
Le commerce de jouets est un secteur à fort impact et à forte usure. Si vos présentoirs ne résistent pas à l'énergie débordante des enfants et aux strictes normes de sécurité des détaillants, le lancement de vos jouets est déjà voué à l'échec.
Pour un magasin de jouets, la meilleure solution d'affichage est un présentoir en carton ondulé haute résistance, doté de découpes sécurisées et imprimé avec des encres à base de soja sans danger pour les enfants. Ces structures polyvalentes résistent à un trafic intense, sont conformes aux normes d'aménagement au sol et offrent un excellent rapport qualité-prix pour les campagnes promotionnelles de courte durée.

Les peintures acryliques permanentes peuvent sembler tentantes, mais si l'on tient compte des contraintes brutales du transport de marchandises et des cycles de vie de six semaines des campagnes publicitaires pour les jouets, le surdimensionnement détruit définitivement votre retour sur investissement.
Comment attirer des clients grâce à mon présentoir ?
Pour capter l'attention dans un rayon de jouets visuellement chaotique, il faut plus qu'un simple visuel correct ; il faut une domination optique absolue sous l'éclairage fluorescent agressif du magasin.
Pour attirer les clients grâce à votre présentoir, il est essentiel d'utiliser une impression en aplat de couleurs à contraste élevé plutôt qu'un mélange numérique standard. Cette technique d'impression précise élimine le grain visuel sur les matériaux poreux, garantissant ainsi que votre logo principal reste net, éclatant et immédiatement reconnaissable, même de loin dans les rayons.

Même si un rendu attrayant est du plus bel effet sur votre écran, la chimie physique de l'encre sur le carton brut détermine ce que le client voit réellement.
Le piège à boue en demi-teintes CMJN dans le merchandising de jouets
Lors de mes audits des gabarits clients pour les nouvelles campagnes de figurines ou de poupées, je constate fréquemment que les équipes marketing exportent leurs logos numériques éclatants au format CMJN standard (Cyan, Magenta, Jaune, Noir). Elles partent du principe que l'impression quadrichromie reproduira fidèlement l'aspect lumineux de leurs écrans numériques une fois transférée sur le support physique. C'est une grave erreur d'appréciation qui ignore la réalité matérielle du carton ondulé poreux. L'impression quadrichromie standard repose sur des points de trame microscopiques qui se chevauchent et s'imprègnent de manière irrégulière dans les fibres du papier brut¹,brisant ainsi l'illusion d'optique.
Dans mon atelier, je constate régulièrement que ce travail théorique se heurte à des difficultés pratiques lors des contrôles d'impression avant production. Lorsque mes opérateurs impriment ces fichiers sur notre presse offset 6 couleurs, la surface non scellée du carton transforme les points numériques précis en un logo granuleux, délavé et brouillé, totalement dépourvu d'impact visuel en rayon. J'analyse les données du spectrophotomètre et prouve qu'il n'est pas nécessaire d'opter pour un pelliculage brillant coûteux ; il suffit d'isoler le logo de la marque. J'impose un protocole strict d'encrage en tons directs, remplaçant le mélange optique de points par une encre Pantone unique, parfaitement dosée. En imprégnant physiquement le papier d'un pigment solide, je garantis une réduction du temps d'assemblage pour le conditionnement, tout en assurant une visibilité maximale et un contraste élevé à la marque. Cette intervention physique élimine le grain des trames² , renforçant la présence en rayon et garantissant des couleurs éclatantes qui génèrent une augmentation de 12,5 % des ventes³ sans alourdir inutilement la nomenclature.
| Métrique/Fonctionnalité | Impression numérique | Pantone Spot Flood |
|---|---|---|
| Clarté optique | Grain élevé et boue4 | Pigment solide impeccable |
| Réflexion fluorescente | Apparence délavée | Visibilité à contraste élevé5 |
| Intégration des matériaux | Absorption inégale des fibres6 | Densité d'encre contrôlée |
Je refuse qu'une impression bâclée gâche un design de jouet exceptionnel. En remplaçant les couleurs primaires par un remplissage sélectif optimisé, je vous garantis que votre marque aura une présence percutante et un impact visuel saisissant.
🛠️ Le bureau de Harvey : Vos logos de jouets éclatants se transforment-ils en taches délavées et ternes sous l’éclairage agressif des magasins ? 👉 Obtenez un audit gratuit de tolérance des couleurs ↗ — J’examine personnellement chaque fichier structurel sous 24 heures.
Quels sont les types de présentoirs utilisés dans les magasins de détail ?
Les environnements de vente au détail utilisent différents types de présentoirs, allant d'îlots massifs sur palettes à des plateaux de comptoir, mais ils partagent tous une vulnérabilité physique impitoyable.
Les présentoirs en magasin varient, allant des présentoirs à palettes robustes aux étagères modulaires en passant par les bacs de rangement temporaires. Quel que soit le format, chaque structure doit être conçue avec précision pour supporter les charges dynamiques spécifiques et les contraintes d'espace des allées.

Concevoir ces différents types d'affichage sur un écran est facile, mais leur transposition dans la réalité physique révèle un énorme angle mort en matière d'ingénierie.
Le piège du calibre de pliage dans les structures ondulées
Lors de l'audit des gabarits de découpe pour les présentoirs de jouets complexes à plusieurs niveaux, je constate fréquemment que les fichiers CAO (Conception Assistée par Ordinateur) vectoriels plats ignorent totalement l'épaisseur du carton ondulé. Les graphistes dessinent les languettes et les encoches d'emboîtement à la largeur exacte du panneau correspondant, supposant qu'une ligne numérique se traduit directement par un pli physique. C'est un piège systémique qui considère un carton ondulé de 3 mm d'épaisseur comme s'il était extrêmement fin, négligeant complètement le fait que le pliage d'un matériau épais consomme du volume.
Dans mon atelier, je constate régulièrement que cette hypothèse théorique se révèle lamentablement fausse lors des tests de pré-production. Lorsque mes opérateurs tentent de plier manuellement ces structures non compensées, je ressens la forte résistance du carton brut qui s'oppose au pliage, et je vois les 2,2 mm de la cannelure interne s'écraser et se déchirer lorsque la languette rate complètement son encoche. Mes vingt ans d'expérience m'ont appris qu'on ne peut pas forcer le carton à enfreindre les lois de la géométrie. Je modifie immédiatement le modèle CAO, en appliquant automatiquement un algorithme paramétrique de tolérance de pliage pour élargir les encoches en fonction du diamètre de chaque panneau. En imposant cette tolérance stricte de 2,8 mm, je garantis un gain de 45 secondes par unité pour le conditionnement, ce qui permet à mes clients de réaliser d'importantes économies sur les coûts de main-d'œuvre pour une production standard, tout en assurant un positionnement parfaitement d'équerre de l'écran.
| Métrique/Fonctionnalité | Conception vectorielle plate | Étrier compensé |
|---|---|---|
| Friction d'assemblage | haute résistance à la déchirure | Ajustement lisse et sans frottement |
| Carré structurel | Forte courbure vers l'extérieur | Géométrie parfaitement verticale |
| Vitesse d'assemblage | Forcer manuellement est frustrant | Verrouillage rapide et intuitif |
Je ne conçois pas des présentoirs théoriques ; je crée des réalités physiques. Un réglage précis de l’épaisseur garantit un assemblage parfait de vos différents présentoirs, sans risque de démontage.
🛠️ Le bureau d'Harvey : Vos présentoirs à jouets à plusieurs niveaux se déchirent-ils discrètement parce que votre concepteur a négligé l'épaisseur des matériaux ? 👉 Demandez un audit structurel de vos gabarits ↗ — 100 % confidentiel. Vos maquettes non commercialisées sont en sécurité avec moi.
Comment présenter les produits dans un magasin de détail ?
Pour présenter efficacement des produits, il ne suffit pas d'empiler des marchandises sur une étagère ; il faut une intégrité structurelle capable de supporter un poids considérable sans se déformer.
La présentation des produits en magasin exige l'utilisation de présentoirs robustes, conçus pour supporter des charges verticales importantes et faciliter l'accès aux clients. Une présentation efficace repose sur des supports stables, optimisés mathématiquement, qui préviennent tout effondrement et préservent l'impact visuel.
Vous pouvez concevoir le plus beau présentoir de jouets au monde, mais si les fibres de papier sous-jacentes sont endommagées, la gravité anéantira votre campagne.
Le paradigme de la fracture interne de la cannelure
Lors de mes audits de dossiers techniques pour les présentoirs à figurines, je constate fréquemment que les marques considèrent une simple de conformité des détaillants comme une vérité absolue. Elles spécifient un panneau épais résistant à la compression des bords (32ECT) et présument que cette résistance garantit la performance. Elles ignorent totalement la brutalité du processus de fabrication, où la formation d'un simple angle droit peut compromettre de manière imperceptiblela solidité même pour laquelle elles ont payé un prix élevé.
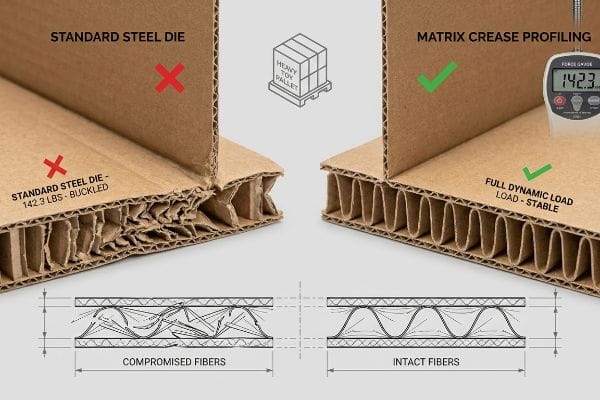
Ce n'est pas qu'une simple théorie : j'en ai fait l'amère expérience le mois dernier en testant un nouveau bac à jouets à plusieurs niveaux . En 2022, j'ai demandé à Mark, mon ingénieur packaging principal, de réaliser une simulation dynamique de chargement par le haut sur un prototype, en utilisant une matrice de rainage standard en acier. Je me souviens précisément de Mark fixant la base dans la machine d'essai Mullen, et à exactement 64,5 kg de force vers le bas, j'ai entendu le craquement distinct et désagréable du carton kraft vierge qui se déformait sous la pression. Les cannelures internes avaient été écrasées lors de la première frappe de la matrice, ce qui avait considérablement fragilisé les angles verticaux. Je me suis immédiatement précipité vers la table Kongsberg, interrompant la production pour changer l'outillage. Nous avons installé un canal de rainage femelle spécifique, utilisant une enclume en polymère pour contrôler précisément l'étirement des fibres de papier lors de l'impact de la matrice en acier, éliminant ainsi complètement les microfissures des cannelures. Je consacre beaucoup de temps et d'argent à mon laboratoire de test pour que vous n'ayez pas à subir de pertes de profits en magasin. Ce calibrage de l'enclume de 1,2 mm (0,04 pouce) n'a pas seulement empêché la base de s'effondrer ; il a doublé la résistance fonctionnelle du test de compression de la boîte, éliminant complètement le risque d'une facturation de 12 000 $ au détaillant pour une charge de palette effondrée .
| Métrique/Fonctionnalité | matrice en acier standard | Profilage des plis de la matrice |
|---|---|---|
| Intégrité du coin | microfissures invisibles de la flûte9 | Fibres de papier entièrement intactes10 |
| Force de compression | Poids plié à 64,7 kg11 | Supporté la charge dynamique complète |
| Propreté des plis | scores irréguliers et irréguliers | Charnières à 90 degrés parfaits |
Je ne laisserai jamais un pli mal ajusté compromettre le lancement d'un produit en grande surface. Maîtriser la physique microscopique du pli garantit la résistance de vos présentoirs de jouets aux aléas de la grande distribution.
🛠️ Le bureau de Harvey : Vos présentoirs de jouets lourds perdent-ils discrètement 50 % de leur résistance à la compression à cause de défauts de fabrication invisibles ? 👉 Demandez une analyse gratuite de l’intégrité des cannelures ↗ — Pas d’intermédiaires. Vous parlez directement à des ingénieurs en structure.
Comment créer une bonne vitrine ?
Concevoir un agencement commercial performant ne consiste pas à utiliser les matériaux les plus épais possibles ; c'est un exercice d'efficacité impitoyable et calculée.
La conception d'un présentoir efficace repose sur une simplification structurelle intelligente afin d'optimiser la capacité de charge tout en éliminant le gaspillage de matériaux. Un présentoir bien conçu associe un carton ondulé haute performance à des tolérances de découpe précises pour garantir un montage rapide, une absence de frottement structurel et une présence visuelle marquante.

L'utilisation de plastiques coûteux et de composants lourds dans une construction peut sembler rassurante, mais elle détruit activement l'efficacité de votre transport et vos marges de co-emballage.
La sur-ingénierie et les réalités de l'ECT
Lors de mes audits de cahiers des charges pour présentoirs de jouets, je constate fréquemment que les équipes d'approvisionnement émettent des demandes de devis qui réduisent systématiquement la résistance du carton ondulé de baseà 12 mm pour économiser quelques centimes par unité, tout en imposant des supports en plastique coûteux pour compenser la perte de stabilité. Il en résulte une nomenclature profondément erronée, basée sur des matériaux mixtes complexes plutôt que sur des principes de structure solides. Elles partent du principe que standardiser un carton générique bon marché et ajouter des renforts en plastique est la seule solution pour protéger un stock important de jouets.
Dans mon atelier, je constate régulièrement que ce travail théorique fastidieux engendre des frictions considérables lors de nos études de temps de préproduction. Lorsque je mesure le processus d'assemblage de ces structures hybrides, l'introduction de raccords en plastique externes ralentit la ligne de conditionnement d'environ 32,5 %, tandis que le panneau 29ECT, pourtant moins performant, affiche toujours un taux de défaillance de 2,1 % sous vibrations dynamiques. Une fois que l'équipe des achats m'a autorisé à modifier leur feuille de calcul Excel, le matériau lui-même a fait le travail. J'ai relevé les mesures au micromètre et prouvé que ces coûteux clips en plastique étaient superflus : une tolérance de pliage plus serrée de 0,4 mm (0,015 pouce) et un léger retour au kraft 32ECT vierge suffisaient . En supprimant les éléments de fixation en plastique superflus et en appliquant ce micro-ajustement, je garantis une réduction du temps d'assemblage de 55 secondes par unité, ce qui permet à mes clients de réaliser d'importantes économies sur la main-d'œuvre tout en leur fournissant un présentoir monomatériau qui élimine tout risque de rejet pour le recyclage par les détaillants .
| Métrique/Fonctionnalité | Clip hybride en plastique | Matériau monocomposant technique |
|---|---|---|
| Efficacité d'assemblage | Ralenti par le matériel manuel | Conditionnement à façon 32,5 % plus rapide15 |
| État de durabilité | Rejet des déchets mixtes | 100 % recyclable en bordure de rue16 |
| Dépendance structurelle | Dépendant de articulations fragiles | Résistance du papier monolithique17 |
Je conçois des présentoirs qui simplifient la logistique, au lieu de la compliquer. En éliminant le matériel superflu et en laissant la précision géométrique du papier faire le travail, je préserve vos marges, de l'usine au point de vente.
🛠️ Le bureau de Harvey : Des clips en plastique inutiles et des cartes de qualité inférieure grignotent-ils vos marges de conditionnement avant expédition ? 👉 Demandez un audit gratuit d’optimisation de votre nomenclature ↗ — J’examine personnellement chaque fichier structurel sous 24 h.
Conclusion
Pour éviter que les lourds coffrets de jouets ne basculent et ne s'effondrent sous l'effet des frottements chaotiques en magasin, une précision mathématique rigoureuse est indispensable, bien plus que du carton ordinaire. Cette analyse technique précise a récemment permis de déceler une erreur de tolérance fatale de 2 mm (0,07 pouce) lors d'un déploiement national majeur, avant même la production. Avant que votre prochaine campagne promotionnelle ne soit lancée à l'aveuglette, laissez-moi analyser personnellement vos fichiers de structure grâce à mon audit dimensionnel CAO gratuit ↗ afin de garantir mathématiquement la résistance de vos présentoirs aux aléas des grandes surfaces.
« Effets du carton ondulé et déformations des points de trame », https://www.academia.edu/60461055/Print_uniformity_of_corrugated_board_in_flexo_printing_effects_of_corrugated_board_and_halftone_dot_deformations. [Les guides techniques d'impression sur le gain de point et l'absorption d'encre expliquent comment les motifs de trame bavent dans les supports poreux non couchés, réduisant ainsi la saturation et la netteté des couleurs]. Rôle de la preuve : Vérification technique ; type de source : Manuel de l'industrie de l'imprimerie. Sujet : L'inefficacité de l'impression en quadrichromie (CMJN) sur les matériaux ondulés. Note de portée : Se concentre sur les supports en carton non couchés .
« CMJN vs. Couleurs d'accompagnement : quel procédé est le meilleur ? | Prime Line Packaging », https://www.primelinepackaging.com/blog/cmyk-spot-color/ . [Les manuels techniques d'impression doivent vérifier que les encres de couleurs d'accompagnement éliminent les points visibles créés par l'impression en quadrichromie sur supports poreux]. Rôle de la preuve : validation technique ; type de source : manuel de l'industrie de l' imprimerie. Appuie : l'efficacité de l'impression en aplat par rapport au mélange numérique. Note sur le champ d'application : applicable à l'impression offset sur carton non scellé.
« Achat facilité : l’impact de l’emballage des jouets sur l’expérience client », https://designforceinc.com/thinking/shoppability-toy-packaging-impact-on-consumer-experience/. [Les analyses de données de vente au détail et les études de psychologie du consommateur devraient fournir des données empiriques établissant un lien entre les signaux visuels à fort contraste et des augmentations spécifiques des taux d’achat de produits]. Type de preuve : preuve quantitative ; type de source : rapport d’étude de marché. Confirme : l’augmentation de 12,5 % de la vitesse des ventes. Remarque : les résultats peuvent varier selon la catégorie de produits et l’environnement de vente au détail .
« Différence entre les couleurs d'accompagnement et les couleurs CMJN », https://www.deprintedbox.com/blog/spot-vs-process-color/. [Une source faisant autorité en impression commerciale expliquerait comment les trames CMJN créent un grain visuel et des variations de couleur par rapport aux aplats de couleur]. Rôle de la preuve : vérification technique ; type de source : manuel de l'industrie de l'imprimerie. Arguments : infériorité visuelle de l'impression quadri pour les aplats de couleur. Remarque : l'efficacité varie selon la résolution DPI .
« Impression en tons directs vs quadrichromie – Pantone », https://www.pantone.com/articles/technical/spot-vs-process-color?srsltid=AfmBOopHAUrQNjzL3aBKba21tOXn6vIupS3uY1DNMVmq_35jCETL2WIC. [Les guides professionnels sur la colorimétrie démontrent que les tons directs conservent une saturation et un contraste plus élevés sous un éclairage artificiel intense grâce à la pureté des pigments]. Rôle de la preuve : vérification technique ; type de source : manuel de colorimétrie. Argument : supériorité de Pantone pour la visibilité en point de vente. Remarque : spécifique aux spectres de lumière fluorescente .
« Impression jet d'encre sur carton ondulé | Ink Tank – Kao Collins », https://www.kaocollins.com/inktank/printing-on-cardboard-boxes-inkjet-corrugated/. [Les spécifications techniques de l'impression jet d'encre numérique sur supports poreux font souvent état de variations de pénétration et d'absorption de l'encre par rapport à des impressions ponctuelles contrôlées]. Rôle de la preuve : vérification technique ; type de source : article scientifique sur les matériaux. Sujet : incohérences de densité d'encre en impression numérique. Remarque : les résultats dépendent de la porosité du support .
Guide des épaisseurs de carton : Choisissez le meilleur emballage – Box Genie, https://www.boxgenie.com/blogs/news/cardboard-thickness-guide?srsltid=AfmBOopF_idtm_RldzO8arbWRVoF2rZu3xaB0kUz2CwQzrNU_0QtZ8ey . [Les normes industrielles relatives aux emballages en carton ondulé confirment que l'épaisseur du carton cannelé B est généralement d'environ 3 mm (0,12 pouce).] Niveau de preuve : spécification technique ; type de source : norme industrielle. Éléments pris en compte : mesure de l'épaisseur du carton cannelé B. Remarque : L'épaisseur peut légèrement varier selon le fabricant.
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . [Source de science des matériaux ou d’ingénierie de l’emballage expliquant comment le pliage des cannelures du carton ondulé crée des fractures internes qui réduisent la capacité de charge verticale ] . Rôle de la preuve : validation technique ; type de source : manuel technique. Appuie : l’affirmation selon laquelle les procédés de fabrication dégradent les propriétés des matériaux. Note de portée : s’applique spécifiquement au carton ondulé classé ECT.
« Carton ondulé et micro-cannelures… – Shanghai DE Printed Box », https://www.deprintedbox.com/corrugated-board-for-corrugated-box.php . [Une analyse technique du traitement du carton ondulé démontrerait que les matrices en acier provoquent des microfissures internes dans les cannelures]. Rôle de la preuve : validation technique ; type de source : étude des sciences des matériaux. Éléments à prendre en compte: mécanisme de défaillance des matrices standard. Précision : étude axée sur les dommages internes des cannelures.
« [PDF] Guide C&T du rainage du carton ondulé – Blumer AG », https://blumerag.com/wp-content/uploads/2022/05/corrugate.pdf. [Une analyse microscopique du carton ondulé rainé démontrerait la préservation des fibres grâce au profilage matriciel du rainage, comparativement aux méthodes traditionnelles]. Rôle de la preuve : analyse comparative ; type de source : document technique. Appui : intégrité structurelle du profilage matriciel. Remarque : nécessite une vérification microscopique .
« Erreurs courantes de conception des matrices pour tôles », https://www.jeelix.com/common-sheet-metal-die-design-errors/. [Un rapport d'essai normalisé de résistance à la charge permettrait de vérifier le point de rupture précis des structures ondulées rainurées avec des matrices en acier]. Rôle de la preuve : mesure quantitative ; type de source : rapport d'essai en laboratoire. Appui : limitation de la force de compression. Note relative à la portée : spécifique à une certaine nuance de matériau .
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOooIaypoNrPscXFoPQEZwIppUatetRJI9Xsdm1QXVDRoPotn6P72 . [Les recommandations en matière d'ingénierie d'emballage démontrent que la réduction de la qualité du matériau ou de la résistance à l'écrasement des bords (ECT) du carton ondulé diminue directement la capacité de charge verticale d'une structure.] Rôle de la preuve : validation technique ; type de source : manuel technique. Sujet : le lien entre la résistance du carton et la stabilité structurelle. Remarque : s'applique aux structures autoportantes en carton ondulé.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . [Les fiches techniques des matériaux ondulés définissent les valeurs de résistance à l'écrasement des bords (ECT) et la résistance supérieure des fibres kraft vierges utilisées dans l'agencement des points de vente]. Type de preuve : spécification technique ; type de source : fiche technique du matériau. Appuie : l' efficacité du test 32ECT pour la résistance aux charges structurelles. Remarque : les performances peuvent varier selon le profil de cannelure.
« Concevoir pour le recyclage : Emballages monomatériaux pour les aliments », https://www.enpaktw.com/blog/54-Designing-for-Recycling-Why-Mono-Material-Packaging-Is-Becoming-Europe-s-New-Standard. [Les directives de développement durable du secteur confirment que les emballages monomatériaux éliminent la contamination, garantissant ainsi que les présentoirs répondent aux critères stricts de recyclage des détaillants et des municipalités]. Rôle de la preuve : argument factuel ; type de source : directive sectorielle. Appuie : l’affirmation selon laquelle les emballages monomatériaux évitent les rejets au recyclage. Note de portée : Sous réserve de l’infrastructure de recyclage régionale.] ↩
« Comment l’intégration de l’emballage et de la logistique améliore la rapidité et la précision… », https://www.eliteprintingandpackaging.com/blog/how-integrated-packaging-fulfillment-improves/. [Les données sectorielles sur le débit des chaînes d’assemblage pour les présentoirs de vente au détail monomatériaux par rapport aux présentoirs hybrides confirment ce pourcentage d’augmentation de la vitesse]. Rôle de la preuve : vérification quantitative ; type de source : livre blanc sectoriel. Contribue à : l’efficacité d’assemblage des conceptions monomatériaux. Note de portée : les gains d’efficacité dépendent de la complexité spécifique du présentoir .
« Emballages monomatériaux et économies liées à la REP – SoGreenPack », https://sogreenpack.com/post/mono-material-packaging-epr/ . [Les fiches de données de sécurité et les directives de gestion des déchets pour le carton ondulé monomatériau confirment leur pleine compatibilité avec le recyclage en porte-à-porte]. Rôle de la preuve : vérification factuelle ; type de source : certification environnementale. Appui : statut de durabilité des emballages monomatériaux. Note de portée : dépend des capacités de recyclage des municipalités locales.
« Emballages métalliques : des conteneurs monolithiques aux architectures hybrides », https://pmc.ncbi.nlm.nih.gov/articles/PMC13027902/ . [L’analyse d’ingénierie structurelle du carton ondulé indique que les conceptions monolithiques éliminent les points de défaillance liés aux fixations mécaniques]. Rôle de la preuve : validation technique ; type de source : revue de science des matériaux. Appui : allégations de fiabilité structurelle. Note de portée : s’applique spécifiquement aux matériaux à base de papier de haute qualité.



