
Le prototypage n'est pas un luxe superflu. C'est le moyen incontournable de prouver l'efficacité d'une campagne de vente au détail. Négliger cette étape garantit un échec retentissant de la chaîne d'approvisionnement.
Oui. Il est courant de recevoir un échantillon du présentoir en carton ondulé avant une commande importante. Le prototypage permet de valider l'intégrité structurelle, l'identité visuelle et les limites de poids grâce à des tests physiques, éliminant ainsi tout risque de production en série d'unités défectueuses qui ne répondraient pas aux exigences des détaillants ou qui se déformeraient sous le poids pendant le transport.

Mais un échantillon blanc n'est que le point de départ. Pour comprendre pourquoi nous exigeons une preuve concrète avant la production en série, il faut observer comment ces matériaux se comportent réellement en usine.
Qu'est-ce qu'un exemple de boîte en carton ondulé ?
Vous interagissez quotidiennement avec des transporteurs classiques, mais les environnements de vente au détail exigent des formats structurels hautement spécialisés pour survivre.
Un exemple courant de boîte en carton ondulé est le RSC (Regular Slotted Container), largement utilisé dans la logistique mondiale. Les détaillants adaptent fréquemment cette géométrie en HSC (Half Slotted Container), en supprimant complètement les rabats supérieurs afin de concevoir des bacs de présentation ouverts sur le dessus, permettant un accès immédiat aux produits pour le consommateur dans les rayons des magasins.

Comprendre les formes de base est facile. Le véritable danger réside dans la manière dont les équipes d'approvisionnement modifient ces structures pour réduire les coûts.
La vulnérabilité à la compression des conteneurs à ciel ouvert
Lorsque des clients me demandent de définir un emballage standard pour le commerce de détail, je leur présente généralement le HSC. Il s'agit essentiellement d'un RSC dont le toit a été supprimé, créant ainsi un plateau de présentation. Cependant, cette modification structurelle, en apparence anodine, change fondamentalement la façon dont l'emballage supporte le poids vertical. La suppression des rabats supérieurs continus élimine complètement la protection supérieure à 360 degrés, réduisant considérablement la capacité de la structure à répartir la pression exercée par le hautsur les parois verticales.
Je constate fréquemment que les équipes d'approvisionnement imposent ces conteneurs à ouverture supérieure pour réduire les coûts des matières premières, sans vérifier la densité structurelle de la charge interne. Si le produit interne n'est pas parfaitement rigide, tout le poids de la charge lourde en entrepôt repose directement sur les bords ouverts non soutenus. Pour remédier à ce problème, je compense mathématiquement la perte de stabilité supérieure en alignant rigoureusement le grain ondulé à la verticale afin de maximiser la résistance à l'écrasement des bords (ECT²).En concevant cette résistance verticale, je garantis que le conteneur à ouverture supérieure peut supporter en toute sécurité une palette double, réduisant ainsi les dommages liés au transport de près de 100 % et évitant tout refus par le détaillant.
| Modification structurelle | Résultat physique | Retour sur investissement du fret et de l'assemblage |
|---|---|---|
| Alignement vertical du grain3 | Restaure la stabilité des bords manquante | Élimine les écrasements liés au transport |
| Amélioration de la double paroi4 | Absorbe la charge dynamique supérieure | Sécurise le transport à double empilement |
| Verrouillage d'angle à 360 degrés | Empêche la déformation de la paroi extérieure5 | Réduit totalement le risque de rétrofacturation |
Je ne permets jamais que les économies fassent compromettre la solidité de la structure d'un bac de vente au détail. Je conçois chaque conteneur à ciel ouvert spécifiquement pour résister à un empilage intensif en entrepôt sans que la marchandise à l'intérieur ne supporte la charge cinétique.
🛠️ Le bureau de Harvey : Vous optez pour des modèles de caissons pour économiser quelques centimes tout en compromettant secrètement la résistance à la compression dynamique de votre structure ? 👉 Auditez votre stabilité structurelle ↗ — J’examine personnellement chaque dossier de structure sous 24 heures.
Pourquoi le carton est-il interdit dans les hôpitaux ?
Les environnements de soins de santé appliquent des protocoles d'hygiène stricts, et les produits en papier brut non traités présentent un risque biologique et mécanique important.
Le carton est interdit dans les zones stériles des hôpitaux car le carton ondulé brut génère des poussières de papier microscopiques et retient l'humidité. Ces particules fibreuses contaminent facilement les salles d'opération désinfectées, obstruent les systèmes de filtration des équipements médicaux sensibles et constituent un milieu propice à la prolifération bactérienne lors d'un stockage prolongé.

Mais la théorie ne suffit pas quand les machines se mettent en marche dans mon usine. Ce risque de contamination affecte les emballages haut de gamme tout autant que les fournitures médicales.
La menace invisible de la contamination par la poussière ondulée
Même les graphistes les plus expérimentés négligent souvent la réalité microscopique du processus de découpe, supposant qu'une feuille de carton fraîchement découpée est parfaitement propre. Ils ne réalisent pas que la perforation d'un carton épais 32ECT par une matrice en acier fracture violemment les fibres du papier brut, générant un nuage important de particules en suspension dans l'air⁶. Si cette poussière invisible se dépose sur le carton avant l'application de la feuille de finition lithographiée, l'adhésif se fixe aux impuretés plutôt qu'au support solide.
Au départ, je pensais qu'un brossage standard en usine suffirait à nettoyer les feuilles. J'avais tort. Lors d'une de présentoirs cosmétiques , une couche de poussière invisible a provoqué le décollement du film soft-touchle long des lignes de prédécoupe, laissant une sensation granuleuse et poudreuse de poussière ondulée sous les graphismes qui se décollaient. L'ensemble du lot a échoué au contrôle qualité visuel. Désormais, j'impose un protocole strict d'aspiration et de nettoyage à l'air comprimé directement sur la ligne de découpe. En soufflant les panneaux bruts à l'air comprimé à haute vitesse et en aspirant immédiatement les débris, j'élimine complètement le risque lié aux particules. Cette intervention rigoureuse élimine les défauts d'impression et permet d'augmenter la vitesse d'assemblage du conditionnement d'environ 15 %,car les opérateurs n'ont plus besoin de nettoyer les composants contaminés.
| Solution technique | Résultat physique | Retour sur investissement financier et qualitatif |
|---|---|---|
| lames d'air à haute vitesse | Projette des poussières de fibres microscopiques | Empêche la formation de bulles dans le stratifié9 |
| Extraction sous vide en ligne | Aspiration des particules en suspension dans l'air | Élimine les défaillances visuelles du contrôle qualité |
| Routage de substrat scellé | Isole le flux de matériaux propres | Accélère l'assemblage de 15 %10 |
Je refuse que des résidus de fabrication invisibles compromettent le lancement d'un produit haut de gamme en magasin. Éliminer la poussière de papier avant la plastification est le seul moyen de garantir une perfection visuelle absolue en rayon.
🛠️ Le bureau d'Harvey : Des poussières de papier microscopiques sont-elles responsables du décollement et des bulles de vos laminations haut de gamme lors des longs transports maritimes ? 👉 Demandez un audit de fabrication en salle blanche ↗ — Confidentialité garantie à 100 %. Vos maquettes non commercialisées sont en sécurité.
Quel est un autre nom pour une boîte en carton ondulé ?
La terminologie employée dans ce secteur varie énormément selon que vous vous adressiez à un responsable d'entrepôt, à un centre de recyclage ou à un acheteur du secteur de la vente au détail.
On appelle aussi la boîte en carton ondulé OCC (Old Corrugated Containers), la terminologie officielle utilisée par l'industrie mondiale du recyclage. Dans les secteurs de la logistique et de la production, ces structures sont souvent désignées par les termes de cartons maîtres, de cartons d'expédition ou simplement de boîtes en carton ondulé, selon leur application spécifique dans la chaîne d'approvisionnement.

L'apprentissage du vocabulaire n'est que la base. Les véritables difficultés surviennent lorsque les marques comprennent mal les mécanismes physiques sous-jacents à ces termes techniques.
Le piège de repulpabilité de l'OCC
Lorsque des clients me questionnent sur l'approvisionnement en matériaux, je les oriente systématiquement vers la norme OCC, très stricte. L'OCC n'est pas un terme marketing pour désigner les déchets ; il s'agit d'un circuit de recyclage rigoureux, entièrement contrôlé et 100 % recyclable en porte-à-porte , que les grandes enseignes appliquent désormais scrupuleusement. Cependant, les marques tentent souvent de rendre ces emballages écologiques en les recouvrant de bioplastique PLA (acide polylactique), partant du principe erroné que ce film à base de maïs s'intègre parfaitement au système de recyclage standard .
Il s'agit d'un mythe tenace dans l'industrie. Le PLA forme un film physique solide qui repousse fortement l'eaulors du processus de décomposition du carton ondulé dans les installations municipales standard. Lorsque mon équipe de R&D a testé ces bioplastiques dans nos cuves de laboratoire, le matériau ne s'est pas dissous, laissant d'épais rubans de plastique qui ont obstrué les filtres et entraîné le rejet de l'ensemble du lot comme déchet d'enfouissement. Pour résoudre ce problème, j'applique rigoureusement un protocole de revêtement aqueux liquide sur les films de PLA solides. Les finitions à base d'eau agissent comme une matrice polymère liquidequi se dissout instantanément sans laisser de résidus plastiques importants, garantissant ainsi que la boîte reste 100 % recyclable en collecte sélective et réussit sans difficulté les audits de durabilité stricts des détaillants.
| Solution technique | Résultat physique | Retour sur investissement en matière de conformité |
|---|---|---|
| revêtement aqueux liquide | Se dissout facilement dans les cuves d'eau15 | Réussit les audits de durabilité du commerce de détail |
| Interdiction du bioplastique PLA | Empêche le colmatage du filtre16 | Élimine le rejet de recyclage |
| Application monomatière | Maintient une boucle de fibres de papier pures | Garantit la pleine conformité au Code de conduite17 |
Je veille à ce que chaque présentoir que nous fabriquons respecte les limites mécaniques réelles de l'infrastructure de recyclage. L'utilisation de finitions aqueuses liquides est le seul moyen de garantir que votre emballage ne finira pas par pourrir dans une décharge.
🛠️ Le bureau d'Harvey : Vos laminations en bioplastique « écologiques » entraînent-elles secrètement des refacturations massives en raison de leur non-conformité aux normes de recyclage municipales ? 👉 Optez pour des revêtements conformes aux normes de vente au détail ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Quelle est la structure d'un carton ondulé ?
La solidité des emballages de vente au détail ne provient pas uniquement de l'épaisseur du matériau ; elle provient d'une architecture géométrique précise, à l'échelle microscopique.
La structure d'un carton ondulé se compose d'une couche centrale de papier cannelée prise en sandwich entre deux feuilles de carton plates. Cette géométrie, fruit d'une ingénierie particulière, imite une série d'arches structurelles continues, absorbant dynamiquement les chocs cinétiques et répartissant le poids vertical important sur l'ensemble de l'emballage pendant le transport.
Comprendre la structure de base d'une structure sandwich est simple. Les défaillances catastrophiques surviennent lorsque les concepteurs ignorent complètement l'orientation de ces arches internes.
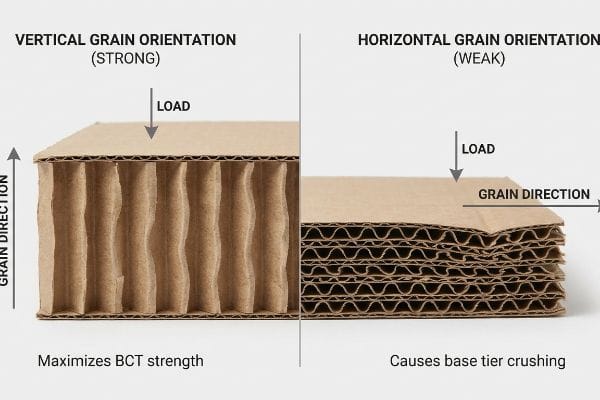
La physique de l'orientation verticale des grains
Lorsque des clients me demandent pourquoi leur présentoir lourd s'est effondré, je leur explique généralement que la structure interne du carton ondulé dépend de sa résistance à la compression (test BCT). Jusqu'à 60 % de cette résistance provientde l'alignement vertical de ces ondulations internes. Le comportement est comparable à celui des colonnes d'un gratte-ciel : si ces colonnes sont horizontales, l'immeuble s'écroule sous le poids de sa propre toiture.
Je reçois fréquemment de magnifiques gabarits plats de graphistes qui ont orienté le visuel principal perpendiculairement au sens du grain pour gagner de la place sur la plaque d'impression. Je les refuse systématiquement. Si je laissais ce motif arriver sur la table de découpe, les cannelures internes seraient horizontales sur la base du présentoir, ce qui signifierait que les fibres du papier n'auraient aucun moyen de résister à la gravité<sup>19</sup>. Je reconstruis donc le gabarit mathématiquement en CAO (Conception Assistée par Ordinateur), en forçant le sens du grain à rester parfaitement vertical. En ancrant la géométrie interne du panneau contre la force de gravité, je garantis la capacité de charge maximale du matériau, permettant ainsi à la base de supporter facilement 68 kg de marchandises<sup>20</sup> sans présenter le moindre affaissement de 2,5 mm.
| Solution technique | Résultat physique | Retour sur investissement de la chaîne d'approvisionnement |
|---|---|---|
| Verrou à grains vertical | Aligne les cannelures avec la gravité | Optimise la force BCT21 |
| Réingénierie CAO | Corrige les défauts horizontaux | Élimine l'écrasement du niveau de base22 |
| calcul de la cible BCT | Pré-vérifie le poids dynamique23 | Évite la mise au rebut des stocks |
Je ne fais jamais de compromis sur les principes de structure pour simplifier légèrement l'impression. L'alignement parfaitement vertical du grain ondulé interne est la base non négociable de tout présentoir destiné à résister aux environnements commerciaux exigeants.
🛠️ Le bureau d'Harvey : Votre fabricant actuel suit-il aveuglément les tracés de votre graphiste, ignorant complètement les conséquences désastreuses d'un mauvais alignement horizontal du grain ? 👉 Obtenez une analyse structurelle CAO ↗ — J'analyse personnellement chaque fichier structurel sous 24 h.
Conclusion
Vous pouvez choisir un fournisseur moins cher qui néglige le prototypage physique, mais si son carton brut non traité génère une importante contamination par la poussière ondulée sur la ligne de découpe, vos visuels haut de gamme se décolleront violemment, entraînant un refus catégorique du distributeur pour des raisons esthétiques. Le mois dernier seulement, mon audit structurel a permis à trois marques d'éviter plus de 10 000 $ de pertes liées à la mise au rebut des stocks et aux refacturations des distributeurs. Cessez de gaspiller votre budget marketing en prototypes ratés et laissez-moi concevoir personnellement votre prochain déploiement en point de vente ↗ pour garantir un retour sur investissement visuel et structurel maximal.
« Styles de boîtes – Boîtes en carton ondulé Acme », https://www.acmebox.com/product-offerings/box-styles/ . Directives techniques d'emballage expliquant la perte de résistance à la compression des emballages à demi-fentes par rapport aux emballages à fentes classiques. Rôle de la preuve : validation technique ; type de source : norme industrielle. Justifie : la diminution de la capacité de distribution par le haut. Note de portée : axé sur le carton ondulé.
« Nouvelle configuration d'essai d'écrasement des bords améliorée par la mesure de la déformation en champ complet… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8510352/. Les normes techniques relatives au carton ondulé confirment que l'orientation verticale des cannelures maximise la résistance à la compression, telle que mesurée par l'essai d'écrasement des bords. Rôle de la preuve : vérification technique ; type de source : norme industrielle. Appuie : l'efficacité de l'alignement du grain pour le soutien structurel. Note de portée : s'applique spécifiquement aux charges de compression verticales .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . Vérification de l’influence de l’orientation des cannelures sur la résistance à la compression verticale et la stabilité des bords du carton ondulé. Type de preuve : Validation technique ; source : Manuel de science des matériaux. Arguments : Avantage structurel de l’alignement du grain. Précision: Spécifique aux bacs ouverts.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Données techniques confirmant l’augmentation de la capacité de charge et de l’absorption des chocs lors du passage du carton ondulé simple cannelure au carton ondulé double cannelure. Rôle de la preuve : Indicateur de performance ; type de source : Norme d’ingénierie de l’ emballage. Appuie : Allégations d’absorption des chocs par le haut. Remarque sur le champ d’application : Applicable à l’expédition en conteneurs empilés.
« Emballages de protection personnalisés en carton ondulé Multi-Wall™ – Signode », https://www.signode.com/en-us/products/protective/custom-protective-packaging/corrugated-packaging/. Analyse des mécanismes de renforcement des angles pour prévenir la déformation structurelle (cintrage) sous charges de compression. Type de preuve : Analyse structurelle ; source : Guide de conception d’emballages. Objectif : Prévention du cintrage des parois. Remarque : Étude de l’intégrité structurelle des emballages ouverts sur le dessus .
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOorgoQpB1UgA7z1YZbpCNhZ4yklHlAB-Y7GBVc_7nK4YHdbwH8b5 . Documentation technique sur les effets mécaniques de la découpe du carton ondulé sur les émissions de particules. Type de preuve : vérification factuelle ; source : étude d'ingénierie de production. Sujet : génération de fibres en suspension dans l'air lors du processus de découpe. Portée : transformation industrielle du carton.
« Glossaire de l'industrie de l'emballage en carton ondulé pour les équipes de contrôle qualité », https://epssw.com/blog/corrugated-packaging-industry-glossary. Explication technique de la façon dont les particules créent une barrière physique qui empêche l'adhérence entre les substrats et les films. Rôle de la preuve : mécanisme technique ; type de source : revue scientifique sur les matériaux. Éléments justifiant l'argument : lien de causalité entre la poussière de papier et les défauts de lamination. Remarque sur la portée : applicable aux revêtements doux au toucher .
« Conseils pour le dépoussiérage dans les papeteries et les lignes d'emballage », https://baghouse.com/dust-collection-for-paper-mills-and-packaging-lines/?srsltid=AfmBOoouJYsc_Q0dbiRQpoOWgaS14gwQyAXzpc_oMxIqb1u2_Xk12TRn. Données quantitatives mesurant la réduction du temps de nettoyage manuel et des erreurs d'assemblage après la mise en œuvre d'un système d'aspiration des poussières par lame d'air. Type de preuve : validation quantitative ; source : étude d'ingénierie industrielle. Éléments à prendre en compte : indicateur d'efficacité pour la maîtrise de la contamination. Remarque : basé sur des moyennes de débit industriel .
« Lame d'air industrielle | Séchage et soufflage à haute vitesse », https://www.sonicairsystems.com/category/air-knife . Explication technique du procédé d'élimination des particules microscopiques de surface par un flux d'air à haute vitesse, qui prévient les défauts d'adhérence et la formation de bulles lors du laminage . Preuve : validation technique ; type de source : manuel d'ingénierie industrielle. Constat : efficacité des lames d'air. Précision : s'applique spécifiquement aux procédés de laminage.
« [PDF] Feuille de route technologique internationale », https://www.semiconductors.org/wp-content/uploads/2018/08/2007Assembly-Packaging.pdf. Données quantitatives confirmant le gain de productivité lié au routage de substrats scellés en environnements à flux propre. Rôle de la preuve : vérification métrique ; type de source : étude d’efficacité de la production. Appui : affirmation de retour sur investissement. Note de portée : moyenne de performance spécifique à l’industrie .
« Règles de recyclage · NYC311 – NYC.gov », https://portal.311.nyc.gov/article/?kanumber=KA-02013 . Vérification des autorités de gestion des déchets confirmant le rôle du carton ondulé usagé (OCC) dans l'infrastructure standard de recyclage en porte-à-porte. Rôle de la preuve : validation factuelle ; type de source : norme industrielle. Appuie : la recyclabilité de l'OCC. Note sur la portée : dépend des capacités municipales locales.
« Revêtement de papier recyclable et biodégradable avec des agents fonctionnalisés… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11948148/. Preuves techniques démontrant que les bioplastiques PLA contaminent le processus de repulpage et sont incompatibles avec les papeteries classiques. Rôle de la preuve : vérification technique ; type de source : recherche académique. Appuie : l’affirmation selon laquelle le PLA est un contaminant dans le recyclage du carton ondulé usagé. Note de portée : se réfère au procédé de pâte mécanique standard .
« [PDF] Guide SPC : Comment savoir si votre emballage papier est recyclable », https://sustainablepackaging.org/wp-content/uploads/2023/01/SPC_Paper-Pkg-Report_FINAL.pdf . Vérification technique du comportement des revêtements en acide polylactique (PLA) lors du processus de repulpage dans le cadre du recyclage du carton ondulé usagé (OCC). Type de preuve : vérification factuelle ; type de source : étude en science des matériaux ou norme industrielle. Appuie : l’affirmation selon laquelle les films de PLA empêchent la pénétration de l’eau lors de leur décomposition. Note relative à la portée : spécifiquement pour les installations de recyclage municipales.
« [PDF] Repulpabilité du carton ondulé couché – TAPPI.org », https://imisrise.tappi.org/download.aspx?key=91OCT079 . Comparaison des revêtements aqueux et des films PLA solides en termes de vitesse de dissolution et de résidus lors du recyclage du papier. Rôle de la preuve : validation technique ; type de source : guide technique de l’industrie de l’ emballage. Appuie : l’affirmation selon laquelle les revêtements aqueux garantissent la recyclabilité en porte-à-porte. Note de portée : axé sur les applications en carton ondulé.
« Revêtement barrière de remplacement de cire biosourcé sans PFAS pour le papier… », https://www.canr.msu.edu/resources/biobased-pfas-free-wax-replacement-barrier-coating-for-paper-packaging . Vérification technique de la dispersion aisée des revêtements aqueux dans les cuves de pâte à papier, contrairement aux revêtements polyéthylène. Rôle de la preuve : validation technique ; type de source : publication en science des matériaux. Appuie : la repulpabilité des revêtements aqueux. Note de portée : spécifique aux revêtements en dispersion aqueuse.
« Impact de la contamination par les bioplastiques sur le recyclage mécanique de… », https://pubmed.ncbi.nlm.nih.gov/38815529/. Preuves techniques démontrant que les résidus de PLA créent des « amas collants » ou des blocages physiques dans les systèmes de filtration pour le recyclage. Type de preuve : spécification technique ; source : manuel d’exploitation d’une installation de recyclage. Argument : nécessité opérationnelle d’interdire le PLA dans les flux de carton ondulé usagé. Précision : l’étude porte sur la filtration mécanique .
« Certification de la chaîne de contrôle – Forest Stewardship Council », https://fsc.org/en/chain-of-custody . Vérification de la manière dont la monomatérialité simplifie le suivi de la chaîne de contrôle (CoC) pour les certifications de gestion forestière durable. Rôle de la preuve : vérification réglementaire ; type de source : norme de certification. Appuie : la relation entre la pureté des matériaux et la conformité à la CoC. Note sur la portée : dépend de l’organisme de certification spécifique tel que le FSC ou le PEFC.
« Estimation de la résistance à la compression des boîtes en carton ondulé pour… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/ . Données techniques issues de normes d'ingénierie de l'emballage ou de recherches en science des matériaux quantifiant l'impact spécifique de l'alignement vertical des cannelures sur les valeurs des tests de compression des boîtes. Rôle de la preuve : vérification quantitative ; type de source : norme technique ou article académique. Appuie : l'affirmation selon laquelle la résistance à la compression est majoritairement due à l'orientation verticale. Remarque : les valeurs peuvent varier en fonction de la qualité des cannelures et du grammage du revêtement.
« [PDF] Effet de la vitesse de chargement sur la résistance à la compression sur chant », https://www.fpl.fs.usda.gov/documnts/fplrn/fplrn121.pdf. La documentation technique sur les emballages structurels explique comment la capacité de charge du carton ondulé est déterminée par les colonnes verticales des cannelures. Rôle de la preuve : principe technique ; type de source : manuel de science des matériaux. Arguments : rupture du grain horizontal sous charges verticales. Note de portée : se concentre sur la résistance à la compression .
« [PDF] Étude de l'effet des boîtes en carton ondulé sur la répartition des contraintes », https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf. Les normes d'ingénierie de l'emballage (telles que les tests ECT ou Mullen) fournissent des mesures de la capacité de charge verticale maximale de différentes qualités de carton ondulé. Rôle de la preuve : vérification factuelle ; type de source : norme industrielle. Appuie : les affirmations relatives à la capacité de charge maximale. Note concernant la portée : varie selon le profil de la cannelure et le poids du carton .
« [PDF] Résistance à la compression sur chant du carton ondulé », https://repository.gatech.edu/server/api/core/bitstreams/17648daf-ab05-4e86-af1f-1eb669a9c20c/content. Vérification que l'alignement vertical des cannelures optimise les valeurs du test de compression de boîte (BCT). Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie de l'emballage. Appuie : relation entre l'orientation du grain et la résistance à la compression. Note de portée : spécifique au carton ondulé .
« Estimation de la résistance à l’écrasement des bords du carton ondulé à l’aide de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/ . Documentation montrant comment l’optimisation CAO prévient la rupture structurelle au bas des palettes empilées. Rôle de la preuve : vérification de la relation de cause à effet ; type de source : étude d’ optimisation logistique. Appui : avantage de la CAO dans l’emballage. Note relative au champ d’application : concerne les charges palettisées.
« [PDF] Effets de la teneur en humidité sur la résistance à la compression des boîtes : FBA BCT… », https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. Explication de la manière dont les calculs de résistance à la compression des boîtes prennent en compte les charges dynamiques pendant le transport afin de garantir l’intégrité structurelle. Rôle de la preuve : preuve méthodologique ; type de source : normes industrielles. Appui : importance de la pré-vérification de la résistance à la charge. Note de portée : axé sur le poids dynamique par rapport au poids statique .



