
On pourrait croire que les présentoirs à bière nécessitent des volumes de production importants pour être rentables. En tant que propriétaire d'usine, je constate que certaines marques passent à côté d'emplacements commerciaux stratégiques faute d'une bonne compréhension des enjeux liés à l'échelle.
La quantité minimale de commande pour les emballages de bière personnalisés se situe généralement entre 100 et 250 unités pour les présentoirs de sol en carton ondulé lithographié. Cependant, ces quantités minimales dépendent fortement de l'outillage spécifique de l'usine, des coûts de préparation des plaques d'impression et de la complexité structurelle requise pour supporter en toute sécurité le transport de liquides lourds.

Mais garantir une petite série de production n'est que le point de départ. Le véritable défi consiste à s'assurer que ces petits lots résistent aux contraintes physiques extrêmes d'un rayon de magasin à fort trafic.
Qu'est-ce que l'emballage personnalisé pour les petites entreprises ?
Les petites brasseries et les marques artisanales pensent souvent être condamnées à se contenter de stocks génériques sans marque. Cette idée reçue limite considérablement leur potentiel de vente en gros dans les grandes enseignes américaines.
Les emballages personnalisés pour les petites entreprises sont des présentoirs structurels conçus pour les petites séries. Ils permettent aux marques artisanales d'utiliser une impression lithographique haute fidélité et un carton ondulé résistant, garantissant ainsi que leurs campagnes promotionnelles locales répondent aux mêmes normes structurelles et visuelles que les lancements nationaux à grande échelle.

Réduire le volume ne signifie pas que l'on peut simplifier les principes de physique de l'ingénierie.
Les mécanismes structurels à l'origine des productions par petits lots
Lorsque je conçois des solutions sur mesure pour les petites entreprises, je privilégie l'efficacité de la mise en œuvre sans compromettre la capacité de charge. Un budget colossal n'est pas nécessaire pour garantir l'intégrité structurelle ; une conception intelligente des matrices suffit. J'utilise des gabarits structurels standardisés qui s'adaptent aux petits volumes¹,permettant ainsi aux marques de boissons artisanales d'éviter les coûts exorbitants des outillages sur mesure.
Lorsque de nouveaux chefs de produit visitent mon laboratoire d'essais, je leur montre généralement nos plaques d'impression offset pour leur expliquer cela. Ils supposent souvent qu'une commande de seulement 150 unités les oblige à accepter des impressions numériques granuleuses ou des panneaux à simple cannelure fragiles. Je leur présente alors un échantillon physique d'un présentoir de sol pour bières que je viens de concevoir. Grâce à l'application d'un procédé standard de lithographie haute fidélité sur un support durable en carton cannelureB², l'intégrité structurelle reste intacte quelle que soit la taille du lot. On sent littéralement la résistance du carton kraft vierge lorsqu'on essaie de plier le rebord de l'étagère. J'ai simplement réparti le calibrage initial sur la plus petite série, offrant ainsi aux marques locales la même résistance à 50 manipulations³exigée par les grands groupes internationaux de boissons, et leur permettant de maintenir une compétitivité élevée.
| Solution technique | Résultat physique | Retour sur investissement financier |
|---|---|---|
| Gabarits de découpe standardisés | Évite la création de matrices de découpe personnalisées | Élimine les frais d'outillage initiaux élevés |
| Litho-lamination haute fidélité | Prévient les finitions d'impression en demi-teintes granuleuses | Garantit un emplacement privilégié en rayon |
| Carton kraft vierge | Résiste à la fatigue liée à l'humidité élevée dans le commerce de détail | Élimine l'effondrement localisé de l'affichage |
Je refuse que les marques artisanales fassent des compromis sur la solidité de leurs emballages simplement parce que leurs volumes de production sont faibles. Réduire la quantité ne doit jamais signifier sacrifier la capacité de charge dynamique nécessaire pour supporter le poids des bouteilles en verre.
🛠️ Le bureau de Harvey : Vos présentoirs en petites séries fléchissent-ils sous le poids des lourdes bouteilles en verre dans des environnements humides ? 👉 Demandez un audit de nomenclature ↗ — J’examine personnellement chaque fichier structurel sous 24 heures.
Quelles sont les formes d'emballage de la bière ?
Le transport de liquides en grande quantité exige des stratégies de confinement spécifiques. On ne peut pas simplement jeter des packs de six bouteilles dans un carton pliant standard et s'attendre à ce qu'ils résistent au transport maritime.
Le conditionnement de la bière comprend notamment des présentoirs de sol robustes, des plateaux d'expédition en carton ondulé et des palettes pour les magasins-entrepôts. Ces structures utilisent des panneaux ondulés double cannelure renforcés pour supporter des charges dynamiques importantes, garantissant ainsi la protection optimale des bouteilles en verre et des canettes en aluminium et leur accessibilité en rayon.

Connaître les catégories est facile, mais concevoir une palette capable de supporter des milliers de kilos de liquide est une toute autre affaire.
Les mécanismes d'ingénierie à l'origine des structures à atelier traversant
La forme la plus exigeante d'emballage que je conçois pour la vente au détail est le présentoir à palettes traversant pour les grandes surfaces. Il ne s'agit pas d'une simple boîte ; c'est une structure porteuse complexe.L'ensemble de la structure doit permettre aux consommateurs de saisir les produits par les quatre côtés tout en supportant en permanence le poids vertical considérable des niveauxsupérieurs .
Quand mes clients me demandent comment j'empêche ces imposantes tours remplies de liquide de s'effondrer, je les emmène voir mes tables de découpe CNC (Commande Numérique par Calculateur). Même les équipes d'approvisionnement les plus expérimentées pensent souvent qu'ajouter du papier plus épais suffit à résoudre le problème de poids. Mais quand je leur montre la structure d'une palette de bière conforme aux normes Costco , ils comprennent que tout repose sur l'alignement vertical des colonnes. J'utilise une architecture traversante spécifique avec des supports ajourés qui répartissent mathématiquement la force de compression loin des ouvertures et directement dans la base en bois GMA de 121,9 × 101,6 cm (48 × 40 pouces) . L'odeur de la colle PVA à base d'eau qui sèche sur ces panneaux à double paroi leur rappelle constamment la liaison chimique nécessaire pour fixer ces piliers structurels, garantissant ainsi que le présentoir supporte facilement une charge dynamique de 1 134 kg (2 500 lb) sans se déformer sous les néons des magasins.
| Solution technique | Résultat physique | Retour sur investissement financier |
|---|---|---|
| Architecture de type «shop-through» | Crée un accès consommateur à quatre volets | Augmente la vitesse de rotation quotidienne des unités de vente au détail |
| Alignement des palettes GMA | Transfère le poids à la base en bois | Empêche l'écrasement des structures de niveau inférieur |
| Piliers de soutien à double paroi | Augmente la résistance à la compression verticale | Évite les rétrofacturations pour dommages causés par les principaux détaillants |
Je conçois toujours les présentoirs à liquides en privilégiant avant tout le transfert de charge vertical. Si vos colonnes de support ondulées ne sont pas parfaitement alignées avec la base de la palette, la gravité anéantira votre investissement.
🛠️ Le bureau de Harvey : Votre présentoir à bières respecte-t-il la stricte exigence de charge dynamique de 1 134 kg (2 500 lb) imposée par les clubs-entrepôts américains ? 👉 Demandez votre simulation de contraintes structurelles 3D personnalisée ↗ — Confidentialité garantie à 100 %. Vos concepts de vente au détail non commercialisés sont en sécurité.
Combien puis-je facturer pour la conception d'emballages ?
Les concepteurs se demandent souvent comment fixer le prix de leurs travaux de structure. En réalité, les acheteurs sont prêts à payer un prix plus élevé si votre conception élimine mathématiquement les risques de défaillance lors de l'assemblage en usine.
Vous pouvez facturer la conception d'emballages en fonction du risque structurel que vous éliminez de la chaîne d'approvisionnement. Si vos gabarits de découpe de carton ondulé sur mesure intègrent une compensation précise du calibre et des tolérances de pliage qui réduisent considérablement le travail manuel de conditionnement, les acheteurs justifieront le paiement d'honoraires d'ingénierie de haut niveau pour cette efficacité.
Mais la théorie ne suffit pas une fois les machines en marche. Un fichier plat parfaitement conçu peut vite se transformer en cauchemar sur la chaîne de montage.
Pourquoi les gabarits de découpe standard échouent-ils en usine ?
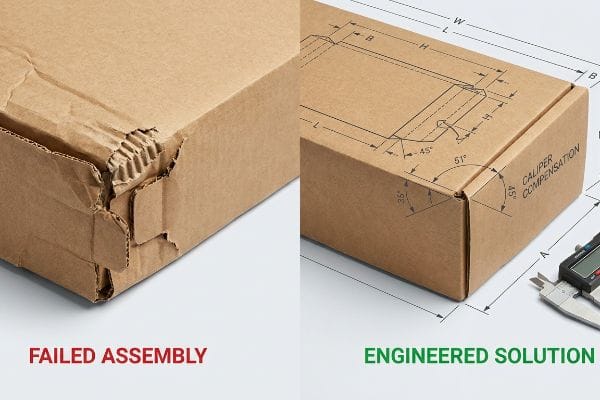
Les graphistes conçoivent fréquemment des languettes d'emboîtement et des fentes de pliage dans les logiciels de dessin vectoriel à plat, en leur donnant exactement la même largeur que le panneau correspondant. Cette hypothèse, en apparence raisonnable, est en réalité dangereuse car elle ignore totalement l'épaisseur physique du carton ondulé. Lorsqu'ils se plient à 90 degrés, les matériaux lourds occupentun certain.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience dans mon laboratoire de R&D. En 2022, j'ai demandé à Mark, mon ingénieur packaging principal, de tester un nouveau porte-bouteilles emboîtable conçu pour contenir six bouteilles en verre épais. Je pensais gagner du temps en omettant la compensation paramétrique du calibre dans le logiciel de CAO9 (Conception Assistée par Ordinateur) et en utilisant simplement le fichier Illustrator standard. J'avais tort. Lors de l'assemblage du prototype, j'ai entendu le craquement sinistre du contreplaqué cannelé B qui se déformait, la plaque de 3,17 mm d'épaisseur (0,12 pouce)se heurtant à une rainure trop étroite. La doublure extérieure s'est déchirée sous la tension. J'ai immédiatement interrompu le test, sorti mon micromètre et me suis dirigé vers la table de découpe CNC en marche. J'ai recalibré les trajectoires d'outillage, en modifiant le fichier standard pour ajouter une tolérance de pliage précise de 3,5 mm (0,13 pouce) à chaque rainure, ce qui a fondamentalement modifié la géométrie de frappe de la machine. Ce réglage de tolérance n'a pas seulement empêché la base de se déchirer ; il a réduit le temps d'assemblage du conditionnement de 42 secondes par unité, permettant au client d'économiser environ 25 % sur les frais de main-d'œuvre.
| Solution technique | Résultat physique | Retour sur investissement financier |
|---|---|---|
| Compensation de l'étrier CAO11 | Élargit les fentes pour l'épaisseur de la planche | Élimine les frottements liés à l'assemblage manuel |
| Réétalonnage des outils CNC | Empêche la déchirure du carton de couverture extérieur12 | Réduit considérablement les coûts de main-d'œuvre liés au conditionnement à façon |
| Tolérance mathématique de courbure13 | Garantit des plis carrés à 90 degrés | Accélère les délais de mise sur le marché |
Je dis à tous les concepteurs que la véritable valeur de leur travail réside dans les millimètres. Si vos fichiers ne tiennent pas compte de l'épaisseur physique de la carte, vous ne faites que des dessins, pas des solutions d'ingénierie.
🛠️ Le bureau d'Harvey : Vos gabarits de découpe provoquent-ils des déchirures microscopiques dans le carton extérieur lors des pliages à 90° ? 👉 Obtenez un audit complet de vos gabarits ↗ — Pas d'intermédiaires. Vous échangez directement avec des ingénieurs en structure.
Combien coûte la fabrication d'emballages personnalisés ?
L'établissement du prix d'un tirage personnalisé ne se limite pas au simple calcul du coût du papier et de l'encre. Le coût réel est souvent masqué par la façon dont vos matériaux réagissent aux aléas des chaînes d'approvisionnement mondiales.
Le coût de fabrication d'emballages personnalisés pour présentoirs de sol standard en carton ondulé varie de 3 $ à 25 $ l'unité, en fonction notamment de l'outillage, de la lithographie et de la complexité de la structure. Toutefois, le coût réel doit tenir compte des tolérances d'usinage nécessaires pour éviter tout défaut d'assemblage majeur lors du transport international et du stockage en entrepôt.

Mais la théorie ne suffit pas une fois les machines en marche. Un devis bon marché se transforme rapidement en perte colossale si les lois de la physique environnementale ne sont pas prises en compte dès la conception.
Pourquoi les tolérances standard des rainures échouent-elles en usine ?
Les services d'approvisionnement attribuent systématiquement les contrats au soumissionnaire le moins disant qui fournit des prototypes initiaux présentant des languettes parfaitement emboîtables et ajustées. C'est un piège courant qui prend même les acheteurs expérimentés, car ils supposent que les dimensions exactes testées dans un bureau climatisé resteront inchangées pendant le transport maritime ou le stockage en entrepôt<sup>14</sup>.
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème chaque mois sur le terrain. Un emballage standard se désagrège souvent lors du conditionnement par un prestataire logistique, car personne n'a tenu compte du gonflement dû à l'humidité du papier de test 32ECT (Edge Crush Test) dans les régions humides des États-Unis. Au départ, je pensais que les dimensions standard mesurées à sec suffiraient pour le lancement d'une importante production de boissons en Floride. J'avais tort. Après avoir simulé un transport maritime de 30 jours dans ma chambre climatique, j'ai retiré la feuille supérieure de l'unité de test et j'ai constaté que les fibres de papier, humides et gonflées, s'aggloméraient violemment. La base a cassé sous une charge de 85 kg (187,5 lb) sur la table vibrante, car les conditionneurs devaient écraser les cannelures pour forcer les languettes dilatées à s'insérer dans les fentes gonflées. J'ai relevé les mesures au micromètre et j'ai prouvé qu'il n'était pas nécessaire de surdimensionner l'unité avec des clips en plastique coûteux : une tolérance de pliage plus large suffisait. J'ai immédiatement imposé une marge d'humidité de 1,02 mm (0,04 pouce) sur toutes les rainures de réception de ma machine de découpe. En respectant ce jeu précis, j'ai permis de réduire le temps d'assemblage pour le conditionnement de 35 secondes par unité, éliminant ainsi tout risque de déchirure des présentoirs et permettant au client de réaliser d'importantes économies sur les coûts de main-d'œuvre pour une production standard.
| Solution technique | Résultat physique | Retour sur investissement financier |
|---|---|---|
| Essais en chambre environnementale | Expose l'expansion des fibres de papier15 | Prévient les défaillances de transport en climat humide |
| Dégagement du tampon d'humidité16 | Permet aux onglets de glisser facilement | Élimine les frictions coûteuses des chaînes de montage |
| Retrait des clips en plastique | Repose exclusivement sur la mécanique des tôles ondulées17 | Élimine les coûts de matériaux inutiles de la nomenclature |
Je ne me fie jamais à un prototype sec pour avoir une vision complète. Il faut concevoir l'espace négatif de l'emballage de manière à ce qu'il résiste au gonflement invisible dû à l'humidité ambiante.
🛠️ Le bureau d'Harvey : Savez-vous exactement de combien votre toile ondulée de testliner gonflera lors d'un transport maritime de 30 jours vers un climat humide ? 👉 Demandez un test de résistance des matériaux gratuit ↗ — J'examine personnellement chaque dossier de structure sous 24 heures.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais lorsque cette carte 32ECT sèche absorbe l'humidité ambiante et gonfle, provoquant une friction importante et ralentissant la chaîne de montage d'environ 30 %, vous anéantirez complètement la marge bénéficiaire de votre projet. Le mois dernier seulement, mon audit structurel a permis à 3 marques d'éviter plus de 10 000 $ de pertes liées aux stocks mis au rebut et aux refacturations des détaillants. Cessez de gaspiller votre budget marketing sur des gabarits non testés et laissez-moi personnellement concevoir le déploiement de votre prochain produit pour boissons afin de garantir un retour sur investissement structurel maximal en point de vente.
« Combien coûte la conception d'un emballage ? – Hola Custom Boxes », https://holacustomboxes.com/blogs/how-much-does-package-design-cost. [Les normes d'ingénierie de l'emballage démontrent que l'utilisation de gabarits structurels préexistants réduit le besoin d'outillage de découpe sur mesure, ce qui diminue considérablement les coûts d'entrée pour les petites séries de production]. Rôle de la preuve : validation technique ; type de source : guide industriel de l'emballage ; Appuie : l'affirmation selon laquelle les gabarits permettent d'éviter les frais d'outillage sur mesure ; Remarque sur la portée : l'efficacité dépend de la conformité des dimensions du produit aux normes existantes .
« Résistantes et attrayantes : boîtes en carton ondulé lithographié », https://rockvalleypackaging.com/corrugated-boxes-litho-laminated-durable-and-eye-catching/ . [Une source faisant autorité en ingénierie de l’emballage expliquerait comment la lithographie combinée au carton ondulé cannelure B garantit une haute fidélité visuelle et une grande résistance structurelle]. Rôle de la preuve : spécification technique ; type de source : manuel industriel. Éléments pris en compte: résistance des matériaux et qualité d’impression. Note sur la portée : se concentre sur les normes d’affichage en carton ondulé.
« Présentoirs et supports métalliques personnalisés pour boissons sur le lieu de vente », https://keystonedisplay.com/custom-beverage-displays/. [Les normes industrielles relatives aux présentoirs sur le lieu de vente (PLV) permettraient de vérifier la métrique spécifique de « contact » ou de cycle utilisée pour mesurer la résistance à l'usure des marques de boissons internationales]. Rôle de la preuve : validation de la métrique ; type de source : norme d'ingénierie de l'emballage. Appui : référentiels de durabilité. Remarque sur la portée : concerne spécifiquement les environnements de vente au détail à fort trafic .
« Installation facile – Présentoirs sur palettes personnalisés pour la vente au détail », https://blingblingpackaging.com/pop-displays/pallet-displays/. [La documentation technique sur l’ingénierie du carton ondulé explique comment les structures internes à base de grille répartissent les charges verticales pour éviter l’effondrement]. Rôle de la preuve : spécification technique ; type de source : manuel d’ingénierie. Apports : conception structurelle des présentoirs de vente au détail. Note sur la portée : axé sur la mécanique du carton ondulé. ↩
« Présentoirs pour magasins-entrepôts : têtes de gondole, palettes et plus pour marchandises en vrac », https://www.qpack.com/retail-displays/pallet/club-store . [Les normes de l’industrie de l’emballage définissent la résistance à la compression requise pour que les présentoirs sur palettes supportent des charges verticales à plusieurs niveaux ]. Rôle de la preuve : indicateur de performance ; type de source : norme industrielle. Supporte : la capacité de charge des présentoirs à plusieurs niveaux. Remarque sur la portée : dépend du poids du produit contenu.
« Palette en bois traité thermiquement GMA – 48 x 40 po H-1260 – ULINE », https://www.uline.com/Product/Detail/H-1260/Pallets/Heat-Treated-Wood-GMA-Pallet-48-x-40 . [Les normes industrielles de la Grocery Manufacturers Association (GMA) définissent la palette de 48 x 40 pouces comme la base standard pour la logistique et la distribution de détail en Amérique du Nord]. Rôle de la preuve : spécification standard ; type de source : norme industrielle. Supporte : dimensions de base pour les présentoirs de détail. Note sur la portée : s’applique spécifiquement au marché nord-américain.
« Présentoirs en plastique extrudé double paroi – InterMarket Technology », https://www.intmarktech.com/corrugated-plastic-displays/ . [Les spécifications techniques du carton ondulé double paroi renforcé confirment la résistance à la compression requise pour supporter les charges dynamiques importantes des structures de vente au détail avec passage]. Rôle de la preuve : spécification technique ; type de source : manuel technique. Apports : capacité de charge des emballages de bière. Remarque: la capacité dépend de l’alignement vertical des colonnes.
« Calculateur gratuit de tolérance de pliage pour tôles | FIRGELLI Engineering », https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOoqhBq8u-RBntqKZ0qbrq_LMtH6Q6p46GNj_1wCyskZL8Z3ZT_KR . [Les manuels techniques de conception d'emballages structuraux expliquent comment l'épaisseur du matériau crée une « tolérance de pliage » qui augmente l'encombrement total d'un pli]. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie. Supporte : l'exigence physique de compensation d'épaisseur dans les lignes de découpe. Note de portée : spécifiquement pour les matériaux ondulés et de forte épaisseur.
« Avantages de la nouvelle conception paramétrique de boîtes – Packmage », https://www.packmage.com/Cad/Document/466-B_Advantages_of__v3_0 . [La documentation technique sur l'emballage structurel explique comment la compensation paramétrique de l'épaisseur du matériau, ou calibre, est utilisée pour garantir un pliage et un ajustement précis]. Rôle de la preuve : méthodologie technique ; type de source : guide technique. Appuie : l'affirmation selon laquelle l'omission de cette étape entraîne une défaillance structurelle. Note de portée : également souvent appelé « décalage de matériau » dans divers logiciels de CAO.
« Guide des épaisseurs de carton : Choisissez le meilleur emballage – Box Genie », https://www.boxgenie.com/blogs/news/cardboard-thickness-guide?srsltid=AfmBOoqnmVlFU9r9wjKAFuBor6whLAdxF7exQl0oD0y7yUAMwOdfMPdE. [Les normes industrielles d'emballage définissent l'épaisseur nominale du carton ondulé de cannelure B afin de vérifier les spécifications des matériaux utilisés dans l'étude de cas]. Preuve : spécification technique ; source : norme industrielle. Appui : précision des matériaux dans la conception structurelle. Remarque : l'épaisseur peut varier légèrement selon le fabricant .
« Création automatique d'emballages personnalisés avec des outils de CAO », https://www.youtube.com/watch?v=GS4pbIgnYO4. [Les normes de conception industrielle et la documentation des logiciels de CAO décrivent le processus de compensation de l'épaisseur des matériaux afin d'assurer un ajustement parfait dans les encoches emboîtables]. Rôle de la preuve : définition technique ; type de source : manuel du logiciel de CAO. Appui : l'utilisation de la compensation pour réduire le frottement lors de l'assemblage. Note de portée : spécifiquement concernant la gestion des tolérances dans les emballages structurels .
« Comment réduire le gaspillage de matériaux dans les machines d'emballage », https://weighnpack.com/how-to-reduce-material-wastage-in-packaging-machines/ . [Les guides techniques de fabrication sur la découpe et la précision CNC expliquent comment l'alignement et le recalibrage des outils atténuent les contraintes sur les matériaux afin d'éviter la rupture du carton ] . Rôle de la preuve : lien de causalité ; type de source : spécification de fabrication. Appuie : le lien entre la précision de l'outillage et l'intégrité des matériaux. Note de portée : s'applique au carton ondulé multicouche.
« Calcul de la tolérance et de la déduction de pliage (+ Formules) », https://sendcutsend.com/blog/guide-to-calculating-bend-allowance-and-bend-deduction/?srsltid=AfmBOop2Q9Qok7mJYH8RRII1ypzYlqqvPKptSBtNUX6QKo_WKUqUdpaF . [Les manuels d'ingénierie sur la déformation des matériaux fournissent les formules mathématiques de la tolérance de pliage afin de garantir des angles précis de 90 degrés après pliage]. Rôle de la preuve : validation technique ; type de source : manuel d' ingénierie. Apport : obtention de plis d'équerre par le calcul. Remarque sur la portée : pertinent pour les supports rigides et les panneaux épais.
« Innovations en matière d’emballage en carton ondulé au service de la logistique mondiale », https://www.packagingworldinsights.com/trends/corrugated-packaging-innovations-supporting-global-logistics/ . La documentation technique sur la science des matériaux explique comment les variations d’humidité et de température lors du transport maritime entraînent la dilatation ou la contraction des matériaux à base de papier. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie ; Appuie : l’affirmation selon laquelle les dimensions des prototypes se modifient dans des environnements non contrôlés. Note de portée : les effets varient selon la qualité du papier et le couchage.
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/ . [Des sources faisant autorité en science des matériaux documentent comment les propriétés hygroscopiques des fibres de cellulose entraînent des variations dimensionnelles lorsqu'elles sont exposées à l'humidité dans des chambres climatiques ] . Rôle de la preuve : validation technique ; type de source : revue scientifique ou manuel de science des matériaux. Appuie : l'efficacité des essais environnementaux pour les emballages. Note de portée : Spécifique aux matériaux de papier à base de cellulose.
« Influence de l’humidité et de la température sur les boîtes », https://www.packagingcorp.com/resource-hub/industry-insights/humidity-and-temperature/ . [Les normes d’ingénierie relatives aux emballages en carton ondulé spécifient les tolérances ou « marges tampon » nécessaires pour éviter le collage lorsque les matériaux se dilatent en climat humide]. Type de preuve : spécification de conception ; type de source : manuel d’ingénierie industriel. Appui : mise en œuvre de jeux tampons pour un assemblage fluide. Remarque : varie selon la taille des cannelures et la qualité du matériau.
« Clips de fermeture pour boîtes d'emballage – Item Products », https://www.item-products.co.uk/product-category/box-locking-clips/ . [Une analyse structurelle du carton ondulé démontre comment des plis conçus et des languettes d'emboîtement peuvent assurer une capacité de charge suffisante sans fixations externes]. Rôle de la preuve : preuve technique ; type de source : étude d'ingénierie mécanique. Appui : la viabilité de la suppression des clips en plastique pour réduire les coûts de nomenclature. Note sur la portée : dépend du poids du produit emballé.



