
Vous proposez un produit unique, et les emballages standards ne suffiront pas en magasin. La présentation physique doit être parfaitement en adéquation avec la stratégie promotionnelle spécifique de votre marque.
Oui. La personnalisation d'un présentoir sur le lieu de vente est fortement recommandée pour optimiser sa visibilité en point de vente. Ce processus implique la définition de dimensions spécifiques, le choix de panneaux de qualité et la création d'éléments graphiques personnalisés afin que votre présentoir physique corresponde parfaitement aux attentes des consommateurs et aux exigences strictes des grandes enseignes.

Les modèles standard peuvent sembler être une solution de facilité, mais la création d'une unité personnalisée vous offre un contrôle total sur l'interaction physique du client.
Comment créer un affichage personnalisé ?
La conception d'une unité sur mesure commence bien avant que l'encre ne touche le papier. Elle nécessite de maîtriser les calculs structurels avant même l'application des éléments graphiques.
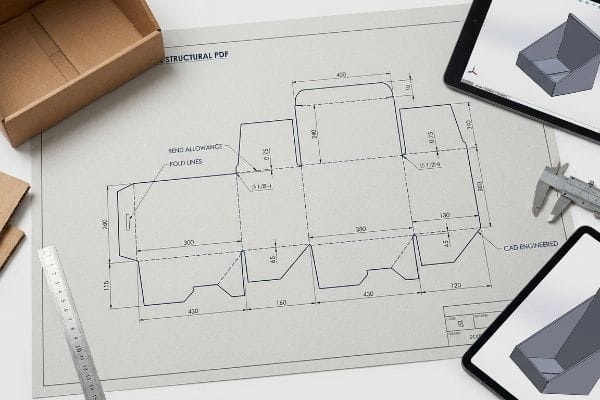
La création d'un écran personnalisé exige de commencer la conception à partir d'un fichier PDF structurel préétabli plutôt qu'avec des outils raster web basiques. Ceci garantit que les tolérances de pliage de base du modèle CAO (Conception Assistée par Ordinateur) sont mathématiquement verrouillées avant l'application de tout élément graphique ou texture de marque externe.
Beaucoup d'équipes marketing se précipitent directement sur l'esthétique visuelle, mais je les ramène toujours aux fondements structurels.
Pourquoi les présentoirs personnalisés échouent sans gabarits appropriés
Même les équipes d'approvisionnement les plus expérimentées laissent souvent leurs graphistes concevoir des onglets complexes directement dans des outils d'illustration web basiques. Elles traitent le carton ondulé comme une simple feuille de papier d'imprimante, supposant qu'un trait visuel à l'écran se traduit facilement en une boîte physique. Cette approche néglige complètement les tolérances de pliage nécessaires pour transformer des matériaux épais en objets3D¹.
Lorsque mes clients m'envoient des fichiers générés par le web, je les signale immédiatement avant leur passage sur la table de découpe CNC (Commande Numérique par Calculateur). J'ai vu des vendeurs en magasin, en sueur et à bout de souffle, s'acharner à insérer une languette dans une fente trop étroite de 38,1 mm (1,5 pouce), tandis que le carton brut se déchire et que toute la base se déchire. En fournissant d'abord un PDF structurel verrouillé et pré-conçu, je garantis que vos concepteurs privilégient les graphismes aux calculs mathématiques éprouvés. Cet ajustement structurel élimine des frictions considérables, permettant un gain d'environ 45 secondes de temps d'assemblage par unitéet une réduction significative de vos frais de main-d'œuvre liés au conditionnement.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation d'outils web pour les lignes de découpe | Verrouillage d'un calque PDF généré par CAO3 | Empêche le mauvais alignement des languettes |
| En négligeant l'épaisseur du papier | tolérances de pliage paramétriques4 | Élimine les déchirures du carton |
| Graphiques de surface précipités | Concevoir d'abord la structure vierge | Gain de 45 secondes de temps d'assemblage5 |
Je vérifie toujours la structure mathématique avant même d'examiner un simple échantillon de couleur. Un beau visuel ne sert à rien si la structure sous-jacente ne supporte pas le poids des produits et provoque un refus immédiat de la part du détaillant.
🛠️ Le bureau d'Harvey : Vous vous demandez si votre gabarit généré en ligne inclut les tolérances de pliage adéquates ? 👉 Demandez un audit gratuit de votre gabarit ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Qui conçoit les présentoirs pour les magasins de détail ?
Trouver les talents adéquats pour piloter le déploiement de votre stratégie de vente au détail est souvent le point faible des chaînes d'approvisionnement. Il vous faut une approche unifiée, et non une liste disparate de fournisseurs.
La conception des présentoirs pour les points de vente est généralement confiée à des fabricants d'emballages sous contrat spécialisés, qui intègrent l'ingénierie structurelle et l'assemblage. Le recours à des sous-traitants indépendants et fragmentés engendre souvent des risques mécaniques importants lors des opérations de conditionnement à grande vitesse et de la production de masse.

Le choix du constructeur de votre machine de marchandisage détermine qui assume la responsabilité en cas de problème, ce qui est inévitable sur la chaîne de production.
Le coût caché des équipes de présentation en magasin fragmentées
Les responsables de marques tentent souvent de composer leurs campagnes de vente au détail en faisant appel à des graphistes indépendants, à différents fournisseurs de supports marketing et à des sous-traitants d'emballage. Ils partent du principe que ce modèle d'approvisionnement fragmenté minimise artificiellement les coûts unitaires en recherchant les composants les moins chers. Or, cette approche dissocie totalement l'ingénierie structurelle du processus d'assemblage physique proprementdit⁶.
Je constate constamment ce problème lorsque de nouveaux clients m'apportent des composants incompatibles provenant de trois fournisseurs différents. Lorsqu'une base en tôle d'aluminium de forte section ne s'aligne pas parfaitement avec une feuille supérieure imprimée par un autre fournisseur, la machine automatisée se bloque instantanément et je peux littéralement sentir l'odeur de frottement des courroies lorsque des tolérances non respectées immobilisent toute la ligneenmain, je transfère la responsabilité liée à l'incompatibilité des composants directement à mon équipe d'ingénierie. Cette stratégie unifiée élimine complètement les pénalités liées aux temps d'arrêt machine, réduisant ainsi le délai global de votre projet deplusieurs et préservant la marge bénéficiaire de votre campagne.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Recours à des prestataires de péage distincts | Fabrication centralisée clé en main | Élimine les temps d'arrêt machine |
| Externalisation des mathématiques structurelles | Ingénierie d'usine interne | Garantit l'alignement des composants9 |
| En négligeant le frottement de co-emballage | Protocoles d'assemblage unifiés | Réduction du calendrier du projet par semaines10 |
Je refuse que les marques s'immiscent entre un imprimeur et un sous-traitant d'emballage. Regrouper la conception et la fabrication au sein d'une même structure est le seul moyen de garantir la résistance du produit final assemblé aux conditions réelles d'utilisation.
🛠️ Le bureau d'Harvey : Vous vous demandez pourquoi votre dernier sous-traitant vous a facturé des frais d'immobilisation machine exorbitants pour une conception simple ? 👉 Découvrez la cause profonde ↗ — Téléchargez en toute sécurité. Ma boîte de réception est ouverte si vous avez des questions.
Comment changer la couleur dans un terminal de point de vente ?
Changer les couleurs d'une marque sur un présentoir physique n'est pas aussi simple que de cliquer sur un bouton d'un écran numérique. Le carton absorbe l'encre de manière très différente de la façon dont les pixels émettent la lumière.
Le changement de couleurs sur les écrans de points de vente nécessite de passer d'un traitement en demi-teintes CMJN (Cyan, Magenta, Jaune, Noir) standard à un remplissage précis aux couleurs Pantone. Ce réglage mécanique de l'impression élimine complètement le grain optique, garantissant ainsi la netteté et la densité visuelle des logos de marque sous l'éclairage des points de vente.

Les équipes marketing s'attendent à ce que l'impression physique corresponde parfaitement à leurs écrans, mais les fibres de papier brut obéissent à leurs propres règles chimiques.
Prévention des effets de trame lors des changements de couleur aux points de vente
Même les graphistes expérimentés soumettent souvent des fichiers graphiques mis à jour, utilisant un procédé de quadrichromie standard pour obtenir une teinte spécifique à l'identité visuelle de l'entreprise. Ils partent du principe que si le rendu est impeccable sur un écran rétroéclairé, l'impression sur un grand présentoir. Or, ils ignorent la forte porosité du papier Testliner11.
Lorsqu'on tente d'obtenir une nouvelle couleur de marque éclatante à l'aide de minuscules points CMJN superposés, les fibres du papier brut absorbent l'encre humide de manière irrégulière<sup>12</sup>. J'ai moi-même touché ces feuilles fraîchement imprimées et constaté la texture rugueuse et granuleuse du grain de trame, responsable de la disparition complète des logos à une distance de 6 mètres (20 pieds). Pour remédier à ce problème, j'applique un protocole strict d'impression en aplat de couleur, en préparant un seul pot dense de pigment personnalisé. Ce simple ajustement de la composition de l'encre élimine complètement le bruit visuel<sup>13</sup>, optimisant ainsi la visibilité en rayon et évitant des réimpressions coûteuses dues à une correspondance de marque insatisfaisante.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation du CMJN pour les logos | Utilisation des couleurs Pantone d'accompagnement14 | Garantit un marquage à contraste élevé |
| Approbation des épreuves numériques | Tests de réduction physique15 | Prévient la décoloration des images |
| En ignorant les fibres de papier poreuses | Inondation d'encre solide16 | Élimine le grain des points de trame |
Je ne me fie jamais à un écran rétroéclairé pour valider un changement de couleur physique. Si vous voulez que votre logo se démarque en bout de rayon, vous devez respecter les limites physiques de l'imprimerie.
🛠️ Le bureau de Harvey : Vos nouvelles couleurs de marque se transforment-elles en boue granuleuse sur la chaîne de production ? 👉 Demandez un audit couleur prépresse ↗ — Pas de formulaires interminables qui déclenchent des appels commerciaux à n'en plus finir. Uniquement de la valeur ajoutée.
Quelle est la différence entre un présentoir PLV et un présentoir de point de vente (PDV) ?
Dans le secteur, ces acronymes sont utilisés indifféremment, mais les confondre lors de la phase d'ingénierie entraînera le rejet de l'ensemble de votre cargaison au quai de réception.
La différence entre un présentoir PLV (publicité sur le lieu de vente) et un présentoir de comptoir réside dans les contraintes d'espace. Les présentoirs PLV sont des structures de sol imposantes, fixées sur des palettes standard GMA (Grocery Manufacturers Association), tandis que les comptoirs de comptoir doivent respecter les normes d'accessibilité pour les personnes handicapées (norme ADA).

Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que les détaillants commencent à mesurer.
Pourquoi les présentoirs PLV miniatures échouent-ils en usine ?
C'est un piège courant qui touche même les équipes d'approvisionnement les plus expérimentées : elles pensent pouvoir simplement prendre un présentoir de sol PLV performant et de grande envergure et réduire numériquement le fichier CAO de 50 % pour créer un comptoir de point de vente. Elles y voient un simple exercice d'adaptation permettant d'étendre leur budget marketing à plusieurs zones de vente sans avoir à investir dans une nouvelle ingénierie.
Il ne s'agit pas que de théorie : je le constate en test, notamment lors de l'évaluation de comptoirs réduits utilisant toujours des panneaux de haute qualité. Lors de mes mesures, je constate qu'une base artificiellement réduite, réalisée avec un panneau de type B (test d'écrasement des bords) de 32 mm, dépasse soudainement la lèvre de retenue avant à une hauteur de 416,5 mm (16,4 pouces), ce qui contrevient totalement aux exigences strictes d'accessibilité (norme ADA) en matière d'accessibilité des caisses de magasins<sup>17. Je relève les mesures au micromètre et démontre qu'il est indispensable de dissocier complètement les processus d'ingénierie, en repensant mathématiquement la structure du terminal de point de vente pour utiliser un panneau de type E plus fin, tout en respectant une hauteur maximale précise de 309,8 mm (12,2 pouces)<sup>18. En imposant cette tolérance dimensionnelle stricte, je garantis à la marque d'éviter tout risque de non-conformité et de s'assurer instantanément un emplacement de choix en caisse, sans aucun refus.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Réduction des grands modèles de PLV | Ingénierie indépendante des systèmes de point de vente | Évite le refus des détaillants |
| Ignorant la portée avant de l'ADA19 | Cartographie des fenêtres à hauteur stricte | Garantit un espace de caisse privilégié |
| Utilisation de cornes de si épaisses pour les contre-montants | Passage à la flûte en mi de précision20 | Maintient la souplesse des lèvres |
Je sépare définitivement les canalisations structurelles des présentoirs d'allée et des comptoirs de caisse. Tenter d'imposer une stratégie de palettes massives sur un minuscule comptoir de vente est une catastrophe mathématique annoncée.
🛠️ Le bureau de Harvey : Savez-vous si votre présentoir de comptoir actuel respecte les strictes limites de portée avant ? 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n’investissiez votre budget dans une production en série.
Conclusion
Vous pouvez tenter de bricoler une chaîne d'approvisionnement fragmentée pour économiser quelques centimes, mais si des tolérances de fournisseurs incompatibles engendrent des frictions importantes qui bloquent la chaîne de production, vous vous retrouverez face à un refus immédiat du détaillant et votre marge bénéficiaire sera complètement anéantie. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous fiez plus aux tolérances structurelles : laissez-moi analyser vos fichiers grâce à mon Audit de Moulage Gratuit ↗ afin de détecter les erreurs de conformité critiques avant le lancement de la production en série.
« Rigidité à la flexion du carton ondulé », https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf . Explication technique de la manière dont la tolérance de pliage tient compte de l'épaisseur du matériau lors du pliage afin de garantir la précision structurelle. Type de preuve : spécification technique ; type de source : manuel d'ingénierie. Arguments : nécessité de la CAO structurelle par rapport à la conception visuelle. Note relative à la portée : spécifique aux supports ondulés ou de forte épaisseur.
« Comment l’emballage influence le succès des programmes d’affichage en magasin », https://www.frankmayer.com/blog/how-packaging-shapes-retail-display-program-success/. Une étude d’ingénierie industrielle ou une étude de cas en emballage permettrait de quantifier la réduction du temps d’assemblage grâce à l’utilisation de gabarits CAO pré-conçus par rapport à des fichiers imprécis. Rôle de la preuve : validation quantitative ; type de source : étude de cas industrielle. Appuie : l’affirmation selon laquelle la précision structurelle réduit le temps d’assemblage manuel. Note de portée : les gains de temps varient en fonction de la complexité de l’affichage .
« Guide complet des gabarits de découpe pour l'emballage personnalisé et… », https://gentlever.com/dielines-for-custom-packaging-and-printing/ . Normes professionnelles d'emballage relatives à l'utilisation de logiciels de CAO pour garantir la précision des coordonnées et du repérage de découpe. Niveau de preuve : procédure opérationnelle standard ; type de source : guide technique des arts graphiques. Objectif : prévenir le désalignement des languettes. Remarque: s'applique aux fichiers de production vectoriels.
« Détermination analytique de la rigidité en flexion d'un carton à cinq plis… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Documentation technique expliquant comment le calcul de l'épaisseur du matériau dans les plis permet d'éviter les ruptures structurelles et les déchirures. Type de preuve : spécification technique ; source : manuel d'ingénierie de l'emballage. Arguments : nécessité de prévoir des tolérances de pliage pour garantir l'intégrité du matériau. Remarque concernant la portée : spécifique aux cartons à grammage élevé .
« CONCEPTION STRUCTURELLE DES AFFICHAGES INTERACTIFS… », https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/ . Données de fabrication quantitatives comparant la vitesse d'assemblage de structures préfabriquées à celle d'unités mal conçues. Rôle de la preuve : validation quantitative ; type de source : étude de cas industrielle. Avantages : gains d'efficacité grâce à la conception préalable de la structure vierge. Remarque : les gains de temps moyens peuvent varier en fonction de la complexité de l'unité.
« La fragmentation de la production amplifie les risques systémiques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC7769560/. Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Rôle de la preuve : validation technique ; type de source : livre blanc sur l’industrie manufacturière. Affirmation : le manque de coordination opérationnelle dans la production fragmentée de présentoirs de vente au détail. Précision : spécifique aux déploiements à grande échelle dans le commerce de détail .
« Bourrage de machine d'emballage », https://wayneautomation.com/news/packaging-machine-jam/ . Données techniques expliquant comment les écarts de tolérance structurelle des matériaux en carton ondulé de type E entraînent des pannes mécaniques dans les machines d'emballage automatisées. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie d'emballage. Appuie : la relation entre le désalignement des composants et les temps d'arrêt machine. Note de portée : axé sur la production automatisée à grande vitesse.
« Qui installe les présentoirs en magasin ? – PopDisplay », https://popdisplay.me/who-sets-up-store-displays/ . Analyses comparatives du secteur démontrant la réduction des délais de livraison grâce à un fournisseur unique de solutions clés en main, comparativement à plusieurs fournisseurs. Type de preuve : vérification quantitative ; source : analyse de la chaîne d’approvisionnement. Appuie : l’affirmation selon laquelle des stratégies unifiées accélèrent la réalisation des projets. Précision : spécifique aux calendriers de déploiement en magasin.
« Aménagement d'espaces commerciaux haut de gamme : comment éviter les pièges… », https://www.instagram.com/reel/DZjxADqDEO2/ . Documentation technique sur les tolérances de fabrication démontrant que l'intégration de l'ingénierie à la production réduit les erreurs d'alignement. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie. Contribue à : la précision de l'ingénierie interne. Note sur le périmètre : se concentre sur l'ajustement des composants structurels.
« Le co-packing, votre laboratoire de R&D pour dominer le marché », https://korpack.com/co-packing-is-your-rd-lab-for-market-domination/?srsltid=AfmBOorEaejkmAcaCnNLBcxdHcT9N0tBGo4ONVu1XM5pR9IlYzp5J8Gp. Études de cas logistiques comparant les délais de livraison des protocoles d'assemblage unifiés à ceux des flux de travail de co-packing disjoints. Preuve : indicateur de performance ; type de source : étude de cas. Objectif : réduction des délais grâce à des protocoles unifiés. Remarque : s'applique généralement aux déploiements à grande échelle dans le secteur de la vente au détail .
« Adéquation des substrats à base de papier pour l’électronique imprimée », https://pmc.ncbi.nlm.nih.gov/articles/PMC8839088/ . Documentation technique sur les propriétés absorbantes du carton ondulé non scellé et leur influence sur la saturation de l’encre et la fidélité des couleurs. Rôle de la preuve : vérification factuelle ; type de source : manuel technique de l’industrie de l’imprimerie. Appuie : l’affirmation selon laquelle la porosité du matériau influe sur les résultats d’impression. Note de portée : spécifiquement concernant le testliner non scellé.
« Pénétration de l’encre dans le papier jet d’encre non couché et son impact sur… », https://bioresources.cnr.ncsu.edu/resources/ink-penetration-of-uncoated-inkjet-paper-and-impact-on-printing-quality/ . Explication technique de l’influence des supports papier poreux sur l’ absorption d’encre en impression tramée. Type de preuve : mécanisme technique ; source : manuel d’impression. Arguments : explication du phénomène de « boue » en tramage. Remarque sur le champ d’application : s’applique au carton non couché.
« CMJN vs. Couleurs d'accompagnement dans l'impression d'emballages », https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/. Analyse comparative de l'utilisation des couleurs d'accompagnement en aplat par rapport aux couleurs CMJN en quadrichromie, concernant la densité et le grain des couleurs. Type de preuve : vérification technique ; source : norme de l'industrie de l'imprimerie. Conclusion : efficacité des couleurs d'accompagnement pour la cohérence de la marque. Remarque : concerne l'application de pigments solides .
« Impression en tons directs vs impression en quadrichromie », https://www.pantone.com/articles/technical/spot-vs-process-color?srsltid=AfmBOorGwfplSehlHCFj2m9fEt46AnpgYmyT56JbNyGbfVo4HgkXOxRg . Explication technique démontrant que les tons directs offrent des résultats plus homogènes et contrastés que le quadrichromie CMJN. Preuve : validation technique ; source : norme de l’industrie de l’imprimerie. Justification : avantage de Pantone pour l’image de marque. Remarque: s’applique aux supports imprimés.
« L’épreuvage virtuel dans l’industrie de l’emballage », https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1039&context=grcsp . Explication de la manière dont les échantillons d’encre physiques sur le support réel permettent d’éviter les écarts de couleur observés dans les épreuves numériques. Rôle de la preuve : vérification du processus ; type de source : manuel d’impression commerciale. Argument : nécessité des épreuves physiques. Note relative à la portée : spécifique à l’interaction avec le support.
« Étude des causes du marbrage d'impression dans les points de trame… », https://www.tappi.org/content/06ipga/5-4%20kawasaki%20m%20ishisaki.pdf . Description de la manière dont l'application d'encre solide empêche la visibilité des points de trame (grain) sur les matériaux absorbants. Rôle de la preuve : mécanisme technique ; type de source : guide d'ingénierie d'impression. Objectif : élimination du marbrage de trame. Remarque : spécifique aux supports poreux.
« Comptoirs de vente et de service », https://www.access-board.gov/ada/guides/animations/sales-and-service-counters.html. Les normes officielles de l’Americans with Disabilities Act (ADA) définissent les portées maximales et minimales pour une conception accessible dans les environnements commerciaux. Rôle de la preuve : vérification ; type de source : norme réglementaire. Appuie : l’affirmation selon laquelle des limites de hauteur spécifiques existent pour les caisses. Note de portée : couvre les lignes directrices générales sur les portées .
« Chapitre 9 : Éléments intégrés », https://www.access-board.gov/ada/chapter/ch09/ . Les spécifications techniques des directives de l’ADA vérifient la hauteur maximale admissible pour la portée vers l’avant afin de garantir l’accessibilité aux personnes en fauteuil roulant. Rôle de la preuve : spécification technique ; type de source : norme réglementaire. Appuie : l’exigence de limite de hauteur de 31 cm (12,2 pouces). Note de portée : spécifique aux contraintes de portée vers l’avant.
« Normes ADA pour la conception accessible, Titre III du Règlement… », https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. Les directives d’accessibilité de l’ADA, qui font autorité, définissent les profondeurs et hauteurs maximales d’accès pour les interfaces publiques. Rôle de la preuve : vérification réglementaire ; type de source : norme gouvernementale. Justifie : la nécessité de cartographier les hauteurs disponibles pour les espaces de caisse. Note relative à la portée : spécifique à la loi américaine sur les personnes handicapées (Americans with Disabilities Act) .
« Cannelures E et B : laquelle convient le mieux à vos besoins d’emballage ? », https://boxlark.com/what-are-the-e-flute-and-b-flute/. Les données de fabrication comparent l’épaisseur et la résistance à l’écrasement des cannelures B et E pour un ajustement précis dans les présentoirs de petite taille. Type de preuve : spécification technique ; source : norme d’emballage industriel. Appui : l’utilisation de la cannelure E pour garantir la conformité des languettes de maintien. Remarque : limité aux matériaux en carton ondulé .



