La commande d'un présentoir de sol exige une parfaite adéquation entre le design de la marque et une logistique rigoureuse. Négliger une étape cruciale de la fabrication transforme un lancement commercial prometteur en un gouffre financier pour l'entrepôt.
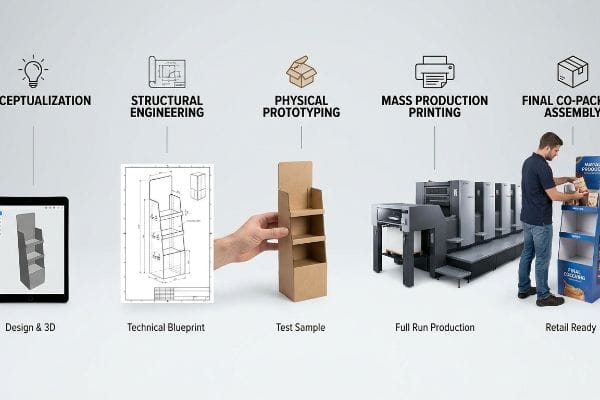
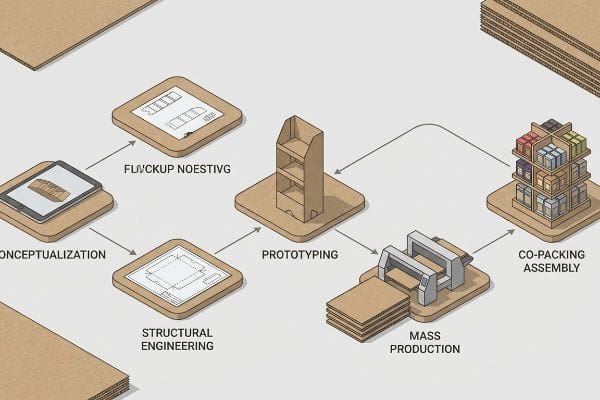
La commande d'un présentoir de sol personnalisé comprend cinq phases standard : la conception, l'ingénierie structurelle, le prototypage physique, l'impression en série et l'assemblage final pour le conditionnement. Le respect de l'ordre de ces étapes garantit la conformité de votre carton ondulé aux normes strictes du commerce de détail, tout en évitant les pannes mécaniques coûteuses en production.
Combler le fossé entre un rendu numérique et un déploiement physique en magasin implique de comprendre les étapes clés qui garantissent le respect des délais.
Quelles sont les 5 étapes de la création d'un affichage ?
La compréhension précise du processus permet d'éviter des retards considérables. Omettre une seule étape compromet tout le calendrier avant même que l'encre ne soit sèche.
La création d'un présentoir nécessite cinq étapes séquentielles : la définition des spécifications de vente au détail, la conception du gabarit structurel, la soumission des fichiers de prépresse, le test des prototypes physiques et le lancement de la production en série. Le respect de ces différentes phases de fabrication prévient tout effondrement structurel et garantit la résistance de votre présentoir en carton lors du transport national.

Connaître les cinq phases est utile, mais c'est l'ordre dans lequel vous les exécutez qui détermine votre réussite physique sur le terrain.
Pourquoi le tracé de découpe précède le processus de conception
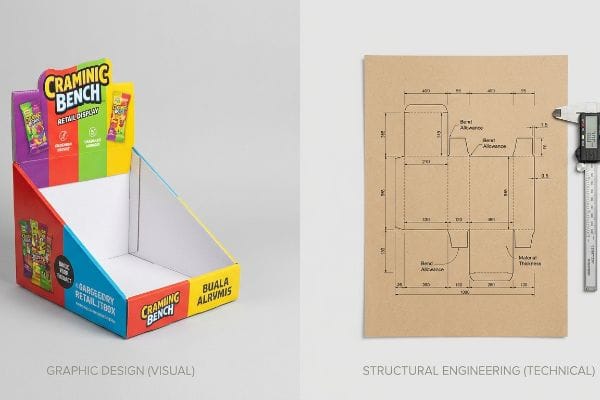
Même les équipes marketing les plus expérimentées partent souvent du principe que la première étape est la conception graphique, reléguant l'ingénierie structurelle au second plan. Elles passent des semaines à finaliser de superbes visuels sur une plateforme web standard, pour ensuite transmettre les fichiers bruts à l'usine d'impression. Cette approche totalement erronée ignore la réalité physique de la fabrication du carton ondulé, où le profil dense du carton modifie fondamentalement les dimensions lors de l'assemblage¹.
Sur la chaîne de production, je constate régulièrement ce problème. Les clients soumettent leurs fichiers graphiques sans avoir préalablement défini un gabarit de découpe standardisé, ce qui entraîne d'importants défauts d'alignement. Lorsqu'on plie un carton cannelé de 2,8 mm (0,11 pouce) , le matériau s'étire et empiète sur la feuille supérieure imprimée. Je me souviens encore du bruit de déchirure du carton brut lorsque mon équipe a tenté d'insérer de force une languette d'emboîtement mal dimensionnée dans une fente. Pour remédier à ce problème, j'exige que mes clients utilisent un PDF pré-conçu, généré directement par notre logiciel de CAO (Conception Assistée par Ordinateur), ce qui fige les calculs structurels avant même le dessin du premier pixel. Ainsi, vos graphismes s'adaptent parfaitement, ce qui élimine les retouches manuelles et réduit les délais de production de plusieurs jours.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Concevoir l'œuvre d'art en premier | Générer d'abord les gabarits CAO3 | Assure un alignement graphique parfait |
| En négligeant l'épaisseur du circuit imprimé | Application des calculs de tolérance de flexion4 | Empêche le déchirement du papier lors de la mise en place |
| Utilisation des outils de canevas Web | Utilisation de PDF structurels verrouillés5 | Gain de temps d'assemblage et réparations |
Je privilégie l'ingénierie structurelle à la conception graphique, car lutter contre les lois de la physique est toujours peine perdue. Définir les dimensions dès le départ garantit un assemblage sans frottement des présentoirs pré-remplis et un positionnement parfaitement d'équerre sur la palette.
🛠️ Le bureau d'Harvey : Vous n'êtes pas sûr que votre illustration soit bien à l'intérieur du fond perdu ? 👉 Envoyez-moi votre gabarit à plat ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Qui conçoit les présentoirs pour les magasins de détail ?
Le choix du bon professionnel du design est essentiel à la solidité de votre structure. Les graphistes embellissent les choses ; les ingénieurs veillent à ce qu’elles résistent à l’épreuve du temps.
Les présentoirs pour les points de vente sont conçus par des ingénieurs en emballage structurel spécialisés, en collaboration avec des graphistes. Tandis que ces derniers se chargent de l'identité visuelle, les ingénieurs structurels calculent les tolérances de pliage et les géométries porteuses nécessaires pour garantir la résistance des emballages en carton ondulé au transport et leur conformité aux normes strictes des grands magasins.
Si les graphistes stimulent l'engagement des consommateurs, négliger l'aspect technique conduit à des échecs logistiques catastrophiques.
Le danger caché des soumissions de fichiers graphiques uniquement
De nombreuses marques font appel à des graphistes extrêmement talentueux pour concevoir leurs présentoirs, partant du principe que l'attrait visuel garantit la solidité de la structure. Ces équipes dessinent souvent les languettes d'emboîtement et les fentes de pliage à l'aide de logiciels vectoriels standard, à la largeur exacte du panneau correspondant. Elles abordent le projet comme l'impression d'une affiche plate, sans tenir compte de l' espace physique nécessaire lorsque le carton ondulé épais se pliedans un angle.
Dans mon atelier, je constate régulièrement que des fichiers sont erronés : le concepteur visuel n'a pas calculé l'épaisseur réelle du panneau plié. Lorsqu'un panneau de 3 mm d'épaisseur se plie à 90°,il consomme de la matière. J'ai déjà vu une chaîne de montage entière s'arrêter net, car la fente de réception n'avait pas été élargie pour compenser le rayon extérieur du pli. Les opérateurs transpiraient et se forçaient à assembler les pièces rigides. Le frottement était considérable. J'intègre donc des algorithmes de compensation d'épaisseur dans chaque pli et chaque fente. Cette correction précise garantit un assemblage sans frottement, réduisant significativement le temps de conditionnement et préservant l'image de votre marque des bords abîmés.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| S'appuyant uniquement sur les artistes visuels | Associer des artistes à des ingénieurs en structure | Élimine les risques d'effondrement structurel |
| Dessin des emplacements d'accouplement 1:1 | Ajout de tolérances de pliage de l'étrier8 | Accélère les opérations de la chaîne de montage |
| En négligeant l'épaisseur du matériau | Ingénierie pour des flûtes spécifiques9 | Empêche les languettes déchirées sur le sol |
Je dissocie strictement l'aspect visuel de la physique structurelle, car un bel présentoir est inutile s'il se déforme. L'ingénierie de précision transforme le carton brut en un atout logistique fiable.
🛠️ Bureau Harvey : Vos languettes d'emboîtement sont-elles correctement dimensionnées en fonction de l'épaisseur du plateau ? 👉 Demandez une analyse structurelle ↗ — Téléchargement sécurisé. Je reste à votre disposition pour toute question.
Quels sont les cinq types d'écrans ?
Le classement des présentoirs en fonction de leur emplacement permet d'aligner votre stratégie promotionnelle sur la conformité des points de vente. Chaque format répond à un besoin spécifique.
Les cinq principaux types de présentoirs de vente au détail comprennent les présentoirs de sol, les présentoirs de comptoir, les présentoirs sur palette, les plateaux prêts à la vente et les barres de suspension. Le choix du présentoir approprié dépend entièrement du poids de vos produits, de la zone allouée en magasin et de la distance cible par rapport aux clients.

Choisir une catégorie n'est que le début ; ne pas dimensionner correctement les produits pour leurs zones de vente respectives entraîne un rejet immédiat.
Pourquoi réduire la taille d'un présentoir de sol ne fonctionne pas sur les comptoirs
Les responsables marketing expérimentés proposent souvent une campagne adaptable où un grand présentoir peut être réduit de moitié pour servir de comptoir. Ils conçoivent l'aménagement spatial comme le redimensionnement d'une image numérique sur un écran. Cette approche ignore totalement les règles juridiques et logistiques strictesqui régissent ces deux zones de vente distinctes.
Lorsque j'évalue ces demandes de miniaturisation, le calcul révèle immédiatement le problème. Un présentoir de sol est limité aux dimensions des palettes (1219 × 1016 mm) pour la logistique d'entrepôt¹¹ , tandis qu'un présentoir de comptoir est soumis aux strictes exigences de l' ADA ( Americans with Disabilities Act) concernant la portée vers l'avant (381 à 1219 mm) ¹² . Je me souviens encore du poids et du déséquilibre d'un présentoir de sol miniaturisé, posé en équilibre précaire sur un comptoir de caisse, prêt à basculer au moindre choc. Pour éviter cela, je sépare définitivement les processus d'ingénierie de ces deux types de présentoirs. En recalculant la structure spécifiquement pour le centre de gravité du présentoir de comptoir, j'évite les refacturations massives des gérants de magasin qui refusent systématiquement les présentoirs de caisse non conformes.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Réduction directe des unités de plancher | Ingénierie dédiée aux compteurs mathématiques | Empêche le basculement des comptoirs de caisse13 |
| Ignorer la conformité de la portée | Conception pour les fenêtres de portée légale14 | Garantit l'approbation du placement en magasin |
| Traiter tous les types de manière égale | Catégorisation par limites de zone spécifiques | Empêche les refus des gérants de magasin |
Je ne réutilise jamais les calculs au sol pour les comptoirs, car la gravité et la conformité ne sont pas proportionnelles. Une véritable polyvalence exige une conception spécifique pour chaque environnement de vente au détail.
🛠️ Bureau Harvey : Vous vous demandez quel type d'écran convient à votre espace ? 👉 Obtenez des conseils d'installation ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur.
Comment présenter les produits dans un magasin de détail ?
Un agencement réussi des produits en rayon exige une stratégie psychologique et un espace suffisant. Entasser les produits nuit aux ventes et à l'organisation des rayons.
La présentation des produits en magasin nécessite de les organiser en îlots asymétriques, d'incliner les étagères inférieures vers le haut et de veiller à un dégagement structurel précis autour de chaque article. Cette approche de merchandising crée une tension visuelle qui attire les clients tout en facilitant le réapprovisionnement des stocks.

Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que les employés doivent physiquement remplir les rayons.
Le piège de microfriction du surpeuplement symétrique
Les équipes d'approvisionnement cherchent souvent à disposer à plat une grille dense et parfaitement symétrique de produits sur une seule étagère, partant du principe qu'une densité maximale génère des ventes plus importantes<sup>15</sup>. Elles conçoivent l'agencement sans aucun espace vide afin d'optimiser la gestion du transport. Cette configuration compacte paraît impressionnante sur un rendu 3D, mais elle ignore totalement la réalité du réapprovisionnement en magasin<sup>16</sup>.
Dans mon atelier, je constate régulièrement les conséquences de cette hypothèse d'un jeu nul lors des tests de charge. Lorsque les produits sont entassés les uns contre les autres, les bords ondulés bruts des supports absorbent une friction considérable lors de l'extraction. J'ai vu des testeurs arracher complètement la face avant en carton d'une étagère en essayant simplement de remettre une bouteille coincée dans son emplacement. Pour éliminer ce goulot d'étranglement, j'impose mathématiquement un jeu physique de 6,35 mm (0,25 pouce) grâce à des séparateurs modulaires qui regroupent les produits en piles impaires. Cet espacement très précis crée non seulement une rupture visuelle agréable pour le client, mais élimine aussi complètement le risque de déchirure du carton, réduisant ainsi les pertes liées aux unités endommagées et préservant l'intégrité de votre marque.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Entasser les grilles à dégagement nul | Respecter une tolérance d'écart physique | Empêche les lèvres déchirées18 |
| En négligeant les frottements de réapprovisionnement, on peut ignorer les pertes de charge | Utilisation d'espacements modulaires pour les séparateurs19 | Accélère le réapprovisionnement quotidien des magasins |
| Agencements de blocs symétriques | Application du clustering à nombre impair20 | Augmente l'engagement visuel des acheteurs |
J'applique des tolérances strictes concernant les espaces négatifs, car le frottement détruit les fibres de papier brut. Prévoir un léger interstice permet de préserver la structure des contraintes liées à la manutention brutale en magasin.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais si une conception sans jeu entraîne des problèmes de réapprovisionnement importants, déchirant le carton et rendant l'unité inutilisable, votre marge bénéficiaire promotionnelle est complètement anéantie. Voici la fiche technique exacte utilisée par mes 10 principaux clients du secteur de la vente au détail pour garantir zéro rejet d'impression. Ne vous fiez plus aux tolérances structurelles : laissez-moi réaliser un audit gratuit de votre configuration grâce à un audit de découpe ↗ afin de détecter les erreurs dimensionnelles critiques avant le lancement de la production en série.
« Détermination analytique de la rigidité en flexion d'un emballage à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/ . Explication technique de l'influence de l'épaisseur du matériau (calibre) et des tolérances de pliage du carton ondulé sur les dimensions structurelles finales. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie de l' emballage. Appuie : l'affirmation selon laquelle les dimensions physiques varient lors de l'assemblage. Note de portée : spécifique aux supports en carton ondulé.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Vérification de l’épaisseur standard du carton ondulé cannelure B à partir de manuels d’ ingénierie d’emballage. Type de preuve : Spécification technique ; source : Norme industrielle. Supports : Dimensions du matériau. Remarque : L’épaisseur réelle peut légèrement varier selon le fabricant.
« Le rôle crucial des gabarits de découpe dans la conception et la production d'emballages », https://www.manageartworks.com/blog-post/the-crucial-role-of-dielines-in-packaging-design-and-production . Flux de travail standard de conception d'emballages démontrant que les gabarits de découpe structurels fournissent les limites nécessaires à un alignement graphique précis. Rôle de la preuve : validation de processus ; type de source : manuel de l'industrie du design. Appuie : la séquence de conception structurelle avant la conception visuelle. Note de portée : applicable aux présentoirs de point de vente.
« Calculateur gratuit de tolérance de pliage pour tôles | FIRGELLI Engineering », https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOoppYVsG-wzjZM4ZwXm2yioZQ8Ixrg2jHhSKqOYtxa9LNXDuHwvM. Ce guide d'ingénierie explique comment les calculs de tolérance de pliage prennent en compte l'épaisseur du matériau afin d'éviter les ruptures structurelles ou les déchirures aux points de pliage. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie de fabrication. Justifie : la nécessité des mathématiques dans la conception de présentoirs structurels. Note relative au champ d'application : spécifiquement pour les matériaux en carton ondulé ou rigide .
« Accessibilité numérique : Que sont les balises PDF ? », https://services.stthomas.edu/TDClient/1898/ClientPortal/KB/Article/162160/Digital-Accessibility-What-are-PDF-Tags. Spécifications techniques expliquant pourquoi les PDF vectoriels verrouillés évitent les erreurs de mise à l’échelle et d’alignement lors de l’impression et de la découpe, contrairement aux outils web. Type de preuve : spécification technique ; source : guide technique d’imprimerie. Conforme aux exigences de format de fichier pour une précision de production optimale. Portée : production d’impression industrielle .
« Calculateur gratuit de tolérance de pliage pour tôles | FIRGELLI Engineering », https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOorGrUdoNiHBuDEC8HmuQlbi0OwmSgBWXE_yN-5szY7xIKnYRn3Y. Les normes techniques d'ingénierie relatives au carton ondulé expliquent comment l'épaisseur du matériau nécessite des tolérances de pliage pour garantir un ajustement correct et une intégrité structurelle. Preuve : spécification technique ; type de source : manuel d'ingénierie de l'emballage. Appuie : l'affirmation selon laquelle les fichiers graphiques seuls ne tiennent pas compte de la physique des matériaux. Note sur la portée : se concentre sur les propriétés des toiles de test ondulées .
« Calculateur de tolérance de pliage de tôle », https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOopwRgSBXZYG8ubdqtDvj7zXqsCGekFKzcetwQ3H5sE8NYKx5oar. Les normes techniques d'ingénierie relatives au pliage des matériaux décrivent comment l'épaisseur du matériau et le rayon de pliage influent sur la dimension finale, appelée tolérance de pliage. Rôle de la preuve : Vérification technique ; type de source : Manuel d'ingénierie. Appuie : L'affirmation selon laquelle l'épaisseur du matériau nécessite une compensation dimensionnelle lors d'un pliage à 90 degrés. Remarque : Les spécificités varient en fonction du coefficient K du matériau .
« Maîtriser le rayon de pliage des presses plieuses – ADH Machine Tool », https://www.adhmt.com/press-brake-bend-radius/ . Explication technique de la manière dont les tolérances de pliage basées sur l'épaisseur du matériau garantissent un ajustement précis et réduisent le temps d'assemblage. Niveau de preuve : spécification technique ; type de source : guide de fabrication. Contribue à : l'efficacité des tolérances précises. Remarque sur le champ d'application : s'applique principalement aux supports pliables.
« Explication des types de cannelures pour boîtes en carton ondulé : A, B, C, E et F », https://www.onyxpackaging.com/blog/corrugated-box-flute-types.php . Analyse de la manière dont le choix du type de cannelure approprié permet de prévenir les défaillances structurelles et les déchirures lors du déploiement. Preuves : données issues de la science des matériaux ; source : norme de l’industrie de l’ emballage. Arguments : importance de l’ingénierie spécifique aux matériaux. Précision : étude axée sur les structures en carton ondulé.
« [PDF] N/A – Village de Grafton », https://www.villageofgraftonwi.gov/DocumentCenter/View/11151. Vérification des exigences réglementaires spécifiques, telles que la conformité aux normes ADA et les codes de sécurité incendie, qui différencient les présentoirs au sol des présentoirs de caisse. Rôle de la preuve : validation technique ; type de source : guide réglementaire du secteur du commerce de détail. Appuie : l’affirmation selon laquelle ces zones sont régies par des règles distinctes. Note sur la portée : axé sur les normes de vente au détail américaines .
« Palette américaine GMA. Dimensions, types et bien plus encore. », https://acrosslogistics.com/blog/en/american-pallet-gma. Des guides logistiques de référence confirment que la taille standard des palettes GMA utilisées pour l'expédition et l'entreposage est de 48 × 40 pouces. Niveau de preuve : vérification factuelle ; type de source : norme industrielle. Convient aux contraintes dimensionnelles des présentoirs de magasin. Périmètre : principalement applicable à la logistique nord-américaine .
« Chapitre 3 : Éléments fonctionnels – Access-Board.gov », https://www.access-board.gov/ada/guides/chapter-3-operable-parts/ . Les normes officielles de l’ADA relatives à la conception accessible spécifient la portée vers l’avant des éléments accessibles afin de garantir leur utilisation par les personnes en fauteuil roulant. Rôle de la preuve : vérification légale ; type de source : code réglementaire. Appuie : les exigences de conformité relatives à la profondeur et à la hauteur des présentoirs de comptoir. Note sur la portée : Spécifique aux lois fédérales américaines sur l’accessibilité.
« Assurer la stabilité et le support structurel des présentoirs temporaires », https://www.ud-direct.com/blog/tips-and-tricks-to-ensure-stability-and-structure-support-in-temporary-displays . Analyse technique du centre de gravité et des rapports base/hauteur nécessaires à la stabilité des présentoirs de comptoir par rapport aux présentoirs de sol à échelle réduite. Type de preuve : validation technique ; source : manuel de conception industrielle. Confirme : l’idée qu’une conception spécifique des comptoirs prévient le basculement. Précision : concerne spécifiquement les présentoirs temporaires légers.
« Normes ADA pour la conception accessible, Titre III, Règlement 28 CFR… », https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. Documentation des lois sur l’accessibilité et des normes de vente au détail régissant les hauteurs maximales et minimales d’accès pour les présentoirs de produits afin de garantir l’inclusion. Rôle de la preuve : preuve réglementaire ; type de source : lignes directrices en matière d’accessibilité. Appuie : l’affirmation selon laquelle le respect des fenêtres d’accès garantit l’approbation de l’emplacement en magasin. Note sur la portée : principalement axé sur les normes ADA (Americans with Disabilities Act) .
« [PDF] Stratégie d'espace en rayon dans la vente au détail de boissons alcoolisées – IRL @ UMSL », https://irl.umsl.edu/cgi/viewcontent.cgi?article=2548&context=dissertation . Recherche faisant autorité en psychologie du consommateur et en merchandising visuel expliquant comment la surabondance de produits peut entraîner une paralysie décisionnelle ou une diminution de la valeur perçue. Rôle des preuves : réfutation d'une hypothèse ; type de source : étude universitaire ou rapport sectoriel. Constat : l'inefficacité d' une densité maximale. Remarque : les effets peuvent varier selon la catégorie de produits.
« Outil de mise en rayon en épicerie : analyse de la productivité et des facteurs humains », https://ideas.repec.org/a/eme/ijppmp/v65y2016i4p554-570.html . Données opérationnelles sur le travail en magasin et l’ergonomie démontrant que des configurations de rayons trop compactes augmentent le temps de réapprovisionnement et le taux de produits endommagés . Rôle de la preuve : vérification factuelle ; type de source : étude logistique ou ergonomique. Arguments : nécessité d’un dégagement structurel pour l’efficacité du travail. Note sur la portée : se concentre sur la productivité des employés.
« [PDF] Stockage et manutention des emballages en carton ondulé », https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf. Ce document présente les éléments de preuve relatifs à la norme technique d'espacement minimal requise pour prévenir les dommages causés par le frottement aux emballages en carton ondulé lors de leur extraction en point de vente. Rôle de la preuve : validation technique ; type de source : directives industrielles en matière d'emballage ou étude d'ingénierie structurelle. Appuie : la mesure spécifique permettant de réduire le déchirement du carton. Note relative au champ d'application : s'applique spécifiquement aux présentoirs de vente au détail en carton ondulé .
« Agencements de magasin endommagés : Guide proactif – storflex », https://www.storflex.com/blog/damaged-store-fixtures-a-proactive-guide/ . Les spécifications techniques des agencements de vente au détail doivent confirmer qu’un jeu insuffisant entraîne une usure mécanique et des déchirures des bords des étagères lors de l’insertion des produits. Preuve : validation technique ; source : guide du fabricant d’équipement. Justifie : le lien entre la tolérance d’écart et la durée de vie des agencements. Remarque : spécifique aux systèmes de fixation en métal ou en plastique.
« Livraisons en magasin plus rapides et réapprovisionnement des rayons accéléré grâce au système de conteneurs roulants… », https://loadhog.com/news/faster-store-deliveries-and-quicker-shelf-replenishment-with-the-rolling-container-system/. Les études en logistique et en opérations de vente au détail devraient démontrer que la modularité réduit les frictions et le temps consacré à l'alignement des produits lors du réapprovisionnement. Preuve opérationnelle ; type de source : livre blanc sectoriel. Affirme : l'avantage de l'espacement modulaire sur la vitesse de réapprovisionnement. Remarque : dépend du système modulaire utilisé .
« Services et stratégie de merchandising visuel | T-ROC Global », https://trocglobal.com/visual-merchandising/. Une source faisant autorité en matière de merchandising visuel devrait expliquer comment les regroupements en nombre impair attirent davantage le regard que les regroupements symétriques. Rôle de la preuve : fondement théorique ; type de source : manuel de conception. Arguments : l’efficacité des regroupements en nombre impair pour susciter l’intérêt. Note relative au champ d’application : applicable aux présentoirs de table et d’étagère .



