
Vous avez obtenu un emplacement de choix en magasin, mais expédier des produits vides coûte cher. Une mauvaise planification de votre production se traduit par des rayons vides, des clients mécontents et des lancements de produits complètement ratés.
Le délai de livraison pour les bennes basculantes sur mesure varie généralement de quatre à huit semaines. Ce délai inclut la conception assistée par ordinateur (CAO) de la structure, la mise en correspondance des couleurs avant impression, la lithographie-lamination, la découpe et l'assemblage final en série. Les structures complexes à emboîtement ou les revêtements brillants spéciaux nécessitent par nature des délais de production plus longs.

Mais connaître le calendrier théorique ne suffit pas lorsque les réalités de l'atelier — comme le séchage de la colle et le gonflement dû à l'humidité — commencent à modifier les dates de livraison réelles.
Quel est le délai de livraison pour des armoires sur mesure ?
Le passage de bacs en carton ondulé standard à des vitrines semi-permanentes ou permanentes change complètement la donne. Les matériaux rigides exigent une précision mécanique absolue.
Le délai de livraison des meubles sur mesure destinés aux points de vente est généralement de six à douze semaines. Ces présentoirs permanents nécessitent un approvisionnement rigoureux en matériaux, un usinage CNC (commande numérique par ordinateur) de haute précision, des tests de charge structurelle et un processus d'assemblage physique multicouche avant l'emballage final et la distribution dans les entrepôts à l'échelle nationale.

Le passage de supports temporaires en carton à des structures rigides engendre de sérieux goulots d'étranglement si votre phase de prototypage initiale s'éternise.
Le piège du prototypage dans les délais de livraison des armoires
Les acheteurs supposent souvent que les vitrines rigides nécessitent des semaines rien que pour voir un prototype physique1.Ils attendent un travail du bois traditionnel ou un fraisage manuel lent, ce qui fait que l'ensemble du calendrier du projet est bloqué avant même que la production en série ne commence.
Je vois des marques perdre trois semaines à attendre un simple échantillon structurel. Je me souviens d'avoir vu un jeune acheteur tapoter nerveusement le bord brut et rigide d'un prototype de meuble en MDF (panneau de fibres de moyenne densité) non peint, arrivé avec un mois de retard. Lorsqu'ils se sont rendu compte que l'encombrement au sol ne respectait pas les normes d'accessibilité, il était trop tard pour le lancement. Pour remédier à cela, j'utilise des tables de découpe numériques Kongsberg afin de supprimer complètement l'outillage manuel. Nous découpons un échantillon blanc en 24 heures directement à partir du fichier ArtiosCAD, vérifiant immédiatement les tolérances d'emboîtement et les hauteurs d'étagères, ce qui vous évite des semaines de prototypage inutiles.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Attendre des semaines pour l'outillage physique | Découpe numérique Kongsberg 24 heures sur 24 | Accélère le déploiement des campagnes |
| Estimation de la capacité de charge des étagères | échantillons de blanc structurels pilotés par CAO | Empêche l'affaissement de l'étagère sous le poids |
| Ignorer les règles relatives à l'empreinte du magasin | Vérification rapide de l'empreinte physique | Évite le rejet des acheteurs au détail |
Je refuse que la lenteur du prototypage compromette le lancement d'un produit en magasin. En créant numériquement des échantillons rigides en une nuit, je valide instantanément la géométrie physique et élimine des semaines d'attente à l'aveugle de votre planning de production.
🛠️ Le bureau d'Harvey : Vous en avez assez d'attendre des semaines pour savoir si votre concept d'affichage est viable ? 👉 Demandez un échantillon blanc ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
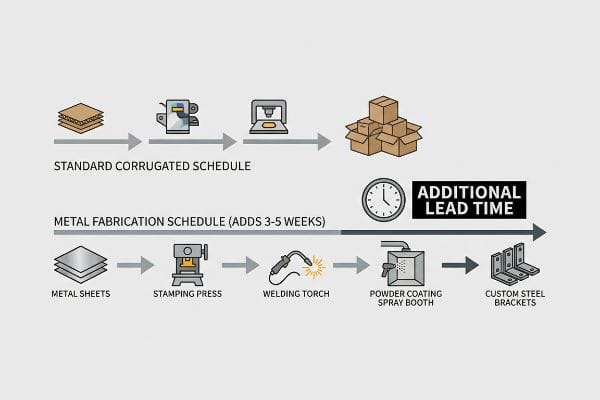
Quel est le délai de livraison pour la fabrication de pièces métalliques ?
Lorsque votre produit est extrêmement lourd, les structures ondulées nécessitent des renforts rigides. L'intégration de composants en acier dans votre architecture d'affichage modifie considérablement votre calendrier de production.
Le délai de fabrication des éléments métalliques pour les emballages de vente au détail s'allonge généralement de trois à cinq semaines par rapport aux délais standards. La création de barres de support en acier dissimulées ou de supports latéraux universels nécessite un emboutissage, un soudage de précision et un revêtement en poudre antirouille, opérations qui doivent être parfaitement synchronisées avec l'assemblage principal du carton ondulé.
Nombreux sont les concepteurs qui considèrent les supports métalliques comme une simple formalité, pour ensuite se rendre compte que les délais de fabrication ont fait dérailler tout leur plan logistique.
Surmonter les retards de la chaîne d'approvisionnement en supports métalliques
Les équipes d'approvisionnement tentent souvent de précipiter la fabrication des présentoirs robustes en supposant que les renforts métalliques peuvent être commandés sur étagère à la dernière minute. Elles établissent le calendrier d'impression du carton mais ignorent complètement les temps d'outillage et de séchage nécessaires aux composants en acier surmesure².
Vous n'imaginez pas le nombre de projets bloqués à cause d'une simple commande de tubes d'acier retardée. J'ai vu une fois une équipe d'assemblage peiner à insérer des barres de support métalliques mal dimensionnées dans le rebord avant d'une benne ; le crissement de l'acier brut déchirant la tôle supérieure poreuse de cannelure B me hante encore. Le métal avait été commandé tard, livré à la hâte et était arrivé avec des bavures. Je résous ce problème en standardisant les structures de support métalliques cachées pour tous les projets à forte charge dès la phase de découpe. En définissant l'épaisseur et les dimensions exactes dès le premier jour, nous alignons l'emboutissage du métal directement sur le planning de l'imprimerie, garantissant ainsi l'absence de goulot d'étranglement sur la ligne de conditionnement finale.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Approvisionnement de pièces métalliques à la dernière minute | Planification CAO structurelle synchronisée | Maintient le rythme rapide des chaînes de montage |
| Utilisation de tubes en acier non calibrés | Spécifier l'épaisseur exacte du métal dès le début | Empêche les bords bruts de déchirer le carton |
| En supposant que les solutions standard conviennent à tous | Barres de support cachées usinées sur mesure | Empêche l'affaissement important des couches de produits |
Je planifie la fabrication des structures métalliques en fonction du calendrier de lithographie. L'approvisionnement anticipé en tubes d'acier sur mesure garantit la rigidité optimale de vos étagères robustes sans retarder le chargement final des conteneurs.
🛠️ Le bureau d'Harvey : Vos présentoirs lourds fléchissent-ils au milieu faute d'armatures en acier ? 👉 Demandez un audit structurel ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Qu’est-ce que la règle des 30 % pour les rénovations ?
Obtenir de l'espace en magasin dans une grande surface de vente est un véritable parcours du combattant. Lors de la rénovation ou du réaménagement des allées, les présentoirs imposants sont systématiquement les premiers à être écartés.
La règle des 30 % pour les rénovations impose une rationnement strict de la surface de vente lors des réaménagements de magasins. Par conséquent, les marques doivent abandonner les présentoirs pleine grandeur et utiliser des palettes fractionnées, ce qui permet à leurs équipes de merchandising d'occuper une surface nettement inférieure tout en conservant un impact visuel fort dans les allées à fort trafic.

Penser pouvoir forcer un écran massif de 48×40 pouces (121,9×101,6 cm) dans un espace commercial récemment rénové et très restreint est un chemin assuré vers l'échec.
Survivre à la réalité du rationnement de l'espace commercial
Les responsables de marque conçoivent souvent des campagnes d'aménagement de magasin gigantesques et tentaculaires en se basant sur des plans obsolètes. Ils partent du principe que s'ils paient l'emplacement, le responsable de magasin se chargera simplement de faire de la place pour leur immense socle en bois, imposant et omniprésent.
Imaginez essayer de garer un gros SUV sur une place de parking compacte en pleine période de forte affluence. J'ai vu des représentants commerciaux paniqués au téléphone, arrachant frénétiquement le ruban adhésif transparent d'un présentoir gigantesque pour tenter de le réduire physiquement, car un responsable de magasin avait catégoriquement refusé sa largeur de 121,9 cm (48 pouces). Lors des réaménagements de magasin, il est indispensable d'utiliser des palettes fractionnées³.Je conçois les présentoirs de grande surface avec précision pour des demi-palettes ou des quarts de palettes. Ce calcul garantit mathématiquement que votre campagne s'intègre parfaitement à l'espace réduit, simplifiant ainsi le travail du responsable de magasin tout en assurant un emplacement privilégié.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Forcer les palettes GMA de taille normale | Adoption de géométries de palettes fractionnaires4 | Garantit un emplacement privilégié à fort trafic |
| Ignorer les limites des allées rénovées | Empreintes de palettes quart d'ingénierie 5 | Empêche le rejet immédiat par le détaillant |
| Gaspillage d'espace d'affichage | Structures d'empilement vertical dense6 | Optimise le produit par pied carré |
Je ne laisse jamais mes clients risquer un refus en magasin à cause d'un espace trop grand. En concevant selon des dimensions fractionnaires précises, je garantis que votre campagne passera sans problème le contrôle strict de l'espace imposé par les agencements commerciaux modernes.
🛠️ Le bureau de Harvey : Votre présentoir géant est-il refusé par les responsables des grandes surfaces ? 👉 Obtenez votre modèle à prix réduit ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur.
Quel est le délai de fabrication pour des armoires sur mesure ?
La fabrication de mobilier commercial haut de gamme ne se résume pas à une impression et un acheminement rapides. Les réactions chimiques qui se produisent à l'intérieur des matériaux liés déterminent la vitesse réelle de votre calendrier de production.
Les délais de fabrication des armoires sur mesure et des présentoirs rigides stratifiés sont fortement dictés par les temps de séchage chimique. Outre l'impression standard, les adhésifs PVA (acétate de polyvinyle) à base d'eau nécessitent des cycles de séchage pondérés de 24 heures afin d'éviter toute déformation importante du matériau, ce qui allonge de fait les délais de production et d'assemblage.

Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que l'humidité ambiante de l'usine commence à attaquer agressivement vos panneaux structurels.
Pourquoi le durcissement chimique retarde les délais de livraison des écrans rigides
Les équipes d'approvisionnement établissent fréquemment des calendriers de production ambitieux en se basant uniquement sur les vitesses des machines d'impression offset et de découpe. Elles supposent à tort qu'une fois la feuille de couverture imprimée et collée sur le carton ondulé, elle peut être immédiatement transférée vers les lignes d'assemblage final et d'emballage sans conséquence<sup>7</sup>.
Il ne s'agit pas que de théorie : je constate ce problème en production, lorsque des étapes de fabrication accélérées négligent les principes fondamentaux de la chimie. Dans mon atelier, j'observe régulièrement les conséquences d'une lithographie-lamination réalisée à la hâte, où une colle à base d'eau est appliquée sur un panneau latéral massif de 152,4 cm (60 pouces). Si l'on ne respecte pas la procédure, la colle, en séchant, se rétracte et l'écran se courbe vers l'intérieur. L'odeur chimique âcre de la colle fraîche persiste lorsque la tension superficielle provoque la rupture visible des fibres du panneau. J'applique rigoureusement un protocole de séchage sous pression, en maintenant les panneaux sous une pression physique extrême pendant exactement 24 heures. Ce temps de séchage obligatoire de 24 heures permet d'éliminer les 12,5 % de pertes de matériau dues aux panneaux déformés, ce qui représente des économies considérables en coûts de réimpression manuelle et garantit la parfaite verticalité des armoires finales.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| planches collées humides à la hâte | durcissement sous poids mort de 24 heures8 | Les présentoirs sont parfaitement droits |
| Négliger le retrait de l'adhésif | Équilibrer les structures de tableaux duplex9 | Prévient la courbure visuelle catastrophique |
| Établir le calendrier en fonction de la vitesse d'impression | Temps de séchage chimique tampon | Stoppe les retards d'expédition de conteneurs |
Je refuse que des erreurs de manipulation chimique compromettent la qualité d'un présentoir commercial haut de gamme. En imposant un temps de séchage de la colle de 24 heures, j'élimine mathématiquement les panneaux déformés et garantis un assemblage impeccable de vos présentoirs de grande taille.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez tenter d'accélérer la fabrication en omettant le séchage chimique, mais la déformation inévitable de vos panneaux litho-laminés de grande taille sous l'effet de l'humidité ambiante entraînera un refus immédiat du détaillant et des semaines de retouches coûteuses. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne risquez plus le lancement de votre produit en magasin en vous basant sur des délais aveugles et laissez-moi tester personnellement vos fichiers structurels grâce à mon audit de découpe gratuit ↗ afin de détecter les erreurs critiques avant la production.
« De la conception à la livraison : Délais de fabrication sur mesure d’un présentoir en acrylique… », https://www.displaysandholders.com/from-design-to-delivery-timeline-for-custom-fabricated-acrylic-display-production?srsltid=AfmBOor-_Y9MMfV4eo6erh9oT2ESrNDc2IohjVoozYjPv-LRB_fzmZHX. [Une norme industrielle pour la fabrication d’agencements de vente au détail permettrait de vérifier les délais typiques associés au prototypage physique par des méthodes de fabrication traditionnelles]. Rôle de la preuve : vérification factuelle ; type de source : guide de l’industrie manufacturière. Appuie : délais de prototypage standard. Note sur la portée : se concentre sur la fabrication traditionnelle par rapport aux méthodes CNC modernes .
« Réduction des délais grâce au revêtement en poudre en interne », https://www.metalworkshp.com/faster-lead-times-with-in-house-powder-coating/. [Les normes de fabrication de l'industrie détaillent les délais spécifiques nécessaires à la création des matrices (outillage) et au traitement thermique requis pour les revêtements antirouille (polymérisation)]. Rôle de la preuve : spécification technique ; type de source : manuel de fabrication. Justifie : nécessité de délais spécifiques pour l'acier. Note de portée : les durées spécifiques varient selon le matériau et le type de revêtement .
« Explorer les opportunités offertes par les palettes fractionnées 1 – PalletOne Inc. », https://www.palletone.com/exploring-the-opportunity-for-quarter-pallets/. [Une source faisant autorité en matière de merchandising ou d'exploitation de magasins confirmerait que la réduction de l'espace d'exposition grâce aux palettes fractionnées est une solution courante pour optimiser l'espace lors de rénovations.] Niveau de preuve : Norme sectorielle ; type de source : Publication spécialisée. Appui : Transition vers les palettes fractionnées. Remarque sur la portée : S'applique aux principaux environnements de vente au détail .
« 5 avantages des présentoirs sur demi-palettes – Bennett Packaging », https://bpkc.com/blogs/blog/5-benefits-of-half-pallet-displays . [Une source faisant autorité en matière de merchandising confirmerait que la réduction de la taille des palettes augmente les chances d'obtenir des emplacements privilégiés dans les zones à fort passage]. Rôle de la preuve : validation technique ; type de source : guide sectoriel. Convaincu de l' efficacité des demi-palettes. Note relative au champ d'application : s'applique aux grandes surfaces.
« Types de présentoirs sur palette : pleine, demi-palette et quart de palette – GreenDot Packaging », https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/. [Les normes industrielles relatives à l’encombrement des présentoirs confirment que les quarts de palette sont souvent utilisés pour respecter les contraintes d’espacement lors des rénovations]. Rôle de la preuve : spécification technique ; type de source : norme logistique. Contribue à : la réduction des taux de rejet par les détaillants. Remarque concernant la portée : dépend des manuels de conformité spécifiques à chaque détaillant .
« Les 14 types de présentoirs les plus efficaces en magasin, expliqués – Repsly », https://www.repsly.com/blog/most-effective-types-retail-displays-explained. [Une étude sur l'optimisation de l'espace de vente démontrerait comment le rangement vertical augmente le ratio produit/surface]. Type de preuve : indicateur de performance ; source : étude de gestion de commerce de détail. Objectif : maximisation des volumes. Remarque : portée limitée par la hauteur sous plafond et les normes de sécurité .
« [PDF] Déformation des panneaux ondulés : causes et solutions – TAPPI.org », https://imisrise.tappi.org/download.aspx?key=92APR097. [Les directives de fabrication industrielle pour les présentoirs rigides stipulent que les adhésifs nécessitent un temps de séchage précis pour éviter le gauchissement du matériau, ce qui fait de l’assemblage immédiat une cause de défaillance structurelle]. Rôle de la preuve : corroboration d’une allégation factuelle ; type de source : manuel technique de fabrication. Appuie : l’affirmation selon laquelle le passage immédiat à l’assemblage est une erreur. Note de portée : concerne spécifiquement les matériaux en carton ondulé laminé rigide. ↩
« Intertronics Academy : Quel est le temps de prise des adhésifs ? », https://www.intertronics.co.uk/2019/08/adhere-academy-what-is-adhesive-fixture-time/ . [Un guide de référence sur le collage industriel validerait la durée nécessaire aux adhésifs chimiques pour atteindre la stabilité structurelle sous charge]. Niveau de preuve : Spécification technique ; type de source : Manuel de fabrication. Éléments à prendre en compte: Temps de polymérisation recommandés. Remarque : Le temps réel peut varier selon la composition chimique de l’adhésif.
« Éviter le gauchissement des cartons // Aventures en reliure – YouTube », https://www.youtube.com/watch?v=VWw6A7SObCo . [La littérature technique en science des matériaux expliquerait comment la superposition symétrique des substrats compense la tension créée par le retrait de l'adhésif]. Rôle de la preuve : Principe d'ingénierie ; type de source : Revue de science des matériaux. Appui : Intégrité structurelle des dispositifs rigides. Note de portée : S'applique spécifiquement aux matériaux composites collés.



