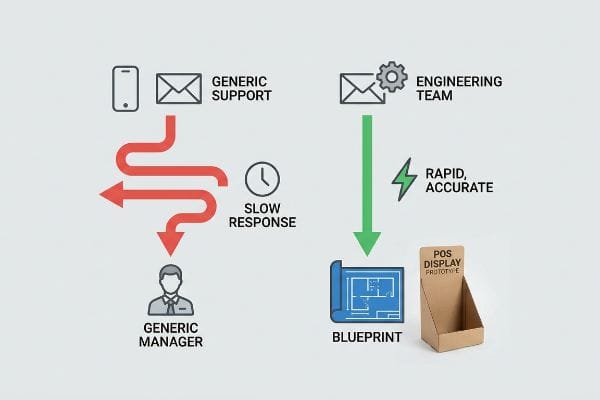
Vous avez du mal à obtenir des réponses claires de votre fournisseur d'écrans ? Attendre des jours des réponses génériques d'intermédiaires peut complètement faire dérailler votre calendrier de lancement en magasin, pourtant serré.
Pour contacter efficacement le support client de votre système de point de vente (POS), il est préférable d'envoyer un e-mail directement à l'équipe d'ingénierie structurelle, sans passer par les gestionnaires de compte standard. Vous bénéficierez ainsi de réponses techniques rapides, d'ajustements précis des gabarits et d'un dépannage immédiat de votre chaîne d'approvisionnement pour le déploiement de votre système en magasin, sans aucun retard inutile.

Mais savoir à qui envoyer un courriel ne représente que la moitié du chemin lorsque des tolérances d'usine strictes et des déploiements de plusieurs millions de dollars sont en jeu.
Comment contacter directement le service client ?
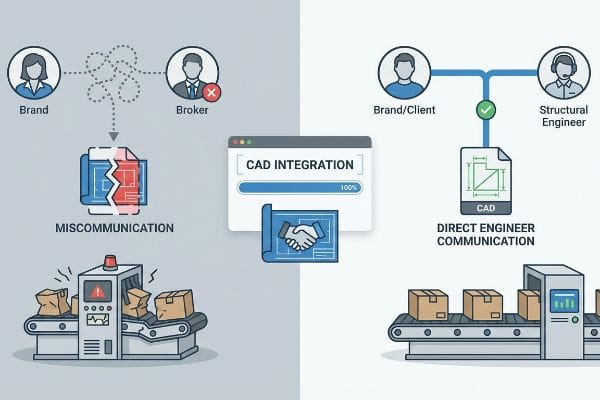
Pour obtenir des réponses précises concernant vos spécifications structurelles, il est essentiel de vous passer d'intermédiaires. Faire appel à un courtier en péage ne fait qu'ajouter des risques de malentendus et rallonger inutilement les délais.
Pour parler directement avec le service client, demandez une consultation immédiate avec l'ingénieur structure principal de votre partenaire de fabrication clé en main. En évitant les intermédiaires, vous vous assurez que vos commentaires soient intégrés mathématiquement au fichier CAO (Conception Assistée par Ordinateur) sans perte de données structurelles critiques.
La théorie paraît idéale jusqu'à ce qu'une spécification mal communiquée provoque le blocage d'une chaîne de montage automatisée dans le monde réel.
Le coût des intermédiaires pour l'intégrité structurelle
De nombreuses équipes d'approvisionnement croient à tort que le recours à une agence de sous-traitance ou à un courtier offshore simplifie leur travail. Elles supposent que ces gestionnaires de compte traduiront sans difficulté la vision marketing de leur marque en spécifications de fabrication structurelles. Or, ce modèle d'approvisionnement fragmenté engendre un dangereux jeu du téléphone arabe. Lorsque les exigences commerciales standard sont transmises par des représentants du service client non techniques, des tolérances structurelles critiques sont souvent suppriméesafin de réduire artificiellement le coût unitaire proposé, ce qui aboutit à une géométrie finale fondamentalement défectueuse.
Il ne s'agit pas que de théorie : je suis confrontée à ce problème sur le terrain. Un important client du secteur cosmétique a un jour fait appel à un courtier pour communiquer ses besoins, ce qui a abouti à un présentoir conçu pour un assemblage standard, mais totalement inadapté à son sous-traitant d'emballage. Ce dernier a dû interrompre la production car le mauvais alignement des languettes d'emboîtement provoquait de graves blocages des machines automatisées².J'ai dû intervenir, prendre en charge la communication directe et mettre en œuvre un protocole de consolidation clé en main. En recalculant mathématiquement les lignes de découpe pour qu'elles correspondent parfaitement aux tolérances des machines du sous-traitant, j'ai éliminé les frottements mécaniques. En étant leur interlocuteur unique et en transférant l'intégralité de la responsabilité sur mon site, le temps d'assemblage du sous-traitant a diminué d'environ 30 %³, préservant ainsi la marge bénéficiaire du projet.
| Intervention technique | Résultat physique | Retour sur investissement de la chaîne d'approvisionnement |
|---|---|---|
| Protocole de consolidation clé en main | Élimination des pièces détachées de fournisseurs fragmentées | Élimine les temps d'arrêt coûteux des machines |
| Étalonnage des tolérances | Suppression des frottements d'assemblage automatisés | Accélère le conditionnement à façon de 30 %4 |
| Communication directe avec les ingénieurs | Courtiers non techniques contournés | Prévient la perte de données structurelles5 |
Je refuse de me cacher derrière des gestionnaires de compte, car une mauvaise communication anéantit les marges bénéficiaires. Lorsque vous me parlez, vous parlez directement à la personne responsable, d'un point de vue mathématique, de la bonne réception de votre écran tout au long de la chaîne d'approvisionnement.
🛠️ Le bureau d'Harvey : Vous en avez assez que les courtiers filtrent vos spécifications et provoquent des défaillances lors de l'assemblage ? 👉 Demandez un audit direct de votre nomenclature ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Comment contacter le service de point de vente ?
Pour contacter un fabricant de produits destinés au point de vente, il est essentiel de commencer par un élément clé : votre fichier de structure. Les demandes standard sans contexte dimensionnel aboutissent généralement à des réponses automatiques inutiles.
Pour contacter efficacement un fabricant de PLV, il est indispensable de soumettre un cahier des charges vectoriel préliminaire ou un descriptif dimensionnel directement à son bureau d'études. Cela permet à l'usine d'évaluer immédiatement les contraintes de charge, les contraintes d'espace et les compensations d'épaisseur nécessaires avant de lancer le processus de devis.
Envoyer simplement un fichier graphique à une boîte de réception générique, c'est la recette d'un désastre matériel en usine.
Pourquoi les approbations graphiques échouent-elles en usine ?
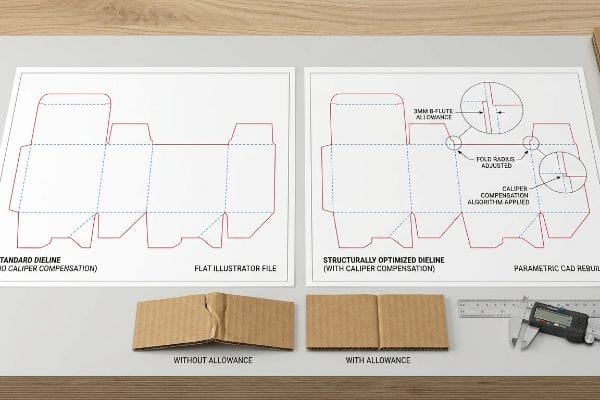
Même les graphistes les plus expérimentés pensent souvent, à tort, qu'envoyer un fichier Illustrator à l'adresse e-mail générale d'une usine suffit pour lancer une campagne de vente au détail. Ils créent des languettes d'emboîtement et des fentes de pliage à la largeur exacte du panneau correspondant, supposant que les dimensions numériques 2D se transposeront parfaitement sur le carton physique. Malheureusement, les agents du service client transmettent ces fichiers directement à l'impression sans vérification de la structure. Ils omettent totalement de calculer l'épaisseur physique du carton onduléplié.
Je constate constamment les conséquences de cette lacune. Un client m'a contacté après que son précédent fournisseur ait produit un lot important de présentoirs en aluminium cannelé B avec des gabarits non ajustés. Lorsqu'un panneau de 3 mm d'épaisseur se plie à 90 degrés , il consomme de la matière. Les encoches de réception n'ayant pas été élargies, le présentoir s'est fortement déformé et l'équipe d'assemblage du conditionneur a endommagé les cannelures en tentant d'assembler les pièces de force. J'ai pris leur fichier et appliqué automatiquement mes algorithmes de compensation d'épaisseur à chaque pli et encoche dans le logiciel de calcul structurel. L'ajout de tolérances de pliage spécifiques a permis d'assembler les présentoirs pré-remplis sans frottement, réduisant ainsi les coûts de main-d'œuvre et évitant un rejet massif par le détaillant.
| Correction de la géométrie structurelle | Résultat physique | Retour sur investissement de la chaîne d'approvisionnement |
|---|---|---|
| Algorithme de compensation d'étrier9 | Fentes ajustées pour le rayon de pliage | Élimine les frottements liés à l'assemblage manuel |
| Tolérance de courbure de la cannelure B10 | Fentes de réception élargies de 3 mm11 | Empêche la déchirure de la feuille supérieure |
| Reconstruction paramétrique CAO | L'écran est parfaitement carré | Réduit les coûts de main-d'œuvre des sous-traitants d'emballage |
Envoyer des fichiers graphiques à une adresse générique est un pari risqué. J'exige un contact direct avec votre équipe de conception afin de corriger les problèmes de structure avant même que la première lame ne soit posée sur le plateau.
🛠️ Le bureau d'Harvey : Vos gabarits actuels prennent-ils en compte la tolérance de pliage exacte des panneaux 32ECT épais ? 👉 Demandez une simulation de contraintes structurelles 3D personnalisée ↗ — 100 % confidentielle. Vos prototypes non commercialisés sont en sécurité.
Qu'est-ce que le support technique des systèmes de point de vente (POS) ?
Le véritable support technique ne se limite pas à répondre aux questions de base concernant l'expédition. Il s'agit de prouver que la géométrie de votre écran peut résister aux contraintes brutales des chaînes d'approvisionnement internationales.
Le support technique pour points de vente est un service d'ingénierie spécialisé qui valide l'intégrité structurelle d'un présentoir en carton ondulé avant sa production en série. Cela comprend des simulations dynamiques de transport, la vérification des tolérances d'humidité des matériaux et des tests de compression afin de garantir que le présentoir résiste à la logistique commerciale sans se déformer.

Passer de la conception théorique à la validation physique nécessite une compréhension approfondie des forces cinétiques.
Les mécanismes d'ingénierie sous-jacents à la validation du transit
Lorsque des clients me demandent en quoi consiste un véritable support technique, je les oriente toujours vers le laboratoire d'essais plutôt que vers les services clients. Le support technique consiste à concrétiser le fossé entre la résistance théorique des matériaux et les contraintes dynamiques de la chaîne d'approvisionnement. Il ne suffit pas de savoir qu'une feuille de papier supporte un certain poids ; nous devons prouver que la géométrie 3D, une fois assemblée, de votre conception peut résister aux vibrations multiaxiales et aux chutes cinétiquessans perdre son intégrité interne.
J'explique cela en comparant les données relatives aux matériaux plats à l'endurance du système en pleine charge, en conditions réelles d'utilisation. Par exemple, les équipes d'approvisionnement s'appuient souvent fortement sur les normes ASTM (American Society for Testing and Materials)¹³ qui mesurent précisément la résistance théorique à l'écrasement des bords d'un carton ondulé plat. Mais lorsque j'amène un carton maître entièrement assemblé dans mon laboratoire et que je le place sur la table vibrante, j'apporte un véritable soutien technique. En effectuant une simulation de transport complète ISTA (International Safe Transit Association)¹⁴, je teste de manière dynamique la façon dont le colis assemblé se cisaille ou se déforme sous l'effet des contraintes cinétiques du transport. Ce protocole de test séquentiel vérifie mathématiquement que la géométrie structurelle protège parfaitement la charge utile, ce qui permet de passer d'une simple évaluation des caractéristiques du papier à une garantie de survie du fret.
| Protocole d'assistance technique | Résultat physique | Retour sur investissement de la chaîne d'approvisionnement |
|---|---|---|
| Validation selon une double norme | Vérifie la résistance à plat et assemblée | Élimine les angles morts théoriques |
| Simulation de transit ISTA15 | Unité soumise à un choc cinétique | Garanties de survie du fret maritime |
| Vérification géométrique dynamique | Limites de vibration multi-axes testées 16 | Prévient les dommages coûteux liés au transport |
L'assistance ne se résume pas à une voix amicale au téléphone ; elle repose sur des données brutes et implacables. Je valide chaque structure de manière dynamique, car la réputation de votre marque dépend entièrement de sa robustesse à l'usage, et non de simples hypothèses théoriques.
🛠️ Le bureau d'Harvey : Vous fiez-vous uniquement aux données ASTM relatives aux matériaux plats pour prévoir la résistance de vos présentoirs chargés lors du transport de marchandises en lots partiels (LTL) ? 👉 Obtenez un audit complet de validation d'emballage ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Comment puis-je contacter directement le service client ?
Contacter le service client doit être une mesure proactive de protection contre les défaillances logistiques en aval, et non pas simplement une mise à jour du statut de votre conteneur d'expédition entrant.
Pour contacter directement le service client, il est conseillé de commencer par une revue des fichiers de préproduction avec l'équipe prépresse du fabricant. Ce dialogue direct permet aux ingénieurs de vérifier les codes-barres logistiques obligatoires, d'optimiser les découpes des cartons maîtres et d'éviter les rejets lors du tri automatisé avant même la gravure des plaques d'impression.

Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche dans votre centre de distribution.
Le coût caché des plis mal placés sur les codes-barres
C'est un piège courant, même pour les équipes d'approvisionnement les plus expérimentées : croire que le service client standard détectera automatiquement les erreurs de placement graphique sur les emballages secondaires. Les graphistes placent fréquemment les codes-barres logistiques obligatoires près des lignes de pliage structurelles sur les gabarits des cartons maîtres, considérant la mise en page 2D comme une surface statique. Ils ignorent le fait que le carton ondulé absorbe de la matière lorsqu'il est plié à 90 degrés, ce qui provoque un étirement important de la couverture extérieure en papier.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. J'ai récemment inspecté un prototype endommagé pour un client dont le tirage précédent avait échoué chez un prestataire logistique. J'ai retiré la feuille supérieure et constaté précisément l'endroit où le code-barres UCC-128 s'était enroulé autour du rayon de 4 mm (0,15 pouce) du bord<sup>17</sup>. À cause de cette déformation, les scanners optiques des convoyeurs de tri à grande vitesse n'ont pas pu lire les lignes, ce qui a entraîné un refus immédiat du détaillant et des frais de reconditionnement manuel importants. J'ai immédiatement mis en place une zone d'exclusion stricte pour les étiquettes dans mon logiciel de prépresse. En verrouillant mathématiquement toutes les données logistiques critiques à exactement 38,1 mm (1,5 pouce) de tout pli structurel<sup>18</sup>, j'ai garanti que les données scannables resteraient parfaitement planes. Cette correction rigoureuse basée sur les données a permis de remplacer des budgets de retouche exorbitants par une ingénierie du carton ondulé d'une extrême précision, évitant ainsi au client d'importantes pénalités liées à la logistique inverse.
| Correction technique prépresse | Résultat physique | Retour sur investissement de la chaîne d'approvisionnement |
|---|---|---|
| Zone interdite (étiquette) | Codes-barres verrouillés à l'écart des plis | Élimine les frais de reconditionnement des prestataires logistiques tiers19 |
| Audit des scanners optiques | Empêche l'enroulement de l'étiquette | Garantit le succès de la réception automatisée |
| Compensation du rayon de bord | Prise en compte de l'étirement des fibres de papier20 | Permet d'éviter les rétrofacturations des principaux détaillants21 |
Le service client vous protège activement des pièges logistiques invisibles. Je sécurise personnellement vos fichiers de prépresse, car un présentoir parfaitement imprimé est inutile si le scanner de l'entrepôt ne peut pas lire le carton d'origine.
🛠️ Le bureau d'Harvey : Votre fournisseur actuel a-t-il défini une zone d'exclusion dédiée pour vos étiquettes logistiques UCC-128 afin d'éviter la déformation des codes-barres ? 👉 Demander une vérification prépresse logistique ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Conclusion
Vous pouvez choisir un fournisseur avec des gestionnaires de compte aimables, mais si des tolérances de pliage non calculées pour les cannelures B provoquent une déformation de votre écran lors du conditionnement automatisé, le frottement important ralentira la chaîne de montage d'environ 30 % et anéantira complètement la marge bénéficiaire du projet. Ce type d'analyse technique a récemment permis de déceler une erreur de tolérance fatale de 2 mm lors d'un déploiement national majeur, avant même la production. Cessez de gaspiller votre budget avec des écrans défectueux et laissez-moi concevoir personnellement votre prochain déploiement ↗ pour garantir un retour sur investissement maximal de votre chaîne d'approvisionnement.
« Le coût caché des tolérances serrées : pourquoi « plus serré » n’est pas toujours mieux… », https://www.modusadvanced.com/resources/blog/the-hidden-cost-of-tight-tolerance-why-tighter-isnt-always-better. Une source faisant autorité en matière d’approvisionnement industriel expliquerait comment les intermédiaires non techniques peuvent négliger ou omettre les tolérances techniques afin de réduire les coûts des offres. Rôle de la preuve : Lien de causalité ; type de source : Livre blanc sectoriel. Arguments : Le risque de défauts structurels dus à la réduction des coûts imposée par les courtiers. Note de portée : Spécifique aux composants structurels de haute précision .
« Bourrage sur machine d'emballage – Wayne Automation », https://wayneautomation.com/news/packaging-machine-jam/ . Les manuels techniques des machines d'emballage automatisées détaillent l'importance cruciale de la précision de l'emboîtement des languettes pour éviter les bourrages mécaniques. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie. Appuie : la corrélation entre le mauvais alignement des languettes et la panne de la machine. Note sur la portée : Spécifique aux lignes automatisées à grande vitesse.
« La fabrication clé en main peut-elle améliorer l’efficacité de la chaîne d’approvisionnement ? », https://www.rspinc.com/blog/contract-manufacturing/turnkey-manufacturing-efficiency/. Les indicateurs de performance du secteur pour la fabrication clé en main et les modèles de communication allégés quantifient les gains de productivité liés à la suppression des intermédiaires. Type de preuve : comparaison avec des indicateurs de performance ; source : rapport sectoriel. Appui : la réduction estimée de 30 % du temps d’assemblage. Remarque : le pourcentage réel varie selon l’envergure du projet .
« Calibrage de vos équipements d'emballage pour des résultats constants », https://packagingsystems.com/calibrating-your-packaging-equipment-for-consistent-results/. Étude de cas technique ou référence sectorielle validant le pourcentage d'augmentation de la vitesse de co-emballage suite au calibrage des tolérances. Type de preuve : Validation quantitative ; source : Rapport technique. Appui : L'affirmation d'une augmentation d'efficacité de 30 %. Remarque : Les indicateurs de performance peuvent varier selon le type de machine .
« Intégrité des données et rentabilité dans la construction pilotée par l'IA », https://www.eidebailly.com/insights/articles/2023/2/keys-to-building-a-better-data-strategy-in-the-construction-industry. Ce guide de bonnes pratiques d'ingénierie explique comment la communication directe entre ingénieurs réduit les erreurs et la dégradation des données lors de la transmission des spécifications structurelles. Rôle de la preuve : Validation des processus ; type de source : Norme industrielle. Appuie : L'affirmation selon laquelle le fait de se passer d'intermédiaires empêche la perte de données structurelles. Note relative au champ d'application : S'applique spécifiquement aux spécifications structurelles de haute précision .
« Emballages en carton ondulé de conception innovante pour une durabilité accrue… », https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. Brève explication de la manière dont les normes d'ingénierie de l'emballage exigent des décalages d'épaisseur (calibre) du matériau dans les gabarits afin de garantir l'ajustement des pièces pliées et emboîtables. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie de l'emballage. Appuie : la nécessité de prendre en compte l'épaisseur du matériau lors de la conversion 2D-3D. Note de portée : s'applique spécifiquement au carton ondulé .
« [PDF] Rigidité en flexion du carton ondulé », https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf . Spécifications techniques relatives à l'épaisseur du carton ondulé cannelure B et principes d'ingénierie de la consommation de matière lors d'un pliage à 90°. Rôle de la preuve : vérification factuelle ; type de source : norme de fabrication. Appuie : l'affirmation selon laquelle l'épaisseur du matériau influe sur le pliage structurel et les exigences spatiales. Note de portée : s'applique spécifiquement aux matériaux en carton ondulé cannelure B.
« Conception de tôles pour la fabrication : tolérances, pliage… », https://simutecra.com/blogs/sheet-metal-design-for-manufacturing-tolerances-bend-allowances-and-dfm-tips. Directives d’ingénierie pour l’application des tolérances de pliage aux gabarits de découpe afin de garantir un ajustement précis et de prévenir les contraintes sur le matériau. Rôle de la preuve : vérification des meilleures pratiques ; type de source : manuel de conception industrielle. Appuie : l’efficacité des tolérances pour réduire le frottement lors de l’assemblage et les défaillances du matériau. Note sur la portée : application générale aux matériaux rigides pliables .
« Conception optimale des emballages en carton ondulé double paroi – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. La documentation technique du logiciel de conception d'emballages explique comment les algorithmes de compensation d'épaisseur ajustent les dimensions structurelles en fonction de l'épaisseur du matériau. Rôle de la preuve : définition technique ; type de source : documentation logicielle. Appuie : l'utilisation d'ajustements algorithmiques pour le rayon de pliage. Note de portée : s'applique aux outils de CAO paramétriques utilisés dans le domaine de l'emballage .
« Détermination analytique de la rigidité en flexion d'un carton ondulé à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/ . Les normes industrielles relatives aux matériaux ondulés définissent des tolérances de pliage spécifiques pour la cannelure B afin de garantir l'intégrité structurelle après pliage. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appuie : l'affirmation selon laquelle des tolérances spécifiques sont requises pour les matériaux à cannelure B. Note de portée : Spécifique à l'épaisseur du carton ondulé.
« Tolérances RSC pour les assembleuses et emballeuses de caisses – AICC Now », https://now.aiccbox.org/rsc-tolerances-for-case-erectors-and-packers/. Les recommandations d'ingénierie pour les présentoirs de point de vente préconisent des augmentations de tolérance spécifiques, généralement d'environ 3 mm, afin de prévenir les contraintes et les déchirures du matériau. Niveau de preuve : bonnes pratiques d'ingénierie ; type de source : manuel technique. Appuie : l'affirmation selon laquelle l'élargissement des fentes empêche la déchirure de la feuille supérieure. Remarque sur la portée : peut varier en fonction de l'épaisseur totale du matériau .
« Procédures d’essai – Association internationale pour le transport sécurisé », https://ista.org/test_procedures.php. Les normes industrielles faisant autorité (telles que ISTA ou ASTM) définissent des protocoles spécifiques pour les essais de vibration multiaxiaux et de chute afin de simuler les contraintes réelles de la chaîne d’approvisionnement sur les emballages structurels. Rôle de la preuve : vérification technique ; type de source : norme industrielle. Contribue à : l’exigence de validation dynamique du transport pour garantir l’intégrité structurelle. Note relative au champ d’application : concerne spécifiquement l’expédition d’emballages en carton ondulé et de présentoirs rigides .
« Nouvelle configuration d'essai d'écrasement des bords améliorée par la mesure de la déformation en champ complet… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8510352/. Vérification de normes ASTM spécifiques utilisées pour déterminer les valeurs d'essai d'écrasement des bords (ECT) pour les matériaux ondulés. Rôle de la preuve : Spécification technique ; type de source : Norme industrielle. Appui : Utilisation de la norme ASTM pour l'évaluation des matériaux plats. Note relative au champ d'application : S'applique aux essais sur le carton ondulé .
« Tests d’emballage ISTA – Intertek », https://www.intertek.com/performance-testing/packaging/ista/ . Confirmation des protocoles ISTA pour la simulation des contraintes dynamiques de transport afin de valider l’intégrité des emballages contre le cisaillement et le cintrage. Rôle de la preuve : Validation de la méthodologie ; type de source : Norme technique. Supporte : L’application des simulations ISTA pour la validation structurelle. Note de portée : Se concentre sur les unités d’expédition assemblées.
« [PDF] ISTA 3A – Association internationale pour le transport sécurisé », https://ista.org/docs/3Aoverview.pdf . Explication de la manière dont les protocoles de l’Association internationale pour le transport sécurisé (ISTA) simulent les chocs cinétiques afin de vérifier l’intégrité des emballages pour le transport maritime international . Rôle de la preuve : validation d’une norme technique ; type de source : organisme de certification du secteur. Appui : L’utilisation des simulations ISTA pour garantir la survie des emballages pendant le transport maritime. Remarque : Les spécificités varient selon la série de tests ISTA (par exemple, 3A ou 2A).
« Normes d’essais de vibrations pour les fabricants de produits électroniques », https://www.etssolution.com/applications/vibration-testing-standards-and-requirements-for-electronics-manufacturers . Documentation technique relative aux essais de vibrations multi-axes du matériel afin de prévenir la fatigue mécanique et les défaillances structurelles pendant le transport. Niveau de preuve : spécification technique ; type de source : manuel de génie mécanique. Ce document démontre l’efficacité des contrôles de géométrie dynamique pour prévenir les dommages liés au transport. Remarque : les limites dépendent de la masse et de la sensibilité du produit.
« Identification de la distorsion de perspective des codes QR basée sur les bords… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8321072/ . Ce guide de référence sur les normes de codes-barres GS1 explique comment la courbure et la distorsion affectent les débits de lecture optique. Rôle de la preuve : validation technique ; type de source : norme industrielle. Confirme : l’affirmation selon laquelle les petits rayons de courbure des bords entraînent des échecs de lecture des codes-barres. Note relative au champ d’application : s’applique aux systèmes de tri automatisés à haute vitesse.
« Influence des lignes de pliage analogiques et numériques sur les contraintes mécaniques… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. Les manuels d'ingénierie logistique et d'emballage spécifient des « zones de silence » ou des zones d'exclusion minimales afin d'éviter toute déformation physique des codes-barres. Rôle de la preuve : vérification des spécifications ; type de source : manuel d'ingénierie. Appuie : l'utilisation d'une marge de 3,8 cm (1,5 pouce) pour le positionnement des étiquettes. Remarque concernant la portée : peut varier selon les manuels de conformité des détaillants .
« Reconditionnement conforme aux exigences de vente au détail : Walmart, Costco et les grandes surfaces… », https://nautical-direct.com/retail-compliance-repackaging-walmart-costco-and-big-box-requirements-explained/ . Preuves fournies par des prestataires logistiques documentant les coûts spécifiques liés au réétiquetage manuel lorsque les codes-barres sont illisibles en raison de plis. Rôle de la preuve : validation financière ; type de source : guide des prix du secteur. Appuie : le retour sur investissement de l’ utilisation de zones d’exclusion d’étiquettes. Remarque : les frais varient selon le prestataire logistique et le volume.
« Étude des structures déployables inspirées de la nature… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10976263/ . Documentation technique expliquant l’expansion ou l’étirement des supports papier lorsqu’ils sont appliqués sur des bords courbes, ce qui nécessite une compensation de conception. Rôle de la preuve : validation technique ; type de source : manuel technique de science des matériaux ou de prépresse. Appuie : le résultat physique de la compensation du rayon de courbure. Note de portée : s’applique principalement aux supports d’étiquettes non synthétiques.
« Comment prévenir les rétrofacturations en grande distribution : Guide des opérations 3PL », https://getproductiv.com/retail-chargeback-compliance . Manuels de conformité officiels des principaux détaillants détaillant les sanctions financières pour les étiquettes d'expédition non conformes. Rôle de la preuve : vérification du risque financier ; type de source : politique de conformité de l'entreprise. Justifie : la nécessité d'une compensation du rayon des bords pour éviter la déformation des étiquettes. Remarque sur la portée: Spécifique à la distribution de détail à grande échelle.



