
Vous avez conçu une superbe présentation en magasin sur votre écran, mais à la réception des produits, les couleurs sont ternes et délavées. La cause est généralement un problème de chimie de prépresse.
CMJN signifie Cyan, Magenta, Jaune et Noir. Il s'agit du modèle de synthèse colorimétrique soustractive standard utilisé dans l'impression commerciale mondiale. Contrairement aux écrans numériques qui émettent de la lumière, les presses d'imprimerie physiques combinent ces quatre pigments d'encre transparents sur des supports physiques pour absorber la lumière et produire des milliers de nuances de couleurs distinctes.

Comprendre la chimie de cette encre n'est que la première étape ; survivre à la transition brutale d'un fichier de conception numérique à un présentoir exige une rigueur de fabrication sans faille.
Pourquoi le K dans CMJN signifie-t-il noir ?
La lettre « B » était déjà prise par « Bleu » dans l’espace numérique RGB (Rouge, Vert, Bleu), mais la réalité physique de la plaque « Key » va beaucoup plus loin dans la fabrication.
Le « K » de CMJN signifie « clé », car il sert de plaque d'alignement principale lors de l'impression. L'encre noire assure le contraste, la profondeur et les contours essentiels de l'image, tandis que les plaques cyan, magenta et jaune sont méticuleusement alignées sur cette couche noire de référence.
Cette simple couche d'encre noire détermine la profondeur visuelle, mais traiter le noir numérique comme le noir de fabrication physique engendre des erreurs catastrophiques en prépresse, ignorant complètement la logistique de l'expédition en kit où un carton mal découpé peut ruiner une campagne.
Le piège de l'outillage noir mécanique
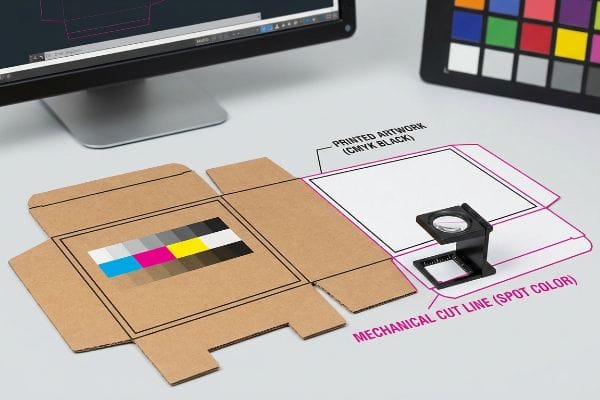
Lors de l'audit des gabarits clients, je constate fréquemment la présence de traits vectoriels plats, réalisés en noir CMJN standard, indiquant les zones de découpe et de pliage. Les graphistes, souvent sédentaires, supposent que nos tables de découpe CAO (Conception Assistée par Ordinateur) automatisées reconnaîtront instinctivement ce trait foncé comme une instruction mécanique. Ils ignorent que les machines de fraisage industrielles et les graveuses laser pour matrices ne fonctionnent pas avec des pigments visuels quadrichromiques standard¹ ;elles nécessitent des couleurs d'accompagnement spécifiques, définies mathématiquement², pour déclencher la gravure sur acier.
Il ne s'agit pas que de théorie : je le constate en production lorsqu'un client soumet un fichier PDF de jupe de palette de 1219,2 × 1016 mm (48 × 40 pouces) avec des lignes de pliage noires en CMJN. Lorsque nous importons ce PDF brut dans le logiciel RIP (traitement d'images raster) sans intervention, la machine fusionne simplement ces lignes noires avec le calque du visuel. Résultat ? Un carton plat parfaitement imprimé avec des contours noirs visibles sur la face ondulée, mais aucune découpe ni pliure physique due aux lames CNC (commande numérique par ordinateur). Pour résoudre ce problème, je sépare complètement les calques lors du contrôle prépresse, en convertissant de force leurs traits noirs numériques en tons directs mécaniquesEn imposant cette séparation stricte des couleurs d'outillage, j'évite toute erreur d'impression sur le lot, ce qui permet à mes clients d'économiser des milliers d'euros en papier test gaspillé et garantit un assemblage sans accroc en 45 secondes sur la ligne de conditionnement.
| Fonctionnalité de prépresse | Hypothèse de conception numérique | La réalité des machines d'usine |
|---|---|---|
| Désignation de la ligne de coupe | Trait noir CMJN standard | Couleur d'accompagnement 100 % (magenta)4 |
| Interprétation automatique | Schéma visuel sur le tableau | Déclencheur physique de profondeur de lame5 |
| Conséquences sur la production | Œuvre gâchée par des traits imprimés6 | Découpes nettes, graphismes impeccables |
Je ne me fie jamais aux lignes noires numériques brutes des fichiers de structure. J'intercepte et redessine personnellement chaque trait, garantissant ainsi que vos présentoirs de sol robustes se plient correctement et ne se contentent pas d'être esthétiques sur un écran d'ordinateur.
🛠️ Le bureau d'Harvey : Vos gabarits de découpe actuels risquent-ils d'être mal interprétés par les tables de découpe automatisées de votre usine, ce qui pourrait compromettre l'intégralité de votre tirage ? 👉 Obtenez un audit gratuit de vos gabarits de découpe ↗ — J'examine personnellement chaque fichier de gabarit sous 24 h.
Dois-je utiliser RGB ou CMYK ?
Concevoir des emballages de vente au détail dans un espace colorimétrique lumineux est le moyen le plus rapide de provoquer un échec massif de la conformité de la marque en magasin.
L'utilisation du CMJN au lieu du RVB est obligatoire pour l'impression d'emballages. Le RVB est exclusivement réservé aux écrans numériques. Si vous envoyez des fichiers RVB à un imprimeur professionnel, le logiciel de prépresse effectuera une conversion, ce qui atténuera les couleurs vives de votre marque et donnera un emballage cartonné sombre et terne.

Convertir l'écran de votre ordinateur portable au bon espace colorimétrique est facile, mais se fier à la représentation de la réalité physique du commerce de détail par l'écran de cet ordinateur portable est une erreur capitale, surtout lorsque ces écrans doivent résister à des campagnes de 12 semaines sous l'éclairage fluorescent agressif des magasins.
La fonction de correction automatique du camouflage du smartphone a échoué
Dans mon entreprise, je vois régulièrement des équipes d'approvisionnement frustrées comparer un échantillon imprimé à l'écran de leur smartphone et se plaindre que le carton ondulé a un rendu complètement inesthétique. Elles conçoivent en RGB car ce format leur offre des teintes vives et lumineuses, et elles supposent qu'un simple clic sur le bouton de conversion CMJN de leur logiciel suffit à préserver cette même intensité. Elles ignorent la dure réalité de la synthèse soustractive des couleurs : l'encre appliquée sur un carton kraft poreux 32ECT (Edge Crush Test)la lumière et diffuse sa réflexion, ce qui assombrit inévitablement le rendu final.
Il ne s'agit pas que de théorie : je le constate en production dès la sortie de la première feuille lithographiée de notre presse Heidelberg 6 couleurs. Le bleu numérique éclatant du client vire instantanément au bleu marine terne, car la conversion RVB vers CMJN n'a pas tenu compte du support physique. Mes vingt ans d'expérience m'ont appris à me méfier des écrans rétroéclairés. J'applique donc un protocole rigoureux de numérisation d'échantillons physiques, à l'aide d'un spectrophotomètre sous un éclairage D50 standardisé , afin de mesurer la réflectance exacte de l'encre sur le matériau ondulé. Grâce à cette mise à niveau physico-chimique et à l'ajustement mathématique des densités d'encre avant la production en série, je garantis la conformité des couleurs de vos présentoirs aux exigences de vente au détail, évitant ainsi les retours clients redoutés pour des problèmes de correspondance des couleurs, tout en maintenant les économies substantielles de 70 % sur le transport grâce à un déploiement de panneaux ondulés livrés à plat .
| Environnement de couleur | Espace numérique RGB | Substrat physique CMJN |
|---|---|---|
| Comportement lumineux | Émet un rétroéclairage direct10 | Absorbe et réfléchit la lumière |
| Gamme | Des millions de teintes éclatantes | Limité par l'opacité de l'encre11 |
| Impact du substrat | Aucune interférence | Les fibres foncent le pigment final12 |
Je refuse qu'une conversion numérique automatisée compromette le lancement d'une campagne de marketing à six chiffres. Je m'appuie sur des principes optiques rigoureux et des analyses spectrophotométriques, et non sur un écran d'ordinateur lumineux, pour garantir la pérennité de votre image de marque pendant le transport.
🛠️ Le bureau de Harvey : Votre fichier de conception numérique actuel présente-t-il des risques importants de décalage de couleur, risquant de donner un aspect terne sous l’éclairage fluorescent agressif des commerces ? 👉 Demandez une analyse de tolérance chromatique physique ↗ — Confidentialité garantie à 100 %. Vos maquettes non diffusées sont en sécurité chez moi.
Comment convertir ma photo au format CMJN ?
Un simple clic sur un bouton logiciel ne suffit que rarement. La photographie haute résolution exige un prépresse poussé avant même d'être imprimée sur le carton brut.
La conversion d'une photo en CMJN nécessite l'utilisation d'un logiciel professionnel comme Adobe Photoshop pour modifier le mode d'image de RVB à CMJN. Cependant, pour l'impression sur carton ondulé, il est également indispensable d'appliquer des profils ICC spécifiques afin de gérer la densité d'encre et d'éviter les bavures et les accumulations dans les zones sombres.
Le passage d'un fichier image par des courbes de conversion standard fonctionne bien pour le papier glacé des magazines, mais le testliner ondulé est une toute autre affaire, et une mauvaise prépresse photo ruinera complètement votre logistique d'emballage à plat.
La réalité de la réduction des gains de points
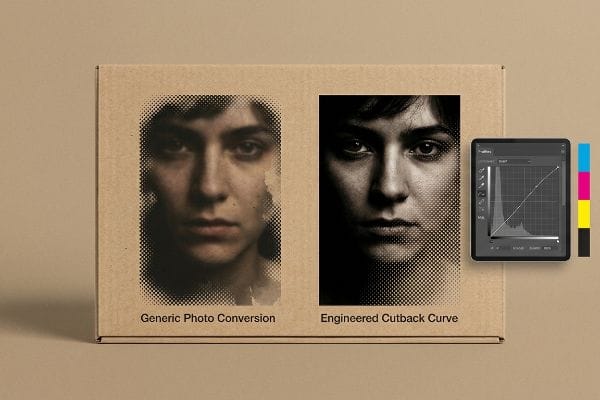
Même les graphistes les plus expérimentés négligent souvent les contraintes techniques liées à l'impression de photos lifestyle haute résolution sur du papier épais destiné à la vente au détail. Ils appliquent aveuglément un profil de conversion générique à leurs photos, s'attendant à des ombres nettes et précises, dignes d'un musée. Ils omettent de prendre en compte le gain de point – un phénomène physiqueoù les points de trame CMJN humides, au contact des fibres de papier poreuses et non scellées, se répandent agressivement, à la manière de gouttes d'eau sur une serviette en papier, transformant instantanément les ombres subtiles du visage en un amas flou et illisible.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience le mois dernier en demandant à Mark, mon ingénieur packaging principal, de tester un nouveau présentoir de tête de gondole pour cosmétiques sur notre presse pilote. Nous avons utilisé une conversion photo CMJN standard fournie par une agence de publicité de taille moyenne. Dès que la feuille de 250 g/m² est sortie des rouleaux, une forte odeur d'encre humide a envahi l'air, et j'ai vu le visage du mannequin, d'un contraste saisissant, se transformer en une silhouette sombre et floue, les points cyan et magenta se mélangeant violemment. Pour sauver la mise, nous avons immédiatement arrêté la machine, repris le logiciel RIP et élaboré mathématiquement une courbe de réduction du gain de point de 15 %, spécifiquement adaptée à notre carton cannelure B. Nous avons supprimé l'excès d'encre des tons moyens et regravé les plaques. Je perds du temps et de l'argent dans mon laboratoire de test pour que vous ne perdiez pas de profits en magasin. En concevant cette courbe de réduction personnalisée, nous avons réduit la consommation globale d'encre de 12 % et obtenu une netteté photographique exceptionnelle, garantissant ainsi que l'esthétique haut de gamme de la marque du client suscite une confiance immédiate chez le consommateur, au lieu de ressembler à une contrefaçon bon marché et générique.
| Prépresse métrique | Conversion de photos générique | Courbe de réduction technique |
|---|---|---|
| Volume d'encre de ton moyen | Application 100% standard | Réduit mathématiquement de 15 %14 |
| Éclat de points en demi-teintes | Hémorragie agressive vers l'extérieur15 | Bords de points précis et maîtrisés16 |
| Résultat visuel final | Visages boueux et ombragés | Photographie de style de vie à contraste élevé |
Je ne me fie pas aveuglément aux paramètres par défaut des logiciels pour le traitement de photographies lifestyle haut de gamme. J'applique systématiquement à chaque image un profil de réduction mathématique personnalisé, adapté précisément à la densité du papier de votre écran.
🛠️ Le bureau de Harvey : Vos photos de produits haute résolution risquent-elles de devenir floues et illisibles à cause d'un gain de point non maîtrisé sur les surfaces ondulées ? 👉 Demandez une analyse gratuite du gain de point avant impression ↗ — Pas d'intermédiaires. Vous échangez directement avec des ingénieurs en structure.
Les imprimantes convertissent-elles automatiquement en CMJN ?
Compter sur le logiciel automatisé de l'imprimerie pour corriger le mode couleur est un pari risqué qui se solde généralement par une défaillance structurelle.
Oui, les logiciels de prépresse pour l'impression commerciale convertissent automatiquement les fichiers RVB en CMJN si nécessaire. Cependant, cette automatisation aveugle est extrêmement dangereuse. Elle vous prive de tout contrôle sur la séparation finale des couleurs, ce qui entraîne souvent une saturation excessive de l'encre et fragilise la structure du panneau en carton ondulé.
Le danger ne réside pas seulement dans le fait que les couleurs pourraient paraître un peu ternes ; la véritable menace est ce que le volume d'encre incontrôlé fait au papier lui-même, transformant un outil logistique pliable et sophistiqué en un objet détrempé et fragile.
Zone de sécurité de la limite totale d'encre (TIL)
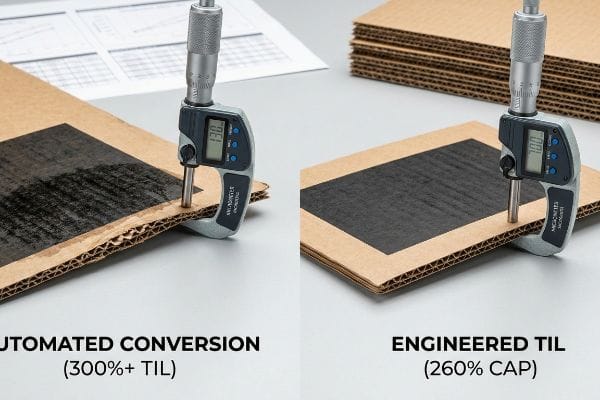
C'est un piège courant qui atteint même les équipes d'approvisionnement les plus expérimentées : elles soumettent un fichier RVB non converti, en supposant que le logiciel de prépresse moderne de l'usine le corrigera automatiquement et sans problème, ce qui leur permettra d'économiser quelques euros sur le temps de conception. Elles ignorent les limites mathématiques du CMJN. Lorsqu'un logiciel automatisé convertit des noirs profonds RVB en CMJN, il génère souvent un noir intense en déversant 100 % des quatre canaux d'encresur le support, créant ainsi une limite d'encre totale (TIL) localisée de près de 400 %quantitéqu'un emballage standard ne peut absorber sans conséquences catastrophiques.
Il ne s'agit pas d'une simple théorie : je constate ce phénomène en production lorsqu'une forte charge d'encre atteint la phase de lamination PVA (acétate de polyvinyle) à base d'eau. Lorsqu'on dépose 350 % d'encre en plus sur un seul panneau de carton 32ECT, les fibres du papier sont saturées et perdent toute leur rigidité. Après une conversion automatisée, la mesure de l'épaisseur du panneau révèle que la feuille gorgée d'humidité provoque le délaminage et l'écrasement de la cannelure B sous une pression minimale. Une fois l'autorisation du service des achats obtenue pour accéder au fichier numérique, j'ai relevé les mesures micrométriques et démontré la nécessité d'un profil de prépresse TIL strict à 260 %. J'ai ensuite retiré manuellement l'excédent d'encre de sous-couche avant la création des plaques d'impression. En appliquant ce seuil de sécurité de 260 %, j'ai entièrement éliminé l'écrasement des cannelures dû à l'humidité, rétablissant ainsi la pleine capacité de charge dynamique de 2 500 lb (1 133,9 kg) de la base et garantissant que le déploiement massif du magasin-club ait survécu au transport à double empilement sans qu'un seul bac ne s'effondre.
| Spécifications d'impression | Conversion RVB automatisée | Profil TIL conçu |
|---|---|---|
| Couverture d'encre totale | Pics à plus de 300 %19 | Strictement plafonné à 260%20 |
| État des fibres de papier | Sursaturé et faible | Sec, rigide et stable |
| Rendement structurel | Délamination sévère des cannelures21 | résistance à la compression maintenue à 100 % |
Je ne laisse jamais un logiciel automatisé dicter la chimie physique de ma chaîne de production. En limitant mathématiquement la saturation de l'encre, je préserve à la fois les couleurs de votre marque et l'intégrité structurelle absolue de vos palettes.
🛠️ Le bureau d'Harvey : Votre fichier graphique contient-il secrètement une limite d'encre supérieure à 300 %, transformant vos présentoirs rigides en supports fragiles et inutilisables ? 👉 Obtenez une analyse gratuite de votre limite d'encre et un audit structurel ↗ — J'examine personnellement chaque fichier structurel sous 24 h.
Conclusion
S'appuyer sur des conversions d'écrans numériques génériques et des logiciels de prépresse automatisés est le moyen le plus rapide de transformer un concept de vente au détail prometteur en un produit raté et peu esthétique en magasin. Ce même contrôle technique a récemment permis de déceler une erreur de tolérance fatale de 2 mm lors d'un déploiement national majeur, avant même la production. Avant de risquer des retours clients importants dus à des problèmes de prépresse et à des impressions saturées, laissez-moi analyser personnellement vos fichiers de structure grâce à un audit de prépresse et de découpe gratuit ↗ afin de garantir que votre prochaine campagne résiste à l'impression et au transport.
« Transferts CMJN vs couleurs d'accompagnement », https://apextransfers.com/cmyk-vs-spot-color-custom-heat-transfer/ . [La documentation technique des systèmes de découpe CAO/FAO confirme que les machines interprètent des attributs de couleur spécifiques ou des couleurs d'accompagnement nommées plutôt que des couleurs de processus composites pour identifier les tracés de découpe] . Preuve : spécification technique ; type de source : manuel industriel. Constat : l'incapacité du matériel à interpréter le CMJN comme des commandes. Remarque : s'applique aux équipements de finition d'impression automatisés.
« Directives graphiques – DeLine Box et présentoirs », https://www.delinebox.com/graphic-guidelines/. [Les normes de l’industrie du prépresse et de l’emballage imposent l’utilisation de couleurs d’accompagnement uniques pour différencier les lignes de découpe et de pliage pour les machines automatisées]. Rôle de la preuve : norme industrielle ; type de source : directive de prépresse. Appuie : l’exigence de couleurs d’accompagnement dans la production des gabarits. Note de portée : spécifique aux fichiers de production vectoriels. ↩
« [PDF] Spécifications de prépresse – Graphic Packaging International », https://www.graphicpkg.com/custom-content/uploads/2023/08/prepress-specifications-Eng.pdf. [Les normes industrielles de prépresse et de conception d'emballages spécifient l'utilisation de couleurs d'accompagnement distinctes pour différencier les lignes de découpe non imprimables des éléments graphiques imprimables]. Rôle de la preuve : spécification technique ; type de source : manuel industriel. Appuie : l'utilisation de couleurs d'accompagnement pour déclencher les opérations de découpe CNC. Note de portée : s'applique spécifiquement à l'emballage et à l'impression grand format .
« Un trait magenta à 100 % est-il une ligne non imprimable ? – uksignboards.com », https://uksignboards.com/forums-2/discussion/100-magenta-stroke-is-a-non-printing-line/. [Les normes de prépresse confirment que des couleurs d'accompagnement spécifiques, souvent le magenta, sont utilisées pour désigner les lignes de découpe afin de les distinguer des éléments CMJN imprimables]. Niveau de preuve : spécification technique ; type de source : norme industrielle. Appui : utilisation de couleurs d'accompagnement non imprimables pour l'outillage. Remarque : le choix de la couleur peut varier selon le fournisseur .
« Réglage de la profondeur de lame d'une découpeuse vinyle – LA BONNE MÉTHODE ! – YouTube », https://www.youtube.com/watch?v=CdF_5Ga3PZQ. [La documentation technique des traceurs de découpe CNC explique comment les calques de couleur d'accompagnement sont interprétés comme des déclencheurs opérationnels pour les trajectoires d'outil et la profondeur de lame]. Preuve : fonctionnement mécanique ; type de source : documentation technique. Sujet : interprétation des fichiers de conception par les machines. Remarque : s'applique aux systèmes de découpe numérique automatisés .
« CMJN vs. Couleur d'accompagnement : quel procédé est le meilleur ? », https://www.primelinepackaging.com/blog/cmyk-spot-color/. [Les manuels d'impression précisent que l'utilisation du noir CMJN pour les lignes de découpe entraîne une interprétation de ces lignes comme un élément graphique, ce qui provoque des marques d'encre permanentes sur le produit final]. Preuve : résultat de production ; type de source : guide d'impression. Sujet : conséquence d'une désignation de couleur incorrecte. Remarque : se produit lorsque les calques non imprimables ne sont pas correctement définis .
« Absorption et diffusion de la lumière par les particules de pigment dans le rayonnement solaire… », https://pubmed.ncbi.nlm.nih.gov/18337934/ . [Une source faisant autorité en sciences de l'emballage ou en physique des couleurs expliquerait comment l'absorption d'encre par les supports poreux en carton kraft provoque la diffusion de la lumière et réduit la saturation des couleurs]. Rôle de la preuve : validation technique ; type de source : manuel technique ou article scientifique. Appuie : l'affirmation selon laquelle la porosité du support assombrit le rendu visuel final. Note relative au champ d'application : s'applique aux matériaux ondulés non couchés.
« Chaos des couleurs en cabine d'éclairage : pourquoi D50 est l'éclairage de référence pour vos emballages… », https://www.linkedin.com/pulse/color-chaos-light-booth-why-d50-your-packaging-carmon-madison-6bb4e . [Les normes industrielles telles que l'ISO 3664 définissent D50 comme l'illuminant standard pour la visualisation et la mesure des couleurs dans les arts graphiques afin de garantir la cohérence des couleurs dans différents environnements]. Type de preuve : spécification technique ; source : norme ISO. Appui : la validité de l' utilisation de l'éclairage D50 pour la mesure de la réflectance des encres. Note relative au champ d'application : s'applique principalement au secteur de l'impression et du design.
« Planification de l’emballage et de la logistique pour les présentoirs de vente au détail – Frank Mayer », https://www.frankmayer.com/blog/packaging-and-logistics-planning-for-retail-displays/. [Les données logistiques et de la chaîne d’approvisionnement quantifient généralement la réduction significative du volume et du coût d’expédition grâce à l’utilisation de matériaux en carton ondulé livrés à plat, comparativement aux présentoirs pré-assemblés]. Type de preuve : indicateur quantitatif ; source : rapport de référence sectoriel. Appuie : l’affirmation économique concernant l’efficacité de l’expédition. Remarque : les pourcentages réels peuvent varier en fonction de la taille du présentoir et de la distance d’expédition .
« Modèle de couleur RVB – Wikipédia », https://en.wikipedia.org/wiki/RGB_color_model . [Une source faisant autorité en théorie des couleurs explique comment les écrans RVB utilisent le mélange additif des couleurs en émettant directement de la lumière à partir d'une source]. Rôle de la preuve : vérification factuelle ; type de source : manuel technique. Sujet traité : le comportement lumineux de l'espace colorimétrique RVB. Remarque concernant la portée : s'applique aux écrans émissifs.
« Cookbook – À propos du gamut », https://www1.udel.edu/cookbook/scan-print/gamut.html . [Les normes de l’industrie de l’imprimerie définissent comment les propriétés physiques de l’opacité de l’encre et le mélange soustractif limitent la gamme de couleurs reproductibles par rapport aux espaces numériques]. Rôle de la preuve : spécification technique ; type de source : guide de l’industrie de l’imprimerie. Supporte : la gamme de couleurs limitée du CMJN. Note de portée : des variations existent en fonction de la chimie de l’encre.
« Relation entre la blancheur du papier et la reproduction des couleurs en impression jet d’encre… », https://bioresources.cnr.ncsu.edu/resources/relationship-between-paper-whiteness-and-color-reproduction-in-inkjet-printing/ . [Les recherches en science des matériaux décrivent comment l’absorption et la structure physique des fibres de papier influencent la luminosité et la teinte finale perçue de l’encre] . Type de preuve : preuve physique ; type de source : revue de science des matériaux. Sujet : L’impact du support sur le rendu physique des couleurs. Remarque : Concerne spécifiquement les supports poreux.
« Modélisation mathématique et stratégies de compensation pour l'impression de points… », https://pmc.ncbi.nlm.nih.gov/articles/PMC12574880/ . [Les manuels de prépresse de référence définissent le gain de point comme l'élargissement des points de trame dû à l'absorption d'encre par les supports poreux]. Rôle de la preuve : définition technique ; type de source : manuel de l'industrie de l' imprimerie. Appui : le mécanisme physique de la diffusion de l'encre sur du papier non couché. Note de portée : particulièrement pertinent pour les supports non couchés.
« [PDF] 1. Le gain de point correspond à l’augmentation de la taille des points de trame lorsque l’encre est absorbée par… », https://www.coloradomesa.edu/art/documents/student-resources/study-guide-2019.pdf . [Les manuels de prépresse de référence précisent la réduction mathématique du volume d’encre nécessaire pour compenser le gain de point sur des supports spécifiques]. Rôle de la preuve : spécification technique ; type de source : manuel de prépresse. Apports: réduction du volume d’encre des tons moyens. Remarque : le pourcentage varie selon le type d’encre et de papier.
« Demi-teinte – Wikipédia », https://en.wikipedia.org/wiki/Halftone. [Les manuels d'imprimerie décrivent la physique de l'absorption de l'encre, qui provoque l'étalement des points de trame et, par conséquent, une perte de détails lors des conversions génériques]. Rôle de la preuve : explication mécanique ; type de source : manuel d'imprimerie. Supports : étalement des points de trame. Remarque sur la portée : se produit principalement sur les papiers non couchés .
« Motif de points tramés personnalisé Photoshop – YouTube », https://www.youtube.com/watch?v=1fDaDfCNjjc . [Les normes industrielles pour la prépresse haut de gamme décrivent comment les courbes de compensation empêchent le gain de point afin de maintenir la netteté des contours en impression tramée]. Preuve : solution technique ; type de source : norme industrielle. Fonctionnalités : contrôle de l’étalement des points tramés. Remarque : dépend de la résolution de la plaque.
« 3.39 Conversion du noir riche en noir 100 % – Manuel utilisateur – Durst », https://en.help.durst-group.com/a/1981746-convert-rich-black-to-100-k. [Ce guide de prépresse de référence explique comment les algorithmes de conversion RVB vers CMJN génériques optimisent souvent tous les canaux de couleur pour obtenir un noir profond]. Niveau de preuve : spécification technique ; type de source : manuel de l’industrie de l’imprimerie. Avertissement : risque de saturation extrême de l’encre lors de l’automatisation. Remarque : les résultats peuvent varier en fonction du profil ICC utilisé .
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoqjgeAG-3KuK-2hi5MW5kO5F0-n_JsVLSPYru9fIroHvDrg6fkd . [Les spécifications techniques du substrat détaillent les pourcentages maximaux de couverture d'encre qu'une carte peut absorber avant de subir une défaillance de séchage ou une déformation structurelle]. Rôle de la preuve : seuil technique ; type de source : science des matériaux/spécifications du fabricant. Appuie : l'impossibilité physique d'absorber 400 % d'encre. Note de portée : les limites spécifiques varient en fonction du grammage et du revêtement de la carte.
« Comment modifier en masse la couverture d'encre totale pour atteindre les 240 % requis par l'imprimante ? » https://community.adobe.com/questions-652/how-to-bulk-change-total-ink-coverage-to-the-240-required-by-printer-770548. [Les guides techniques sur la gestion des couleurs en prépresse expliquent comment les conversions RVB vers CMJN non gérées peuvent produire des valeurs de limite d'encre totale (TIL) supérieures à 300 %]. Niveau de preuve : spécification technique ; type de source : manuel industriel. Sujets abordés : risques de saturation d'encre. Remarque concernant le champ d'application : s'applique aux conversions automatisées non profilées.] ↩
« Encres et vernis pour impression sur carton ondulé | INX International Ink Co. », https://www.inxinternational.com/products/inks-and-coatings/application/corrugated . [Les normes de l'industrie de l'impression pour les supports en carton ondulé spécifient une limite d'encre totale (TIL) maximale d'environ 260 % afin de garantir un séchage optimal]. Niveau de preuve : norme industrielle ; type de source : guide technique. Éléments pris en compte : seuils de sécurité TIL. Remarque : les limites peuvent varier légèrement selon la qualité du papier.
« [PDF] Problèmes généraux et normes recommandées pour le carton ondulé… », https://adamsbox.com.pl/wp-content/uploads/2024/07/general-issues-and-the-recommended-standards-for-corrugated-board_2.pdf. [Des recherches en science des matériaux indiquent qu’une humidité excessive de l’encre peut dégrader l’adhérence entre le support et les cannelures, entraînant une séparation structurelle]. Rôle de la preuve : mécanisme causal ; type de source : revue de science des matériaux. Arguments : allégations de défaillance structurelle. Note de portée : spécifique au carton ondulé .


