Pour obtenir un emplacement privilégié en rayon, il est indispensable de maîtriser le jargon spécifique du commerce de détail. Lors du lancement de produits dans les grandes surfaces, la compréhension de ces formats de présentation compacts est absolument essentielle.
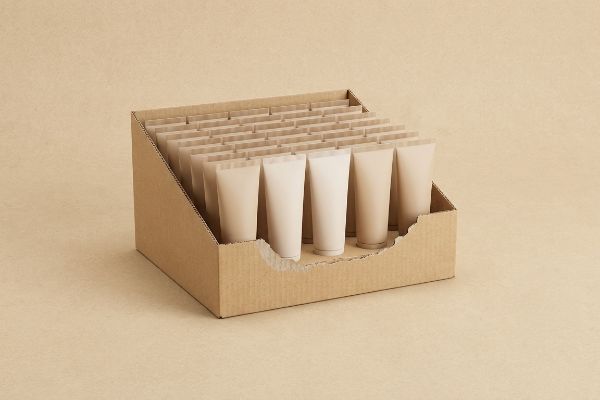
Un PDQ (Product Displayed Quickly) est un plateau en carton ondulé prêt à l'emploi, conçu pour une mise en rayon rapide. Ces structures compactes et pré-emballées permettent aux vendeurs de transférer instantanément les articles des cartons d'expédition aux rayons, réduisant ainsi considérablement la main-d'œuvre tout en maximisant les ventes impulsives en caisse.

Connaître la définition de base n'est qu'un point de départ ; pour une mise en œuvre optimale de ces présentoirs à déploiement rapide, il est indispensable d'aller au-delà de l'acronyme. Analysons précisément leur fonctionnement tout au long de votre chaîne d'approvisionnement.
Que signifie PDQ dans le secteur du transport maritime ?
Avant de pouvoir être vendue, une vitrine doit résister au transport.
Ce terme, signifiant « produit affiché rapidement » lors de l'expédition, désigne les cartons d'emballage conçus pour un déballage sans frottement. Il garantit que les plateaux de vente emboîtés se retirent immédiatement de leurs cartons de transport secondaires sans s'accrocher, assurant ainsi la rapidité de la chaîne d'approvisionnement et protégeant la structure ondulée primaire contre les déchirures lors d'un réapprovisionnement rapide.
Cette théorie du déballage sans accroc est séduisante en salle de réunion, mais la réalité physique sur le quai de chargement est tout autre.
Le piège à friction Master Carton
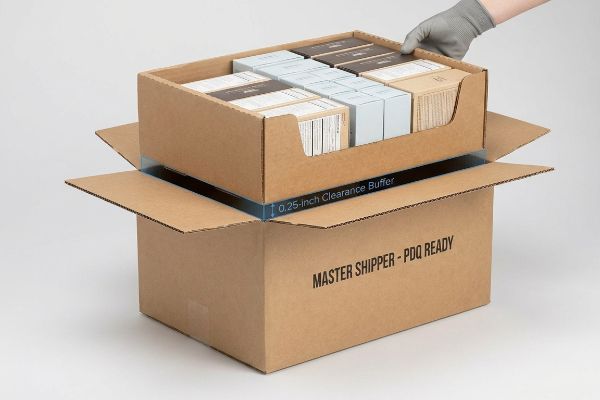
Les équipes d'approvisionnement conçoivent fréquemment des cartons d'expédition standard adaptés aux dimensions extérieures exactes de leurs plateaux pré-remplis destinés à la vente au détail. On part du principe qu'un ajustement parfait assure une protection maximale pendant le transporten empêchant tout mouvement interne. Cette approche est pertinente sur un fichier CAO (Conception Assistée par Ordinateur) numérique où les lignes sont infiniment fines et parfaitement lisses.
Cependant, cet ajustement précis ne tient absolument pas compte du frottement important de la surface du carton ondulé brut. Même les acheteurs expérimentés tombent dans ce piège. Je vois régulièrement des vendeurs peiner à extraire un plateau de 609,6 mm (24 pouces) bien emboîté de son emballage d'expédition de même dimension, car les parois du carton s'emboîtent physiquement. Cette forte résistance oblige le vendeur à tirer violemment sur les panneaux avant du présentoir, ce qui provoque un craquement bruyant du carton brut et endommage la languette de retenue imprimée avant même que le produit n'atteigne le rayon. Pour remédier à ce problème, j'ai calculé un jeu minimal de 6,35 mm (0,25 pouce)² à l'intérieur du carton d'expédition afin de libérer le plateau du frottement. Ce simple décalage géométrique élimine ce tiraillement frustrant, permettant aux sous-traitants de gagner environ 30 % de temps de manutention³et de réduire considérablement les retours clients pour marchandises endommagées.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception d'emboîtements 1:1 | Ajout d'un dégagement de 0,25 pouce4 | Débloque le verrouillage par friction |
| En ignorant la texture brute du panneau | Tolérance de décalage géométrique5 | Déballage sans déchirure |
| Extraction forcée du plateau serré | Déverrouillage automatique en douceur | Gain de temps de manutention |
Les dimensions théoriques exactes ne doivent jamais dicter votre logistique. Grâce à des marges de sécurité strictes, ces présentoirs arrivent parfaitement intacts et prêts à être déployés rapidement en allée.
🛠️ Le bureau de Harvey : Vos vendeurs abîment-ils vos présentoirs en les déballant ? 👉 Envoyez-moi les spécifications de votre carton principal ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Qu'est-ce que le PDQ dans le domaine de l'emballage ?
Au-delà de la logistique, c'est l'architecture physique même du plateau qui détermine son succès.
Un présentoir de point de vente (PDQ) désigne un support en carton ondulé spécialement conçu pour la vente en rayon, permettant de maintenir fermement les produits et servant également de présentoir autonome. Ces plateaux structurés éliminent le besoin d'empiler les articles individuellement, alliant une conception robuste à des visuels percutants pour capter immédiatement l'attention du consommateur.

Une structure solide doit allier des marchandises lourdes à une esthétique haut de gamme.
Concilier finitions haut de gamme et intégrité structurelle
Les graphistes considèrent souvent les effets tactiles des emballages, comme le gaufrage et le débossage, comme des choix esthétiques interchangeables pour donner un aspect haut de gamme à un plateau. L'approche standard consiste à appliquer systématiquement un gaufrage prononcé sur le rebord avant(6) afin de faire ressortir le logo de la marque en rayon.
Le problème, c'est que le gaufrage extérieur étire fortement le revêtement papier supérieur<sup>7</sup>, amincissant les fibres précisément là où le plateau doit être le plus résistant pour supporter le poids des produits lourds. J'ai vu d'innombrables plateaux robustes se déformer sous la pression de 22,68 kg de marchandises, car les fibres étirées ont subi des microfissures lors du pliage automatisé. On sent d'ailleurs la faiblesse et la souplesse du carton lorsqu'on le manipule. Lorsqu'une texture luxueuse est requise sur des panneaux fortement chargés, j'impose d'inverser l'outillage pour un gaufrage intérieur. En enfonçant la matrice métallique, je densifie physiquement les cannelures internes en un bloc solide, préservant ainsi l'intégrité structurelle rigoureuse du test de résistance à l'écrasement des bords (ECT 32)<sup>8</sup>. Cela empêche les parois du plateau de s'affaisser sous la pression, garantissant ainsi une impression de qualité supérieure sans compromettre la capacité de charge.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Embossage des lèvres porteuses | Protocole de débossage intérieur | Prévient la rupture des fibres9 |
| Étirer les doublures extérieures en papier | densification des cannelures internes | Maintient la cote ECT10 |
| Prioriser la surcharge visuelle | Équilibrer la force tactile | Empêche l'éclatement de la lèvre avant |
Les choix esthétiques ne doivent jamais compromettre les limites de charge. Le renforcement des cannelures internes garantit la résistance du produit aux environnements commerciaux difficiles tout en offrant une expérience tactile haut de gamme.
🛠️ Bureau de Harvey : Avez-vous remarqué que le bord avant de vos plateaux se déforme sous le poids de vos produits ? 👉 Laissez-moi vérifier votre gabarit ↗ — Téléchargez en toute sécurité. Ma boîte de réception est ouverte si vous avez des questions.
Que signifie PDQ dans le domaine des ventes ?
L'architecture commerciale n'a aucune importance si le consommateur passe devant sans s'y arrêter.
Ce concept, qui signifie « produit présenté rapidement », vise à stimuler les achats impulsifs au moment de la décision. En disposant les produits de manière claire et visible directement dans le champ de vision naturel du client, ces présentoirs stratégiques réduisent considérablement les obstacles cognitifs et accélèrent le processus de conversion.

Obtenir cet emplacement à fort trafic est une victoire considérable, mais maximiser son potentiel de vente nécessite une stratégie spatiale précise.
La stratégie d'engagement spatial 3-3-3
Les équipes marketing junior conçoivent souvent l'agencement des points de vente uniquement pour une visualisation rapprochée sur des écrans d'ordinateur rétroéclairés. Elles partent du principe que si les visuels paraissent exceptionnels et très détaillés à l'écran, le présentoir physique attirera naturellement les clients et générera des ventes importantes en rayon.
Cette approche ignore la réalité physique du parcours d'un consommateur pressé dans un magasin bondé. Imaginez essayer de lire un manuel en courant : si le message principal n'est pas immédiatement clair de loin, il devient un bruit de fond inaudible. Je constate régulièrement, en parcourant les rayons, que de magnifiques présentoirs imprimés sont complètement ignorés, faute d'un impact visuel fort, se fondant ainsi dans le décor. Pour garantir une forte interaction, je conçois chaque présentoir selon le modèle spatial 3-3-3 : des formes découpées percutantes pour capter l'attention à 9 mètres, une ergonomie optimisée pour une zone de frappe optimale à 127 cm (3 pieds11, et un rebord avant net exposant 85 % du produit pour une interaction tactile finale à 76,2 mm (3 pouces12 pouces). En structurant mathématiquement le présentoir pour susciter l'intérêt à ces seuils précis, j'aide les marques à obtenir une augmentation mesurable des achats impulsifs et à maximiser le retour sur investissement de leur marketing en point de vente.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conçu uniquement pour le gros plan | La règle spatiale 3-3-313 | Capte l'attention au loin |
| Cacher des objets derrière de hautes lèvres | Seuil de visibilité de 85 %14 | Accélère les conversions |
| Se fondant dans les rayons des magasins | Perturbation agressive par découpe à l'emporte-pièce | Favorise les achats impulsifs |
La conception de supports visuels innovants ne se limite pas à l'impression de jolis emballages. En ciblant des distances d'exposition spécifiques, les plateaux en carton ondulé se transforment en vendeurs silencieux actifs et performants.
🛠️ Harvey's Desk : Votre présentoir actuel se perd-il dans le brouhaha visuel des rayons ? 👉 Demandez un audit d'agencement ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur ajoutée.
Que signifie l'acronyme PDQ ?
Laissons de côté le jargon marketing et penchons-nous sur les véritables calculs de production.
Signifiant « Produit à présentation rapide », cet acronyme définit les exigences structurelles pour un assemblage instantané et sans outil en point de vente. Il représente une norme d'ingénierie rigoureuse où des languettes ondulées emboîtables et des joints pré-encollés remplacent les instructions complexes, permettant ainsi au personnel de vente de déployer les campagnes promotionnelles rapidement et sans faute.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que la production de masse commence.
Pourquoi les modèles standard échouent-ils en production ?
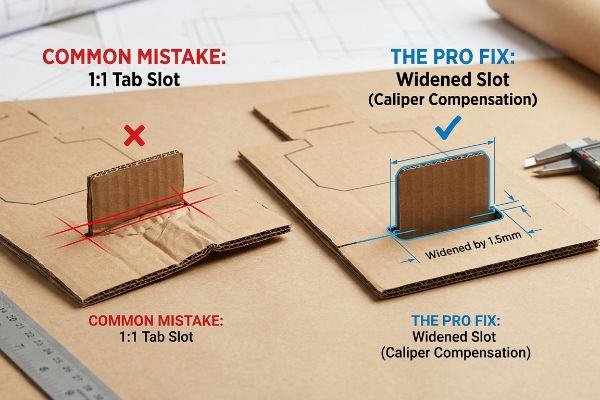
Les graphistes conçoivent souvent dans leurs logiciels des languettes imbriquées et des fentes de pliage à la même largeur que le panneau correspondant15.Ils supposent qu'une languette de 2 pouces (50,8 mm) se glisse naturellement et parfaitement dans une fente de 2 pouces (50,8 mm), traitant l'emballage structurel épais comme s'il s'agissait de papier d'imprimante commercial plat.
Dans mon atelier, je constate régulièrement que ces gabarits standard à l'échelle 1:1 présentent des défaillances catastrophiques lors des tests d'assemblage initiaux de pré-production. Lorsqu'un panneau cannelé B de 2,79 mm d'épaisseurà 90 degrés, il consomme physiquement du matériau et son rayon extérieur s'allonge. Si la fente de réception n'est pas élargie pour compenser cette tolérance de pliage, le présentoir se déformera fortement ou ne se verrouillera pas du tout. J'ai déjà vu une équipe de test aux prises avec une fente mal calculée, forçant tellement sur la languette que le craquement soudain et sonore des cannelures écrasées a résonné sur toute la chaîne d'emballage. Pour remédier à ce problème, j'utilise un logiciel de conception paramétrique qui applique automatiquement un algorithme de compensation d'épaisseur précis à chaque pli et fente. En élargissant les fentes avec une tolérance exacte de 1,5 mmune réduction du temps d'assemblage de 45 secondes par unité, ce qui permet à mes clients d'économiser des milliers d'euros en frais de main-d'œuvre imprévus et d'éviter que des présentoirs endommagés n'arrivent en magasin.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dessin des fentes à onglets 1:1 | Calcul de compensation d'étrier18 | emboîtement sans frottement |
| En négligeant l'épaisseur du matériau | tolérances de flexion dynamiques19 | Empêche la déformation des panneaux |
| Imposer des liens étroits | fentes mathématiquement élargies20 | Réduction drastique des effectifs d'assemblage |
Les calculs structurels ne laissent aucune place à l'approximation. La compensation mathématique de l'épaisseur du papier garantit un verrouillage parfait de chaque languette sans écraser le carton ondulé.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais si une découpe non compensée provoque l'écrasement de vos languettes et le gauchissement de votre base en carton ondulé, vous subirez des frottements importants qui ralentiront votre chaîne de conditionnement d'environ 30 %. Voici la fiche technique exacte utilisée par mes 10 principaux clients du secteur de la vente au détail pour garantir zéro rejet d'impression. Ne laissez plus les tolérances structurelles au hasard : laissez-moi analyser vos fichiers grâce à mon audit de découpe gratuit ↗ afin de détecter les erreurs dimensionnelles critiques avant de lancer la production en série.
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopK0iU2IvM6FhWgoOKJ5SbnjCaqIa50mW3TbZXob5phDqlbF80q . Explication technique des normes industrielles relatives aux tolérances d'emballage et à la corrélation entre les mouvements internes et les dommages causés aux produits. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie logistique. Sujet : justification de la conception de cartons d'expédition ajustés. Note sur le champ d'application : axé sur les emballages en carton ondulé.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Vérification technique de l’écart recommandé pour éviter le blocage par friction entre les plateaux en carton ondulé et les emballages d’expédition. Type de preuve : spécification technique ; source : manuel d’ingénierie de l’emballage. Supporte : les décalages géométriques standard de l’industrie pour un déballage sans friction. Remarque : l’application peut varier selon la qualité du carton .
« Comment les sous-traitants de conditionnement peuvent contribuer à répondre aux variations saisonnières de la production », https://chemritecopac.com/co-packers-helping-with-seasonal-demand/ . Validation du gain de productivité quantitatif lié à la réduction des frictions lors du déballage des présentoirs en magasin. Type de preuve : validation d’indicateurs ; type de source : étude de cas sectorielle ou rapport logistique. Éléments à l’appui : estimation de l’augmentation de l’efficacité du temps de manutention. Remarque concernant la portée : varie selon la taille et le poids du produit.
« Étapes essentielles pour prévenir les dommages aux emballages », https://rebul.com.au/steps-to-prevent-packaging-damage/ . Les normes industrielles en matière d'ingénierie de l'emballage spécifient l'espace nécessaire pour éviter la formation de vide ou de blocages par friction entre les conteneurs en carton ondulé emboîtés. Preuve : spécification technique ; source : manuel d'ingénierie de l'emballage. Justifie : la mesure précise requise pour faciliter l'extraction. Remarque : peut varier selon la qualité du carton et l'humidité.
« Emballages en carton ondulé de conception innovante pour une durabilité accrue… », https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. Les recommandations de conception structurelle pour les emballages découpés expliquent comment les décalages géométriques compensent l'épaisseur et la texture du matériau afin d'éviter les déchirures lors du déballage. Rôle de la preuve : principe de conception ; type de source : guide de conception structurelle pour les emballages. Appui : l'utilisation de décalages pour un déballage sans déchirure. Note sur la portée : s'applique principalement aux présentoirs de vente au détail à grand volume .
« Influence des ultrasons sur les résultats de gaufrage du carton », https://bioresources.cnr.ncsu.edu/resources/influence-of-ultrasound-on-embossing-results-for-cardboard/ . Explication technique de l'influence du gaufrage externe sur l'intégrité structurelle et la durabilité des bords en carton ondulé. Rôle de la preuve : vérification technique ; type de source : guide de structure d'emballage. Appuie : l'affirmation selon laquelle ces effets influent sur la résistance du matériau. Note relative au champ d'application : s'applique aux emballages prêts à la vente.
« Résistance à la compression des emballages en carton ondulé avec… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/ . Explication technique de l’impact des procédés de gaufrage sur les propriétés mécaniques et la densité des fibres des doublures en papier. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie de l’emballage. Confirme : l’affirmation selon laquelle le gaufrage extérieur fragilise le matériau. Note relative au champ d’application : s’applique aux matériaux en carton ondulé.
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Normes industrielles relatives aux valeurs de résistance à l’écrasement des bords (ECT) et aux effets physiques de l’outillage sur la résistance du carton. Type de preuve : spécification technique ; type de source : norme industrielle (p. ex., TAPPI). Appui : l’efficacité du gaufrage pour le maintien des capacités de charge spécifiées. Note relative à la portée : Spécifique aux valeurs de résistance des matériaux en carton ondulé .
« Gaufrage vs Débossage : Comprendre la différence et choisir la bonne technique… », https://www.wecustomboxes.com/blog/embossing-vs-debossing/ . Explication technique du débossage interne qui préserve l’intégrité structurelle des fibres de cellulose, contrairement au gaufrage, dans les zones de carton soumises à des contraintes. Preuve : validation technique ; source : manuel d’ingénierie de l’emballage. Argument : les protocoles de débossage préviennent la défaillance des matériaux. Précision : Spécifique aux rebords des plateaux en carton ondulé.
« Estimation de la résistance à l’écrasement des bords du carton ondulé à l’aide de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. Données normalisées définissant l’essai d’écrasement des bords (ECT) et l’influence de la densité des cannelures internes sur la résistance à la compression verticale du carton ondulé. Rôle de la preuve : vérification de la norme industrielle ; type de source : guide technique sur l’emballage en carton ondulé. Confirme : l’affirmation selon laquelle la densification des cannelures préserve la valeur ECT. Note relative au champ d’application : s’applique aux essais normalisés sur le carton ondulé .
« [PDF] Directives pour les magasins d'alimentation au détail – Ergonomie pour… – OSHA », https://www.osha.gov/sites/default/files/publications/OSHA3192.pdf . Validation de l'ergonomie en magasin et des « zones d'interaction » à hauteur des yeux pour favoriser l'engagement du consommateur, en fonction de la taille et de la distance de vision moyennes. Rôle de la preuve : vérification technique ; type de source : manuel de conception de points de vente ou étude ergonomique. Appui : indicateurs d'engagement spatial. Note relative au champ d'application : s'applique aux consommateurs adultes dans les environnements de vente au détail standards.
« Point de vente : comment les détaillants peuvent influencer les consommateurs… », https://blog.intouch.com/posts/points-of-purchase-displays . Vérification de la relation entre les taux de visibilité des produits sur les présentoirs de points de vente et les taux de conversion tactile. Type de preuve : indicateur de performance ; source : livre blanc sur le merchandising ou étude sur le comportement des consommateurs. Éléments pris en compte : seuils de conversion tactile. Remarque : l'effet peut varier selon la taille et la catégorie du produit.
« Améliorer l’engagement client grâce aux emballages interactifs », https://www.mytotalretail.com/article/enhancing-customer-engagement-through-interactive-packaging/ . Une source faisant autorité en matière de cadres de conception pour le commerce de détail définirait la règle spatiale 3-3-3 et son application pour capter l’attention du consommateur. Rôle de la preuve : définition du cadre ; type de source : guide sectoriel. Appuie : l’utilisation de mesures de distance hiérarchisées pour l’engagement spatial. Note de portée : spécifique aux environnements de vente au détail physiques.
« Comment mesurer le succès de la présentation en magasin – Frank Mayer », https://www.frankmayer.com/blog/how-to-measure-retail-display-success/. Un manuel technique sur le merchandising visuel ou l’ergonomie permettrait de vérifier le seuil de visibilité de 85 % pour l’accessibilité des produits dans les présentoirs de vente au détail. Preuve : spécification technique ; type de source : norme de merchandising. Appuie : l’affirmation selon laquelle certains seuils de visibilité accélèrent les conversions. Remarque sur le champ d’application : applicable aux présentoirs de comptoir et aux présentoirs prêts à la vente en rayon .
« Tolérances RSC pour les machines de montage et d'emballage de caisses – AICC Now », https://now.aiccbox.org/rsc-tolerances-for-case-erectors-and-packers/. Les normes d'ingénierie d'emballage expliquent que l'épaisseur du matériau (calibre) exige que les languettes et les encoches aient des dimensions différentes pour un ajustement correct. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Démontre : pourquoi la conception de languettes et d'encoches de largeurs identiques est vouée à l'échec. Note de portée : spécifique aux matériaux d'emballage structurels .
« Carton ondulé et qualités de matériaux – Packaging Strategies », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Rôle de la preuve : Spécification technique ; type de source : Norme industrielle relative aux matériaux. Éléments pris en compte : Épaisseur du carton ondulé de cannelure B. Remarque : L’épaisseur réelle peut varier légèrement selon le fabricant .
« Détermination analytique de la rigidité en flexion d'un panneau à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Rôle de la preuve : Norme d'ingénierie ; type de source : Manuel de conception d'emballages. Justifie : La nécessité d'appliquer des tolérances aux rainures pour compenser l'épaisseur du matériau. Remarque concernant la portée : Les mesures de tolérance spécifiques dépendent de la qualité du carton et du type de cannelure .
« [PDF] Étrier de frein Cal Poly BSAE », https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?filename=1&article=1899&context=mesp&type=additional. Documentation technique relative aux mesures de précision et aux ajustements de tolérance pour les pièces mécaniques emboîtables. Rôle de la preuve : Validation technique ; type de source : Manuel d’ingénierie. Permet : L’utilisation de la compensation de mesure pour garantir un assemblage sans frottement. Remarque sur la portée : Spécifique au prototypage et à la fabrication physiques .
« Calculateur gratuit de tolérance de pliage pour tôles | FIRGELLI Engineering », https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOor0D-8r6lKRA-L2NRpa1mv6aB7f8Sbs7J_mwkx9hRUcj7yCWcCh . Normes de science des matériaux relatives au calcul du facteur K et de la tolérance de pliage afin de prévenir la déformation du matériau lors du pliage. Rôle de la preuve : Spécification technique ; type de source : Manuel de science des matériaux. Appuie : L’affirmation selon laquelle les tolérances dynamiques empêchent le cintrage des panneaux. Remarque sur la portée : L’application varie selon l’épaisseur du matériau.
« Allocation statistique des tolérances pour les assemblages à rainure et languette utilisant… », https://asmedigitalcollection.asme.org/computingengineering/article/10/1/011005/475223/Statistical-Tolerance-Allocation-for-Tab-Slot. Études d'ingénierie industrielle sur la corrélation entre les tolérances des pièces (jeux d'ajustement) et le temps d'assemblage total. Type de preuve : Preuve empirique ; type de source : Revue d'ingénierie industrielle. Conclusion : L'élargissement des rainures réduit le temps de main-d'œuvre d'assemblage. Précision : Applicable aux contextes de production en grande série .



