
Le lancement d'un produit en magasin exige une précision temporelle absolue. Tout retard dans le lancement peut entraîner des pertes considérables, notamment en pénalités infligées aux détaillants et en ralentissement des ventes.
Le délai de livraison pour les présentoirs en carton ondulé sur mesure est généralement de trois à six semaines. La vitesse de production dépend de la complexité de la conception structurelle, de la validation des fichiers graphiques prépresse et de la disponibilité des matières premières. Une fabrication accélérée peut réduire ce délai, mais elle nécessite une validation structurelle et un séchage de l'encre adéquats, conformément aux exigences techniques minimales.

Mais connaître la fenêtre de production théorique ne sert à rien si votre chaîne d'approvisionnement s'effondre dès la prépresse. Laissez-moi vous montrer comment ces délais se concrétisent en usine.
Quel est le délai de livraison pour des armoires sur mesure ?
La gestion des délais de livraison des vitrines sur mesure nécessite une analyse rétrospective de la date de livraison prévue par le détaillant afin de tenir compte des contraintes strictes de fabrication.
Le délai de fabrication des armoires sur mesure est généralement de quatre à huit semaines après l'approbation du prototype final. Ce délai est déterminé par la stabilité structurelle requise pour supporter les charges importantes liées à la vente au détail. Accélérer ce processus sans essais de charge appropriés augmente considérablement le risque d'effondrement catastrophique de la base lors du transport de marchandises à plusieurs niveaux.

Lorsque les acheteurs tentent de condenser ces semaines en quelques jours, les lois de la physique leur font généralement payer le prix fort dans l'entrepôt.
Les mécanismes d'ingénierie derrière le délai de 60 jours
Quand mes clients me demandent le délai de fabrication de leurs vitrines en carton ondulé sur mesure, je consulte mon calendrier de production et j'applique la « règle des 60 jours » à rebours. J'explique qu'une vitrine n'est pas simplement du papier imprimé ; c'est une structure complexe qui nécessite un usinage CNC (commande numérique par ordinateur), un séchage à l'humidité et un réglage précis de la machine. Si je saute l' étape de séchage obligatoire de 24 heures pour la colle PVA (acétate de polyvinyle) à base d'eau¹,la structure se déforme inévitablement.
J'accompagne régulièrement les nouveaux chefs de produit devant nos tables de découpe numérique pour leur montrer concrètement l'importance des délais de livraison. Je leur remets un échantillon brut de papier kraft vierge 32ECT (test de résistance à la compression des bords) tout juste sorti de la chaîne de production pour leur expliquer la différence entre les prototypes et la production en série. Je leur fais remarquer que si je peux découper un échantillon blanc presque instantanément, produire 5 000 unités nécessite la gravure laser d'une matrice de découpe permanente en acier et l' ajustement mathématique des tolérances de découpe en fonction de l'épaisseur spécifique du papier. Supprimer ces étapes mécaniques n'accélère pas la livraison ; cela garantit simplement que les présentoirs pré-remplis se colleront et se déchireront sur la chaîne de conditionnement.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Cartographie chronologique rétrospective | Alignement de la production avec les dates de mise en vente au détail | Empêche les rétrofacturations tardives massives des détaillants4 |
| Échantillonnage de vin blanc sur 24 heures5 | Valide rapidement l'intégrité structurelle | Accélère l'entrée sécurisée sur le marché |
| Protocole de durcissement de l'adhésif | Élimine le gauchissement de la surface du panneau6 | Protège l'intégrité graphique pendant le transport |
Je conçois les échéanciers à rebours à partir de la date de conformité obligatoire du détaillant afin de garantir la réalisation physique de chaque test structurel. Négliger ces étapes engendre inévitablement des problèmes sur la chaîne de montage.
🛠️ Le bureau d'Harvey : Vos délais de livraison actuels masquent-ils des raccourcis structurels fatals qui provoquent des déchirures lors de l'assemblage ? 👉 Demandez un audit de nomenclature ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Qu'est-ce qu'un présentoir en carton ondulé ?
Définir cette structure de vente au détail nécessite de regarder au-delà des graphismes imprimés pour s'intéresser à la physique cinétique qui opère en dessous.
Un présentoir en carton ondulé est une structure tridimensionnelle autoportante, conçue en carton cannelé. Il remplit une double fonction : supporter des charges importantes et dynamiser la communication visuelle de la marque. Ces présentoirs optimisent la visibilité des produits et stimulent les achats impulsifs, même avec un espace de vente restreint.

Nombre de designers traitent ces présentoirs comme de simples boîtes en carton, ce qui explique précisément leur échec en magasin.
La mécanique cinétique des structures ondulées
Lorsque j'explique cela aux acheteurs au laboratoire, je définis un présentoir en carton ondulé non pas comme un matériau plat, mais comme un amortisseur de chocs cinétique actif. La géométrie interne arquée des cannelures est conçue mathématiquement pour répartir le poids de la charge supérieure et les vibrations dues au transport<sup>7</sup>. Si je me fie uniquement à la résistance statique du papier, le présentoir finira inévitablement par se déformer.
Je garde un échantillon écrasé et emballé à plat sur mon bureau pour illustrer le fossé entre la théorie et la pratique. Même les concepteurs expérimentés négligent souvent cet angle mort, supposant qu'utiliser un panneau à haute résistance garantit automatiquement un écran robuste. Je leur montre qu'une feuille de panneau plate présente une résistance élevée à la compression, mais qu'une fois les fentes découpées, les plis ajoutés et le panneau redressé, sa dynamique physique change complètement. La robustesse d'un écran dépend de sa géométrie d'assemblage. Si je n'intègre pas l' alignement vertical du grain dans les parois porteuses<sup>8, le poids important du matériel de chasse entraînera un affaissement des niveaux inférieurs de 12,7 mm (0,5 pouce)<sup>9.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Alignement vertical des grains10 | Optimise la résistance des colonnes structurelles | Empêche l'effondrement du niveau inférieur |
| Validation ISTA dynamique11 | Simule un choc de transit cinétique réel | Élimine les dommages liés au fret international |
| Intégration des microcannelures12 | Améliore la régularité de la surface d'impression | Améliore la communication en rayon à contraste élevé |
Je n'évalue jamais un présentoir uniquement en fonction de ses caractéristiques techniques. Un véritable présentoir structurel doit être conçu mathématiquement et testé dynamiquement en tant que système cinétique entièrement assemblé et chargé.
🛠️ Harvey's Desk : Savez-vous si votre présentoir actuel repose uniquement sur la résistance statique d'un panneau plat plutôt que sur une géométrie dynamique ? 👉 Découvrez la véritable capacité de charge ↗ — Confidentialité garantie à 100 %. Vos maquettes non commercialisées sont en sécurité.
Quels sont les problèmes courants rencontrés avec les onduleuses ?
Les machines industrielles de transformation du papier fonctionnent sous une pression énorme, ce qui introduit souvent des faiblesses structurelles cachées si elles ne sont pas contrôlées avec méticulosité.
Les problèmes courants rencontrés avec les onduleuses incluent une application irrégulière de la colle, le gauchissement du carton et la fissuration lithographique lors des opérations de pliage automatisées. Ces défaillances mécaniques compromettent la structure interne des cannelures et l'intégrité de la surface imprimée. Un étalonnage précis de la machine et un contrôle strict de l'humidité ambiante permettent d'éliminer ces défauts de matériaux avant le lancement de la production en série.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que les fibres de papier commencent à se rompre sous la pression.
Pourquoi le pliage machine standard échoue-t-il en usine ?
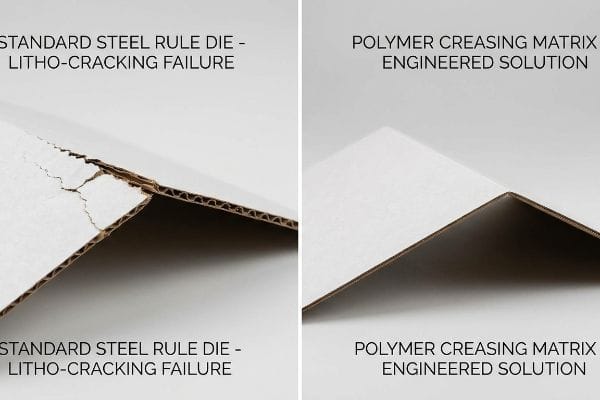
De nombreuses équipes d'approvisionnement partent du principe qu'une simple ligne vectorielle sur une matrice de découpe numérique se traduit automatiquement par un pli parfait à 90 degrés sur la chaîne de montage. Elles font confiance aux matrices de pliage standard en acier pour compresser proprement le carton épais13 sans aucune résistance mécanique.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience sur mon propre atelier de test. En 2022, j'ai demandé à Mark, mon ingénieur packaging principal, de produire un lot de présentoirs de sol pour un client du secteur des articles de sport, en utilisant du kraft vierge épais. Nous pensions gagner du temps en utilisant une plaque de rainage plate standard sur la découpeuse. Trois heures plus tard, sur la ligne de conditionnement, j'ai entendu le craquement sinistre de la feuille supérieure imprimée qui se déchirait à chaque pli. La lame d'acier brut avait déformé les cannelures internes au lieu d'étirer proprement les fibres du papier. J'ai immédiatement arrêté la ligne et me suis dirigé vers la machine de découpe bruyante et en marche pour rectifier le tir. J'ai ordonné l'installation de canaux de rainage femelles en polymère sur mesure14 directement sur la plaque de découpe. Ce système d'enclume contrôlait précisément l'étirement des fibres du papier lors de la frappe mécanique, stoppant net les craquelures lithographiques. Ce réglage de matrice de 2,03 mm (0,08 pouce)15 a non seulement préservé la capacité de charge du carton ; Cela a permis au matériau de se plier sans effort, réduisant ainsi le temps d'assemblage du conditionnement de 18 secondes par unité et permettant au client d'économiser environ 15 % sur les frais de main-d'œuvre.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Matrice de pliage polymère | Contrôle l'étirement dynamique des fibres de papier16 | Élimine les déchets de lithocraquage |
| Calibrage de la règle en acier | Empêche l'écrasement interne des cannelures17 | Maintient la résistance à la compression des matières premières18 |
| Audit de pression rotative | Assure une tension de pliage uniforme | Accélère les chaînes de montage automatisées |
Je refuse d'accepter les plis irréguliers comme un compromis normal en matière de fabrication. La véritable précision exige un étalonnage précis des outils de production afin de manipuler les fibres du papier sans jamais les rompre.
🛠️ Harvey's Desk : Vos plis présentent-ils des bords de carton brut à cause d'un mauvais calibrage de votre machine ? 👉 Demandez une simulation de contraintes structurelles 3D personnalisée ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Quels sont les inconvénients du carton ondulé ?
Le papier est fondamentalement un matériau biologique, ce qui le rend très sensible aux variations environnementales ambiantes tout au long de la chaîne d'approvisionnement.
Les inconvénients du carton ondulé incluent sa sensibilité à l'absorption d'humidité, sa fragilité structurelle due aux chocs répétés et son gonflement en milieu humide. Les fibres de papier non couchées perdent une part importante de leur résistance à la compression lorsqu'elles sont mouillées. L'utilisation de revêtements spéciaux et l'intégration de systèmes de protection contre l'humidité dans la découpe permettent d'atténuer ces faiblesses inhérentes au matériau.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que la physique environnementale prend le dessus.
Pourquoi les gabarits standard échouent-ils en usine ?
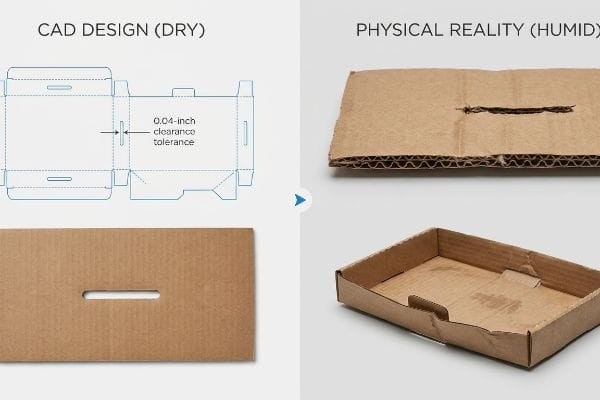
Les équipes marketing conçoivent fréquemment des encoches parfaitement ajustées en se basant sur l' épaisseur sèche absolue du panneau¹⁹,en supposant que le matériau reste inchangé de l'usine au rayon. Elles estiment qu'un ajustement mathématiquement parfait en CAO (Conception Assistée par Ordinateur) garantit un assemblage physique sans problème partout dans le monde.
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème chaque été, lors des tests. Récemment, j'ai arraché la feuille supérieure d'un plateau de vente bloqué et j'ai senti les fibres de papier humides et gonflées se coller à la fente. Au départ, je pensais que le papier de test standard conserverait parfaitement sa forme. J'avais tort. Après avoir simulé un transport maritime international dans notre chambre climatique ISTA (International Safe Transit Association), la base a cassé sous 85 kg (187,5 lb) sur la table vibrante, car le carton poreux avait absorbé l'humidité ambiante et gonflé de quelques fractions de millimètre. Lorsque les vendeurs ont essayé d'assembler les composants emboîtables, les fentes étaient trop étroites. Ils ont forcé les languettes, ce qui a provoqué un gauchissement important de la base et un refus immédiat du détaillant. J'ai relevé les mesures au micromètre et j'ai prouvé que je n'avais pas besoin de coûteux clips de renfort en plastique : un simple ajustement précis de la chaîne d'approvisionnement suffisait. J'ai intégré automatiquement une marge d'humidité de 1,01 mm (0,04 pouce) directement dans le gabarit CAO, spécifiquement pour les encoches de réception. En imposant cette tolérance de jeu ciblée, j'élimine totalement le frottement de surface, ce qui permet de réduire le temps d'assemblage pour le conditionnement de 25 secondes par unité et de réaliser des économies estimées à 12 % sur les frais de main-d'œuvre pour mes clients, quelles que soient les conditions climatiques de l'entrepôt.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Tampon d'humidité CAO | Absorbe le gonflement des matériaux physiques22 | Élimine les blocages sur les chaînes de montage |
| Revêtement transparent aqueux | Repousse l'humidité ambiante liée au transport | Prévient la perte par compression de la carte23 |
| Tolérance de décalage géométrique | Rupture du frottement des surfaces imbriquées24 | Réduit les dommages liés au déballage manuel |
Je conçois des produits spécifiquement adaptés aux chaînes d'approvisionnement impitoyables, et non aux bureaux climatisés. Anticiper les variations environnementales des matériaux garantit que le carton conserve son intégrité structurelle tout au long des itinéraires logistiques internationaux.
🛠️ Le bureau d'Harvey : Vos colis à plat gonflent-ils pendant le transport maritime et provoquent-ils des frottements importants sur la chaîne de montage ? 👉 Demandez un audit logistique de votre nomenclature ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais si son papier de test gonfle dans un entrepôt humide, le frottement qui en résulte bloque les languettes d'emboîtement, ralentissant la chaîne de montage d'environ 30 % et anéantissant vos marges bénéficiaires. Le mois dernier seulement, mon audit structurel a permis à 3 marques d'éviter plus de 10 000 $ de pertes liées aux stocks mis au rebut et aux refacturations des détaillants. Cessez de gaspiller votre budget en prenant des raccourcis fatals et laissez-moi concevoir personnellement votre prochain déploiement ↗ pour garantir un retour sur investissement structurel maximal.
« [PDF] Déformation des panneaux ondulés : causes et solutions – TAPPI.org », https://imisrise.tappi.org/download.aspx?key=92APR097. Des guides de référence en science des matériaux et en fabrication industrielle confirment les temps de séchage/durcissement requis pour les adhésifs PVA afin d’éviter la déformation du substrat. Rôle de la preuve : vérification technique ; type de source : manuel de fabrication industrielle. Justifie : la nécessité d’un temps de durcissement pour éviter le gauchissement. Remarque : s’applique spécifiquement aux adhésifs PVA à base d’eau sur substrats poreux .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Une norme d'emballage faisant autorité définirait 32 ECT comme une mesure spécifique de la résistance à la compression du carton ondulé kraft vierge. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appuie : l'utilisation d'une qualité de matériau spécifique pour les vitrines de vente au détail. Note de portée : se réfère à la résistance à l'écrasement vertical du carton.
« Passé, présent et futur de la découpe à l’emporte-pièce du carton ondulé – AICC Now », https://now.aiccbox.org/past-present-and-future-of-corrugated-die-cutting/. Les guides techniques de fabrication expliquent la nécessité des matrices de découpe en acier pour le passage à l’échelle de la production, au-delà du prototypage numérique, afin de garantir la constance et la rapidité. Rôle de la preuve : vérification des processus ; type de source : manuel de fabrication. Appui : l’exigence technique pour la mise à l’échelle de la production de masse. Note sur la portée : se concentre sur la transition de la découpe numérique à la découpe à l’emporte-pièce .
« Quelles erreurs de conditionnement entraînent des refacturations de la part des détaillants ? », https://www.industrialpackaging.com/blog/copacker-mistakes-retailer-chargebacks . Les normes du secteur pour les contrats avec les fournisseurs de la grande distribution prévoient généralement des pénalités financières importantes en cas de non - respect des dates de livraison. Rôle de la preuve : validation ; type de source : directives de conformité de la grande distribution. Justifie : la nécessité financière d’une analyse rétrospective du calendrier. Remarque : le montant des pénalités varie selon le détaillant et le contrat.
Vitrine en aluminium, bois et verre — Sur mesure… – Instagram », https://www.instagram.com/reel/DW5Hndmj5J4/. Le prototypage rapide à partir de matériaux simples (échantillons blancs) est une méthode courante dans l'industrie pour vérifier l'intégrité structurelle et dimensionnelle. Rôle de la preuve : vérification technique ; type de source : guide de processus de fabrication. Contribue à : une mise sur le marché plus rapide et sécurisée. Remarque : limité à la validation structurelle, non esthétique .
« Demandez à WWGOA : Comment empêcher le bois de se déformer », https://www.wwgoa.com/post/how-to-stop-wood-from-warping . Les protocoles de durcissement contrôlés permettent de gérer les contraintes internes et les niveaux d’humidité dans les panneaux composites afin de prévenir leur déformation. Type de preuve : preuve scientifique des matériaux ; type de source : manuel d’ingénierie. Convainc de l’efficacité des protocoles de durcissement sur l’intégrité graphique. Remarque : S’applique spécifiquement aux interactions substrat-adhésif.
« Estimation de la résistance à la compression du carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . Les normes d’ingénierie relatives au carton ondulé expliquent comment la structure alvéolaire répartit la compression verticale et absorbe l’énergie cinétique. Rôle de la preuve : vérification technique ; type de source : manuel d’ingénierie de l’emballage. Appui : mécanique structurale du carton ondulé. Note de portée : porte sur la capacité de charge verticale.
« Emballages en carton ondulé de conception innovante pour une durabilité accrue… », https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/ . La documentation technique sur l’ingénierie de l’emballage explique comment l’orientation des cannelures (alignement du grain) influe sur la résistance à la compression verticale des structures en carton ondulé . Rôle de la preuve : vérification technique ; type de source : manuel d’ingénierie. Arguments : nécessité d’un grain vertical pour l’intégrité structurelle. Note de portée : spécifique au carton ondulé.
« Critères de défaillance matérielle et structurelle des faces en carton ondulé », https://www.sciencedirect.com/science/article/abs/pii/S0263822300000854 . Des études empiriques sur la défaillance structurelle des présentoirs de vente au détail fournissent des données quantitatives sur la déformation et l'affaissement sous des charges spécifiques. Rôle des preuves : référence quantitative ; type de source : rapport technique. Éléments à prendre en compte : indicateurs de déformation typiques pour les couches de carton ondulé défaillantes. Remarque : les mesures réelles varient selon la qualité du carton et le poids de la charge utile.
« Résistance à la compression des emballages en carton ondulé avec… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/ . Les normes professionnelles d'ingénierie de l'emballage expliquent comment l'alignement vertical des cannelures maximise la résistance à la compression du carton afin d'éviter toute rupture structurelle. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie. Appuie : la relation physique entre l'orientation du grain et la capacité de charge. Note de portée : S'applique spécifiquement aux charges de compression verticales.
« Tests d’emballage ISTA – Intertek », https://www.intertek.com/performance-testing/packaging/ista/. Les protocoles de l’International Safe Transit Association (ISTA) définissent des méthodologies de test spécifiques utilisées pour simuler les contraintes cinétiques du transport maritime international. Rôle de la preuve : vérification de la norme ; type de source : organisme de certification du secteur. Appui : utilisation de tests de choc simulés pour réduire les dommages aux marchandises. Remarque sur la portée : les spécificités dépendent de la série de tests ISTA utilisée .
« Emballages à micro-cannelures | Cartons EF à cannelures N – Netpak », https://www.netpak.com/en/packaging-resources/industry-articles/micro-flute-packaging-efn-flute/. Les données scientifiques sur les matériaux du carton ondulé indiquent que les micro-cannelures réduisent l’effet de nervure, créant ainsi une surface plus lisse pour les impressions haute résolution. Rôle de la preuve : vérification des propriétés du matériau ; type de source : spécifications du fabricant d’emballages. Appuie : le lien entre le diamètre des cannelures et la qualité d’impression. Note sur la portée : concerne principalement les propriétés esthétiques et d’adhérence de l’encre .
« Influence des lignes de pliage analogiques et numériques sur les propriétés mécaniques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/ . Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Rôle de la preuve : validation technique ; type de source : guide d’ingénierie de l’emballage industriel. Appuie : l’existence d’ une résistance mécanique et d’un écrasement lors du pliage de carton épais. Note relative à la portée : spécifique au carton épais.
« [PDF] PLIEAGE ET GRAINAGE – BioResources », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf . Les normes d'emballage industriel expliquent comment les canaux de la matrice polymère préviennent les fissures de surface en optimisant la tension des fibres lors du pliage. Rôle de la preuve : Validation technique ; type de source : Manuel d'ingénierie industrielle. Sujet : Le rôle des outils de rainage spécialisés dans la prévention des fissures lithographiques. Note de portée : Applicable aux matériaux en carton ondulé haute résistance.
« [PDF] Guide C&T pour le rainage du carton ondulé – Blumer AG », https://blumerag.com/wp-content/uploads/2022/05/corrugate.pdf. Les spécifications techniques des matrices de découpe définissent les profondeurs précises requises pour maintenir l’intégrité structurelle et la capacité de charge. Rôle de la preuve : Vérification quantitative ; type de source : Fiche technique. Appui : La précision des réglages de l’enclume pour prévenir la rupture du matériau. Remarque sur la portée : Varie selon le profil de cannelure et la qualité du papier .
« Comprendre le comment et le pourquoi d’un pliage de qualité », https://postpressmag.com/articles/2021/understanding-the-how-and-why-for-quality-creasing-outcomes/ . Documentation technique expliquant les propriétés des matrices de pliage polymères et leur capacité à réguler l’allongement des fibres lors du pliage. Type de preuve : mécanisme technique ; source : manuel d’ingénierie. Appui: l’effet physique des matrices de pliage polymères. Note de portée : spécifique à la carton ondulée haute performance.
« L’écrasement des cannelures est l’un des problèmes les plus courants dans le secteur du carton ondulé… », https://www.instagram.com/p/DR1V-O0D4mq/. Directives industrielles détaillant comment un étalonnage précis des règles en acier permet d’éviter l’écrasement des cannelures internes lors du processus de rainage. Rôle de la preuve : mesure préventive ; type de source : norme technique. Appui : le résultat physique de l’étalonnage des règles. Note sur la portée : limité aux matrices de régularisation en acier. ↩
« [PDF] Étude de l'effet des boîtes en carton ondulé sur la distribution des contraintes », https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf. Données empiriques illustrant la corrélation entre un étalonnage précis et le maintien de la résistance à la compression initiale du carton. Type de preuve : indicateur de performance ; source : document technique industriel. Appui : retour sur investissement de l'étalonnage. périmètre
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Les normes d'ingénierie relatives aux matériaux ondulés expliquent comment les mesures d'épaisseur à sec ne tiennent pas compte de la dilatation hygroscopique en milieu humide. Rôle de la preuve : Validation technique ; type de source : Manuel d'ingénierie de l'emballage. Justification : L'insuffisance des mesures d'épaisseur statiques pour la conception des découpes. Note relative à la portée : Concerne spécifiquement les fibres cellulosiques non revêtues .
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/ . Données scientifiques sur la nature hygroscopique des fibres de cellulose et sur la façon dont l'absorption d'humidité entraîne une instabilité dimensionnelle et un gonflement des matériaux ondulés. Rôle des preuves : mécanisme fondamental ; type de source : revue de science des matériaux. Appuie : le lien de causalité entre l'humidité et la dilatation physique du carton. Note de portée : les effets varient selon la qualité du support et le couchage.
« [PDF] Stockage et manutention des matériaux d'emballage en carton ondulé », https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf . Normes industrielles et recommandations d'ingénierie pour l'application de marges de tolérance dans les gabarits CAO afin de compenser la dilatation du matériau en milieu humide. Rôle de la preuve : référence technique ; type de source : manuel d'ingénierie d'emballage. Permet : l'application de tolérances spécifiques pour éviter les interférences lors de l'assemblage. Remarque : les valeurs de marge spécifiques dépendent généralement de l'épaisseur du carton et des conditions environnementales extrêmes prévues.
« [PDF] Effets de la teneur en humidité sur la résistance à la compression en boîte : FBA BCT… », https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf . Explication succincte de la manière dont l’intégration de zones tampons dans les conceptions CAO permet de compenser l’expansion hygroscopique des fibres de papier. Rôle de la preuve : Vérification technique ; type de source : Revue de science des matériaux. Appui : L’efficacité des zones tampons CAO dans la gestion du gonflement des matériaux. Note de portée : Spécifique aux substrats à base de fibres biologiques.
« Résumé : Qu’est-ce qu’un revêtement aqueux pour boîtes ? – PopDisplay », https://popdisplay.me/short-recap-of-what-is-aqueous-coating-for-boxes/. Explication succincte du mécanisme par lequel les revêtements aqueux résistants à l’humidité préservent les valeurs du test de résistance à la compression des bords (ECT) en empêchant l’absorption d’eau. Niveau de preuve : Spécification technique ; type de source : Norme de l’industrie de l’emballage. Justification : Utilisation de revêtements pour maintenir la compression structurelle. Précision : Ce document porte sur les niveaux d’humidité ambiante pendant le transport .
« Frottement induit par la géométrie à une interface souple – PMC – NIH », https://pmc.ncbi.nlm.nih.gov/articles/PMC11287152/. Brève explication de la manière dont les tolérances géométriques ajustées réduisent le coefficient de frottement entre des surfaces ondulées emboîtées. Type de preuve : Analyse mécanique ; source : Manuel de conception industrielle. Sujet : Le rôle des décalages géométriques dans la réduction du frottement de surface. Remarque sur la portée : S’applique principalement aux configurations d’emballage emboîtées .



