
Les marques investissent des budgets marketing colossaux dans le déploiement de leurs présentoirs en magasin, pour ensuite les voir disparaître aussitôt. Si vos présentoirs n'attirent pas les clients, vous perdez activement des parts de marché.
Les présentoirs en magasin sont extrêmement efficaces pour stimuler les ventes lorsqu'ils sont conçus pour un impact visuel maximal. En organisant les produits de manière stratégique et en optimisant l'espace graphique, ils captent le flux de clients, incitent aux achats impulsifs et génèrent régulièrement une augmentation mesurable des ventes par rapport aux rayons classiques.

Mais la théorie ne suffit pas une fois les machines en marche. Laissez-moi vous montrer ce qui se passe lorsque l'efficacité théorique se heurte aux réalités du commerce de détail.
Quels sont les 4 P du merchandising ?
Même les concepteurs les plus expérimentés négligent souvent les contraintes physiques des structures commerciales.
Les 4 P du merchandising sont le produit, le prix, la distribution et la promotion. Ces éléments fondamentaux du commerce de détail déterminent la manière dont une marque positionne ses produits au sein d'un écosystème commercial, garantissant ainsi que les bons articles atteignent les consommateurs cibles aux points de vente les plus avantageux et aux emplacements stratégiques en magasin afin de maximiser la rentabilité.
Mais la théorie ne suffit pas une fois les machines en marche. Si votre promotion ignore les lois de la gravité, l'affichage sera défaillant.
Pourquoi les cadres de vente au détail standard échouent-ils en usine ?
Les nouvelles marques tentent souvent de lancer des produits sans maîtriser les fondamentaux du commerce de détail, partant du principe qu'un bon produit se vendra de lui-même. Elles confient à leurs agences un cahier des charges axé uniquement sur l'esthétique, ignorant complètement la manière dont les 4 P – notamment la Place et la Promotion – doivent se traduire concrètement en termes d'ingénierie structurelle¹.Sans cette adéquation avec les objectifs commerciaux, les chaînes d'approvisionnement se rompent et le produit finit par être incompatible, tant sur le plan physique qu'économique, avec le modèle opérationnel du magasin ciblé.
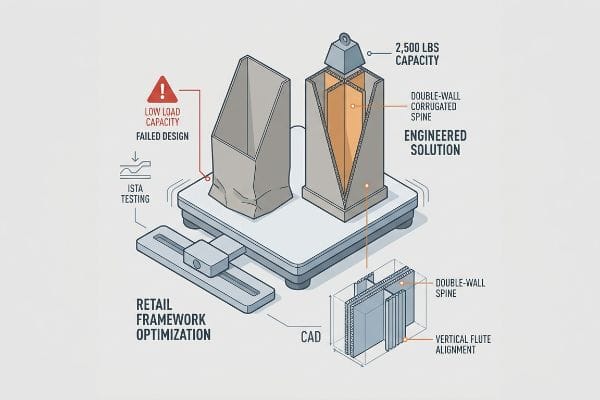
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Le trimestre dernier, un client m'a présenté un présentoir de sol , conçu pour un entrepôt-magasin, en supposant que l'emplacement visé était une simple allée. J'ai testé leur prototype sur la table vibrante ISTA (International Safe Transit Association). Sous une charge dynamique de 85 kg (187,5 lb), le capteur de force du test de compression de boîte (BCT) s'est affaissé. La base s'est déformée car leur agence avait ignoré les contraintes logistiques spécifiques liées à l'emplacement, notamment la charge dynamique de 1 133 kg (2 500 lb) requise par Costco pour les palettes fractionnées. J'ai abandonné leur gabarit plat et reconstruit la géométrie CAO (Conception Assistée par Ordinateur), en déplaçant mathématiquement la charge sur une structure interne en carton ondulé double paroi et en alignant les cannelures strictement verticalement. Grâce à cette structure rigide, j'ai éliminé le risque d'effondrement pendant le transport, garantissant ainsi la résistance du présentoir durant le transport et évitant au client des frais importants liés au refus du produit par le détaillant.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Colonne vertébrale interne CAD à double paroi2 | Élimine l'affaissement structurel de la couche inférieure | Empêche les rétrofacturations massives des détaillants |
| Alignement de charge de la cannelure verticale | Restaure une capacité de 2 500 lb (1 133 kg)3 | Garantit la conformité des grandes surfaces |
| Optimisation fractionnée des palettes4 | Correspond à l'empreinte commerciale spécifique | Maximise la densité des surfaces commerciales coûteuses |
Je refuse de concevoir des projets artistiques éphémères qui cèdent sous le poids des entrepôts. Vous devez adapter vos structures aux exigences strictes des grandes surfaces avant même qu'une seule feuille de papier testliner ne soit imprimée.
🛠️ Le bureau de Harvey : Vos présentoirs de sol actuels sont-ils conçus pour résister aux contraintes de charge dynamique propres aux environnements de vente au détail ? 👉 Auditez votre structure de vente au détail ↗ — J’examine personnellement chaque dossier structurel sous 24 heures.
Combien coûtent les présentoirs en magasin ?
C'est un piège courant qui prend même les équipes d'approvisionnement expérimentées, qui supposent qu'un devis moins cher offre les mêmes performances physiques.
Le coût des présentoirs en magasin varie en fonction du volume de matériaux, de la complexité de la structure et des finitions d'impression. Les prix vont de quelques dollars pour de simples présentoirs de comptoir à plusieurs centaines pour des installations permanentes au sol, reflétant directement les spécifications techniques requises pour répondre aux capacités de charge dynamique et aux normes strictes de conformité du commerce de détail.

Mais la théorie ne suffit pas une fois les machines en marche. Une boîte bon marché ne vaut rien si elle arrive complètement détruite.
Pourquoi le budget cosmétique détruit la résistance à la compression des boîtes
Les équipes d'approvisionnement considèrent souvent les finitions cosmétiques onéreuses, comme le pelliculage intégral, comme des impératifs marketing incontournables. Pour compenser ces coûts de production élevés et maintenir un prix unitaire bas, elles réduisent secrètement la résistance à l'écrasement des bords (ECT) du carton ondulé de base, par exemple en passant d'une valeur standard de 32 ECT à 26 ECT⁵pour économiser quelques centimes. Cette pratique diminue la densité de fibres du noyau⁶,ce qui donne un emballage visuellement haut de gamme, mais qui s'écrase inévitablement de manière catastrophique sous le poids d'une palette standard.
Ce n'est pas qu'une théorie : je suis confronté à ce problème sur le terrain. Un client, furieux, m'a appelé après que son nouvel écran ait échoué au test de chute ISTA 3A, un test critique, au laboratoire de R&D. J'ai d'abord pensé que le support de test standard de 32 ECT avait simplement été exposé à une humidité extrême. J'avais tout faux. J'ai démonté le socle et j'ai immédiatement constaté la faible résistance du carton recyclé de 26 ECT. Leur fournisseur précédent avait secrètement opté pour un matériau de qualité inférieure afin de financer une coûteuse couche de feuille holographique. J'ai abandonné leur cahier des charges esthétiques excessif et revu l'intégralité de la nomenclature. J'ai remplacé le carton fragile par du kraft vierge rigide de 32 ECT et la feuille métallique onéreuse par un vernis aqueux brillant à haute teneur en solides. En passant la main sur la nouvelle feuille, la rigidité du kraft vierge a confirmé que l'intégrité structurelle était rétablie. Cette amélioration des matériaux n'a pas seulement restauré la résistance à la compression nécessaire ; elle a réduit leur coût unitaire de 12 %, garantissant ainsi une livraison sans dommages tout en maximisant leur marge bénéficiaire.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| 32 ECT carton kraft vierge | Restaure la densité des fibres de la cannelure centrale | Élimine les dommages causés par le chargement par le haut |
| transition du revêtement aqueux brillant | Remplace le film holographique épais | Réduit le coût unitaire global de 12 % |
| Audit de qualité des matériaux de la nomenclature | Empêche les déclassements secrets de la densité du papier | Protège les marges bénéficiaires des campagnes |
Je ne compromettrai pas la capacité de charge de votre emballage pour financer un simple morceau de papier aluminium. La véritable valeur d'un emballage réside dans l'équilibre entre les principes rigoureux de la physique structurelle et une chimie de fabrication intelligente et économique.
🛠️ Le bureau d'Harvey : Connaissez-vous la valeur ECT réelle des cannelures cachées de vos présentoirs en carton ondulé ? 👉 Demandez un audit structurel de votre nomenclature ↗ — Confidentialité garantie. Vos maquettes non commercialisées sont en sécurité.
Dans quelle mesure le merchandising visuel et les présentoirs de vitrine sont-ils efficaces pour attirer les clients ?
Les marques passent des mois à perfectionner leur esthétique, partant du principe que l'attrait visuel se traduit automatiquement sur tous les supports physiques.
Le merchandising visuel et les vitrines sont extrêmement efficaces pour capter l'attention des consommateurs et augmenter les taux de conversion. Grâce à un éclairage stratégique, un calibrage précis des couleurs et des agencements dynamiques, ces installations physiques modifient les habitudes d'achat et transforment les passants passifs en clients actifs.

Mais la théorie ne suffit pas une fois les machines en marche. L'attrait visuel disparaît instantanément si les produits chimiques utilisés en usine altèrent les couleurs de votre marque.
L'effet d'assombrissement optique tactile sur l'atelier
Les équipes marketing supposent souvent qu'un pelliculage thermique soft-touch haut de gamme laissera leurs couleurs CMJN (Cyan, Magenta, Jaune et Noir) ou Pantone sous-jacentes visuellement intactes. Cependant, la structure polymère microscopique à orientation biaxiale du film soft-touch<sup>7</sup> agit comme un vide absorbant la lumière et diffusant la lumière ambiante en point de vente. Cette physico-chimie assombrit intrinsèquement les pigments imprimés jusqu'à 5 %<sup>8</sup>, provoquant d'importants écarts de conformité Delta-E lors de la comparaison entre l'affichage physique et les épreuves numériques non pelliculées.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience. En 2023, j'ai demandé à Mark, mon ingénieur packaging principal, de réaliser un présentoir avec un film tactile mat sur un rouge vif, couleur essentielle de la marque. Nous pensions pouvoir simplement utiliser les profils prépresse standard et appliquer le film après impression. Trois jours plus tard, au laboratoire de contrôle qualité, dans l'odeur âcre de la plastifieuse thermique, j'ai examiné l'échantillon sous un éclairage D50 et j'ai immédiatement constaté le problème : le rouge éclatant avait viré à la brique boueuse. Le spectrophotomètre a confirmé un décalage colorimétrique important de 6,2<sup>9</sup>. La plastification avait complètement étouffé la réflexion du pigment. Je me suis immédiatement rendu à la console prépresse et j'ai conçu une courbe de compensation de plastification stricte dans le logiciel RIP (Raster Image Processor). Nous avons calculé une réduction de 12 % du cyan et augmenté la densité de l'encre magenta, en imprimant volontairement le carton brut avec une luminosité excessive afin que le film polymère appliqué ensuite agisse comme un filtre optique naturel<sup>10</sup>. Ce calibrage machine n'a pas seulement permis de corriger ce désastre visuel ; Cela a totalement éliminé le risque, pour le client, d'un rejet coûteux de sa marque au niveau du détaillant.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Calibrage de la courbe de compensation prépresse | Injecte des doses d'encre calculées pour augmenter la densité | Élimine les rejets de la marque Delta-E11 |
| réductions physiques du spectrophotomètre | Perce le film polymère absorbant la lumière12 | Garantit un impact visuel optimal |
| Réduction de la consommation d'encre, traitement RIP | Prévient l'effet d'assombrissement optique13 | Accélère le prototypage haut de gamme |
Je ne me fie pas aux écrans numériques pour prédire la chimie physique des polymères. Il faut contraindre mathématiquement les machines d'impression à compenser l'absorption tactile de la lumière avant de lancer une production en série.
🛠️ Le bureau de Harvey : Vos laminations tactiles haut de gamme sont-elles responsables du non-respect des tolérances Delta-E pour les couleurs principales de votre marque ? 👉 Obtenez un étalonnage des couleurs avant impression ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Quels sont les 7 R du merchandising ?
C'est une erreur fréquente de supposer qu'un dessin numérique parfait arrivera en parfait état après un transport international.
Les 7 R du merchandising reposent sur le bon produit, la bonne quantité, le bon prix, le bon moment, le bon endroit, le bon état et le bon client. Cette stratégie de vente au détail globale garantit une parfaite synchronisation des chaînes d'approvisionnement et des actions promotionnelles afin d'optimiser la rentabilité sur le lieu de vente.
Mais la théorie ne suffit pas une fois les machines en marche. Livrer des marchandises en « bon état » est impossible si l'on ignore les lois de la physique environnementale.
Le piège du gonflement dû à l'humidité dans les chaînes d'approvisionnement du commerce de détail
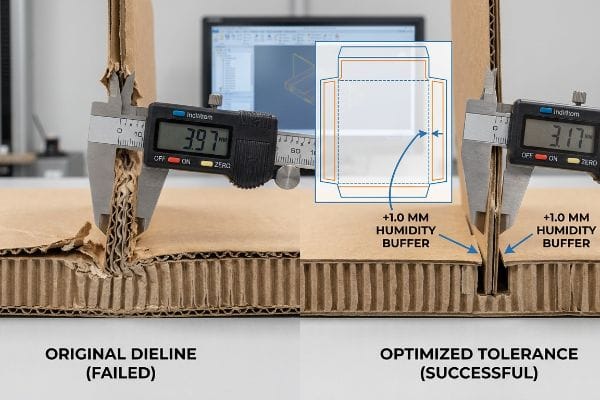
Dans les bureaux climatisés, les graphistes et les ingénieurs en structure définissent souvent les tolérances des rainures de découpe en fonction de l'épaisseur absolue à sec du carton – par exemple, 3,17 mm (0,12 pouce) exactement pour une cannelure B standard<sup>14</sup>. Cependant, lors du transport maritime ou du stockage dans des régions à forte humidité, le support poreux du carton ondulé absorbe l'humidité ambiante et gonfle<sup>15</sup>. Une rainure qui s'ajustait parfaitement à la languette d'emboîtement dans le logiciel devient alors trop étroite, ce qui peut entraîner l'écrasement des cannelures et la déchirure de la feuille supérieure par l'équipe d'assemblage lors du serrage des pièces.
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème sur le terrain. Lors du lancement massif d'un produit pour une marque de boissons, un centre logistique tiers (3PL) a interrompu l'assemblage car les éléments pré-emballés des présentoirs ne s'emboîtaient pas correctement. Je me suis rendu sur place, j'ai retiré la feuille supérieure d'un prototype endommagé et j'ai constaté l'humidité et le gonflement caractéristiques des fibres du testliner. J'ai d'abord pensé à un problème de pression de découpe, mais mes mesures au micromètre ont prouvé le contraire. Le panneau avait gonflé de 0,8 mm (0,03 pouce) précisémentdurant le transport maritime. Je suis immédiatement retourné à l' usine, j'ai mis en marche la table de découpe Kongsberg série C et j'ai intégré une marge d'humidité stricte dans nos paramètres de CAO. J'ai abandonné les hypothèses de tolérance zéro et j'ai ajouté mathématiquement un jeu précis de 1,0 mm (0,04 pouce) à toutes les rainures des mécanismes d'emboîtement. Ce micro-ajustement a non seulement stoppé la déchirure structurelle, mais a également permis d'éviter ce problème. Elle a complètement éliminé les frottements physiques de la chaîne de montage, réduisant le temps de conditionnement de 42 secondes par unité et permettant au client d'économiser environ 25 % sur les frais de main-d'œuvre.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Tolérance paramétrique du tampon d'humidité | Ajoute 1,0 mm (0,04 pouce) de dégagement de fente17 | Réduit le temps de conditionnement à façon de 25 %18 |
| Compensation des surcotes environnementales | Empêche le blocage par expansion des fibres de papier19 | Élimine les retards coûteux liés à l'assemblage par des prestataires logistiques tiers |
| Lignes de découpe CAO vérifiées au micromètre | Assure un verrouillage mécanique sans frottement | Protège l'intégrité structurelle de l'écran |
Je refuse que des fichiers CAO impeccables dictent les contraintes d'assemblage dans un entrepôt humide. Une véritable efficacité de la chaîne d'approvisionnement repose sur des tolérances physiques qui tiennent compte des rigueurs de l'humidité ambiante.
🛠️ Le bureau d'Harvey : Vos rainures de découpe sont-elles mathématiquement ajustées pour absorber la dilatation due à l'humidité ambiante avant leur livraison au sous-traitant d'emballage ? 👉 Demandez une simulation de contraintes structurelles 3D ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais lorsqu'une carte 32 ECT, gorgée d'humidité, gonfle dans un entrepôt logistique, cela provoque d'importants frottements, ralentissant la chaîne de montage d'environ 30 % et anéantissant la marge bénéficiaire de votre projet. Le mois dernier seulement, mon audit structurel a permis à trois marques d'éviter plus de 10 000 $ de pertes liées à la mise au rebut des stocks et aux refacturations des détaillants. Cessez de gaspiller votre budget marketing à cause d'erreurs fatales en usine et laissez-moi concevoir personnellement votre prochain déploiement en magasin ↗ pour garantir une capacité de charge et un retour sur investissement optimaux.
« Les 4 P du marketing expliqués – Leavey School of Business – SCU », https://www.scu.edu/business/blog/business-concepts/what-are-the-4-ps-of-marketing/. [Des guides de référence sur la conception et le merchandising en point de vente démontrent comment le « Lieu » et la « Promotion » déterminent les dimensions physiques, les exigences de résistance et les spécifications des matériaux des présentoirs]. Rôle de la preuve : validation technique ; type de source : manuel professionnel ou ouvrage universitaire. Appuie : la nécessité d’aligner la théorie du marketing sur les contraintes physiques du commerce de détail. Note de portée : S’applique spécifiquement à la manifestation physique des cadres de merchandising .
« Recherche sur le comportement mécanique des emballages à double paroi enterrés… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9570713/. [Les manuels de conception d'emballages expliquent comment les renforts internes à double paroi empêchent la compression verticale et l'affaissement du bas des présentoirs de vente au détail]. Rôle de la preuve : vérification de la conception ; type de source : manuel d'ingénierie d'emballage. Appui : allégation d'intégrité structurelle. Note de portée : s'applique aux structures en carton ondulé optimisées par CAO .
« Guide pour comprendre les cannelures des boîtes en carton ondulé – Gentlelever », https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/. [Les normes industrielles relatives à l'ingénierie structurelle des emballages en carton ondulé vérifient les capacités de charge spécifiques obtenues grâce à l'alignement vertical des cannelures]. Rôle de la preuve : vérification technique ; type de source : spécification technique. Appuie : allégation de capacité de charge. Note relative à la portée : Spécifique aux matériaux en carton ondulé .
« [PDF] Métriques pour l'empilage de palettes mixtes », https://tsapps.nist.gov/publication/get_pdf.cfm?pub_id=906742. [Des recherches en logistique et gestion d'entrepôt démontrent comment l'optimisation de l'encombrement des palettes en fonction des dimensions des points de vente augmente la densité de surface de vente]. Rôle de la preuve : vérification de l'efficacité ; type de source : étude de la chaîne d'approvisionnement. Appui : affirmation concernant la densité de vente au détail. Note de portée : axé sur l'optimisation de l'encombrement commercial .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Les normes d'ingénierie industrielles pour le carton ondulé fournissent des mesures spécifiques de résistance à la compression pour différentes classes d'ECT, démontrant la perte de capacité de charge lors d'une réduction de la classe]. Rôle de la preuve : Validation technique ; type de source : norme industrielle d'emballage. Appui : L'impact spécifique de la réduction des classes d'ECT sur l'intégrité structurelle. Note de portée : Axé sur les spécifications du carton ondulé .
« Méthodes d’essai et effets du flambage intercannelé – BioResources », https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. [La documentation scientifique sur la fabrication du carton ondulé détaille la corrélation directe entre les résultats du test d’écrasement des bords et le grammage et la densité du matériau de cannelure]. Rôle de la preuve : Mécanisme technique ; type de source : Manuel de science des matériaux. Justification : Cause physique de la diminution de la résistance à la compression. Remarque sur la portée : Limité aux matériaux en carton ondulé .
« Qu’est-ce que le pelliculage Soft Touch dans l’emballage ? Un guide détaillé », https://shoprigidboxes.com/what-is-soft-touch-lamination/?srsltid=AfmBOoqbmqjsW9O8R6EEiprRdSeocoRm4gWD_t-b1xm0ByWO2oSbYste . [Une source en science des matériaux ou en génie des polymères décrirait la composition physique des films Soft Touch et l’influence de leur orientation sur la diffusion des photons]. Rôle de la preuve : explication technique ; type de source : revue de science des matériaux. Sujet : le mécanisme d’ absorption de la lumière dans les films Soft Touch. Note de portée : Spécifique aux substrats de pelliculage thermique.
« Pelliculage Soft Touch vs Pelliculage Mat pour Emballage – Packwo », https://packwo.com/blog/soft-touch-vs-matte-lamination-for-packaging/. [Les normes techniques de l'industrie de l'impression ou les études colorimétriques fourniraient des données empiriques sur le pourcentage de perte de luminance lors de l'application de films Soft Touch]. Rôle de la preuve : validation quantitative ; type de source : manuel technique industriel. Appuie : le degré spécifique d'assombrissement de la couleur. Remarque : le pourcentage peut varier en fonction de l'épaisseur du film et du type de pigment .
« Contrôle des couleurs dans les étiquettes : Delta E, tolérances et cohérence », https://asaslabel.com/blog/color-control-delta-e-label-printing. [Les normes industrielles de gestion des couleurs expliquent en détail comment le pelliculage mat augmente la valeur Delta E en modifiant la réflectance de surface et la diffusion de la lumière]. Rôle de la preuve : vérification technique ; type de source : manuel de colorimétrie. Éléments pris en compte : amplitude de l’écart de couleur. Remarque : les valeurs Delta E dépendent des combinaisons de matériaux spécifiques .
« Modélisation des propriétés de diffusion de la lumière à partir du profil de surface des couches minces… », https://www.sciencedirect.com/science/article/abs/pii/S0040609011009382. [La physique de l'interaction de la lumière avec les polymères confirme que les textures mates créent une réflexion diffuse, filtrant efficacement le spectre d'émission du pigment sous-jacent]. Rôle de la preuve : explication mécaniste ; type de source : revue de physique optique. Arguments : explication du noircissement de la couleur. Remarque : l'effet est plus prononcé pour les couleurs à saturation élevée .
« Qu’est-ce que le Delta E ? Et pourquoi est-il important pour la fidélité des couleurs ? », https://www.viewsonic.com/library/creative-work/what-is-delta-e-and-why-is-it-important-for-color-accuracy/. [Une source faisant autorité en matière de gestion des couleurs expliquerait comment l’étalonnage minimise les écarts de couleur (Delta E) afin de respecter les normes strictes des marques]. Rôle de la preuve : vérification technique ; type de source : norme de l’industrie de l’imprimerie. Appuie : l’efficacité de l’étalonnage prépresse pour réduire les erreurs de couleur. Note sur la portée : limité aux mesures colorimétriques .
« Classification des films d'emballage alimentaire commerciaux – PubMed », https://pubmed.ncbi.nlm.nih.gov/17697474/. [La littérature technique sur les mesures optiques décrit comment les spectrophotomètres analysent la transmission et l'absorption de la lumière à travers des substrats polymères]. Niveau de preuve : spécification technique ; type de source : revue scientifique sur les matériaux. Appui : méthode d'analyse des interférences du substrat. Note de portée : spécifique aux propriétés des films polymères .
« [PDF] Guide de l’utilisateur – QuadToneRIP », https://www.quadtonerip.com/User%20Guide.pdf. [Les guides d’impression professionnels détaillent comment les paramètres de réduction d’encre des processeurs d’images raster (RIP) permettent de contrer le noircissement perçu dû à l’absorption de l’encre par certains supports]. Rôle de la preuve : explication technique ; type de source : guide d’impression numérique. Sujet : mécanisme d’atténuation du noircissement optique. Remarque : spécifique aux flux de travail de traitement RIP .
« Carton ondulé et qualités de matériaux – cannelure – Packaging Strategies », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades . [Les spécifications techniques d’emballage des fabricants de carton ondulé confirment la plage d’épaisseur standard pour le carton ondulé de type B]. Rôle de la preuve : spécification technique ; type de source : norme industrielle ; Supports : mesure de l’épaisseur de référence ; Remarque : des variations peuvent exister entre les différentes qualités de carton.
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/ . [La littérature scientifique sur les matériaux d'emballage à base de cellulose explique l'hygroscopicité des doublures en papier et leurs variations dimensionnelles en conditions d'humidité élevée]. Rôle de la preuve : principe physique ; type de source : document technique ; arguments : mécanisme de gonflement du matériau ; portée : concerne principalement les composants en papier non couché.
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/. [La littérature en ingénierie de l'emballage fournit des données sur l'expansion hygroscopique du carton ondulé Testliner afin de vérifier la plausibilité d'un gonflement dimensionnel spécifique lors du transport maritime]. Rôle de la preuve : vérification technique ; type de source : manuel de science des matériaux. Facteurs étudiés : expansion du matériau due à l'humidité. Remarque : les taux d'expansion varient en fonction de la qualité du carton et des niveaux d'humidité relative .
« Conception de boîtes pour la gestion de l'humidité relative dans la distribution… », https://www.packagingstrategies.com/articles/91064-engineering-boxes-for-relative-humidity-in-the-distribution-environment. [Une source faisant autorité en ingénierie de l'emballage permettrait de vérifier les tolérances dimensionnelles spécifiques requises pour les tampons d'humidité afin d'éviter les problèmes d'ajustement]. Niveau de preuve : Spécification technique ; type de source : Manuel technique. Éléments pris en compte : Le résultat physique de la tolérance paramétrique du tampon d'humidité. Remarque sur le champ d'application : Applicable aux matériaux standard en carton ondulé ou en carton ondulé .
« Effet de l’humidité relative, de la durée de stockage et de l’emballage sur les noix de pécan… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10092868/. [Des analyses comparatives logistiques ou des études de cas sur la chaîne d’approvisionnement permettraient de fournir des données quantitatives sur la façon dont la réduction des frictions d’assemblage diminue le temps de travail lors du conditionnement]. Rôle de la preuve : Indicateur de performance ; type de source : Étude de cas logistique. Appui : Le retour sur investissement financier des tampons d’humidité paramétriques. Remarque : Les résultats peuvent varier en fonction de la complexité de l’assemblage .
« Les performances du papier dépendent de l’agencement des fibres – LinkedIn », https://www.linkedin.com/posts/packaging-simplified_sustainability-packaging-technology-activity-7441000187646554112-M0Kf . [Des recherches en science des matériaux sur l’hygroscopie des fibres de cellulose permettraient d’expliquer le mécanisme de dilatation en milieu humide et comment la compensation empêche le blocage mécanique] . Rôle de la preuve : Mécanisme technique ; type de source : Revue de science des matériaux. Appui : L’efficacité de la compensation du gonflement environnemental. Note de portée : Spécifique aux substrats à base de fibres.



