
Vous avez trois secondes pour capter l'attention d'un client avant qu'il ne passe devant votre produit. Les étagères classiques servent uniquement à entreposer les marchandises, tandis qu'une structure de vente optimisée permet de les vendre activement.
Les présentoirs en carton ondulé sont des supports marketing structurés, conçus en carton cannelé pour transporter, conserver et mettre en valeur les produits en toute sécurité. Ces présentoirs, à poser ou à poser sur un comptoir, privilégient la visibilité de la marque et l'accessibilité pour le consommateur, grâce à une impression haute résolution et des découpes personnalisées qui stimulent les achats impulsifs dans les points de vente du monde entier.

Comprendre les principes physiques qui régissent ces présentoirs est essentiel pour un déploiement national réussi, contrairement à un amas de cartons écrasés sur le sol du magasin. Analysons en détail les techniques d'ingénierie nécessaires à la réussite en magasin.
Qu'est-ce qu'un présentoir en carton ondulé ?
Concevoir une structure qui s'affiche correctement sur un écran d'ordinateur ne représente que la moitié du travail. Le véritable défi survient lorsqu'un vendeur pressé tente de la mettre en rayon.
Un présentoir en carton ondulé est un agencement spécialisé pour la vente au détail, fabriqué à partir de carton ondulé multicouche, conçu pour présenter les produits directement en rayon. Contrairement aux conteneurs d'expédition classiques, ces présentoirs intègrent des éléments graphiques et structurels spécifiques à la marque, tels que des étagères inclinées, afin d'optimiser l'expérience client et la visibilité des produits à l'échelle mondiale.
Un marchandiseur doit assurer une transition fluide entre un emballage sécurisé et protecteur et une expérience d'achat sans friction et à forte visibilité.
La règle de visibilité de la « hauteur des lèvres » pour les présentoirs de vente au détail
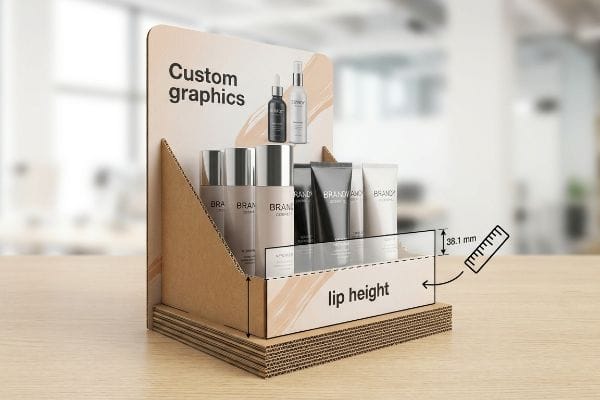
Les concepteurs conçoivent souvent les présentoirs comme de grands seaux destinés à contenir un maximum de produits. Ils privilégient l'image principale, partant du principe que c'est elle qui attire l'attention, tout en dissimulant la marchandise derrière un rebord haut à l'avant du présentoir pour éviter qu'elle ne tombe pendant le transport.
Je constate régulièrement que les équipes marketing conçoivent de magnifiques présentoirs de comptoir qui, par inadvertance, masquent le tiers inférieur de l'emballage de leurs produits. C'est un piège courant, même pour les équipes d'approvisionnement les plus expérimentées, et le résultat est un présentoir qui ressemble davantage à une caverne obscure qu'à un projecteur. En usine, j'applique la règle « Le produit d'abord », exigeant qu'au moins 85 % de l'article principal reste visible au - dessus du rebord de maintien avant. En réduisant physiquement la hauteur du rebord de seulement 38,1 mm (1,5 pouce) et en constatant la résistance du carton kraft vierge lors du pliage, nous transformons un article caché en un produit facilement accessible, éliminant ainsi tout obstacle pour le client et augmentant considérablement les achats impulsifs .
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Enfouir le produit derrière de hautes lèvres avant | Respecter un dégagement visuel de 85 %4 | Augmente la notoriété immédiate de la marque |
| Conception de plateaux d'étagères profonds et sombres | Ajout de fenêtres latérales pour la lumière | Élimine les « zones d'ombre » sur les produits |
| Utilisation des hauteurs de parois de boîtes standard | Découper les parois à un rebord de 1,5 pouce5 | Accélère la prise de commande du client |
Je refuse qu'un rebord de plateau mal dimensionné ruine votre campagne marketing. Ajuster la ligne de mire de quelques millimètres change complètement le comportement d'achat du consommateur.
🛠️ Le bureau d'Harvey : Vos graphismes imprimés personnalisés masquent-ils le produit à l'intérieur du plateau ? 👉 Laissez-moi vérifier votre gabarit ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Qu'est-ce qu'une boîte en carton ondulé ?
Une fois le produit de vente au détail conçu, il doit survivre au voyage brutal qui le mène de l'usine de fabrication jusqu'au rayon final du magasin.
Un carton ondulé est un emballage industriel fabriqué en insérant une couche de papier cannelé entre deux feuilles de carton plat. Sa conception technique lui confère une résistance supérieure à la compression verticale et une excellente absorption des chocs, ce qui en fait la norme universelle pour le transport sécurisé de marchandises en vrac lourdes à travers les chaînes d'approvisionnement mondiales complexes.

La protection du produit exige le strict respect de la répartition mathématique de la charge, et non pas seulement l'utilisation de papier épais.
Vérification de la réalité du BCT (Box Compression Test)
Les conteneurs de transport standard sont souvent considérés comme de simples emballages jetables bon marché permettant d'acheminer des marchandises du point A au point B. Les responsables de marques supposent fréquemment que tant que le matériau du carton est physiquement épais, les marchandises à l'intérieur résisteront automatiquement aux manipulations brutales et à l'empilement important dans les entrepôts.
Je sais que vous examinez attentivement les dimensions de vos chargements pour tenter d'y insérer davantage d'unités, mais maximiser le volume compromet souvent l'intégrité structurelle. Même les acheteurs expérimentés négligent parfois les principes physiques de l'empilage des palettes, supposant qu'un léger débordement est sans conséquence. J'impose un protocole strict d'empilage sans débordement pour tous les conteneurs d'expédition, car la résistance d'un carton dépend jusqu'à 60 % de l'alignement vertical de ses quatre coins. Lorsque je sens la texture poudreuse de la poussière de découpe en inspectant les palettes inférieures écrasées, je sais que les coins dépassent de la palette standard GMA (Grocery Manufacturers Association) de 48 × 40 pouces (1219,2 × 1016 mm). En réduisant l'encombrement de 0,5 pouce (12,7 mm) exactement, je garantis le maintien du chargement, évitant ainsi des ruptures par compression catastrophiques et des milliers d'euros de retours pour marchandises endommagées.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Pousser les cartons principaux au-delà des bords de la palette | Respect des limites de surplomb nulles6 | Empêche l'écrasement des cartons du niveau inférieur |
| En ignorant l'alignement des coins verticaux | Empiler directement les coins lourds | Maintient une capacité de charge dynamique de 2 500 lb7 |
| Estimation des limites de résistance des conteneurs | Exécution de l'analyse BCT avant expédition8 | Élimine les réclamations coûteuses liées aux dommages survenus pendant le transport |
Je mesure le succès à l'aune de ce qui survit au transport, et non pas seulement à la qualité de l'impression. Une répartition optimale du chargement préserve vos marges bénéficiaires.
🛠️ Le bureau d'Harvey : Vos cartons d'expédition dépassent-ils de la palette et risquent-ils de s'effondrer pendant le transport ? 👉 Obtenez un audit de vos calculs de transport ↗ — Téléchargement sécurisé. Ma boîte de réception est ouverte si vous avez des questions.
Quels sont les avantages des boîtes en carton ondulé ?
La science des matériaux a évolué rapidement, transformant le simple carton en un matériau de protection hautement technique.
Les boîtes en carton ondulé offrent de nombreux avantages : un rapport résistance/poids exceptionnel, une excellente qualité d’impression graphique et une recyclabilité totale. Leur structure modulaire cannelée permet aux marques de concevoir des emballages légers et personnalisés qui réduisent considérablement les coûts de transport tout en assurant une protection optimale contre les chocs pour les marchandises fragiles pendant le transport.

Choisir des matériaux de meilleure qualité se traduit directement par des frais de livraison moins élevés et un impact visuel plus fort.
La « taxe sur le développement durable » et l’allègement
De nombreux acheteurs pensent que pour une durabilité maximale, il faut utiliser le carton le plus épais et le plus lourd disponible sur le marché. Ils optent par défaut pour des matériaux à forte cannelure (type C) pour les emballages destinés à la vente au détail, partant du principe que le volume important est le seul moyen fiable de prévenir les dommages pendant le transport et de convaincre les grandes enseignes soucieuses de l'environnement.
Un carton épais n'est pas forcément synonyme de meilleures performances ; il représente souvent un poids inutile. C'est un piège courant, même pour les équipes d'approvisionnement les plus expérimentées, qui encourent des frais de transport superflus pour l'expédition de fibres de papier excédentaires. Je préconise systématiquement un allègement intelligent en proposant à mes clients des micro-cannelures haute performance comme la cannelure E ou R,qui offrent des arcs densément compactés pour une rigidité exceptionnelle. Lorsque nous imprimons ces cartons optimisés en offset, on perçoit l'odeur caractéristique de l'encre fraîche qui se fixe parfaitement sur la surface lisse, sans l'effet « trame » tant redouté. Opter pour un carton plus fin et plus dense réduit le poids volumétrique par palette, diminuant ainsi les frais d'expédition jusqu'à 15 %sans compromettre la moindre durabilité.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation par défaut de planches en flûte en C lourdes | Passage à des profils de cannelure E denses11 | Réduit le poids des expéditions et les coûts de transport |
| Impression sur matériau épais et irrégulier | Utilisation de surfaces lisses à micro-cannelures12 | Offre des graphismes de qualité supérieure en haute résolution |
| Suremballage pour éviter les dommages | rigidité de l'ingénierie à arc élevé13 | Réduit le gaspillage global de la chaîne d'approvisionnement |
J'utilise des microcannelures spécialement conçues pour réduire considérablement vos frais d'expédition. Un carton plus léger et plus résistant représente un avantage opérationnel indéniable.
🛠️ Le bureau de Harvey : Payez-vous une taxe environnementale cachée en expédiant des emballages surdimensionnés et lourds ? 👉 Demandez votre analyse de profil de matériaux ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur.
Quelle est la différence entre une boîte et du carton ondulé ?
La connaissance de la théorie des sciences des matériaux ne suffit pas lorsque les machines d'emballage automatisées se mettent en marche.
La principale différence entre le carton ondulé et le carton standard réside dans sa structure alvéolaire. Une boîte en carton standard est constituée d'une seule feuille plate, tandis que le carton ondulé présente une couche ondulée et cintrée collée entre deux feuilles plates, ce qui lui confère une rigidité structurelle et une capacité de charge dynamique nettement supérieures.
La fabrication d'une boîte pliante en carton est simple, mais l'ajout d'une épaisseur cannelée change complètement la réalité physique de la conception.
Pourquoi les gabarits de découpe standard échouent-ils en usine ?
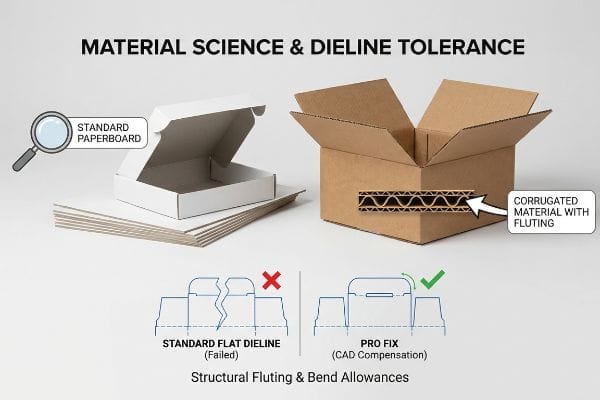
Les graphistes conçoivent souvent dans leurs logiciels vectoriels des languettes d'emboîtement et des fentes de pliage à la largeur exacte du panneau correspondant. Ils partent du principe qu'un dessin précis en 2D se traduira automatiquement par un présentoir 3D parfaitement assemblé, considérant le matériau épais comme du papier d'imprimante standard<sup>14.
Faire tenir un seul écran debout en laboratoire est facile, mais la réalité est tout autre lorsqu'il s'agit d'en expédier 500, emballés à plat, vers un centre de distribution très actif. Dans mon atelier, je vois régulièrement des emballeurs peiner à assembler les panneaux, forçant les languettes, car le concepteur a complètement ignoré l'épaisseur du panneau cannelé B. Lorsqu'un panneau de 2,79 mm d'épaisseurse plie à 90 degrés, il consomme mathématiquement du matériau,provoquant un frottement important et le bruit désagréable des feuilles supérieures qui se déchirent si les encoches ne sont pas élargies en conséquence. J'utilise un logiciel de CAO paramétrique pour appliquer automatiquement des tolérances de pliage, en ouvrant ces encoches avec une grande précision. Grâce à ce micro-ajustement, je réduis le temps d'assemblage d'environ 25 secondes par unité, éliminant ainsi les retouches manuelles coûteuses sur la ligne d'emballage.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Fentes de dessin à des largeurs d'onglet exactes | Application de la compensation de l'étrier CAO | Empêche les déchirures graphiques pendant l'assemblage |
| Négliger l'épaisseur du carton au niveau des plis | tolérances de flexion physiques d'ingénierie | Permet de gagner 25 secondes de main-d'œuvre d'emballage par unité |
| Test de structures avec du papier mince | Prototypage avec des cartes de qualité réelle | Prévient les défaillances des languettes de production en série |
Je corrige les défauts géométriques avant même que le produit n'atteigne la chaîne de production. Vos sous-traitants d'emballage ont besoin de tolérances parfaitement usinées, pas de jolis plans.
🛠️ Harvey's Desk : Votre concepteur a-t-il bien calculé l'épaisseur du panneau pour vos languettes de verrouillage ? 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai les calculs avant que vous n'investissiez dans une production en série.
Conclusion
Vous pouvez choisir un fournisseur en vous basant uniquement sur des plans théoriques, mais si vos sous-traitants plient brutalement un carton non compensé et déchirent les graphismes, vous risquez de subir des frottements importants qui ralentissent la chaîne de montage d'environ 30 % et anéantissent complètement la marge bénéficiaire du projet. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous fiez plus aux tolérances structurelles : laissez-moi analyser vos fichiers grâce à mon Audit de Moulage Gratuit ↗ afin de détecter les erreurs dimensionnelles avant qu'elles n'atteignent la production.
« Qu'est-ce qu'un présentoir PLV ? – Carton et carton ondulé sur mesure… », https://popdisplay.me/what-is-a-pop-display-stand/. [Les normes d'ingénierie de l'emballage précisent que la hauteur du rebord des présentoirs en carton ondulé est conçue pour maintenir la marchandise en place et éviter les déversements pendant le transport.] Rôle de la preuve : Vérification technique ; type de source : Manuel d'emballage. Sujet : Fonction du rebord avant du plateau. Remarque : Concerne les emballages prêts à la vente .
« Normes de merchandising visuel : Comment améliorer la présentation en point de vente… », https://www.gopazo.com/blog/visual-merchandising-standards . [Les directives sectorielles relatives aux présentoirs sur le lieu de vente fournissent des indicateurs de visibilité spécifiques pour optimiser la notoriété de la marque et l'attractivité auprès des consommateurs]. Rôle de la preuve : référentiel technique ; type de source : manuel de merchandising. Sujets abordés : exigences de visibilité. Remarque concernant le champ d'application : applicable aux présentoirs de comptoir en carton.
« Facteurs influençant le comportement d'achat impulsif des consommateurs – PMC – NIH », https://pmc.ncbi.nlm.nih.gov/articles/PMC8206473/. [Des études en psychologie du commerce de détail démontrent que la réduction des obstacles physiques à l'accès aux produits diminue les frictions pour le consommateur et augmente le taux d'achats non planifiés]. Rôle de la preuve : vérification causale ; type de source : étude du comportement du consommateur. Données à l'appui : indicateurs de conversion. Remarque : les résultats varient selon la catégorie de produits et le niveau de prix .
« Normes de présentation en magasin : Guide complet pour une présentation efficace en point de vente… », https://www.gopazo.com/blog/retail-display-standards . [Un guide de référence sur le merchandising visuel ou la conception d’emballages en point de vente confirmerait le pourcentage de visibilité produit recommandé pour garantir une reconnaissance immédiate de la marque]. Type de preuve : spécification technique ; source : manuel de normes sectorielles. Conforme aux normes de visibilité pour les présentoirs en point de vente. Remarque: peut varier selon la taille et la catégorie du produit.
« Comment choisir la hauteur de votre présentoir en magasin ? », https://popdisplay.me/how-to-choose-your-retail-display-height/ . [Les normes d’ingénierie de l’emballage ou les études ergonomiques en point de vente permettraient de déterminer la hauteur idéale du rebord pour faciliter la prise en main rapide du produit par le consommateur ] . Niveau de preuve : spécification technique ; type de source : guide de conception. Facteurs clés : accessibilité physique et rapidité d’achat. Remarque : applicable spécifiquement aux environnements de vente à emporter.
« [PDF] Effet du décalage des cartons palettisés sur la résistance à la compression des emballages unitaires… », https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1067&context=it_fac. [Les recherches en logistique et en chaîne d'approvisionnement démontrent que le débordement des palettes réduit considérablement la résistance à la compression effective de la couche inférieure de carton ondulé]. Rôle de la preuve : vérification factuelle ; type de source : article de recherche en logistique. Appuie : le rôle d'un débordement nul dans la prévention de l'écrasement des cartons. Note de portée : concerne spécifiquement les cartons maîtres palettisés .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . [Les spécifications techniques d'emballage ou les manuels d'ingénierie fournissent la relation mathématique entre l'alignement vertical des coins et les capacités de charge dynamique spécifiques]. Rôle de la preuve : vérification d'une donnée technique ; type de source : manuel d'ingénierie. Appuie : le gain de capacité lié à un empilage correct des coins. Remarque : la capacité réelle dépend de la qualité du matériau.
« Comprendre la procédure du test de compression de boîte (BCT) – Pacorr », https://www.pacorr.com/blog/understanding-the-bct-box-compression-test-procedure/. [Les normes industrielles de TAPPI ou ASTM détaillent l’utilisation du test de compression de boîte (BCT) pour prédire les points de rupture et réduire les pertes liées au transport]. Rôle de la preuve : validation de processus ; type de source : norme industrielle. Appuie : l’utilité du BCT pour éliminer les réclamations pour dommages. Note sur la portée : applicable aux emballages en carton ondulé .
« Guide du débutant pour les boîtes d'expédition en carton ondulé cannelure C », https://www.starboxes.com/blogs/a-beginners-guide-to-c-flute-corrugated-shipping-boxes?srsltid=AfmBOoo-C1o7tbO37twHQg5liahLxlL1CkVCCEzltxlnm0pInKFeonVx . [Les spécifications techniques des manuels d'ingénierie de l'emballage permettent de vérifier la rigidité structurelle et la densité des cannelures des cartons à cannelures E et R]. Preuve : spécification technique ; source : manuel d'ingénierie. Appui : performance des matériaux. Remarque : comparaison avec les cannelures B ou C standard.
« RÉDUIRE LES COÛTS LIÉS AU POIDS DIMENSIONNEL GRÂCE À UNE CONCEPTION INTELLIGENTE… », https://www.bcipkg.com/reducing-dimensional-weight-costs-with-smart-corrugated-packaging-design/ . [Des études de cas logistiques ou des analyses comparatives sectorielles sur l’allègement fourniront des données sur les réductions des coûts de transport associées à l’optimisation du poids volumétrique] . Rôle de la preuve : validation métrique ; type de source : étude de cas logistique. Justification : avantage économique. Remarque : les économies réelles dépendent du mode d’expédition et des tarifs des transporteurs régionaux.
« Explication des types de cannelures pour carton ondulé : A, B, C, E et F », https://www.onyxpackaging.com/blog/corrugated-box-flute-types.php . [Une comparaison technique des dimensions des cannelures démontre que les profils de cannelures E, plus fins, réduisent le poids total et les dimensions volumétriques, diminuant ainsi les coûts de transport]. Rôle de la preuve : vérification factuelle ; type de source : manuel d’ingénierie de l’emballage. Objectif : réduction des coûts grâce à l’allègement. Précision : spécifique aux indicateurs de transport de marchandises.
« Carton microcannelé vs. carton microcannelé : Choisir le bon carton pour votre emballage… », https://supremex.com/n-flute-vs-e-flute/. [Les spécifications techniques des surfaces microcannelées confirment que la hauteur réduite des cannelures minimise les irrégularités de surface, permettant une densité d’encre et une résolution supérieures]. Preuve : spécification technique ; source : norme de l’industrie de l’impression. Contribue à : l’amélioration de la qualité esthétique. Note : ce document porte sur la qualité d’impression .
« Pourquoi la boîte en carton ondulé est la solution d'emballage idéale », https://www.theboxery.com/blog/what-makes-a-corrugated-box-the-ideal-packaging-solution/?srsltid=AfmBOorenfwTsxssljp_NC1aFX0BydcWoD_YvAZxuoUK_1mwvdidXduE . [Des études sur l'ingénierie structurelle des emballages démontreront qu'une géométrie d'arc optimisée augmente la résistance à la compression, éliminant ainsi le besoin de matériaux de remplissage excessifs]. Rôle de la preuve : vérification technique ; type de source : revue scientifique sur les matériaux. Contribue à : la durabilité et la réduction des déchets. Note de portée : s'applique à l'intégrité structurelle.
« Cartons de 16 pt ou de 28 pt pour un emballage pliable efficace », https://meyers.com/meyers-blog/how-to-choose-the-right-thickness-for-your-carton-packaging/ . [Les guides d’ingénierie d’emballage de référence expliquent que l’épaisseur du matériau induit un décalage au pliage et nécessite des tolérances de pliage spécifiques pour garantir un ajustement correct lors de l’assemblage 3D]. Rôle de la preuve : validation technique ; type de source : norme industrielle. Appuie : l’affirmation selon laquelle les matériaux épais ne peuvent pas être considérés comme des plans d’épaisseur nulle dans les gabarits de découpe. Note de portée : s’applique spécifiquement aux matériaux en carton ondulé et en carton épais.
« [PDF] Spécifications du carton ondulé – Archives nationales », https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. [Les normes industrielles relatives au carton ondulé spécifient l’épaisseur typique des cannelures de type B]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Supports : épaisseur des cannelures de type B. Remarque : des variations peuvent exister entre les différentes qualités de papier .
« Calculateur gratuit de tolérance de pliage pour tôles | FIRGELLI Engineering », https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOormc239RDMaDrCZpHUZIVcuSn9Gi6agB1_DmXvqC63EAGS2YlPC. [Les principes de la science des matériaux et du pliage géométrique expliquent que la surface extérieure d'un pli parcourt une distance plus importante que la surface intérieure, ce qui nécessite un surplus de matière]. Preuve : principe scientifique ; source : manuel d'ingénierie. Justification : nécessité de la tolérance de pliage. Remarque : l'effet est négligeable pour les papiers fins, mais critique pour les cartons épais .



