
Vous avez un salon professionnel important qui approche, mais attendre la dernière minute pour les présentoirs personnalisés vous garantit un véritable casse-tête logistique. Analysons le calendrier de fabrication réel.
Le délai de fabrication des présentoirs de table sur mesure varie généralement de trois à six semaines, selon la complexité de leur structure et la disponibilité des matériaux. Un processus d'ingénierie trop rapide oblige les fabricants à négliger des étapes cruciales de pré-presse, ce qui entraîne souvent des panneaux de structure déformés et d'importantes erreurs d'impression à la livraison.

Connaître sa date limite n'est que le premier obstacle ; si vous sous-estimez l'espace physique de votre point de vente ou de votre espace événementiel, même une installation réalisée à temps devient inutile.
Quelle est la taille typique d'un stand de vendeur ?
La plupart des marques réservent un espace événementiel standard, mais optimiser cet espace nécessite une planification spatiale rigoureuse, et non pas simplement jeter des objets promotionnels au hasard sur une table pliante.
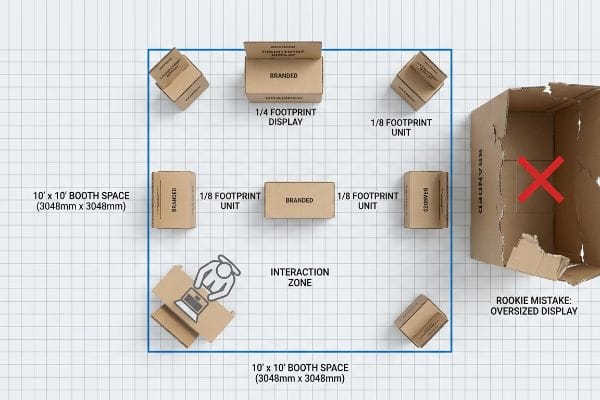
Pour les événements en intérieur classiques, un stand standard mesure exactement 3 048 mm sur 3 048 mm (10 pieds sur 10 pieds). Cette surface fixe exige une planification spatiale précise afin d'éviter les engorgements et de permettre aux visiteurs de circuler librement entre les présentoirs et les stands sans risquer de trébucher sur les éléments structurels encombrants.
Vous connaissez le périmètre, mais la théorie ne suffit pas lorsque les machines se mettent en marche et qu'il faut remplir cet espace efficacement.
Le piège de « l'empreinte fractionnée » dans la planification des stands
Les marques partent souvent du principe qu'un stand standard de 3 048 mm x 3 048 mm offre une flexibilité infinie pour toute configuration d'affichage. Elles conçoivent des comptoirs et des présentoirs au sol surdimensionnés, de manière isolée, traitant l'espace événementiel comme un immense entrepôt. Cette approche spatiale binaire ignore totalement les réalités logistiques liées à la circulation des visiteurs et aux zones d'interaction avec les produits.
Même les directeurs marketing les plus expérimentés tombent dans ce piège. Je vois régulièrement des clients concevoir des présentoirs gigantesques qui monopolisent toute la table, ne laissant aucune place pour les cartes de visite, les échantillons de produits, ni même pour les coudes du commercial. Arrivés sur place, lorsqu'on essaie de déballer ces structures surdimensionnées, c'est la panique. Je me souviens d'un commercial qui s'acharnait désespérément sur un socle en carton ondulé magnifiquement imprimé avec un cutter, la lame émoussée déchirant le support vierge dans un bruit sec, juste pour pouvoir placer le présentoir à côté de son ordinateur portable. Si vos présentoirs ne sont pas conçus avec des dimensions précises, vous créez un stand exigu et stressant qui décourage les visiteurs et gaspille votre budget événementiel.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception d'accessoires de stand surdimensionnés | Application d' une géométrie d'empreinte fractionnaire2 | Optimise l'espace d'interaction disponible |
| Ignorer les zones de circulation | Calcul des rayons de braquage exacts des participants3 | Prévient les chocs et les dommages aux écrans |
| Affichage de piratage sur site | socles d'exposition modulaires préfabriqués | Élimine les heures d'installation stressantes |
Je refuse que des erreurs de conception spatiale nuisent à la réussite de votre événement. En concevant vos présentoirs selon des proportions fractionnaires précises, je garantis une présence promotionnelle hautement fonctionnelle et mathématiquement optimisée.
🛠️ Le bureau d'Harvey : Vous craignez que votre nouveau concept d'affichage ne prenne pas trop de place sur votre stand ? 👉 Demandez un audit spatial ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Qu'est-ce qu'un présentoir de table ?
Comprendre les mécanismes de base d'un présentoir de comptoir permet de distinguer les achats impulsifs réussis des amas de cartons froissés éparpillés autour d'une caisse bondée.
Un présentoir de table est un présentoir compact conçu pour être placé directement sur les comptoirs de caisse et les tables de salons professionnels. Ces structures légères en carton ondulé optimisent les achats impulsifs dans les zones à fort passage, en présentant des produits de grande consommation de petite taille tout en garantissant une stabilité optimale et une visibilité maximale de la marque, le tout dans un espace réduit.

Faire en sorte qu'un présentoir de comptoir ait une belle apparence sur un écran numérique est une chose, mais s'assurer qu'il résiste à la réalité physique d'un environnement de vente au détail exige des calculs structurels rigoureux.
Déjouer le « point de basculement » physique du comptoir
Une erreur fréquente chez les jeunes designers est de croire qu'un présentoir de table n'est qu'un bac de sol réduit à une fraction de sa taille d'origine. Ils redimensionnent l'illustration dans Adobe Illustrator et envoient le gabarit à l'usine, sans tenir compte des modifications de la gravité à cette échelle. Sans calculer le nouveau centre de gravité, ces unités réduites sont fondamentalement instableset vouées à l'échec.
Les acheteurs me demandent souvent pourquoi leurs présentoirs de comptoir basculent lorsque les clients prennent un produit. La réponse est toujours la même : le centre de gravité. J’ai récemment audité un magnifique présentoir de cosmétiques qui paraissait parfait sur le papier, mais le concepteur n’avait pas tenu compte du poids des flacons en verre. Lorsqu’un vendeur a rempli l’étage supérieur, le poids des produits a déplacé l’équilibre vers l’avant, et tout le présentoir s’est effondré, le visage contre le sol, dans un fracas de verre. Pour remédier à ce problème, j’ai intégré un support arrière plus long et un faux fond verrouillédans chaque gabarit, déplaçant ainsi complètement la charge cinétique vers l’arrière afin de contrer le risque de basculement et de préserver l’image de marque.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Réduction numérique des poubelles de sol | Recalcul du centre de gravité spécifique6 | Empêche les unités de basculer |
| En ignorant le poids de la charge utile du produit | Conception d'un dos de chevalet allongé7 | Maintient les marchandises lourdes en sécurité |
| Utilisation de bases plates et non renforcées | Ajout d'un faux fond verrouillé8 | Empêche le flambage de la couche inférieure |
Je ne laisserai pas une charge trop importante endommager votre produit. En fixant un faux fond dans le tracé de votre plan de travail, j'ancre définitivement le centre de gravité de votre produit à la table.
🛠️ Le bureau de Harvey : Craignez-vous que vos lourds flacons de cosmétiques ne fassent basculer votre nouveau comptoir dès qu’un client le touche ? 👉 Calculez votre point de basculement ↗ — Téléchargez en toute sécurité. Ma boîte de réception est ouverte si vous avez des questions.
Quelles sont les dimensions des tables d'exposition ?
Louer une table standard pour un événement est facile, mais concevoir un présentoir en carton ondulé qui s'ajuste parfaitement à sa surface plane nécessite de lutter contre des variables chimiques et environnementales invisibles.
Les tables d'exposition mesurent généralement 1,82 m (6 pieds) ou 2,43 m (8 pieds) de long et ont une profondeur standard de 762 mm (30 pouces). Ces dimensions précises déterminent la conception des présentoirs afin d'éviter tout débordement dangereux et de garantir que les marchandises lourdes soient correctement alignées à l'intérieur du périmètre rigide de la table.

Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que vous découvrez que vos écrans flambant neufs refusent de reposer à plat sur ces tables standard.
Le désastre de la déformation due à l'humidité du PVA sur les tables planes
Les marques partent souvent du principe que le montage d'une feuille de surface imprimée de haute qualité sur un carton ondulé rigide de type B permet d'obtenir naturellement une base parfaitement plane pour leurs d'exposition . Elles valident les épreuves numériques, s'attendant à ce que le produit final soit identique à l'image. Elles ignorent totalement la réalité chimique volatile des adhésifs de lithographie qui durcissent à l'air ambiant de l'usine.
Faire tenir un seul présentoir à plat dans un bureau climatisé est facile, mais la réalité est tout autre lorsqu'il s'agit d'expédier 500 unités. Dans mon atelier, je constate régulièrement les dégâts causés par la colle à base d'eau PVA (acétate de polyvinyle). Lorsque cette colle humide entre en contact avec le support ondulé poreux, le papier absorbe l'humidité ; en séchant, il se rétracte, créant une tension superficielle considérable. Sans intervention, un panneau de base de 609 mm (24 pouces) se déforme vers l'intérieur comme une chips, se courbant jusqu'à 10,9 mm (0,43 pouce) au-dessus de la surface de la table et rendant le présentoir dangereusement instable. Pour éviter cela, j'applique un protocole de séchage rigoureux directement en usine, en empilant physiquement les panneaux humides sous 113 kg (250 lb) de plaques de pression pendant exactement 24 heures. En imposant ce séchage parfaitement plat, j'élimine le balancement, empêchant ainsi vos présentoirs de basculer sur le salon et vous évitant le casse-tête considérable d'une retouche manuelle sur place.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| En négligeant la tension superficielle du PVA à base d'eau10 | Application d'un protocole de séchage à plat de 24 heures11 | Offre une base parfaitement plane |
| Laisser les planches sécher à l'air libre | Appliquer une pression de poids mort exacte | Élimine les écrans oscillants |
| Utilisation de doublures monocouches | Passage à des structures duplex équilibrées12 | Empêche la déformation par tension superficielle |
Je considère les déformations dues à l'humidité chimique comme une défaillance structurelle critique. En appliquant une pression statique pendant le durcissement de la lamination, je garantis que votre écran reposera parfaitement à plat sur n'importe quelle table standard.
🛠️ Le bureau d'Harvey : Connaissez-vous le temps de séchage exact utilisé par votre fournisseur actuel pour éviter que les plateaux de votre table ne se déforment ? 👉 Demandez votre audit structurel gratuit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez inutilement dans une production de masse.
Conclusion
Vous pouvez tenter votre chance avec des fournisseurs bon marché, mais si la colle PVA, sans contrôle, se rétracte et déforme vos présentoirs de table comme des chips, vous vous retrouverez avec des unités dangereusement instables, ce qui entraînera un refus immédiat de la part du détaillant. Voici la fiche technique exacte que mes 10 principaux clients du secteur de la distribution utilisent pour garantir zéro rejet d'impression. Cessez de prendre des risques avec les tolérances d'humidité et laissez-moi auditer personnellement vos plans de structure grâce à mon audit gratuit de pré-production ↗ afin de détecter les erreurs chimiques et d'ingénierie critiques avant le lancement de la production en série.
« Idées et aménagements pour stands d'exposants : une analyse approfondie – YouTube », https://www.youtube.com/watch?v=RLGvg4T2Pu0. [Les organisateurs de salons et les directives des lieux d'exposition définissent généralement un espace de 3 m × 3 m comme la norme de base pour les petits stands d'exposants]. Rôle de la preuve : vérification factuelle ; type de source : manuel sectoriel. Convient aux dimensions standard des stands. Remarque sur la portée : s'applique aux salons professionnels en intérieur .
« Optimisation de la conception par projection géométrique pour la fabrication… », https://researchdiscovery.drexel.edu/esploro/outputs/graduate/Geometric-Projection-based-Design-Optimization-for-Manufacturable/991015051649304721 . Les manuels professionnels de conception d'événements détaillent l'approche mathématique permettant d'allouer des pourcentages de la surface des stands à des fonctions spécifiques afin de maximiser l'interaction. Rôle de la preuve : validation de la méthodologie ; type de source : manuel sectoriel. Appuie : l'utilisation de la planification géométrique pour maximiser l'espace d'interaction. Note de portée: Peut être désigné comme optimisation spatiale ou allocation d'espace dans certains ouvrages.
« Comprendre les dimensions standard des stands d'exposition », https://www.displayshopusa.com/display-shop-blog/understanding-standard-trade-show-booth-dimensions?srsltid=AfmBOoowOVOHMCDNBZoTp3sZVusJOILbMouLIkBBKFWmSySQsgJRVG1m. Les directives architecturales faisant autorité pour les espaces d'exposition fournissent des mesures standard des rayons de braquage afin de garantir une circulation fluide et sécurisée des visiteurs. Type de preuve : spécification technique ; type de source : norme architecturale. Appuie : l'affirmation selon laquelle le calcul des rayons permet d'éviter d'endommager les présentoirs. Remarque : les normes peuvent varier en fonction des exigences de conformité à l'ADA .
« 14 types de présentoirs de vente au détail | Chicago, IL – Wertheimer Box », https://wertheimerbox.com/types-of-retail-displays/. [Une source faisant autorité en ingénierie de l'emballage expliquerait comment le déplacement du centre de gravité lors de la mise à l'échelle affecte la stabilité statique des structures en carton ondulé]. Rôle de la preuve : Validation technique ; type de source : Manuel technique. Justifie : La nécessité de recalculer l'équilibre lors du passage de présentoirs de sol à des présentoirs de table. Remarque sur la portée : Spécifique aux matériaux en carton ondulé déséquilibrés ou présentant un poids important en partie supérieure .
« Exemples de présentoirs sur le lieu de vente ? – Carton et carton ondulé personnalisés… », https://popdisplay.me/point-of-sale-display-examples/. [Les normes techniques de conception pour le commerce de détail expliquent comment le déplacement du centre de gravité grâce à des extensions de base et des fonds lestés empêche le basculement des présentoirs en carton ondulé]. Rôle de la preuve : validation technique ; type de source : guide de conception structurelle. Appuie : méthodes de stabilité structurelle. Note de portée : S’applique aux matériaux légers pour le lieu de vente .
« Calcul de la force de basculement (Partie 2) », https://www.youtube.com/watch?v=nNh7xYXZVEM . [Un guide technique sur le génie des structures ou la conception de présentoirs de vente au détail expliquerait comment le déplacement du centre de gravité empêche le basculement des présentoirs portables]. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie. Appui : physique de la stabilité. Note sur la portée : s’applique aux unités en carton autoportantes.
« Panneaux chevalet, 15 pouces, lot de 50 – Global Industrial », https://www.globalindustrial.com/p/easel-backs-15-inch-pack-of-50?srsltid=AfmBOop_YN9d-VLDhv5LLoNIO74mSIDBzICIU4VqJ_I5NTifcmNAEVHr . [Les spécifications de fabrication des présentoirs de point de vente détailleraient comment les panneaux chevalet allongés répartissent le poids pour éviter le basculement vers l'arrière]. Élément de preuve : spécification de conception ; type de source : guide de l'industrie de l' emballage. Supports : capacité de charge. Remarque sur la portée : spécifique à la construction en carton ondulé.
« Fabrication d'un faux tiroir à fond – YouTube », https://www.youtube.com/watch?v=L-faVWN9JZ0. [Les normes d'emballage structurel décrivent comment les panneaux de base renforcés empêchent la compression verticale et le flambage des présentoirs à plusieurs niveaux]. Rôle de la preuve : vérification structurelle ; type de source : manuel d'ingénierie de l'emballage. Appui : intégrité structurelle. Note sur la portée : axé sur la répartition de la charge du niveau inférieur .
« Microfluide lithographié », https://mm.group/packaging/technologies/lamination/ . [Un guide technique de fabrication sur le lithographie détaillerait comment l'humidité et la température ambiantes affectent le durcissement des adhésifs, entraînant des tensions structurelles ou des déformations dans les substrats ondulés]. Rôle de la preuve : Spécification technique ; type de source : Manuel de fabrication industrielle. Éléments justifiant : La volatilité chimique du processus de lithographie. Note de portée : S'applique spécifiquement aux adhésifs PVA ou similaires à base d'eau utilisés en lithographie.
« Analyse des causes et contrôle du gauchissement du carton ondulé », https://www.joyful-printing.com/info/cause-analysis-and-control-of-warpage-of-corru-33069078.html . [Des études chimiques sur les adhésifs à base d'acétate de polyvinyle (PVA) décrivent comment les cycles d'absorption et d'évaporation d'humidité créent des contraintes internes dans les substrats poreux ] . Rôle de la preuve : Principe scientifique ; type de source : Revue de chimie des adhésifs. Justification : Cause du gauchissement induit par le PVA. Remarque sur la portée : Spécifique aux adhésifs en phase aqueuse.
« Les 5 meilleures colles pour carton en 2026 ! Adhésifs ultra-résistants – YouTube », https://www.youtube.com/watch?v=vdyBA5bfoKY. [Une source faisant autorité en matière d'adhésifs ou de science des matériaux confirmerait le temps de séchage standard requis pour stabiliser les colles à base d'eau et éviter le gauchissement du support]. Preuve : Spécification technique ; type de source : Manuel de science des matériaux. Confirme : Nécessité d'un séchage de 24 heures. Remarque : Le temps de séchage peut varier en fonction de l'humidité ambiante .
« Procédé et appareil pour prévenir le gauchissement du carton ondulé », https://patents.google.com/patent/US4314868A/en. [Les guides techniques sur l'emballage en carton ondulé expliquent comment la superposition symétrique des matériaux empêche les variations de tension superficielle et le gauchissement qui en résulte]. Rôle de la preuve : Spécification technique ; type de source : Manuel d'ingénierie de l'emballage. Arguments : Utilisation de structures duplex pour une meilleure stabilité. Note relative à la portée : S'applique spécifiquement au carton ondulé structurel .



