
Vous souhaitez lancer une campagne de vente au détail percutante, mais face à des plaques de carton ondulé brutes, vous vous demandez comment les transformer en un atout de marque haut de gamme. Analysons la situation.
Oui. Il est possible de personnaliser un présentoir en carton grâce à des techniques avancées comme la lithographie ou l'impression numérique UV directe. Ces procédés permettent d'appliquer des graphismes éclatants et haute résolution directement sur des structures en carton ondulé, transformant ainsi le carton structurel standard en présentoirs marketing ultra-résistants, prêts pour la vente au détail et conçus pour les allées des grandes surfaces.

Bien que le concept semble simple, passer d'un design numérique sur votre écran à un élément physique et robuste sur le sol du magasin nécessite de composer avec des réalités de fabrication impitoyables.
Comment fabriquer un présentoir à partir de carton ?
La mise en place d'un système fiable commence bien avant la mise en marche de la presse à imprimer.
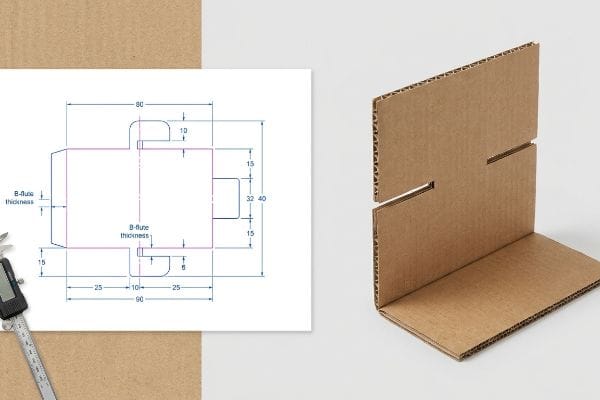
La fabrication d'un présentoir nécessite l'utilisation de logiciels de conception assistée par ordinateur (CAO) pour calculer les tolérances de pliage. Au lieu de se contenter de dessiner des formes planes, les ingénieurs doivent modéliser avec précision l'épaisseur des cannelures du carton ondulé afin de garantir un assemblage parfait des languettes lors du montage manuel en magasin.
Comprendre le logiciel est une chose, mais traduire ces lignes numériques en un épais carton physique, c'est là que la plupart des projets de novices échouent.
La physique cachée des tolérances de pliage des tôles ondulées
La plupart des graphistes dessinent les languettes d'emboîtement et les fentes de pliage dans des logiciels vectoriels basiques, en leur donnant exactement la même largeur que le panneau correspondant. Ils traitent le carton épais comme s'il s'agissait d'une feuille de papier numérique immatérielle et infiniment fine. Cette approche courante chez les débutants ignore complètement l' épaisseur physique du matériauutilisé .
Je constate ce problème chaque semaine lorsqu'un client m'envoie un gabarit plat destiné à des structures en tôle d'acier cannelée de type B. Lorsqu'un panneau de 2,8 mm d'épaisseur se plie à 90 degrés, il consomme physiquement du matériau, et l'on entend la résistance des fibres de kraft vierges qui s'opposent au pliage. Si la rainure de réception n'est pas mathématiquement élargie pour compenser ce rayon de pliure extérieur, la structure se déformera fortement. J'ai vu des vendeurs s'épuiser pendant vingt minutes à essayer d'assembler ces pièces disparates, finissant par arracher les languettes et utiliser du ruban adhésif transparent pour maintenir le tout droit. En appliquant automatiquement un algorithme de tolérance de pliage dans notre logiciel de conception de structures, je garantis que ces rainures ont le jeu exact nécessaire, réduisant ainsi le temps d'assemblage d'environ 40 % et vous évitant d'énormes difficultés de main-d'œuvre.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dessin des largeurs de fente 1:1 | Application des tolérances de pliage CAO4 | Assemblage sans frottement et sans déchirure |
| En ignorant l'épaisseur du matériau | Languettes d'élargissement pour flûte de si de 2,8 mm5 | Empêche la déformation des panneaux vers l'intérieur |
| Utilisation d'outils de conception web de base | Lignes de découpe paramétriques d'ingénierie6 | Élimine les solutions de contournement utilisant du ruban adhésif transparent |
Je ne laisse jamais un fichier vectoriel plat arriver sur les tables de découpe sans avoir vérifié les tolérances d'épaisseur du matériau. Négliger une fraction de millimètre dans le fichier numérique se traduit directement par un amas de tissus froissés et invendables dans les rayons.
🛠️ Le bureau d'Harvey : Vous hésitez sur le jeu de pliage de vos languettes d'assemblage pour le profil B ? 👉 Je vérifie votre gabarit ↗ — Accès direct à mon bureau. Zéro spam commercial, promis.
Est-il possible d'imprimer sur du carton ?
Une fois la structure mathématiquement correcte, nous devons y appliquer les éléments graphiques de votre marque.
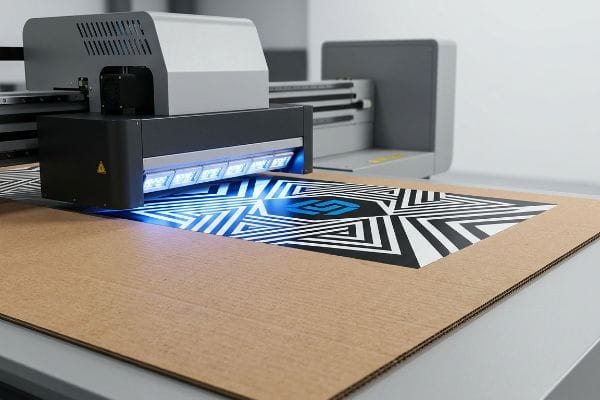
Oui. L'impression sur carton se fait principalement par impression numérique directe à plat UV ou par lithographie traditionnelle. L'impression numérique directe utilise des encres liquides qui durcissent instantanément sous lumière ultraviolette, empêchant ainsi l'absorption d'humidité, tandis que la lithographie consiste à coller une feuille de papier pré-imprimée haute résolution directement sur les cannelures du carton ondulé.
Le choix de la méthode d'application d'encre appropriée déterminera si votre logo ressortira bien sous les lumières fluorescentes intenses ou s'il paraîtra terne et délavé.
Contourner le piège à fibres boueuses grâce au durcissement UV
Une question simple et fréquente des acheteurs est de savoir si l'on peut appliquer directement les encres liquides commerciales standard sur les emballages bruts. L'approche classique, souvent utilisée par les débutants, suppose que le testliner ondulé accepte l'impression quadrichromie (CMJN) comme une page de magazine glacée. Or, le testliner brut est très poreux et absorbe facilement les encres liquides standard.
Dans mon atelier, je dois constamment mettre en garde les marques contre l'effet « boue » des trames. Si l'on pulvérise simplement un pigment liquide standard sur un carton non scellé, les fibres du papier absorbent l'encre de façon irrégulière, et une odeur caractéristique de solvant humide persiste tandis que les couleurs se mélangent pour former un amas terne et granuleux. Un gérant de magasin ne va pas installer une tête de gondole à un carrefour stratégique. Pour remédier à ce problème lors de campagnes agiles et à tirage court, je contourne complètement l'absorption par les fibres en utilisant des imprimantes à plat UV directes sur carton. La lumière ultraviolette polymérise instantanément l'encre liquideen un film polymère solide et net dès qu'elle entre en contact avec le carton. Cela empêche totalement le bavure des fibres, garantissant ainsi que vos couleurs Pantone éclatantes restent d'une netteté exceptionnelle et captent l'attention des clients à dix mètres de distance.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation d'encres liquides standard | impression directe à plat UV9 | Image de marque à contraste élevé et percutante |
| Impression directe sur les pores bruts | polymérisation instantanée de l'encre10 | Empêche les logos délavés |
| Attendre des jours que l'encre sèche | Durcissement instantané sous lumière UV11 | Accélère les déploiements rapides |
Je mise sur la polymérisation instantanée pour éliminer tout risque de bavure des fibres poreuses. Grâce à un durcissement ultra-rapide de vos graphismes (quelques millisecondes), vous obtenez un rendu visuel exceptionnel sans les coûts exorbitants des plaques traditionnelles.
🛠️ Le bureau d'Harvey : Les couleurs Pantone de votre marque sont-elles altérées par le papier testliner recyclé poreux ? 👉 Téléchargez mon guide sur les supports d'encre ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Comment s'appelle un présentoir en carton ?
Une fois la méthode d'impression choisie, il vous faut parler le même langage que le détaillant.
Un présentoir en carton est appelé PLV (Publicité sur le Point de Vente) ou comptoir de vente. Les présentoirs PLV contiennent physiquement des stocks en vrac dans les allées principales du magasin, tandis que les comptoirs de vente sont des structures plus petites, destinées à inciter à l'achat impulsif et conçues spécifiquement pour être placées directement à côté des caisses du détaillant.

L'utilisation de la terminologie appropriée ne vise pas seulement à paraître professionnel ; elle impose des règles strictes de conformité juridique et spatiale sur le marché nord-américain.
Les frontières géographiques strictes entre POP et POS
De nombreuses marques émergentes utilisent ces acronymes indifféremment, partant du principe que tout présentoir autonome remplit la même fonction. Pour éviter les erreurs d'agencement, une règle simple consiste à considérer le PLV comme la zone12 et le point de vente comme la zone13. On ne garerait pas un camion de livraison dans son salon, et il est déconseillé de placer un présentoir de palettes près d'une caisse.
Je reçois régulièrement des dossiers où une marque tente de réduire de moitié un présentoir de sol grand format pour l'utiliser comme présentoir de comptoir . L'idée semble ingénieuse pour faire des économies, mais elle ignore totalement les limites d'accessibilité (conformément à la loi américaine sur les personnes handicapées) et la profondeur du comptoir de caisse. J'ai déjà reçu des appels paniqués de clients dont le présentoir, devenu trop lourd, s'est effondré lorsqu'un caissier a heurté la caisse, endommageant la marchandise sous le choc. Je sépare systématiquement les procédures techniques : les présentoirs de sol sont fixés à des palettes GMA de 121,9 × 101,6 cm (48 × 40 pouces) et les présentoirs de comptoir sont spécifiquement conçus pour s'intégrer dans la plage de dimensions verticales de 38,1 à 121,9 cm ( 15 à 48 pouces). En alignant votre nomenclature sur ces contraintes spatiales, vous évitez des refacturations coûteuses aux détaillants et vous garantissez une intégration réussie au sol.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Unités de plancher rétractables pour comptoirs | Ingénierie de fichiers POS/POP séparés | Évite la responsabilité en cas de renversement de la caisse enregistreuse |
| Profondeur du comptoir de caisse ignorée | Conception conforme aux limites d'accessibilité de l'ADA16 | Garantit la conformité légale à l'ADA |
| Confusion entre les termes POP et POS | Ancrage aux empreintes de palettes GMA17 | Garantit un placement sans faille dans les allées |
Je refuse qu'un client mélange les plans techniques de ses comptoirs et de ses sols. Considérer un présentoir à palettes massif et un plateau de caisse comme étant identiques, c'est s'exposer à un refus catégorique.
🛠️ Harvey's Desk : Vos présentoirs de comptoir dépassent-ils sans le savoir les limites de portée des détaillants ? 👉 Demandez un contrôle de conformité spatiale ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur ajoutée.
Comment appelle-t-on une impression sur carton ?
Pour les campagnes à très grand volume, l'impression directe standard ne suffit pas.
L'impression directe sur carton de qualité supérieure est généralement appelée lithographie-lamination. Ce procédé de fabrication consiste à imprimer des graphismes de qualité photographique sur une fine feuille de papier de couverture à l'aide de machines offset traditionnelles, puis à coller physiquement cette feuille couchée sur la structure cannelée d'un carton ondulé épais à l'aide d'adhésifs spéciaux à base d'eau.

Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que les réactions chimiques commencent à se produire.
Pourquoi la lithographie standard échoue-t-elle en usine ?
En théorie, le collage d'une feuille imprimée de haute qualité sur un support rigide en carton ondulé devrait permettre d'obtenir un panneau de vente parfaitement plat et indestructible. Les services d'approvisionnement commandent fréquemment ces panneaux en supposant que l'adhésif adhère parfaitement, ignorant totalement les interactions chimiques microscopiques qui se produisent entre la colle humideet les fibres de papier brutes et poreuses.
Il ne s'agit pas d'une simple théorie : je constate ce problème systémique en test lors de l'évaluation de grands panneaux latéraux. Le procédé de lithographie-lamination utilise un adhésif PVA (acétate de polyvinyle) à base d'eau<sup>19</sup>. Dans mon laboratoire, lors de la mesure de la phase de polymérisation, j'observe que, pendant le séchage de cette colle humide sur une grande surface de 152,4 cm (60 pouces), elle se rétracte, provoquant une augmentation considérable de 14,3 % de la tension superficielle<sup>20</sup>. Ceci contraint l'ensemble du panneau de test 32ECT à se déformer fortement vers l'intérieur, à la manière d'une chips, altérant complètement sa géométrie structurelle. Je relève les mesures au micromètre et corrige le problème en élaborant un protocole de polymérisation rigoureux, consistant à fixer physiquement les panneaux humides sous une pression de 85 kg (187,5 lb) pendant exactement 24 heures. Pour les panneaux de grande taille, j'impose également l'utilisation d'une sous-couche duplex équilibrée afin de compenser la déformation due au PVA. En imposant cette tolérance stricte de planéité, je m'assure que l'équipe d'assemblage du co-packing n'ait pas à lutter contre des matériaux déformés, ce qui réduit le temps d'assemblage de 42 secondes par unité et élimine complètement les étagères bancales sur la surface de vente.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Négliger le retrait de la colle PVA humide21 | Mise en œuvre d'un protocole de poids de guérison | Fournit des panneaux parfaitement droits |
| stratification d'une face de grandes planches | Ajout d'une doublure arrière duplex équilibrée22 | Empêche la déformation structurelle vers l'intérieur |
| Accélérer le temps de séchage de la lamination | Blocage sous poids mort pendant 24 heures23 | Accélère l'assemblage final de co-emballage |
Je ne fais jamais l'impasse sur l'étape de séchage sous pression d'un panneau stratifié humide, même pour gagner du temps. La maîtrise de la tension superficielle chimique est le seul moyen de garantir un présentoir structurellement solide et parfaitement vertical.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez chercher le fournisseur de lithographie le moins cher, mais si la colle PVA humide déforme définitivement vos panneaux latéraux, le frottement structurel qui en résulte ralentira votre chaîne de montage d'environ 30 %, anéantissant ainsi votre marge bénéficiaire. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous laissez plus guider par des suppositions sur les tolérances complexes des cartes et laissez-moi analyser personnellement vos fichiers grâce à mon Audit de Moulage Gratuit ↗ afin de détecter les erreurs structurelles critiques avant le lancement de la production en série.
« Impact de l’épaisseur du carton sur les performances et le coût des emballages pliants », https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/ . Les recommandations d’ingénierie pour la conception d’emballages expliquent l’importance des mesures d’épaisseur du matériau pour le calcul des tolérances de pliage et d’encoche. Preuve : validation technique ; source : norme de l’industrie de l’emballage. Justifie : la nécessité d’intégrer l’épaisseur du matériau dans les spécifications de conception. Remarque: s’applique au carton ondulé et au carton épais.
« Carton ondulé et qualités de matériaux – Stratégies d'emballage », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Les spécifications techniques des normes d'emballage en carton ondulé vérifient l'épaisseur nominale du carton ondulé de type B. Rôle de la preuve : vérification de la spécification technique ; type de source : manuel technique industriel. Appuie : la précision de l'épaisseur du matériau citée. Remarque : l'épaisseur nominale peut varier légèrement d'un fabricant à l'autre
« Besoin d'aide pour la conception de mon présentoir ? – PopDisplay », https://popdisplay.me/can-you-help-with-the-design-of-my-display/. Des études de cas en génie industriel sur les gabarits de précision montrent comment le calcul des tolérances de pliage réduit les erreurs d'ajustement manuel et la durée d'assemblage. Rôle de la preuve : validation quantitative ; type de source : étude de cas industrielle. Appuie : l'affirmation concernant les gains d'efficacité grâce aux logiciels de calcul de structures. Remarque sur la portée : le pourcentage exact peut varier selon la complexité du projet .
« Détermination analytique de la rigidité en flexion d'un matériau à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/ . Explication de la manière dont le calcul des tolérances de pliage en CAO permet d'éviter les contraintes et les déchirures du matériau lors de l'assemblage. Rôle de la preuve : Principe d'ingénierie ; type de source : Manuel de CAO/FAO. Sujet : Intégrité structurelle des plis. Note de portée : Se concentre sur les matériaux ondulés.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Confirmation technique de l’épaisseur de la cannelure B et de la nécessité d’ajuster la largeur des languettes pour éviter le cintrage des panneaux. Rôle de la preuve : Spécification technique ; type de source : Manuel des normes des matériaux. Sujet : Précision dimensionnelle dans la conception du carton. Note relative au champ d’application : S’applique à l’ondulation standard de la cannelure B.
« Gabarits gratuits de boîtes d'affichage – Téléchargez des gabarits imprimables – Pacdora », https://www.pacdora.com/dielines/display-box-dielines. Vérification que les gabarits paramétriques permettent des ajustements automatiques à l'épaisseur du matériau, réduisant ainsi le besoin d'adhésifs manuels. Rôle de la preuve : Méthodologie de conception industrielle ; type de source : Guide d'ingénierie d'emballage. Supporte : Ajustement et assemblage de précision. Note de portée : Concerne les logiciels de conception structurelle professionnels .
« L’effet des colorants sur la teneur en métaux lourds dans le carton recyclé… », https://bioresources.cnr.ncsu.edu/resources/the-effect-of-colorants-on-the-content-of-heavy-metals-in-recycled-corrugated-board-papers/ . Explication technique des caractéristiques de porosité et d’absorption des substrats de testliner ondulés non couchés. Rôle de la preuve : Validation technique ; type de source : Manuel de science des matériaux ou de l’industrie de l’ imprimerie. Appuie : L’affirmation selon laquelle le carton brut absorbe excessivement les encres liquides. Note de portée : Spécifique au carton non couché.
« Qu'est-ce que l'impression UV ? Encres polymérisables aux UV pour l'emballage – TROY Group », https://www.troygroup.com/blog/what-is-uv-printing-uv-curable-inks-for-packaging . Explication scientifique du mécanisme par lequel la lumière UV active des photo-initiateurs pour créer des chaînes polymères dans les encres UV. Type de preuve : Mécanisme technique ; source : Manuel technique de l'industrie de l'impression. Sujet : Le processus de solidification instantanée de l'encre sur les surfaces poreuses. Remarque: S'applique spécifiquement aux encres polymérisables aux UV.
« Avantages de l’impression UV à plat pour les applications industrielles – Roland DG », https://www.rolanddg.eu/en/blog/flatbed-uv-printing-industrial. Explication du fonctionnement de l’impression UV à plat, qui empêche l’absorption d’encre par les supports poreux et permet ainsi de conserver un contraste d’image net. Type de preuve : spécification technique ; source : guide d’impression industrielle. Appui : allégations relatives à la qualité visuelle de l’impression sur carton. Remarque : limité aux systèmes d’encres à séchage UV .
« Stockage d'énergie thermique par changement de phase assisté par un polymère réticulé aux UV », https://www.sciencedirect.com/science/article/abs/pii/S2352152X23004632. Explication technique du processus chimique où la lumière UV déclenche une polymérisation immédiate, empêchant l'encre de pénétrer dans les pores du carton. Type de preuve : processus chimique ; type de source : revue scientifique sur les matériaux. Avantages : prévention du « délavage » des logos. Note sur la portée : se concentre sur la transition moléculaire de l'état liquide à l'état solide .
« Encre à polymérisation UV ▶️ L'encre à polymérisation UV sèche sous lumière UV – NasaJet », https://www.nasajet.com/uv-curable-ink.php . Comparaison du temps de polymérisation instantanée des encres UV et du temps de séchage par évaporation des encres liquides standard. Données : indicateur d'efficacité du processus ; source : manuel de production d'impression. Facteurs influençant : vitesse de production et délai d'exécution. Remarque : se réfère aux lampes de polymérisation UV industrielles.
« PLV (Panneaux de Vente sur le Lieu de Vente) : Fonctionnement et Impact sur le Commerce de Détail… », https://www.digitalsignagetoday.com/blogs/point-of-purchase-pop-display-how-they-work-their-retail-impact/. Les normes de merchandising définissent les PLV comme des présentoirs situés dans les allées principales afin de stimuler les ventes. Éléments de preuve : définition ; type de source : guide sectoriel. Appui : distinction spatiale des PLV. Note de portée : le texte utilise une métaphore (« zone d'entrepôt ») pour décrire l'emplacement général en magasin .
« PLV vs. PLV : Quelle est la différence ? », https://www.creativedisplaysnow.com/whats-difference-point-sale-point-purchase-displays/. Les normes de merchandising en point de vente (PDV) définissent les présentoirs situés spécifiquement en caisse pour inciter aux achats impulsifs. Éléments de preuve : définition ; type de source : guide sectoriel. Arguments : distinction spatiale des présentoirs PDV. Note de portée : le texte utilise une métaphore (« zone de transaction ») pour décrire la zone de caisse .
« Normes ADA pour la conception accessible, Titre III du Règlement… », https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. Vérification des exigences légales concernant les distances maximales d’accès pour les personnes handicapées dans les environnements commerciaux. Rôle de la preuve : Conformité légale ; type de source : Réglementation gouvernementale. Appuie : L’affirmation selon laquelle les terminaux de point de vente doivent respecter des dimensions d’accès spécifiques. Note de portée : Spécifique à la loi fédérale américaine .
« Palettes GMA 48×40 » | Premier fabricant et fournisseur de palettes », https://www.palletone.com/products/gma-pallets/. Confirmation des dimensions standard des palettes de la Grocery Manufacturers Association (GMA) utilisées dans la logistique de détail nord-américaine. Rôle de la preuve : Spécification technique ; type de source : Norme industrielle. Convient pour : L’empattement standard des présentoirs de sol. Note relative à la portée : Norme régionale nord-américaine .
« Comptoirs de vente et de service », https://www.access-board.gov/ada/guides/animations/sales-and-service-counters.html. Brève explication de la manière dont les normes officielles de l’ADA spécifient les portées et hauteurs maximales pour les comptoirs de vente accessibles. Rôle de la preuve : spécification technique ; type de source : réglementation gouvernementale. Conformité : respect des normes légales de l’ADA. Remarque sur la portée : applicable aux environnements de vente au détail américains .
« Types de présentoirs sur palette : pleine, demi et quart – GreenDot Packaging », https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/. Explication succincte de la manière dont la normalisation des palettes de la Grocery Manufacturers Association (GMA) garantit que les présentoirs s’intègrent parfaitement aux dimensions d’allées standard du secteur. Niveau de preuve : norme industrielle ; type de source : guide d’une association professionnelle. Avantages : placement optimal des présentoirs dans les allées. Précision : norme logistique principalement nord-américaine .
« Adhésifs à base d'eau pour l'emballage », https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html. Brève explication du processus de liaison chimique entre les adhésifs et les fibres de cellulose du papier. Rôle de la preuve : vérification technique ; type de source : revue scientifique des matériaux ou manuel d'impression industrielle. Appuie : la cause physique des problèmes de liaison en lithographie-lamination. Note sur le champ d'application : se concentre sur les adhésifs à base d'eau et les supports poreux .
« Adhésifs de lamination », https://www.ashland.com/file_source/Ashland/Industries/Packaging%20Printing%20and%20Graphics/PC-13667.1_LaminatingAdhesives_Digital.pdf . Vérification de la composition chimique standard des adhésifs utilisés dans le procédé de lithographie-lamination. Rôle de la preuve : spécification technique ; type de source : guide de fabrication. Éléments justificatifs : composition de l’agent de liaison. Remarque: d’autres adhésifs peuvent être utilisés dans des applications spécifiques.
« Effets des nattes de nanofibres d'alcool polyvinylique sur la force d'adhérence… », https://www.sciencedirect.com/science/article/pii/S1359836817302913 . Données techniques concernant le pourcentage de retrait de l'acétate de polyvinyle lors du séchage et son effet sur la tension superficielle. Type de preuve : mesure quantitative ; source : base de données de propriétés chimiques. Appui : La physique du gauchissement des panneaux. Remarque : Les taux de retrait peuvent varier selon la formulation de l'adhésif.
« Collage à base d'eau, stratification et déformation – Woodweb.com », https://woodweb.com/knowledge_base/WaterBased_Glue_Lamination_and_Warping.html. Brève explication de la façon dont l'évaporation de l'eau dans les adhésifs PVA provoque des tensions et des déformations dans les supports. Niveau de preuve : causalité technique ; type de source : guide de science des matériaux. Argument : nécessité de protocoles de contrôle de la densité de polymérisation pour garantir la planéité. Remarque : s'applique spécifiquement aux adhésifs à base d'eau .
« Construction équilibrée des portes en stratifié plastique – Woodweb.com », https://woodweb.com/knowledge_base/Balanced_Construction_of_Plastic_Laminate_Doors.html . Explication technique de la manière dont la superposition symétrique des couches lors du stratifié neutralise les contraintes internes pour éviter le cintrage. Apport de preuve : principe de génie structurel ; type de source : manuel de fabrication d’ emballages. Avantages : prévention du cintrage structurel vers l’intérieur. Remarque : principalement pertinent pour les panneaux rigides grand format.
« Microfluide lithographié – MM Group », https://mm.group/packaging/technologies/lamination/ . Vérification des délais de polymérisation standard et de l'utilisation de la pression statique pour garantir la stabilité de l'adhésif. Rôle de la preuve : spécification de processus ; type de source : norme de fabrication industrielle. Justifie : l'exigence de temps de séchage spécifiques avant assemblage. Remarque : les temps de polymérisation peuvent varier en fonction de l'humidité ambiante.



