
Transférer un présentoir de l'écran au rayon magasin s'apparente à un parcours du combattant. Un processus sans accroc est indispensable pour éviter des défaillances structurelles coûteuses.
Le processus de fabrication des présentoirs en carton exige une ingénierie structurelle de précision, un étalonnage prépresse, une lithographie-lamination, une découpe automatisée et un pliage séquentiel. Chaque étape requiert des tolérances mathématiques exactes. Négliger un seul contrôle de validation à ces étapes entraîne inévitablement des défaillances catastrophiques pendant le transport ou un rejet immédiat aux quais de réception des grandes surfaces, soumis à des contrôles stricts.

Analysons précisément comment ces matières premières se transforment en supports de vente performants et où la plupart des marques font dérailler leurs campagnes physiques par inadvertance.
Comment fabrique-t-on du carton, étape par étape ?
On pourrait croire que l'impression et la découpe sont les seules étapes importantes, mais c'est en combinant correctement les matériaux que l'intégrité structurelle se construit ou se détruit définitivement.
La fabrication du carton consiste à canneler le papier brut, à appliquer des adhésifs à base d'eau et à le coller entre deux feuilles de carton plates. Ce cycle de cannelure continu crée les arcs caractéristiques qui confèrent au carton une résistance à la compression dynamique, garantissant ainsi la robustesse de vos produits finis lors du transport maritime et des manipulations difficiles en entrepôt.

La recette de base paraît simple, mais la physico-chimie impliquée dans la production introduit des risques cinétiques immédiats.
Survivre à la déformation due à l'humidité du PVA
Même les concepteurs les plus expérimentés négligent souvent l'aspect crucial de la chimie de la lamination. Ils supposent que le collage d'une feuille de surface imprimée de haute qualité sur un carton ondulé rigide de type B¹ permet d'obtenir un panneau d'affichage parfaitement plat. En théorie, l'application de colle sur du papier constitue une liaison mécanique simple qui devrait sécher uniformément sans altérer la géométrie du support.
La réalité en usine est bien plus complexe. Le procédé de lithographie-lamination utilise un adhésif PVA (acétate de polyvinyle) à base d'eau².Lors du passage d'un lot dans la colleuse, le carton poreux absorbe instantanément cette humidité. Si la phase de séchage n'est pas rigoureusement contrôlée avant l'expédition vers des régions américaines à forte humidité comme le Texas, le retrait du PVA crée une tension superficielle importante³.Le panneau latéral de 1524 mm (60 pouces) se déforme et se courbe vers l'intérieur, à la manière d'une chips. J'ai vu des employés peiner à assembler ces panneaux incurvés au sol, luttant contre la résistance du carton déformé jusqu'à ce que les languettes de fixation se déchirent. Pour remédier à ce problème, j'ai mis au point un protocole de séchage rigoureux, consistant à empiler les panneaux humides sous une pression exacte pendant 24 heures. Ce séchage à plat évite les frottements lors de l'assemblage, permettant aux sous-traitants d'économiser environ 30 % de temps de main-d'œuvre et de respecter le calendrier de production.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Accélérer la phase de séchage de la colle humide | Application d'un durcissement sous poids mort de 24 heures4 | Élimine les panneaux latéraux bombés |
| En négligeant l'absorption d'humidité du PVA | Ajout d'une doublure arrière duplex équilibrée5 | Les présentoirs garantissent une tenue droite |
| Forcer les languettes déformées lors de l'assemblage | Perfectionnement de la géométrie des planches plates | Gain de 25 secondes de temps d'assemblage par unité6 |
Je refuse que des temps de séchage trop courts compromettent la solidité de la structure. Prendre 24 heures supplémentaires pour presser les panneaux avec précision garantit que votre présentoir restera parfaitement vertical, même sous l'éclairage fluorescent agressif des magasins.
🛠️ Le bureau de Harvey : Vos panneaux latéraux se déforment-ils et compliquent-ils l’assemblage sur la chaîne d’emballage ? 👉 Demandez un audit structurel ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quelle machine est utilisée pour fabriquer du carton ?
Les tables de découpe industrielles et les presses offset alimentent la chaîne de montage, mais ces machines robustes sont complètement inutiles si elles ne comprennent pas les instructions numériques que vous leur fournissez.
Les machines utilisées pour la fabrication des présentoirs en carton comprennent des onduleuses industrielles, des presses lithographiques automatisées et des tables de découpe numériques. Ces systèmes de production robustes fonctionnent grâce à des données vectorielles très précises, traduisant directement des couleurs numériques précises en mouvements de lames et en profondeurs de pliage exactes pour un assemblage impeccable.
Connaître le matériel, c'est bien, mais comprendre comment communiquer correctement avec ces machines est le véritable secret pour éviter d'importants goulets d'étranglement dans la production.
Piège à commandes d'outillage de couleur d'accompagnement
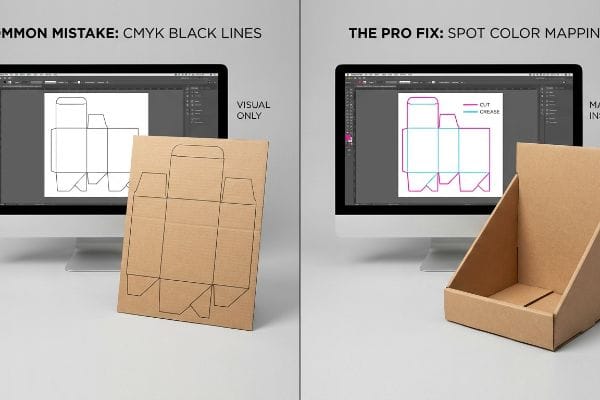
Un piège fréquent, même pour les équipes d'approvisionnement les plus expérimentées, consiste à croire que les lignes visuelles d'un PDF indiquent automatiquement à la machine où découper. Elles soumettent des gabarits utilisant les couleurs CMJN (Cyan, Magenta, Jaune, Noir) et des traits noirspour définir la structure physique du présentoir de point de vente. Visuellement, cela ressemble à un plan complet, prêt pour la fabrication.
Cependant, les tables de fraisage CNC (Commande Numérique par Calculateur) automatisées et les graveuses laser pour carton ne lisent pas les lignes noires à l'œil nu ; elles nécessitent des correspondances de couleurs d'accompagnement absolues⁸.Lorsqu'un fichier arrive avec des traits noirs standard, le logiciel de prépresse de la machine fusionne ces lignes de découpe directement dans le calque du visuel. La presse imprime une belle boîte avec des contours noirs visibles, mais n'effectue aucune découpe physique. J'ai déjà vu un lot entier de prototypes bloqué parce que la tête de découpe restait immobile, produisant le vrombissement bruyant et creux d'une broche coupant du vide au lieu du carton. Désormais, j'interviens et j'impose un protocole de couleurs d'accompagnement absolues : 100 % de magenta pour la découpe et 100 % de cyan pour le pliage. Cela traduit l'intention numérique en une exécution mécanique d'une précision chirurgicale, évitant ainsi les erreurs d'impression qui entraînent des retours clients massifs de la part des détaillants.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation du noir CMJN pour les lignes de découpe | Attribution de couleurs d'accompagnement magenta à 100 %9 | Assure des coupes nettes |
| Intégrer la structure à l'œuvre d'art | Isoler entièrement les voies mécaniques10 | Prévient les défauts de contour imprimés |
| S'appuyer sur des revues visuelles de PDF | Logiciel RIP de pré-vol11 | Élimine les temps d'arrêt machine |
Je dissocie toujours les calculs structurels de l'esthétique de surface en prépresse. Un mappage couleur rigoureux garantit un contact parfait des lames avec le support, préservant ainsi la qualité de vos visuels et le bon déroulement de votre production.
🛠️ Le bureau d'Harvey : Votre imprimante actuelle rencontre-t-elle des problèmes de rendu des tracés vectoriels et des retards dans le prototypage ? 👉 Faites vérifier vos fichiers prépresse ↗ — Téléchargement sécurisé. N'hésitez pas à me contacter si vous avez des questions.
Le carton est-il naturel ou artificiel ?
Les acheteurs adorent privilégier le respect de l'environnement, mais pousser les fibres de papier brutes au-delà de leurs limites physiques transforme souvent une campagne durable en un véritable cauchemar logistique.
Oui. Le carton est naturel car il provient de fibres de bois cellulosiques renouvelables, mais son processus de fabrication moderne est fortement artificiel. Les fabricants transforment chimiquement et mécaniquement ces fibres organiques en testliner ondulé, conciliant les exigences environnementales et les strictes capacités de charge dynamique requises pour la logistique mondiale.

L’origine du matériau est organique, mais considérer le papier recyclé comme une ressource infinie constitue une erreur dangereuse en génie des structures.
La limite d'épuisement des fibres dans les panneaux recyclés
Les équipes d'approvisionnement qui s'efforcent d'obtenir une durabilité maximale exigent souvent du testliner 100 % recyclé pour les présentoirs de vente au détail robustes, en supposant qu'il possède exactement la même intégrité physique que le carton neuf12.Cela semble être une solution gagnant-gagnant parfaite : satisfaire aux quotas environnementaux de l'entreprise tout en maintenant les capacités d'emballage structurelles standard.
Imaginez les fibres de papier comme un élastique : à chaque fois qu’on l’étire et qu’on le réutilise, il perd définitivement son élasticité. Lors du processus de repulpage, les fibres de cellulose raccourcissent. Après cinq à sept cycles de recyclage¹³,ces fibres sont totalement épuisées mécaniquement. Si je soumets un plateau à un test de compression des bords (ECT) T811 de la TAPPI (Technical Association of the Pulp and Paper Industry)¹⁴, j’entends le craquement sec et microscopique des cannelures épuisées qui s’affaissent instantanément sous la pression. Pour résister aux contraintes du transport maritime à double empilement, j’impose l’utilisation d’un matériau hybride, en injectant précisément 30 % de kraft vierge directement dans les cannelures porteuses. Cet apport stratégique de fibres longues et neuves restaure instantanément la résistance à la compression dynamique, garantissant ainsi l’intégrité de vos palettes à l’arrivée et leur conformité aux exigences strictes des audits de durabilité des grands emballages.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Obligation d'utiliser du carton 100 % recyclé | Injection de 30 % de matériau kraft vierge15 | Résiste aux charges lourdes sur palettes par le haut |
| En négligeant la longueur microscopique des fibres | Amélioration de la densité de cannelure du noyau16 | Empêche l'écrasement dans l'allée |
| S'appuyer uniquement sur l'écomarketing | Équilibrer le CoC avec la force de l'ECT17 | Réussit des audits de réception rigoureux |
Je ne sacrifie jamais la stabilité du fond pour des raisons marketing. Le mélange de fibres kraft fraîches et de pâte recyclée est le seul moyen de garantir que vos produits lourds résistent aux rigueurs du transport de mon usine jusqu'au rayon.
🛠️ Le bureau de Harvey : Vos présentoirs écologiques ploient-ils sous le poids de vos marchandises ? 👉 Demandez votre audit de stratégie matérielle ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur.
Qu'est-ce que la fabrication de boîtes en carton ondulé ?
Concevoir un graphisme plat est une chose, mais convertir cet art en une structure tridimensionnelle porteuse exige une attention constante aux tolérances mécaniques précises.
La fabrication de boîtes en carton ondulé transforme des matériaux plats en structures géométriques grâce à des opérations automatisées de découpe, de rainurage et de pliage. Ce processus de transformation à grande vitesse repose fondamentalement sur des tolérances de pliage spécifiques pour s'adapter à l'épaisseur du carton, transformant ainsi les matières premières en cartons maîtres rigides et résistants, optimisés pour la distribution et la vente au détail des produits en toute sécurité.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que du carton plat doit réellement se courber dans un virage.
Le piège de la compensation d'étrier en production
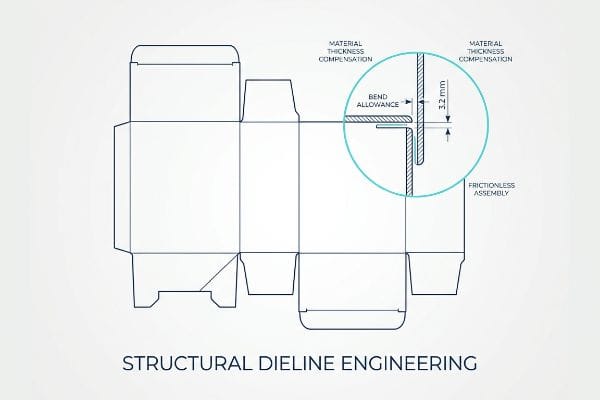
Les graphistes conçoivent fréquemment des languettes emboîtables et des fentes de pliage dans leurs logiciels de CAO (conception assistée par ordinateur) à la largeur exacte du panneau correspondant. Ils partent du principe qu'une languette de 25,4 mm (1 pouce) s'insère simplement dans une fente de 25,4 mm (1 pouce), comptant sur la parfaite transposition du dessin numérique dans le monde physique.
Faire tenir un présentoir debout en laboratoire est facile, mais la réalité est tout autre lorsqu'il s'agit d'en expédier 500 à un sous-traitant d'emballage. Le carton ondulé a une masse. Lorsqu'un panneau de cannelure B de 3,17 mm (0,12 pouce) d'épaisseur se plie à 90 degrés, il consomme physiquement de la matière sur son pourtour. Si la fente de réception sur la découpe n'est pas élargie en conséquence, la géométrie est compromise. Lors des premiers tests de prototypes dans mon atelier, je constate souvent que les présentoirs standard échouent à ce test élémentaire ; le vendeur finit par forcer une languette mal alignée, ce qui crée un bord de papier déchiré et disgracieux, ruinant l'image de marque. En programmant mathématiquement une tolérance de pliage précise de 3,2 mm ( 0,12 pouce) dans chaque pli, je supprime ce blocage par friction. Cette correction structurelle rigoureuse garantit un assemblage sans frottement, réduisant les temps de conditionnement d'environ 42 secondes par unité et préservant votre budget main-d'œuvre.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception de fentes 1:1 avec languettes | Ajout de tolérances de pliage mathématiques20 | Permet l'insertion sans friction des languettes |
| Consommation de l'étrier de frein négligée | Élargissement des fentes pour le rayon extérieur21 | Empêche les déchirures des bords du carton |
| Serrer fortement les verrous sur la ligne | Conception de décalages géométriques précis22 | Réduit considérablement les coûts de main-d'œuvre liés au conditionnement à façon |
Je retravaille systématiquement les gabarits d'entrée pour tenir compte de l'épaisseur réelle des matériaux. En intégrant ces micro-jeux directement dans le fichier structurel, j'évite les catastrophes d'assemblage chaotiques et les problèmes de ruban adhésif en magasin.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir le fournisseur de fabrication le moins cher, mais si un fichier couleur non calibré d'un graphiste se retrouve associé à des languettes de cannelure B de 3,17 mm (0,12 pouce) non compensées sur la chaîne de montage, les déchirures de papier et les déformations des panneaux latéraux en PVA qui en résulteront ralentiront le conditionnement d'environ 30 % et anéantiront la marge bénéficiaire de votre campagne. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous fiez plus aux tolérances des supports : laissez-moi analyser vos fichiers grâce à mon audit de pré-production gratuit ↗ afin de détecter les erreurs mécaniques coûteuses avant le lancement de la production en série.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Les normes industrielles relatives aux emballages en carton ondulé définissent la hauteur, l’épaisseur et la résistance à la compression des cannelures du carton de type B. Rôle de la preuve : spécification ; type de source : norme industrielle. Éléments pris en compte: qualité technique et propriétés structurelles du matériau. Note relative à la portée : basé sur les tableaux de cannelures standard internationaux.
« Adhésifs à base d’eau pour l’emballage », https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html. La documentation industrielle atteste de la composition chimique des adhésifs utilisés pour la lithographie du carton ondulé. Rôle de la preuve : vérification technique ; type de source : manuel industriel. Appuie : l’utilisation de PVA à base d’eau. Remarque : les types d’adhésifs peuvent varier selon le fabricant .
« Questions stupides : résoudre les problèmes liés au PVA | Forum Oldhammer », https://forum.oldhammer.org/threads/stupid-question-time-fixing-stupid-pva.38172/ . Des recherches en science des matériaux expliquent comment l’évaporation de l’eau des adhésifs PVA induit des contraintes de traction et une déformation des substrats poreux. Preuve : vérification causale ; type de source : étude évaluée par les pairs. Affirme : la relation entre le retrait du PVA et la déformation du substrat. Précision: s’applique spécifiquement aux matériaux poreux à base de papier.
« Meilleure colle pour carton : Sélection des colles les plus résistantes – Pompes ARO », https://www.arozone.com/en/tools/blog/best-glues-for-cardboard-top-choices/. Documentation technique sur les temps de séchage des adhésifs pour éviter le gauchissement du carton. Niveau de preuve : spécification technique ; type de source : guide de fabrication. Justifie : la nécessité d'un temps de séchage de 24 heures. Remarque : spécifique aux adhésifs à base de PVA .
« [PDF] Ondulation du carton ondulé : causes et solutions – TAPPI.org », https://imisrise.tappi.org/download.aspx?key=92APR097. Analyse technique de l’équilibrage des matériaux dans la fabrication du carton pour contrer le gauchissement induit par l’humidité. Type de preuve : solution structurelle ; type de source : norme industrielle. Apports : méthode de prévention du gauchissement. Note relative au champ d’application : applications de doublure duplex .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . Données empiriques ou étude de cas sur les gains d’ efficacité d’assemblage résultant d’une géométrie de carton corrigée. Rôle de la preuve : indicateur de performance ; type de source : étude opérationnelle. Appui : affirmation quantitative de gain de temps. Note sur la portée : probablement basé sur les dimensions moyennes des présentoirs de vente au détail.
« Couleurs d'accompagnement vs. couleurs quadri | Adobe », https://www.adobe.com/creativecloud/design/discover/spot-vs-process-color.html. La documentation technique relative aux tables de découpe CNC précise que les valeurs CMJN sont interprétées comme des données d'impression, tandis que les couleurs d'accompagnement nommées sont nécessaires pour déclencher des commandes de trajectoire d'outil spécifiques pour la découpe et le rainage. Rôle de la preuve : spécification technique ; type de source : manuel de fabrication. Permet de distinguer les graphiques prêts à imprimer des instructions d'outillage lisibles par la machine. Remarque sur le champ d'application : s'applique aux systèmes de découpe numérique automatisés .
« Maîtriser la découpe plasma CNC : technologie, fonctionnement et FAO », https://www.youtube.com/watch?v=wtriVCfRIK0 . Documentation technique expliquant comment les logiciels de découpe CNC et laser distinguent les trajectoires d'outillage des illustrations grâce aux attributs de couleur d'accompagnement. Rôle de la preuve : vérification technique ; type de source : manuel d'utilisation. Justifie : la nécessité d'un mappage couleur non visuel pour les instructions machine. Remarque sur le champ d'application : s'applique aux flux de production prépresse vectoriels.
« Adobe Illustrator – Quelle couleur utiliser pour les lignes de coupe ? », https://graphicdesign.stackexchange.com/questions/83118/what-color-swatch-to-use-for-cut-lines . Brève explication de l'utilisation de couleurs d'accompagnement spécifiques comme déclencheurs techniques pour les lames de découpe des traceurs industriels. Rôle de la preuve : spécification technique ; type de source : manuel d'utilisation. Justifie : l' utilisation de couleurs d'accompagnement pour garantir des découpes nettes. Remarque : spécifique à certaines configurations de RIP et de découpe.
« Effets de la taille et du parcours d'impression sur les propriétés mécaniques de… – PMC – NIH », https://pmc.ncbi.nlm.nih.gov/articles/PMC8866044/ . Brève explication de la norme industrielle relative à la séparation des lignes de découpe structurelles des couches d'impression afin d'éviter les erreurs de repérage . Niveau de preuve : bonnes pratiques industrielles ; type de source : manuel de production d'impression. Objectif : prévention des défauts de contour imprimés. Remarque sur la portée : applicable à l'impression offset et numérique sur carton.
« Qu'est-ce qu'un RIP en impression numérique ? – Roland DGA Corporation », https://www.rolanddga.com/blog/what-is-a-rip-in-digital-printing . Brève explication du fonctionnement du contrôle préalable par un processeur d'images raster (RIP) pour détecter les erreurs de fichiers avant leur traitement par l'imprimante. Rôle de la preuve : validation du flux de travail ; type de source : guide technique. Appuie : l' affirmation selon laquelle le contrôle préalable élimine les temps d'arrêt machine. Note relative au champ d'application : s'applique à l'impression industrielle à grand volume.
« Effet de la teneur en fibres vierges sur la résistance et la rigidité… », https://bioresources.cnr.ncsu.edu/resources/effect-of-virgin-fiber-content-on-strength-and-stiffness-characteristics-of-a-three-layer-testliner/ . Étude de science des matériaux ou norme d'emballage industriel comparant la résistance à la traction et la pression d'éclatement des fibres recyclées et des fibres de cellulose vierges. Type de preuve : comparaison technique ; source : revue à comité de lecture ou fiche technique. Arguments : écart de performance physique entre les cartons recyclés et vierges. Note sur la portée : limité aux applications à forte charge.
« [PDF] Que deviennent les fibres cellulosiques lors de la fabrication et du recyclage du papier… », https://bioresources.cnr.ncsu.edu/BioRes_02/BioRes_02_4_739_788_Hubbe_VR_Recycling_Cellulosic_Fibers_Review.pdf . Des recherches faisant autorité en sciences des pâtes et papiers confirment la limite de dégradation des fibres de cellulose par recyclage répété. Rôle de la preuve : vérification factuelle ; type de source : revue à comité de lecture. Appuie : la limite d’épuisement des fibres. Note : les limites réelles peuvent varier selon la source des fibres.
« Mesures en champ complet lors de l'essai d'écrasement des bords d'un carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/ . Vérification de la norme TAPPI pour la mesure de la résistance à la compression du carton ondulé. Rôle de la preuve : validation technique ; type de source : documentation normative industrielle. Appui : utilisation de la technique ECT pour les essais structuraux. Note de portée : applicable au carton de couverture et au carton ondulé.
« [PDF] PANNEAUX VIERGES VERSUS PANNEAUX RECYCLÉS Par L. Lisa Zhao Thèse… », https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf. Explication de la manière dont les proportions de fibres vierges préviennent l’épuisement des fibres et maintiennent la capacité de charge verticale. Rôle de la preuve : spécification technique ; type de source : revue de science des matériaux. Appuie : avantages structurels du matériau kraft vierge. Note de portée : S’applique aux mélanges de panneaux recyclés .
« Estimation de la résistance à l’écrasement des bords du carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. Analyse technique de l’influence de l’augmentation du nombre de cannelures par mètre linéaire sur la résistance à la compression verticale. Type de preuve : principe d’ingénierie ; source : manuel de l’industrie de l’emballage. Objectif : prévention de l’écrasement des allées. Précision : étude axée sur la géométrie du carton ondulé .
« Explication des valeurs ECT : leur importance pour vos emballages en carton ondulé… », https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOopP7yPm-za1Zdmrhk02tMYdyIedJTTmSlfpLAr5AG8HpZc5jsfg . Directives standard relatives aux valeurs du test d’écrasement des bords (ECT) requises pour satisfaire aux audits de logistique et de contrôle qualité dans le secteur de la vente au détail . Rôle de la preuve : norme industrielle ; type de source : guide de certification logistique. Justifie : la nécessité des indicateurs ECT pour la conformité aux audits. Note relative à la portée : spécifique aux normes de réception dans le secteur de la vente au détail.
« Carton ondulé et qualités de matériaux – Stratégies d’emballage », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Vérification des mesures standard de l’épaisseur du carton ondulé de cannelure B. Type de preuve : vérification factuelle ; source : fiche technique. Justifie : l’affirmation concernant l’épaisseur du matériau. Remarque : les mesures peuvent légèrement varier selon le fabricant .
« [PDF] Rigidité en flexion du carton ondulé », https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf . Justification technique du calcul de la tolérance de pliage en fonction de l'épaisseur du matériau afin de prévenir les ruptures géométriques lors du pliage. Rôle de la preuve : validation technique ; type de source : manuel de conception d' emballages. Appui : méthode de correction structurelle. Note de portée : application spécifique aux plis à 90 degrés.
« Détermination analytique de la rigidité en flexion d'un emballage à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Ce document technique sur l'ingénierie de l'emballage explique comment la tolérance de pliage compense la déformation du matériau lors du pliage afin de garantir un ajustement précis. Type de preuve : spécification technique ; source : manuel industriel. Justifie : l'utilisation des tolérances de pliage pour l'insertion des languettes. Note relative au champ d'application : s'applique principalement aux boîtes pliantes rigides et semi-rigides .
« Méthodes d'essai et effets du flambage intercannelé – BioResources », https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. Les directives scientifiques relatives aux matériaux pour le carton ondulé détaillent comment l'épaisseur (calibre) nécessite l'élargissement des rainures pour compenser le rayon extérieur du matériau lors du pliage. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Appuie : la nécessité d'élargir les rainures pour éviter le déchirement du carton. Note sur la portée : varie selon la taille de la cannelure et la qualité du carton .
« Le coût caché de l'inefficacité des emballages – et comment y remédier », https://www.packagingdive.com/spons/the-hidden-cost-of-packaging-inefficiency-and-how-to-fix-it/741083/ . Les recherches en génie industriel sur l'optimisation des chaînes d'assemblage démontrent que l'optimisation des tolérances géométriques réduit le temps d'assemblage et l'effort physique requis pour les mécanismes de verrouillage. Éléments de preuve : impact économique ; type de source : étude de génie industriel. Confirme : l'affirmation selon laquelle les décalages géométriques réduisent la main - d'œuvre liée au conditionnement. Précision : étude axée sur les lignes automatisées ou semi-automatisées à haut volume.



