Vous avez un produit incroyable prêt à être lancé, mais si votre emballage ne rencontre pas le succès escompté en rayon, tout votre budget marketing est gaspillé pour un produit invisible.
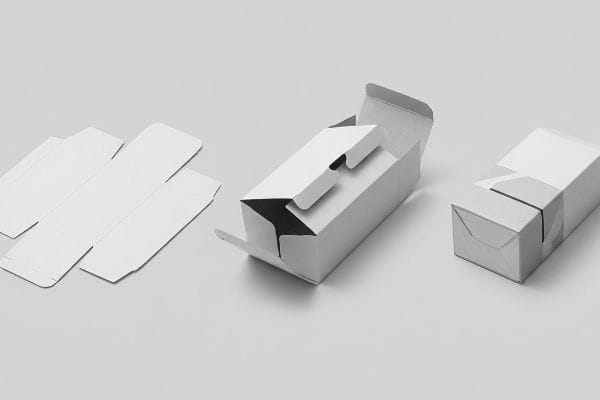
Un étui pliant est un emballage léger et personnalisable, généralement fabriqué en carton ou en carton ondulé fin. Livré à plat, il se plie facilement sur la chaîne de conditionnement pour former une structure tridimensionnelle robuste, assurant à la fois une protection physique du produit et une excellente visibilité en rayon.

Comprendre la théorie qui sous-tend ces structures polyvalentes est un excellent point de départ. Cependant, la théorie seule ne suffira pas à préserver vos marges lorsque le carton plat se heurte à la réalité à grande vitesse d'une chaîne d'emballage.
Que sont les boîtes pliantes ?
De nombreuses marques considèrent l'emballage comme un simple morceau de papier plié, partant du principe que n'importe quel fournisseur disposant d'une machine de découpe peut produire une boîte fiable pour leur lancement en magasin.
Les emballages pliants sont des structures en papier conçues pour conditionner, protéger et présenter efficacement les marchandises. Contrairement aux boîtes rigides, ils sont fabriqués à plat avec des pré-découpes et des joints pré-collés, ce qui permet une expansion volumétrique rapide lors de la préparation des commandes et réduit considérablement les coûts de transport et l'espace de stockage en entrepôt.

Obtenir un pliage parfait d'un gabarit plat en un carré impeccable relève de la science. Négliger les principes de sa structure transforme l'assemblage en un véritable cauchemar.
La physique cachée du pliage de carton
Même les équipes de conception les plus expérimentées partent souvent du principe qu'un simple pli sur un gabarit numérique permet d'obtenir automatiquement un pli parfait à 90 degrés. Elles traitent les panneaux de structure robustes comme du papier d'imprimante standard, s'attendant à ce que le matériau se plie sans effort et sans résistance.
Cette hypothèse se révèle totalement erronée lors de la production de masse. L'application d'une matrice de rainage en acier sur du carton ondulé épais provoque le gauchissement des cannelures internes, ce qui peut fissurer la feuille supérieure imprimée, notamment sur les supports kraft vierges denses. J'ai été témoin, sur des chaînes de montage, du bruit insoutenable des fibres de papier brut déchirées par un opérateur qui s'efforçait de forcer un pli récalcitrant, finissant par utiliser du ruban adhésif transparent disgracieux pour maintenir l'ensemble. Pour remédier à ce problème, j'utilise systématiquement des canaux de rainage femelles spécifiques, montés sur la plaque de découpe1.Ce canal en polymère agit comme une enclume, contrôlant avec précision l'étirement des fibres de papier lors de l'impact de la matrice en acier. Il garantit un pli net, sans microfissures de surface, réduisant ainsi les frottements lors de l'assemblage et diminuant les coûts de main-d'œuvre sur la ligne de conditionnement2 d'environ 20 %.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| S'appuyer sur des scores d'acier non calibrés | Déploiement de la matrice de pliage femelle en polymère3 | Empêche les fissures visibles sur les graphismes de la marque |
| En ignorant le sens des cannelures du carton | Alignement des scores avec le grain naturel4 | Garantit un empilage parfaitement carré et sans oscillation |
| Forcer les plis sur du kraft vierge épais | Pré-écrasement des cannelures aux points de pliage exacts5 | Accélère considérablement le temps d'assemblage manuel |
Je refuse de lancer des travaux d'emballage sans une matrice de rainage calibrée, car abîmer des cartons de qualité supérieure sur la chaîne de production anéantit instantanément les marges bénéficiaires du projet.
🛠️ Le bureau de Harvey : Vous craignez que votre carton épais ne se casse lors du pliage sur la chaîne de production ? 👉 Demandez une vérification de la tolérance au pliage ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Qu'est-ce qu'une boîte pliante ?
Un conteneur réussi se définit par sa capacité à passer sans effort d'un état de stockage à plat à un présentoir de vente au détail entièrement verrouillé et capable de supporter des charges.
Une boîte pliante est un emballage secondaire spécialisé, fabriqué à partir de carton résistant ou de supports en carton ondulé. Sa structure se transforme, à partir d'un gabarit plat découpé, en un contenant géométrique robuste, conçu spécifiquement pour protéger les produits de consommation tout en optimisant la densité d'emballage dans la chaîne logistique et en améliorant l'attrait visuel en rayon.
La différence entre une boîte générique et un présentoir de haute performance réside dans les micro-calculs qui régissent ses articulations physiques.
Pourquoi les dimensions 3D apparaissent-elles sur un écran 2D ?
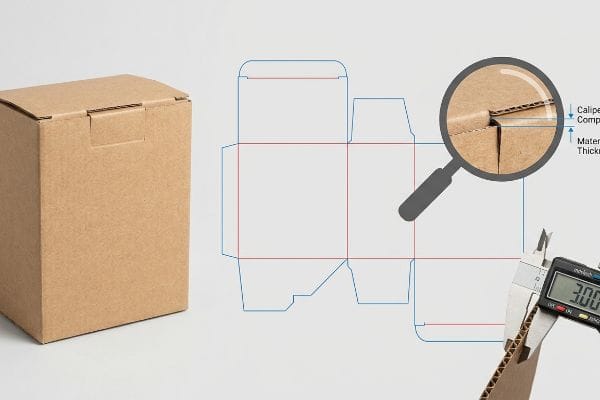
Une erreur fréquente se produit lorsque les équipes graphiques conçoivent des languettes d'emboîtement et des fentes de pliage dans les logiciels de conception numérique à la largeur exacte du panneau correspondant. Elles considèrent la mise en page à plat comme une réalité absolue, sans tenir compte de l' espace physique occupé par un matériau épais une foisplié.
Il est impossible d'ignorer l'épaisseur physique du carton ondulé plié. Lorsqu'un panneau de 3 mm d'épaisseur se plie à 90 degrés, il consomme de la matière sur son rayonde courbure. J'ai vu des équipes de préparation de commandes s'épuiser à essayer d'insérer une languette en papier épais dans une fente trop étroite, ce qui provoquait une déformation de l'ensemble du présentoir sous la contrainte. Pour éliminer ce frottement, j'utilise un logiciel de CAO paramétrique (Conception Assistée par Ordinateur) qui applique automatiquement un algorithme de compensation d'épaisseur précis à chaque pli et fente. En élargissant mathématiquement les fentes de réception pour tenir compte de la tolérance de pliage spécifique, je garantis un assemblage parfait des pièces, réduisant ainsi les temps de conditionnement et évitant toute déformation structurelle catastrophique sous le poids des palettes.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Languettes et fentes de dessin de taille exactement identique | Application d'une compensation mathématique de l'étrier8 | Garantit une insertion de languette sans frottement |
| Négliger l'épaisseur du matériau dans l'espace 3D | Ajustement de la largeur de la fente en fonction de la taille de la flûte9 | Empêche les panneaux latéraux de se bomber vers l'extérieur10 |
| Test d'assemblage uniquement avec du papier fin | Prototypage avec carte de qualité industrielle | Garantit une adaptation parfaite au déploiement en magasin |
Un carton, ce n'est pas juste du papier plat ; c'est une géométrie complexe. Si vos calculs ne tiennent pas compte de l'épaisseur du carton, votre équipe logistique en subira les conséquences en heures perdues.
🛠️ Le bureau de Harvey : Vos fentes numériques sont-elles trop étroites pour gérer l’épaisseur réelle d’un panneau ondulé plié ? 👉 Obtenez une analyse de compensation d’étrier ↗ — Téléchargement sécurisé. Ma boîte de réception est ouverte si vous avez des questions.
Comment fabriquer un carton pliant ?
Le processus de fabrication nécessite de combler le fossé entre les concepts numériques attrayants et l'exécution mécanique impitoyable des équipements industriels lourds.
La fabrication d'un étui pliant exige un calibrage prépresse précis, la découpe à l'emporte-pièce et le rainage du carton structurel. Le processus de fabrication commence par un dessin géométrique précis, suivi de l'impression lithographique, de l'application d'adhésifs chimiques et du pliage du matériau à l'aide de matrices en acier sur mesure afin de créer des lignes de pliage nettes et fiables pour l'assemblage final.

L'impression de l'encre ne représente que la moitié du travail. Si les machines de découpe ne parviennent pas à lire correctement vos fichiers de conception, la chaîne de production s'arrête net.
Traduire une œuvre d'art numérique en estampes physiques
Il est malheureusement fréquent que les acheteurs tombent dans le piège de soumettre des maquettes utilisant les lignes noires standard CMJN (Cyan, Magenta, Jaune, Noir) pour indiquer les découpes et les pliages. Ils supposent ainsi que la machine de découpe saura automatiquement interpréter ces lignes sur leur écran.
Les tables de découpe CNC (Commande Numérique par Calculateur) et les graveurs laser pour plaques ne lisent pas les lignes visuelles standard ; elles lisent des couleurs d'accompagnement spécifiques attribuées aux traits vectoriels¹².Lorsqu'un fichier utilise le noir standard, le logiciel de la machine fusionne directement les lignes de découpe avec le calque du visuel, ce qui donne un rectangle imprimé avec des contours noirs visibles, mais sans aucune découpe physique. J'effectue un contrôle rigoureux en amont pour convertir tous les tracés structurels en couleurs d'accompagnement mécaniques précises¹³,comme le magenta à 100 % pour les découpes. Ceci garantit que le mouvement régulier et puissant de la lame CNC s'applique exactement au panneau, préservant ainsi la qualité de l'impression et évitant que des erreurs d'impression coûteuses ne compromettent votre campagne marketing.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation du noir CMJN standard pour les lignes de découpe | Attribution de couleurs d'accompagnement mécaniques absolues14 | Évite les vilaines lignes noires sur l'illustration finale |
| Fusion des chemins graphiques et structurels | Conserver les lignes de découpe sur un calque séparé et verrouillé | Élimine le recadrage accidentel des œuvres d'art |
| Passage de l'étalonnage de la machine de prépresse | Exécution du logiciel RIP pré-vol automatisé15 | Garantit des coupes machine nettes et d'une grande précision |
De beaux graphismes ne servent à rien si les machines industrielles ne savent pas où la lame doit s'arrêter. Je verrouille les mécanismes de classement avant même qu'une seule goutte d'encre ne soit versée.
🛠️ Le bureau d'Harvey : Votre fichier d'illustration masque-t-il accidentellement ses lignes de découpe aux machines de routage automatisées de l'usine ? 👉 Demandez votre audit de fichier prépresse ↗ — Pas de formulaires interminables qui vous incitent à passer des heures au démarchage. Uniquement de la valeur ajoutée.
À quoi sert un plateau pliant ?
Le choix du bon support de base déterminera si votre emballage supportera son poids sans problème ou s'effondrera de façon embarrassante dans des conditions d'humidité élevée.
Le carton pour boîtes pliantes sert principalement de base structurelle aux emballages de vente au détail et aux présentoirs sur le lieu de vente. Il offre la résistance à la compression nécessaire pour protéger le contenu pendant le transport, tout en servant de support imprimable chimiquement stable, idéal pour l'impression de visuels marketing de marque éclatants et en haute résolution.

Mais la connaissance de la théorie de la résistance des structures ne suffit pas lorsque les machines de montage se mettent en marche et que les matières premières commencent à réagir aux conditions ambiantes de l'usine.
Survivre au déficit de chimie industrielle
Les équipes d'approvisionnement supposent souvent que le montage d'une feuille de couverture imprimée de haute qualité sur un support rigide en carton ondulé produira naturellement un bandeau parfaitement plat. Elles se basent sur un échantillon et pensent que le passage à une production de 1 000 unités se résume à lancer l'impression, ignorant complètement la réalité chimique volatile de la lithographie-lamination à grande échelle<sup>16</sup>.
Dans mon atelier, je constate régulièrement les conséquences néfastes de l'adhésif PVA (acétate de polyvinyle) à base d'eau lors de la production en série. Appliqué sur de grandes surfaces, cet adhésif humide absorbe l'humidité du carton poreux. Pendant le séchage, je sens littéralement l'odeur de l'adhésif et je vois les feuilles se courber lentement vers l'intérieur,comme des chips, sous l'effet d'une forte tension superficielle. Pour éviter cela, j'applique un protocole strict de séchage : les panneaux humides sont empilés sous une pression exacte pendant 24 heures afin d'obtenir une surface parfaitement plane. Pour les panneaux de plus de 121 cm de haut, je préconise une structure duplex équilibrée pour compenser la déformation,garantissant ainsi une parfaite verticalité du présentoir, évitant les frustrations liées au montage et éliminant complètement les rejets des détaillants dus à des présentoirs déformés ou inclinés.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| En négligeant la tension superficielle de l'adhésif humide | Mise en œuvre d'un processus de durcissement sous poids mort de 24 heures19 | Fournit une signalétique parfaitement plate et professionnelle |
| Utilisation d'un laminage asymétrique sur une seule face | Déploiement d'une structure de carte duplex équilibrée20 | Empêche les écrans hauts de se pencher vers l'avant |
| Emballage rapide des planches fraîchement collées | Mise en œuvre de délais de séchage ambiant stricts | Élimine les moisissures emprisonnées par l'humidité dans les cartons d'expédition21 |
Je surveille l'évaporation de l'humidité au millimètre près, car ignorer la tension chimique de l'adhésif est le moyen le plus rapide d'expédier des milliers de présentoirs de vente au détail.
🛠️ Le bureau d'Harvey : Votre fournisseur actuel ajuste-t-il correctement la tension de l'adhésif sur vos panneaux d'affichage grand format ? 👉 Envoyez-moi votre fichier de découpe ↗ — Je vérifierai les calculs avant que vous n'investissiez dans une production de masse.
Conclusion
Vous pouvez choisir le fournisseur le moins cher, mais si l'humidité incontrôlée du PVA déforme votre livraison en vrac, ralentissant la chaîne de production d'environ 30 %, les refacturations qui en résulteront anéantiront complètement la marge bénéficiaire de votre campagne. Voici la fiche technique exacte que mes 10 principaux clients du secteur de la vente au détail utilisent pour garantir zéro rejet d'impression lors de leurs déploiements nationaux. Ne vous laissez plus guider par des approximations : laissez-moi analyser personnellement vos fichiers de structure grâce à mon Audit de Moulage Gratuit ↗ afin de détecter les erreurs de prépresse et de chimie critiques avant le lancement de la production en série.
« Guide succinct des matrices de rainage – Ultracrease Ltd. », https://www.ultracrease.com/guide-on-crease-matrix/. [Les spécifications techniques des équipements de découpe décrivent l'utilisation des matrices de rainage pour garantir un rainage précis et préserver l'intégrité du matériau]. Niveau de preuve : Spécification technique ; type de source : Manuel du fabricant. Sujet : Méthode de prévention des fissures du matériau. Remarque : S'applique aux plaques de découpe professionnelles .
« Guide complet des coûts de co-emballage | ChemRite CoPac », https://chemritecopac.com/is-co-packing-right-for-your-business/ . [Des études de cas industrielles sur l'efficacité de l'emballage démontrent que la réduction des frottements lors de l'assemblage grâce à une ingénierie de précision diminue les besoins en main-d'œuvre ] . Type de preuve : Validation quantitative ; type de source : Livre blanc industriel. Sujet : L'efficacité économique du rainage de précision. Remarque : Les pourcentages exacts varient selon l'opération.
« Découpe et rainage du carton – Holmen Iggesund », https://www.iggesund.com/insights/paperboard-know-how/paperboard-manual/paperboard-manual-publication/printing-and-converting-performance/die-cutting-and-creasing/ . [Les normes techniques d'emballage expliquent comment les matrices polymères répartissent la pression plus uniformément que l'acier, réduisant ainsi la tension superficielle et prévenant les fissures dans le couchage du carton]. Rôle de la preuve : vérification technique ; type de source : norme industrielle ; Appui : utilisation de matrices polymères pour prévenir les craquelures graphiques ; Note de portée : s'applique principalement aux boîtes pliantes à grammage élevé ou couchées.
« Le sens du grain : l’élément fondamental des emballages en carton – Korpack », https://korpack.com/grain-direction-the-backbone-of-paperboard-packaging/?srsltid=AfmBOorh5VOcHYhkVR3SyBTNN6oL9sYjFi0XIdkKm9B_CJWQkBznflV_ . [La littérature scientifique sur les fibres de cellulose démontre que le pliage dans le sens du grain réduit la résistance structurelle et empêche le cintrage, assurant ainsi la stabilité dimensionnelle ]. Rôle de la preuve : vérification du principe physique ; type de source : manuel technique ; Sujets abordés : relation entre l’alignement du grain et la perpendicularité de l’empilement ; Remarque : s’applique à tous les matériaux de carton à base de cellulose.
« Estimation de la résistance à l’écrasement des bords du carton ondulé à l’aide de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/ . [Les documents techniques de fabrication indiquent que le pré-écrasement des cannelures élimine les poches d’air et assouplit le carton ondulé, facilitant ainsi un pliage manuel plus rapide]. Rôle de la preuve : preuve d’optimisation des processus ; type de source : document technique de fabrication ; avantages : réduction du temps d’assemblage manuel ; portée : spécifique au carton ondulé.
« Constructions en carton : Calcul de la tolérance de pliage 1 – YouTube », https://www.youtube.com/watch?v=j1n5ojAbAic. [Un guide de référence sur la conception d'emballages structurels détaillerait comment la tolérance de pliage et l'épaisseur du matériau doivent être prises en compte dans les dimensions de découpe pour garantir un ajustement correct]. Rôle de la preuve : principe technique ; type de source : manuel d'ingénierie. Appuie : l'affirmation selon laquelle les schémas à plat doivent tenir compte du déplacement tridimensionnel du matériau. Note de portée : S'applique spécifiquement aux supports comme le carton et le carton ondulé .
« Calcul de la tolérance de pliage pour presse plieuse : Guide complet », https://shop.adhmt.com/press-brake-bend-allowance-calculation/ . [Une source faisant autorité en ingénierie des emballages structurels définirait la physique de la tolérance de pliage pour démontrer que le matériau est déplacé lors du pliage d'un substrat épais]. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie. Justifie : la nécessité physique de la compensation de l'étrier dans la conception. Remarque sur le champ d'application : s'applique aux matériaux d'épaisseur non nulle comme le carton ondulé.
« Conseils pratiques pour la conception des languettes et des encoches pour l'assemblage de pièces en tôle », https://www.youtube.com/watch?v=DHcrX_ZnByA . [Les guides techniques sur la conception d'emballages structurels détaillent l'application de corrections de tolérance, ou compensation d'épaisseur, afin de garantir un insertion des languettes dans les encoches sans frottement excessif]. Type de preuve : méthode technique ; type de source : manuel de conception structurelle. Sujet : insertion des languettes sans frottement. Note de portée : concerne les tolérances mécaniques des boîtes pliantes.
« Le guide ultime des boîtes en carton ondulé – Shorr Packaging », https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/ . [Les normes industrielles relatives au carton ondulé précisent que les dimensions des encoches doivent être ajustées en fonction du profil de la cannelure (par exemple, cannelure B, cannelure E) afin de tenir compte de l’épaisseur du matériau et de la marge de pliage]. Rôle de la preuve : spécification technique ; type de source : norme d’ingénierie de l’emballage. Objectif : prévention du bombement des panneaux. Note relative au champ d’application : spécifique aux matériaux en carton ondulé.
« [PDF] Évaluation d'une technologie de réduction du bombement pour le carton ondulé… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1195&context=japr. [Les principes de génie mécanique relatifs au déplacement des matériaux expliquent qu'une largeur de fente insuffisante par rapport à l'épaisseur du matériau crée une tension interne qui provoque le bombement des panneaux]. Rôle de la preuve : mécanisme causal ; type de source : manuel d'ingénierie. Appuie : la nécessité d'ajustements basés sur l'épaisseur. Note de portée : s'applique aux présentoirs de vente au détail porteurs .
« Aide à la découpe – PrintPlanet.com », https://printplanet.com/threads/help-with-die-cut.4430/ . [Les normes de prépresse expliquent que les machines de découpe nécessitent des couleurs d'accompagnement ou des tracés vectoriels techniques plutôt que les couleurs CMJN pour identifier les lignes de découpe et de pliage]. Rôle de la preuve : spécification technique ; type de source : guide de prépresse. Justifie : la nécessité de marqueurs non CMJN pour l'exécution mécanique. Note sur le champ d'application : s'applique aux flux de production standard de découpe industrielle.
« Comment découper des panneaux simples avec une machine de découpe plasma CNC ! – YouTube », https://www.youtube.com/watch?v=7c2ECxsMuY0. [Les manuels techniques des systèmes de découpe CNC et des graveurs laser pour plaques prédécoupées précisent que des couleurs d'accompagnement sont utilisées pour différencier les tracés de découpe des fichiers imprimables]. Type de preuve : spécification technique ; type de source : manuel d'utilisation. Sujet : Utilisation des couleurs d'accompagnement pour la découpe CNC. Remarque : Le comportement peut varier selon le logiciel utilisé .
« [PDF] Spécifications de prépresse – Graphic Packaging International », https://www.graphicpkg.com/custom-content/uploads/2023/08/prepress-specifications-Eng.pdf. [Les normes industrielles de prépresse pour la fabrication de boîtes pliantes exigent que les lignes de découpe structurelles soient définies par des couleurs d'accompagnement distinctes afin de garantir une interprétation précise par la machine lors de la découpe]. Niveau de preuve : norme industrielle ; type de source : guide de prépresse. Justification : Nécessité des couleurs d'accompagnement pour les chemins mécaniques. Remarque : La couleur choisie peut varier selon l'imprimerie .
« CMJN vs. Couleurs d'accompagnement : Quel procédé est le meilleur ? – Prime Line Packaging », https://www.primelinepackaging.com/blog/spot-color-vs-cmyk-understanding-the-differences-and-choosing-the-right-method-for-your-packaging/. [Un guide standard du secteur pour la prépresse d'emballage explique pourquoi les couleurs d'accompagnement sont désignées comme des calques « non imprimables » ou « techniques » afin d'éviter l'application d'encre sur les lignes de découpe]. Rôle de la preuve : Vérification technique ; type de source : Manuel industriel. Justifie : La nécessité d'utiliser des couleurs d'accompagnement pour les lignes de découpe. Remarque sur la portée : S'applique aux logiciels d'emballage vectoriels tels qu'Adobe Illustrator .
« Capacités de découpe pour emballages personnalisés – Royal Paper Box », https://royalpaperbox.com/capabilities/manufacturing/gluing/. [La documentation technique sur les processeurs d'images raster (RIP) et les logiciels de pré-impression détaille comment ces outils valident la géométrie des tracés et les résultats pour les équipements CNC ou de découpe]. Rôle de la preuve : Validation de processus ; type de source : Spécification technique. Sujet : Le rôle du logiciel RIP pour garantir la précision de la découpe machine. Note de portée : Se concentre sur l'étape de conversion numérique-physique en prépresse .
« Emballages et présentoirs lithographiés | Personnalisation haute résistance… », https://pmpackaging.com/our-solutions/litho-laminated . La documentation technique sur la chimie des adhésifs et l’humidité du substrat explique comment l’interaction des solvants et les processus de polymérisation lors de la lithographie à grande échelle peuvent entraîner une déformation du substrat. Rôle de la preuve : validation technique ; type de source : manuel de fabrication industrielle. Appuie : l’affirmation selon laquelle la lithographie à grande échelle introduit une volatilité chimique. Note de portée : s’applique spécifiquement aux applications d’adhésifs à base de solvants.
« Adhésifs à base d'eau », https://www.henkel-adhesives.com/ma/en/products/industrial-adhesives/water-based-adhesives.html. [La littérature scientifique sur les adhésifs explique comment l'absorption d'humidité dans les supports poreux lors du durcissement du PVA crée une tension différentielle, entraînant un gauchissement]. Rôle de la preuve : validation technique ; type de source : revue scientifique sur les matériaux. Sujet : l'effet physique des colles humides sur la planéité du support. Note de portée : s'applique spécifiquement aux adhésifs à base d'eau sur panneaux poreux .
« Comment empêcher les panneaux de bois de se déformer ? La plupart des gens se trompent ! », https://www.youtube.com/watch?v=QLGepa7A2dA. [Les normes d'ingénierie d'emballage détaillent comment la superposition symétrique des panneaux duplex équilibre les contraintes internes afin d'éviter le gauchissement des présentoirs grand format]. Type de preuve : spécification technique ; source : manuel d'ingénierie industriel. Appui : l'utilisation de structures équilibrées pour maintenir la verticalité des panneaux de grande hauteur. Note sur la portée : axé sur les présentoirs de vente au détail à grande échelle .
« Prise et séchage : Temps de polymérisation pour des cartons d'expédition robustes – LinkedIn », https://www.linkedin.com/pulse/tack-drying-adhesive-timing-strong-shipping-boxes-ricky-fang-vh7mc . [Un manuel technique sur les adhésifs industriels préciserait la durée de polymérisation et la pression d'application nécessaires pour éviter le gauchissement du support]. Type de preuve : spécification technique ; type de source : manuel technique. Sujet : temps de polymérisation pour la planéité. Note de portée : Spécifique aux adhésifs haute performance utilisés dans la fabrication de panneaux.
« Carton duplex vs carton pour boîtes pliantes : comparaison approfondie », https://www.goldenpapergroup.com/blog/duplex-board-vs-folding-box-board-in-depth-comparison.html . [La littérature scientifique sur les matériaux explique comment le laminage symétrique des cartons duplex annule les tensions internes et empêche ainsi le gondolage]. Rôle de la preuve : principe technique ; type de source : manuel de science des matériaux. Appui : stabilité structurelle. Note de portée : s’applique aux constructions en carton multicouches.
« Combien de temps faut-il pour que la colle PVA sèche sur le bois, le papier et le carton ? | lux-x », https://lux-x.com/en/novosti/skilki-sohne-klej-pva-na-riznih-poverhnyah/. [Les normes de contrôle qualité de l'industrie définissent des seuils d'humidité pour le carton afin de prévenir la formation de moisissures pendant le transport]. Rôle de la preuve : atténuation des risques ; type de source : norme de contrôle qualité. Apport : prévention des moisissures. Remarque : dépend du taux d'humidité ambiante pendant le séchage .



