives.com/ma/en/products/industrial-adhesives/water-based-adhesives.html . [Les normes d’emballage de l’industrie confirment que l’acétate de polyvinyle ( PVA ) est l’adhésif à base d’eau standard utilisé dans le procédé de lithographie-lamination]. Rôle de la preuve : spécification technique ; type de source : manuel industriel. Éléments d’appui : composition chimique des adhésifs pour panneaux. Note relative au champ d’application : spécifiquement pour la lamination à base d’eau.
« [PDF] Déformation des panneaux ondulés : causes et solutions – TAPPI.org », https://imisrise.tappi.org/download.aspx?key=92APR097. [Les guides d’ingénierie structurelle pour les matériaux ondulés expliquent comment la répartition symétrique des couches dans les panneaux duplex empêche le gondolage et la déformation]. Rôle de la preuve : principe d’ingénierie ; type de source : guide technique. Appui : prévention structurelle de la déformation des panneaux. Note de portée : concerne la construction des panneaux duplex .
« Carton ondulé de type B ou C : quel est le meilleur pour les emballages alimentaires ? », https://www.bioleaderpack.com/b-flute-vs-c-flute-which-cardboard-is-best-for-food-boxes/. [Les spécifications techniques et les guides industriels relatifs à l’emballage vérifient le rapport coût-efficacité et la résistance à la compression des cartons ondulés de type B et C.] Type de preuve : Vérification technique ; source : Norme de l’industrie de l’emballage. Éléments justificatifs : Propriétés structurelles et économiques des cannelures courantes du carton ondulé. Remarque : Les valeurs de résistance spécifiques dépendent de la qualité du papier .
« Avec les boîtes en carton ondulé, le succès est à portée de main – Billerud », https://www.billerud.com/products/packaging-materials/corrugated-materials/knowledge-center/washboarding. [Les manuels d'ingénierie de l'emballage expliquent le phénomène par lequel le carton de couverture se loge dans les cannelures, créant une surface nervurée]. Niveau de preuve : Définition technique ; type de source : Manuel d'ingénierie. Éléments d'appui : Le mécanisme de l'effet de surface ondulée. Précision : Concerne spécifiquement les supports en carton ondulé .
« Comment choisir le bon type de cannelure pour les boîtes en carton ondulé », https://www.ucanpack.com/blog/post/choose-right-corrugated-flute-for-shipping-boxes . [Les fiches techniques des matériaux pour la cannelure E et le carton SBS démontrent leur surface plus lisse et la réduction de la visibilité des cannelures par rapport aux cannelures standard ] . Type de preuve : Spécification du matériau ; type de source : Fiche technique du produit. Appui : Efficacité des micro-cannelures et du SBS pour prévenir les problèmes de texture. Remarque : Par rapport aux cannelures standard B ou C.
« Logiciels de conception d'emballages : Le guide ultime – CorelDRAW.com », https://www.coreldraw.com/en/blog/packaging-design/software/?srsltid=AfmBOoqSKaY79DVb6Fgj9AlX-yxFrTPBhvPiE-Cp9Onmth-YbiRScjgl. [Les normes industrielles relatives à la conception d'emballages structurels confirment l'utilisation de logiciels vectoriels 2D pour la création de lignes de découpe précises et de mécanismes d'emboîtement. Rôle de la preuve : vérification des processus ; type de source : manuel professionnel. Compatible avec : flux de travail standard de l'industrie. Remarque : S'applique à la plupart des outils de CAO et de conception vectorielle. ]
« Comment les tolérances varient-elles en fonction de l’épaisseur du matériau ? – Switzer », https://www.switzermfg.com/photochemical-machining-faqs/how-do-tolerances-change-with-material-thickness/. [Les guides d’ingénierie structurelle pour l’emballage soulignent que l’épaisseur du matériau doit être prise en compte dans la largeur des fentes afin d’éviter les défaillances d’assemblage, ce qui contredit l’hypothèse d’une conception à épaisseur nulle. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie. Appuie : la nécessité des tolérances structurelles. Note de portée : particulièrement pertinent pour les matériaux en carton ondulé et en carton pliant.] ↩
« Carton ondulé et qualités de matériaux – cannelure – Packaging Strategies », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Les spécifications techniques des normes d'emballage en carton ondulé confirment la plage d'épaisseur typique du matériau de cannelure E]. Preuve : spécification technique ; type de source : norme industrielle/fiche technique du fabricant. Éléments pris en compte : épaisseur du matériau pour les calculs de tolérance de pliage. Remarque : l'épaisseur exacte peut varier légèrement selon la qualité .
« Comment les erreurs d’assemblage impactent les coûts de production et la productivité », https://www.linkedin.com/posts/reliability-solutions_the-hidden-cost-of-assembly-installation-activity-7322638276673052672-INeU . [Une étude en génie industriel sur les goulots d’étranglement dans l’emballage quantifie la perte de rendement due aux blocages de matériaux et aux corrections manuelles]. Type de preuve : indicateur de performance ; source : étude en génie industriel. Appui : impact économique des défauts de conception structurelle. Remarque: le pourcentage peut varier selon le niveau d’automatisation.
« Conception tenant compte des tolérances de fabrication », https://www.youtube.com/watch?v=2ovw__TtGr8. [Les guides techniques de conception d'emballages expliquent comment la compensation d'épaisseur permet de compenser les variations d'épaisseur des matériaux afin de garantir un ajustement précis.] Rôle de la preuve : Validation technique ; type de source : Manuel d'ingénierie. Appui : L'utilisation de la compensation pour obtenir un assemblage sans frottement. Remarque sur la portée : L'application varie selon la nuance de matériau .
« Comment calculer la tolérance et la déduction de pliage… », https://www.youtube.com/watch?v=0mGG4ZtC2a4 . [Les normes de fabrication pour le pliage de panneaux rigides détaillent les formules de calcul de la tolérance de pliage afin de prévenir les contraintes sur le matériau et le déchirement des bords. ] Rôle de la preuve : Validation des propriétés physiques ; type de source : Norme de fabrication. Objectif : Prévention des ruptures structurelles lors du pliage. Remarque : Dépend de l’épaisseur du matériau et du sens du grain.
« Conception structurelle – GPPacking », https://gppacking.com/custom-packaging-services/structural-designs/. [Les manuels de conception industrielle expliquent comment les géométries d'assemblage par friction exploitent l'élasticité des matériaux pour fixer les composants sans adhésif.] Rôle de la preuve : Preuve de méthodologie de conception ; type de source : Manuel de conception industrielle. Avantages : La possibilité de préserver l'esthétique de la marque en éliminant le ruban adhésif. Remarque : L'efficacité dépend de la densité du carton et de l'humidité .
« Types de présentoirs sur palette : pleine, demi et quart – GreenDot Packaging », https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/. [Une source faisant autorité détaillerait les exigences dimensionnelles, de sécurité et de charge structurelle spécifiques imposées par les principaux détaillants pour les présentoirs sur le lieu de vente]. Rôle de la preuve : validation technique ; type de source : guide de conformité pour le commerce de détail. Appuie : la nécessité d’une ingénierie spécialisée pour les différentes zones de vente au détail. Note de portée : les exigences varient selon la politique d’entreprise de chaque détaillant .
« Comptoirs de vente | Présentoirs de point de vente | Displays2Go », https://www.displays2go.com/C-983/Retail-Checkout-Counters-Cash-Wraps-Cash-Register-Stands-Wholesale-Pricing. Les normes industrielles relatives aux présentoirs de point de vente spécifient généralement des limites de profondeur afin de garantir que les présentoirs n'entravent pas la circulation des clients ni les opérations au comptoir. Rôle de la preuve : spécification technique ; type de source : manuel industriel. Conformité spatiale des présentoirs de comptoir. Remarque : les dimensions spécifiques peuvent varier selon le détaillant .
« Normes ADA pour la conception accessible, Titre III, Règlement 28 CFR… », https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. Les directives d’accessibilité, telles que l’ADA, définissent les hauteurs maximales d’atteinte afin de garantir que les présentoirs de vente au détail soient accessibles aux personnes en fauteuil roulant. Rôle de la preuve : exigence réglementaire ; type de source : norme gouvernementale. Appui : conformité aux lois sur l’accessibilité afin d’éviter les amendes. Note de portée : s’applique spécifiquement aux plages d’atteinte .



