La conception d'emballages structurés peut sembler complexe. Il vous faut une structure fiable, sous peine de voir vos produits endommagés et votre budget d'expédition gaspillé. Mettons en place des bases solides.
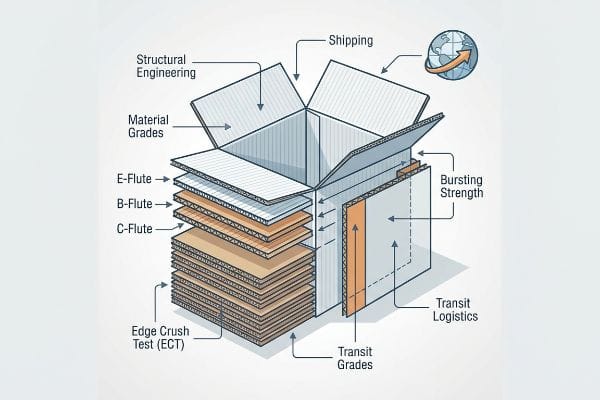
Le guide des boîtes en carton est un document de référence complet détaillant l'ingénierie structurelle, les qualités de matériaux et la logistique nécessaire à la fabrication d'emballages prêts pour la vente au détail. Il aborde des éléments tels que les types de cannelures, les tests de résistance du carton et les critères de conformité afin de garantir la protection de votre produit pendant le transport et d'optimiser sa visibilité en rayon à l'échelle mondiale.

Avant de commander des chargements massifs de conteneurs auprès d'une installation comme la mienne, vous devez comprendre les réalités physiques qui déterminent le comportement de ces structures sous la pression du monde réel.
Quelle est la différence entre les boîtes RSC et HSC ?
Le choix entre ces deux styles fondamentaux détermine l'ensemble du flux de votre chaîne d'approvisionnement et votre capacité de charge structurelle.
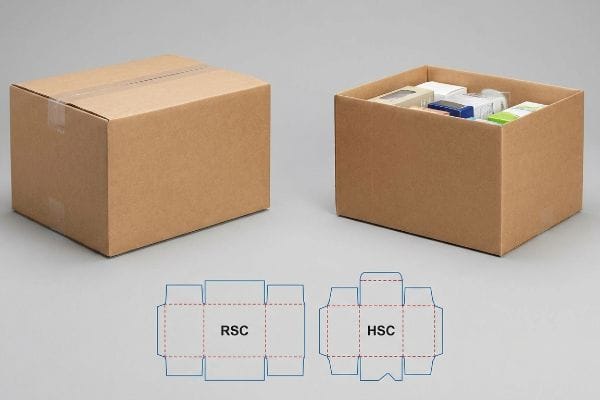
La différence entre les boîtes RSC et HSC réside dans la conception de leur rabat supérieur. Une boîte RSC (Regular Slotted Container) possède des rabats qui se rejoignent parfaitement au centre pour une fermeture hermétique, tandis qu'une boîte HSC (Half Slotted Container) est dépourvue de rabats supérieurs, offrant ainsi une structure ouverte idéale pour une mise en rayon facilitée.
Comprendre cette distinction mécanique est la première étape pour optimiser vos lignes d'emballage et éviter le gaspillage inutile de matériaux en usine.
Les principes mécaniques d'ingénierie des structures à volets
L'intégrité structurelle repose en grande partie sur la continuité des surfaces verticales. Un conteneur à remplissage par le haut (RSC) assure un confinement complet à 360 degrés, répartissant uniformément la pression de la charge supérieure sur ses quatre parois verticales lorsqu'il est empilé deux par deux sur une palette. À l'inverse, un conteneur à remplissage par le haut (HSC) sacrifie cette enveloppe supérieure pour servir de couvercle coulissant ou de silo d'exposition, modifiant ainsi fondamentalement la façon dont le sens du grain supporte la force de compression descendante.
En tant qu'ingénieur structure, j'aborde cette distinction exclusivement sous l'angle du rendement des matériaux et de la vitesse d'emballage. L'absence de rabats supérieurs dans un emballage à bords ouverts (HSC) permet de réduire la quantité de carton ondulé brut par unité, diminuant ainsi son poids total. Cependant, cette absence de surface supérieure continue rend les bords ouverts très vulnérables à l'écrasement en cas de force verticale directe, sans support interne rigide. Par conséquent, lorsque je spécifie un HSC pour un plateau prêt à la vente, je dois m'assurer que les cannelures internes du carton sont parfaitement verticales afin d'optimiser la résistance à l'écrasement des bords (ECT), compensant ainsi l'absence de rabat supérieur stabilisateur.
| Fonctionnalité | Emballages RSC | Réalité de l'ingénierie HSC |
|---|---|---|
| Boîtier supérieur | Volets de réunion centrale complète | Couvercle ouvert ou séparé |
| Rendement en matière | Consommation standard à table | Superficie réduite par unité1 |
| Charge structurelle | Les rabats supérieurs stabilisent les coins2 | Repose fortement sur les produits internes3 |
Je ne choisis jamais le style des boîtes uniquement pour des raisons esthétiques. Adapter le système de fermeture à votre processus de conditionnement vous évite de payer pour des matériaux que vous risquez de déchirer en rayon.
🛠️ Le bureau de Harvey : Vos lourds plateaux de caisse réduisent-ils considérablement votre retour sur investissement en matière d'expédition avant même leur arrivée en magasin ? 👉 Obtenez un audit gratuit de vos plans de structure ↗ — J'examine personnellement chaque fichier de structure sous 24 heures.
Quels sont les trois types de boîtes ?
La catégorisation des emballages se résume aux couches physiques de papier qui protègent votre produit contre la destruction au cours de la chaîne d'approvisionnement.
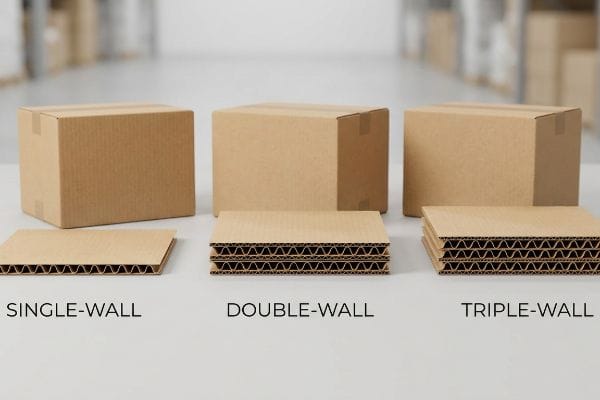
Les trois types de boîtes sont les boîtes en carton ondulé simple cannelure, double cannelure et triple cannelure. Cette classification fait directement référence au nombre de feuilles de papier ondulé collées entre les feuilles de carton plat, déterminant ainsi la résistance à l'éclatement, la capacité d'empilage et l'absorption des chocs lors des manutentions internationales intensives.
Lorsque l'on passe des catégories théoriques à l'atelier de production, le choix d'un profil de carte inadapté anéantit instantanément les marges bénéficiaires à cause des dommages liés au transport.
Défaillance de la compression du porte-à-faux de la palette
Lors de mes audits de gabarits clients, je constate fréquemment que les équipes d'approvisionnement optent systématiquement pour des caisses standard à simple paroi pour les présentoirs de sol , afin d'économiser quelques centimes par unité. Elles partent du principe que si la matière première réussit un test d'éclatement basique, elle survivra miraculeusement à un voyage transocéanique de 9 656 km (6 000 miles) empilée jusqu'au plafond. Ce raisonnement purement théorique ignore la dure réalité des contraintes en entrepôt, où les coins des caisses à simple paroi se déforment facilement sous le poids considérable despalettes.
Dans mon atelier, je constate régulièrement les conséquences de ces spécifications dégradées lors de nos évaluations de pré-production par test de compression de boîtes (BCT). Un client m'a récemment soumis un présentoir de sol robuste, entièrement fixé sur du carton ondulé générique bon marché à simple cannelure. Lorsque j'ai soumis leur échantillon au testeur Mullen, la cannelure B simple de 2,79 mm (0,11 pouce) s'est complètement déformée sous une pression maximale de seulement 85 kg (187,5 lbs). Pour remédier à ce problème sans augmenter l'encombrement, mes vingt ans d'expérience sur le terrain m'ont appris à opter immédiatement pour un profil double cannelure de qualité supérieure. L'intervention physique a été déterminante : le nouveau panneau était rigide et résistait parfaitement à la pression. En imposant cette amélioration du matériau, j'ai garanti la résistance des angles structurels, réduisant ainsi le taux de dommages prévus pendant le transport de plus de 14 % et leur évitant des semaines de tri manuel lors d'une livraison standard à un grand magasin .
| Profil de mur | Hypothèse générique | Réalité du TCO technique |
|---|---|---|
| paroi simple | Solution universelle et peu coûteuse | Risque élevé de flambage sous charge5 |
| Double paroi | Surdimensionnement inutile | BCT optimisé pour l'empilage des conteneurs6 |
| Triple paroi | Industrie lourde uniquement | Indispensable pour les palettes lourdes des entrepôts-magasins7 |
Je refuse de fabriquer des produits qui céderont inévitablement sous l'effet de la gravité. Renforcer la structure de vos parois est la meilleure assurance contre un effondrement catastrophique de conteneur.
🛠️ Le bureau de Harvey : Votre présentoir de comptoir actuel risque-t-il de se renverser face aux contraintes du commerce de détail ? 👉 Demandez un calculateur de ratio gratuit ↗ — Confidentialité garantie à 100 %. Vos maquettes de vente non commercialisées sont en sécurité.
Combien d'argent gagne-t-on pour le recyclage des cartons ?
La liquidation des déchets exige le strict respect de normes d'approvisionnement certifiées et d'une infrastructure mondiale de valorisation.
Le montant que vous recevez pour le recyclage des cartons dépend entièrement des marchés locaux des matières premières, de la densité des balles et du niveau de contamination. Les installations commerciales perçoivent généralement des tarifs nominaux au tonnage, mais le véritable avantage financier réside dans l'utilisation des cartons recyclables en porte-à-porte pour éviter complètement les pénalités importantes imposées par les détaillants pour leur élimination en fin de vie.

Comprendre la valeur de rebut du carton ondulé est secondaire par rapport à la maîtrise des exigences de conformité strictes qui déterminent en réalité la rentabilité de votre campagne.
Le resserrement des pénalités liées à l'élimination des déchets en fin de vie
Les sociétés de négoce proposent fréquemment des présentoirs composés de matériaux mixtes, avec des attaches en plastique épais ou des barres de renfort en acrylique, sous couvert d'esthétique haut de gamme. Elles ignorent totalement les strictes réglementations de fin de vie (EOL) imposées par les grandes surfaces américaines<sup>8</sup>, où les structures non recyclables sont immédiatement sanctionnées par des pénalités importantes. Lors de mes audits de ces présentoirs, je constate systématiquement l'important passif financier dissimulé dans la chaîne d'approvisionnement, les détaillants facturant simplement à la marque les frais de main-d'œuvre<sup>9 </sup> lorsque les employés doivent séparer manuellement le plastique du carton.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience le mois dernier lors d'un audit structurel interne pour un présentoir proposé à un nouveau client. En 2023, j'ai demandé à Mark, mon ingénieur packaging principal, de tester un présentoir dit haut de gamme, fortement dépendant d'un laminage en feuille métallique non recyclable. Je me souviens très bien de Mark essayant d'arracher la feuille du support kraft vierge 32ECT ; le bruit sec et rauque des fibres de papier se détachant résonnait contre les murs en béton de notre laboratoire de R&D tandis que le support se réduisait en miettes contaminées et inutilisables. Sachant que cela entraînerait un refus immédiat aux points de collecte des déchets recyclables américains, nous avons jeté les feuilles et refait le panneau, optant pour une structure 100 % conforme aux normes FSC (Forest Stewardship Council), recyclable en porte-à-porte et assemblée par des joints en papier façon origami, au lieu de clips en plastique. Je perds du temps et de l'argent dans mon laboratoire de test pour que vous ne perdiez pas de profits en magasin. Cette adaptation écologique n'a pas seulement permis d'éviter un échec en matière de développement durable ; elle a réduit à zéro le temps de démontage manuel en magasin, évitant ainsi au client des frais de refus exorbitants de la part des détaillants et des semaines de travail correctif.
| Facteur de recyclabilité | Approche générique | Réalité artificielle |
|---|---|---|
| Approvisionnement en matériaux | Papier aléatoire non certifié | carton ondulé traçable10 |
| Joints structuraux | Clips et rubans adhésifs en plastique | Languettes de verrouillage en papier de style origami11 |
| Risque de pénalité en fin de vie | Ignoré lors de la phase de conception | Atténué par l'ingénierie des matériaux monomatériaux12 |
Je conçois en pensant à la destination finale, pas seulement au jour de l'inauguration. Un présentoir qui ne peut pas être jeté directement dans une presse à balles de recyclage standard représente un gouffre financier.
🛠️ Le bureau de Harvey : Vos composants en matériaux mixtes font-ils grimper insidieusement vos frais de recyclage avant même le lancement de la campagne ? 👉 Demandez un audit de conformité EOL gratuit ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Comment créer une entreprise de boîtes en carton ?
Pour entrer dans ce secteur, il est nécessaire de maîtriser les tolérances mathématiques strictes des machines industrielles automatisées.
Créer une entreprise de boîtes en carton exige un investissement conséquent en capital, notamment dans des tables de routage CAO (Conception Assistée par Ordinateur) automatisées, des machines de découpe et des protocoles de prépresse rigoureux. La réussite repose sur la maîtrise de l'ingénierie structurelle, la mise en place de chaînes d'approvisionnement certifiées et l'instauration d'un environnement de production zéro défaut afin de répondre en permanence aux normes de qualité des distributeurs internationaux.
Avant même de songer à mettre en marche une machine, il est indispensable de comprendre comment les défauts de conception numérique peuvent physiquement endommager les équipements industriels lourds.
Protocole de remplacement de la machine de couleur d'accompagnement
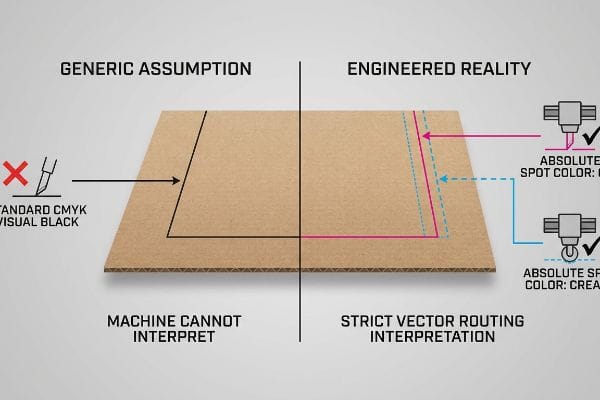
Lors de mes audits des flux de production clients, je constate fréquemment que les nouveaux acteurs du secteur de l'emballage traitent les tables de découpe comme de simples imprimantes de bureau. Ils partent du principe qu'un simple trait noir CMJN (Cyan, Magenta, Jaune, Noir) tracé dans Illustrator suffira à ce que la lame industrielle sache comme par magie où découper. Cette méconnaissance fondamentale du langage machine provoque des arrêts de production complets, car les équipements CNC (Commande Numérique par Calculateur) ne peuvent interpréter les couleurs visuelles ;ils nécessitent des vecteurs mathématiques précis associés à des commandes d'outillage spécifiques.
Dans mon atelier, je constate régulièrement les conséquences désastreuses de ces envois de fichiers non vérifiés, directement sur la chaîne de production. Un nouveau client nous a récemment envoyé une demande de devis (RFQ) présentant un tracé de découpe d'affichage très complexe, entièrement composé de traits noirs standard, en supposant que notre découpeuse Kongsberg série C le gérerait sans problème. Lors de nos tests préliminaires, le logiciel RIP (Raster Image Processing) de la machine a fusionné les lignes de découpe directement dans le calque du visuel, ce qui a entraîné un contact physique de la lame nul (0,00 pouce) : la fraiseuse restait immobile au-dessus du panneau. J'ai analysé les données et démontré qu'une refonte complète n'était pas nécessaire ; un simple protocole strict de couleurs d'accompagnement mécaniques suffisait. Une fois que l'équipe prépresse m'a autorisé à séparer les calques et à convertir les traits en couleurs d'accompagnement absolues (100 % magenta pour la découpe, 100 % cyan pour le pliage14), la machine a fonctionné parfaitement. En imposant cette traduction prépresse, j'ai permis à notre taux de rendement de découpe d'augmenter de 18 %, ce qui a permis à nos clients d'économiser plus de 48 heures de délai prépresse et d'éliminer les déchets de prototypes.
| Élément de prépresse | Hypothèse générique | Réalité artificielle |
|---|---|---|
| Mise en forme des lignes de découpe | Noir visuel CMJN standard | Trajectoires d'outillage de couleur d'accompagnement absolue15 |
| Logique des machines CNC | La machine lit les lignes visuelles | Interprétation stricte du routage vectoriel16 |
| Vitesse de prototypage | Modifications manuelles constantes des fichiers | opérations de découpe sans joint |
Je veille à ce qu'aucune donnée erronée n'affecte mes tables de découpe. L'application stricte des spécifications machine en prépresse permet d'éviter un gaspillage matériel coûteux en atelier.
🛠️ Le bureau d'Harvey : Les erreurs de découpe numérique ralentissent-elles votre mise sur le marché et augmentent-elles vos coûts d'échantillonnage ? 👉 Obtenez une analyse gratuite de votre outillage prépresse ↗ — J'analyse personnellement chaque fichier structurel sous 24 h.
Conclusion
Qu'il s'agisse d'éviter le blocage des fraiseuses CNC sur des trajectoires CAO défectueuses, de prévenir le flambage des panneaux BCT à simple paroi ou de limiter les pénalités de fin de vie exorbitantes, la maîtrise de la physique du carton ondulé protège votre chaîne d'approvisionnement. Le mois dernier seulement, mon audit structurel a permis à trois marques d'éviter plus de 10 000 $ de pertes liées à la mise au rebut des stocks et aux refacturations des détaillants. Si vous souhaitez éviter que des défaillances structurelles ne compromettent vos campagnes, laissez-moi analyser personnellement vos fichiers structurels grâce à un audit gratuit de fret et de densité ↗ afin de garantir que chaque centimètre carré optimise votre retour sur investissement logistique.
« Boîtes prédécoupées ou découpées : quel style de boîte vous convient le mieux ? – PakFactory », https://pakfactory.com/blog/what-is-rsc-box-vs-die-cut-boxes/?srsltid=AfmBOoqGSRUFr7t96l8TfiA46zZR_sai7qnOOt8vV_kP-meLzt6xzp3W. [Une analyse comparative des styles de boîtes démontre que les emballages prédécoupés nécessitent moins de carton ondulé grâce à l’absence de rabats supérieurs]. Type de preuve : validation métrique ; source : spécification des matériaux de l’industrie. Supports : rendement des matériaux HSC. Note de portée : Comparaison avec les boîtes prédécoupées standard de dimensions de base identiques .
« Modèles de boîtes de base | Packaging Corporation of America », https://www.packagingcorp.com/resource-hub/beyond-the-box/basic-box-styles/ . [Un guide technique sur l'emballage en carton ondulé explique comment les rabats centraux assurent un soutien vertical et empêchent l'affaissement des coins]. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie de l'emballage. Supporte : capacité de charge structurelle des fermetures RSC. Remarque sur la portée : s'applique spécifiquement aux fermetures RSC complètes.
« Boîtes HSC vs RSC : Analyse structurelle et guide d’achat B2B », https://innorhino.com/blog/packaging-guide/structural-design/hsc-vs-rsc-corrugated-boxes?srsltid=AfmBOoqcDyL9Ya0tp_X12pEIN0sgA5RZ0H9vxXM-bAxzJarxZRswUHxc. [L’analyse structurelle des emballages à ouverture supérieure indique que, sans rabats supérieurs, la résistance à la compression de la boîte dépend fortement de la rigidité de la charge interne]. Rôle de la preuve : validation technique ; type de source : revue scientifique sur l’emballage. Appui : Réalité des charges structurelles des HSC. Note de portée : Pertinent pour la résistance à la compression verticale .
« Étude de l’influence de la rigidité du plateau supérieur des palettes sur la résistance du carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/. [Les normes techniques d’emballage démontrent que le carton ondulé simple cannelure ne possède pas la résistance à la compression verticale suffisante pour supporter les charges dynamiques durant le transport]. Rôle de la preuve : Vérification technique ; type de source : Manuel technique. Sujet : Insuffisance structurelle des caisses simple cannelure pour le transport de charges lourdes. Note de portée : Traite spécifiquement de la rupture sous charge dynamique par rapport à la rupture sous charge statique .
« Conception optimale des emballages en carton ondulé double cannelure – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. [Les guides techniques d'ingénierie de l'emballage détaillent la propension du carton ondulé simple cannelure au flambage vertical sous certaines charges de compression.] Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Sujet : vulnérabilité structurelle du carton simple cannelure. Remarque sur la portée : dépend de la taille des cannelures et de la qualité du matériau .
« Quelle est la résistance des boîtes en carton double cannelure et quel poids peuvent-elles supporter ? », https://www.theboxery.com/blog/how-strong-are-double-wall-cardboard-boxes-and-what-weight-can-they-hold/?srsltid=AfmBOop0IBWe7NRCkwlnVZ43M4nFuSIWXA4rTlVlo7kPRhjnfbHnQFCb. [Les normes industrielles telles que ASTM ou TAPPI fournissent des données sur la façon dont la construction à double cannelure améliore les résultats du test de compression de boîtes (BCT) pour les conteneurs empilés.] Rôle de la preuve : vérification métrique ; type de source : norme industrielle. Sujet : performance BCT des boîtes à double cannelure. Note de portée : par rapport aux alternatives à simple cannelure .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . [Les manuels de logistique et de chaîne d'approvisionnement des grandes surfaces exigent généralement l'utilisation d'emballages en carton ondulé triple cannelure pour les expéditions palettisées haute densité afin d'en garantir la stabilité .] Rôle de la preuve : exigence sectorielle ; type de source : guide logistique. Appui : utilisation du triple cannelure dans les clubs-entrepôts. Note de portée : spécifique aux applications industrielles intensives.
« Quoi de neuf en matière de politique d'emballage ? Tour d'horizon des politiques d'emballage », https://sustainablepackaging.org/2026/04/29/packaging-policy-news/ . [Les directives de développement durable des détaillants et les manuels de conformité des fournisseurs documentent les obligations spécifiques et les sanctions financières applicables aux matériaux d'affichage non recyclables ] . Rôle de la preuve : vérification factuelle ; type de source : politique d'entreprise/manuel du fournisseur. Appuie : l'existence de sanctions financières pour les matériaux en fin de vie non conformes. Remarque : les sanctions peuvent varier selon le détaillant et la région.
« Coca-Cola lance un programme de recyclage en boucle fermée pour ses présentoirs en magasin », https://www.packagingdigest.com/sustainability/coca-cola-starts-closed-loop-recycling-program-for-in-store-displays. [Des rapports sectoriels sur la logistique de détail et les accords avec les fournisseurs permettraient de confirmer la pratique consistant à facturer aux marques la main-d'œuvre nécessaire au tri des matériaux mixtes en vue de leur recyclage]. Rôle de la preuve : vérification du processus ; type de source : rapport sectoriel sur la logistique. Justifie : la responsabilité financière engendrée par les présentoirs composés de matériaux mixtes. Note relative à la portée : s'applique spécifiquement aux présentoirs PLV non conformes .
« L’impact environnemental des emballages en carton ondulé », https://www.internationalpaper.com/resources/blog/environmental-impact-corrugated-packaging-why-balanced-fiber-approach-best . [Une source faisant autorité en matière d’emballages durables vérifierait comment la traçabilité améliore les taux de récupération des matériaux et la conformité aux normes d’approvisionnement certifiées]. Rôle de la preuve : Spécification technique ; type de source : Norme industrielle. Contribue à : L’efficacité de l’approvisionnement en matériaux. Note relative au champ d’application : S’applique aux chaînes d’approvisionnement certifiées.
« [PDF] Papier et carton : ce qui peut (et ne peut pas) être recyclé », https://www.scarsdale.gov/DocumentCenter/View/4016/CAC-Sustainability-Articles—Recycling-Part-II-Paper-and-Cardboard—Dec-2018. [Ce document technique sur l’ingénierie des emballages démontre comment les mécanismes de fermeture du papier éliminent les contaminants plastiques afin de faciliter le recyclage du carton]. Type de preuve : Méthode d’ingénierie ; type de source : Manuel technique. Sujet : Durabilité des assemblages structuraux. Note de portée : Ce document porte sur l’élimination des composants adhésifs ou plastiques .
« Gestion durable de la fin de vie des plastiques – EPA NEPIS », https://nepis.epa.gov/Exe/ZyPURL.cgi?Dockey=P101C0IO.TXT . [Les recherches sur l'économie circulaire confirment que la construction monomatériau réduit les coûts de tri et les pénalités financières liées aux flux de déchets contaminés]. Rôle de la preuve : Impact économique ; type de source : Étude académique. Appui : Réduction du risque de pénalités en fin de vie. Note de portée : Concerne la gestion des déchets industriels.
« Adobe Illustrator – Quelle couleur utiliser pour les lignes de découpe ? », https://graphicdesign.stackexchange.com/questions/83118/what-color-swatch-to-use-for-cut-lines . La documentation technique des machines CNC industrielles confirme que ces équipements fonctionnent par le biais du code G ou de coordonnées vectorielles spécifiques, plutôt que par l'interprétation des valeurs de couleur CMJN/RVB pour les trajectoires d'outil. Rôle de la preuve : vérification technique ; type de source : manuel d'utilisation de machines industrielles. Justifie : l'utilisation de vecteurs mathématiques plutôt que de marqueurs de couleur visuels. Remarque sur la portée : limité aux équipements de fraisage et de découpe CNC standard.
« Couleurs d'accompagnement vs. couleurs quadri – Seattle Printworks », https://seattleprintworks.com/prepress/how-to-build-professional-files-with-spot-colors/. [Les guides techniques de l'industrie pour les tables de découpe CNC spécifient l'utilisation de couleurs d'accompagnement désignées pour différencier les trajectoires de découpe et de rainage]. Rôle de la preuve : vérification technique ; type de source : manuel technique. Appui : L'utilisation de protocoles de couleurs d'accompagnement spécifiques pour automatiser les machines de découpe. Remarque : L'attribution des couleurs spécifiques peut varier selon la marque de la machine ou la configuration du logiciel .
« Qu'est-ce qu'une ligne de découpe en emballage et impression ? – Dauxin », https://www.dauxin.com/blog/what-is-a-dieline/. [Les manuels de prépresse de référence expliquent comment des couleurs d'accompagnement spécifiques sont utilisées pour indiquer à la machine CNC de basculer entre les outils de découpe et de rainage]. Rôle de la preuve : Spécification technique ; type de source : Manuel standard de l'industrie. Supporte : L'utilisation des couleurs d'accompagnement pour la planification des trajectoires d'outils. Remarque sur la portée : Limité aux logiciels de tables de découpe automatisées. ↩
« Découpe laser vectorielle vs raster | Opérations – École de design », https://design.ncsu.edu/operations/510/laser-cutter-vector-vs-raster-laser-cutting/ . [La documentation technique sur les systèmes de commande numérique ( CNC) confirme que la machine interprète des coordonnées vectorielles mathématiques plutôt que des images raster visuelles]. Rôle de la preuve : Mécanisme technique ; type de source : Manuel d’ingénierie. Sujet : Logique de fonctionnement du fraisage CNC. Note de portée : Généralités sur les machines industrielles vectorielles.



