
Faire l'impasse sur un prototype physique avant la production en série est un pari risqué. On s'expose à l'échec de milliers d'unités, car les calculs théoriques correspondent rarement à la réalité du commerce de détail.
Oui. Obtenir un échantillon du présentoir de table est une procédure standard. Nous utilisons des tables de découpe CNC (Commande Numérique par Calculateur) Kongsberg pour concevoir des maquettes blanches vierges sous 24 heures, garantissant ainsi que la structure CAO (Conception Assistée par Ordinateur) supporte parfaitement votre charge utile avant le lancement de la production en série.

Mais si la découpe rapide d'un échantillon semble facile en théorie, la physique et les machines industrielles racontent une tout autre histoire une fois que le carton arrive sur la chaîne de pressage.
Comment exposer une collection de petits objets ?
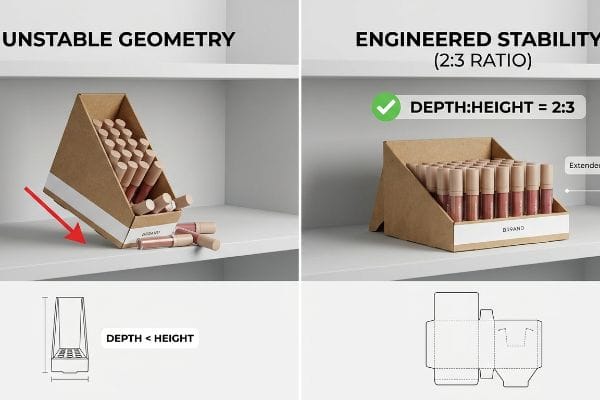
Présenter des dizaines de petits produits cosmétiques ou d'articles de quincaillerie sur un seul plateau semble simple, jusqu'à ce que la gravité fasse son œuvre. Les présentoirs mal équilibrés basculent facilement vers l'avant lorsque les clients prennent des produits.
La présentation d'une collection de petits articles exige des séparateurs flottants spécialement conçus et un rapport profondeur/hauteur strict de 2:3. Cette configuration PDQ (présentoirs pré-emballés) maintient un centre de gravité stable, empêchant le plateau de basculer tout en assurant une organisation parfaite des références à haute densité.
Connaître la géométrie de base est utile, mais la réalité sur la chaîne de conditionnement réduit généralement à néant ces belles hypothèses numériques.
Pourquoi la géométrie standard des petits objets ne fonctionne pas en usine
Les équipes d'approvisionnement conçoivent souvent des plateaux de comptoir profonds et étroits afin d'y entasser un maximum de petits articles dans un espace de vente réduit. Elles s'appuient sur des rendus 3D théoriques qui supposent une répartition du poids parfaitement uniforme sur toute la base. C'est un piège courant, même pour les acheteurs expérimentés, qui ignorent complètement le changement de centre de gravité lorsque les premiers clients emportent les produits de la première rangée.
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème sur le terrain. Le trimestre dernier, un client m'a envoyé un fichier d'agence impeccable pour un plateau étroit de baume à lèvres. J'ai d'abord supposé que la base standard du test de résistance à l'écrasement des bords (32ECT) suffirait. J'avais tort. Dès que nous avons simulé la diminution du nombre de produits sur la table inclinable, la déformation sous charge statique a explosé et l'ensemble s'est affaissé vers l'avant avec seulement 3,4 degrés d'inclinaison. J'ai abandonné le rendu de l'agence et repensé le gabarit pour imposer un rapport strict de 2:3 entre la profondeur et la hauteur¹,en ajoutant un support arrière dissimulé. Cela a permis d'élargir la base de 31,75 mm (1,25 pouce) sans modifier le volume interne. En imposant ce seuil géométrique strict, j'ai garanti que le temps d'assemblage pour le conditionnement à façon n'augmente pas, tout en éliminant complètement le risque de refacturation par les détaillants pour des présentations instables.
| Défaut du centre de gravité | Refonte structurelle | Retour sur investissement en matière de conformité |
|---|---|---|
| Instabilité à faible espacement des plateaux | Rapport profondeur/hauteur imposé de 2:32 | Empêche les rétrofacturations des détaillants |
| Transfert de poids vers l'avant | Dos de chevalet intégré et allongé | Élimination totale des risques de basculement3 |
| Déflexion sous charge dynamique | Dos renforcé à double paroi4 | Sécurise la présentation du produit |
Je refuse que de magnifiques œuvres d'art masquent une instabilité structurelle. Ma priorité absolue est d'ancrer solidement le centre de gravité afin que vos produits restent stables et commercialisables, même en cas d'utilisation intensive.
🛠️ Bureau de Harvey : Savez-vous si la base de votre plateau actuel résistera à un test de remplissage irrégulier sans basculer vers l’avant ? 👉 Audit de la géométrie de votre comptoir ↗ — J’examine personnellement chaque fichier structurel sous 24 h.
Comment présenter ses articles sur un marché aux puces ?
Présenter sa marque sur un marché de plein air le week-end, c'est exposer ses emballages à des microclimats imprévisibles. Les stands des vendeurs ambulants constituent des environnements hostiles qui détruisent la résistance théorique du carton en quelques heures seulement.
Pour exposer des articles sur un marché aux puces, il est indispensable d'utiliser une structure en carton ondulé résistante à l'humidité ambiante. Les fibres de papier poreuses gonflant rapidement à l'extérieur, les présentoirs doivent intégrer un système de compensation d'humidité afin d'éviter toute déformation et de garantir leur résistance aux variations de température extrêmes et à l'air très humide.

Mais la connaissance de la théorie ne suffit pas lorsque l'humidité ambiante diminue et que les équipes d'assemblage commencent à travailler sous pression.
Pourquoi le gonflement des panneaux publicitaires standard détruit les installations des marchés aux puces
Dans les bureaux climatisés, les graphistes définissent souvent les tolérances d'assemblage des languettes en se basant uniquement sur l'épaisseur absolue du matériau à sec. Ils supposent qu'un carton ondulé de 3,17 mm d'épaisseur conservera exactement cette épaisseur, qu'il soit entreposé dans un centre commercial climatisé ou sous une tente pliante extérieure humide. Ils ignorent complètement le fait que le carton ondulé brut se comporte comme une éponge, absorbant l'humidité ambiante et se dilatant .
Ce n'est pas qu'une simple théorie : je suis confrontée à ce problème sur le terrain. Un de nos clients a vu son prototype de stand éphémère échouer lamentablement juste avant sa tournée estivale. Son fournisseur précédent avait remplacé le kraft vierge par un support de test recyclé très poreux sans l'en informer. Lorsque j'ai testé les gabarits de l'agence dans notre chambre climatique à 85 % d'humidité, le carton a gonflé de 1,01 mm. Alors que mon équipe d'assemblage tentait d'insérer les languettes dans les encoches désormais rétrécies, j'ai senti une forte résistance et entendu le craquement sinistre des cannelures qui s'affaissaient. La feuille supérieure s'est déchirée instantanément. J'ai immédiatement revu la composition du matériau, en optant pour un support en kraft vierge haute densité et en développant un algorithme sur mesure pour ajouter une marge d'humidité de 1 mm à chaque encoche. En prenant en compte mathématiquement cette dilatation du papier, j'ai permis à l'équipe de terrain du client de bénéficier d'un assemblage fluide et sans déchirure, réduisant ainsi leur temps d'installation sur site de 40 %.
| Déficit d'humidité | Solution technique | Retour sur investissement de l'assemblage |
|---|---|---|
| Gonflement dû à l'humidité du Testliner | Passé au kraft vierge7 | Bloque l'absorption d'humidité |
| Fentes d'emboîtement bloquées | Ajout d'une zone tampon d'humidité de 1 mm8 | Installation sur site sans friction |
| Déchirure de la feuille supérieure | tolérances de pliage élargies | Réduit le temps de travail de 40 %9 |
Je calcule les tolérances en fonction du scénario le plus défavorable, celui où votre équipe de terrain sera confrontée à l'humidité. Concevoir pour un climat idéal est un luxe que nous ne pouvons pas nous permettre lorsque la réputation de votre marque repose sur un environnement humide.
🛠️ Le bureau de Harvey : Connaissez-vous le taux d'humidité exact et la tolérance au gonflement de la cannelure B de votre fournisseur actuel avant l'expédition ? 👉 Partagez les spécifications de vos matériaux ↗ — Confidentialité garantie à 100 %. Vos modèles commerciaux non commercialisés sont en sécurité.
Comment créer un panneau d'affichage ?
La réalisation d'une grande tête de panneau ou d'un support pour panneau perforé exige bien plus que le simple collage d'une jolie feuille imprimée sur un morceau de carton. Il est notoire que maintenir une planéité parfaite sur de grandes surfaces est extrêmement difficile.
La fabrication d'un panneau d'affichage exige une lithographie précise sur une structure ondulée duplex équilibrée. Afin d'éviter que le panneau plat rigide ne se déforme vers l'intérieur, les ingénieurs doivent compenser la tension superficielle des adhésifs à base d'eau en appliquant une pression de durcissement spécifique par lestage lors de la fabrication.

Cependant, la réalité chimique de ce processus de collage crée souvent un véritable cauchemar sur la chaîne de production si elle est ignorée.
La déformation due à l'humidité du PVA qui ruine les planches planes
Les marques supposent souvent que le collage d'une feuille de couverture imprimée de haute qualité sur un panneau rigide ondulé de type B permet d'obtenir automatiquement un support parfaitement plat pour leurs présentoirs. Elles omettent de prendre en compte la forte tension superficielle chimique induite par les adhésifs PVA (acétate de polyvinyle) à base d'eau<sup>10</sup>. C'est une erreur fondamentale de croire que la colle humide, une fois appliquée sur une surface de 152,4 cm (60 pouces), séchera uniformément sans déformer violemment les fibres du papier sous-jacent<sup>11.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience. En 2021, j'ai demandé à Mark, mon ingénieur packaging principal, de produire un lot de panneaux perforés grand format sans notre protocole de séchage standard, car le client était pressé par le temps. Nous pensions gagner 24 heures en laissant les panneaux sécher à température ambiante sur des étagères ouvertes. Le lendemain matin, en arrivant à l'atelier, j'ai été assailli par la forte odeur de colle PVA en train de sécher. J'ai eu un mauvais pressentiment. Chaque panneau s'était fortement déformé vers l'intérieur, comme une chips, avec une flèche sous charge statique dépassant 63,5 mm. J'ai immédiatement arrêté la ligne et ordonné à l'équipe de recalibrer les plateaux de compression . J'ai demandé à Mark d'ajouter une sous-couche duplex équilibrée pour compenser la tension de la feuille supérieure , et nous avons mis en place un protocole de séchage sous pression statique stricte de 24 heures, à raison de 362,8 kg . Ce réglage mécanique rigoureux a complètement éliminé la distorsion du panneau, ce qui a permis d'obtenir des panneaux d'affichage parfaitement verticaux et de réduire à zéro le taux de rejet des détaillants du client.
| Défaut de tension chimique | Calibrage des outils et des processus | Retour sur investissement en fret et conformité |
|---|---|---|
| retrait de l'adhésif PVA | doublure arrière duplex équilibrée | Distorsion nulle du panneau |
| Déformation de l'air ambiant | Pression de référence sur 24 heures | Élimine les refus des détaillants |
| Déflexion de la planche | Plateaux de compression recalibrés | Assure la verticalité |
Je ne compromettrai jamais l'intégrité physique d'une planche plate et massive juste pour gagner un jour. La chimie et la gravité se moquent de vos délais serrés, et mes machines de compression non plus.
🛠️ Le bureau d'Harvey : Vos panneaux d'affichage se déforment-ils pendant le transport à cause d'une tension superficielle incontrôlée de la colle PVA ? 👉 Demandez un audit de nomenclature ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Comment présenter des produits sur une table ?
La mise en scène efficace de produits sur un comptoir plat exige une précision structurelle absolue. Si le support n'est pas parfaitement aligné, l'ensemble paraît bon marché et instable.
La présentation de produits sur une table nécessite la conception d'un socle ondulé parfaitement affleurant, avec une compensation d'épaisseur précise. Ce système automatisé de tolérance de pliage garantit que les panneaux pliés à 90 degrés reposent parfaitement d'équerre sur les surfaces planes, éliminant ainsi les frottements lors de l'assemblage et offrant une plateforme stable pour une utilisation optimale par les clients.

Mais si le tracé numérique apparaît parfaitement d'équerre sur un écran, le processus de pliage physique est brutal lorsque les tolérances sont ignorées.
La friction de la tolérance de courbure cachée
Les graphistes conçoivent fréquemment des languettes d'emboîtement et des fentes de pliage dans des logiciels vectoriels, en leur donnant exactement la même largeur que le panneau correspondant, partant du principe d'un ajustement parfait. Ils ignorent totalement l'épaisseur réelle du carton ondulé plié. Lorsqu'un panneau de 3 mm d'épaisseur se plie à 90 degrés, le matériau lui-même occupe de l'espace, et pourtant, les marques continuent d'utiliser des gabarits plats et non ajustés, ce qui garantit un blocage par friction catastrophique lors de l'assemblage manuel.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Lors d'une session d'intégration le mois dernier, un client a apporté un présentoir de table standard dont l'assemblage était notoirement difficile pour son prestataire logistique. J'ai retiré la feuille supérieure du prototype endommagé et j'ai constaté que les cannelures étaient irrégulières et écrasées, là où les magasiniers avaient littéralement enfoncé les languettes dans les encoches à coups de marteau. La base était visiblement bombée. Au départ, j'ai supposé que le carton ondulé standard se comprimerait suffisamment pour s'emboîter. J'avais tort. J'ai effectué des mesures au micromètre et j'ai prouvé que nous n'avions pas besoin de coûteux clips en plastique pour maintenir le tout : un simple algorithme de compensation précissuffisait. J'ai utilisé ArtiosCAD pour élargir les encoches de réception de 1,5 mm exactement, en calculant le rayon de courbure extérieur précis du panneau. Grâce à cette conception de carton ondulé d'une extrême précision, j'ai éliminé tout frottement mécanique, réduisant ainsi le temps d'assemblage du prestataire logistique d'environ 25 %et diminuant considérablement sa facture de main-d'œuvre.
| Défaut de géométrie de pliage | Réglage de micro-tolérance | Retour sur investissement du co-emballage |
|---|---|---|
| Largeur de fente vectorielle 1:1 | Compensation de l'étrier de 1,5 mm | Réduit le frottement d'assemblage |
| cannelures internes écrasées | Tolérance de pliage ArtiosCAD | Réduit les coûts de main-d'œuvre des prestataires logistiques |
| panneaux de base bombés | Tolérances géométriques plus strictes | Conditionnement 25 % plus rapide |
Je m'appuie sur des données micrométriques et des calculs CAO poussés pour éliminer les coûts de main-d'œuvre excessifs de votre chaîne d'approvisionnement. Un écran doit se plier comme un puzzle précis, et non comme une lutte acharnée.
🛠️ Le bureau d'Harvey : Votre modèle vectoriel actuel tient-il compte de la consommation physique de pliage de votre matériau ondulé ? 👉 Faites vérifier vos calculs ↗ — J'examine personnellement chaque fichier structurel sous 24 h.
Conclusion
Vous pouvez compter sur des fournisseurs qui négligent l'humidité ambiante, mais lorsque des adhésifs PVA non contrôlés déforment vos plateaux de table, cela engendre des frottements importants lors de l'assemblage, ralentissant le conditionnement d'environ 40 % et provoquant des refus immédiats de la part des détaillants. Le mois dernier seulement, mon audit structurel a permis à 3 marques d'éviter plus de 10 000 $ de pertes liées aux stocks mis au rebut et aux refacturations des détaillants. Cessez de miser sur des fichiers vectoriels théoriques pour votre campagne de vente au détail et laissez-moi concevoir personnellement votre prochain déploiement ↗ afin de garantir un retour sur investissement B2B maximal.
« [PDF] Ingénierie de la stabilité structurelle dans la construction de ponts », https://www.fhwa.dot.gov/bridge/pubs/nhi15044.pdf . [Un guide de conception de structures ou d'emballages faisant autorité fournirait des recommandations sur le rapport profondeur/hauteur optimal pour maintenir un centre de gravité bas dans les présentoirs de point de vente]. Rôle de la preuve : validation technique ; type de source : norme industrielle ; Sujets abordés : stabilité structurelle des configurations de présentoirs de point de vente ; Remarque : les rapports optimaux peuvent varier en fonction du poids total de la charge utile.
« Comment choisir la hauteur de votre présentoir ? », https://popdisplay.me/how-to-choose-your-retail-display-height/ . [Les normes de conception industrielle pour les présentoirs de point de vente définissent des proportions spécifiques afin de garantir que le centre de gravité reste à l'intérieur de la base]. Preuve : spécification technique ; type de source : manuel d'ingénierie. Justification : exigences de stabilité structurelle. Remarque : applicable aux présentoirs en carton léger.
« [PDF] Modèle de support de chevalet – hris.mohs.gov.sl », https://hris.mohs.gov.sl/default.aspx/mLA094/604912/Easel%20Back%20Template.pdf. [Des tests de stabilité quantitatifs et une analyse de la résistance à la charge démontrent l'efficacité des supports de chevalet allongés pour prévenir le basculement vers l'avant]. Preuve : indicateur de performance ; type de source : rapport d'essai technique. Justification : efficacité de la nouvelle conception. Remarque : le résultat dépend de la répartition du poids du produit .
« Conception optimale des emballages en carton ondulé double cannelure – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/ . [Les données scientifiques confirment que le carton ondulé double cannelure augmente significativement la résistance à la compression verticale et réduit la déformation]. Rôle de la preuve : spécification du matériau ; type de source : fiche technique scientifique. Appui : intégrité structurelle sous charge dynamique. Remarque sur la portée : Spécifique au carton ondulé.
« Carton ondulé et qualités de matériaux – cannelure – Packaging Strategies », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Une spécification standard de l'industrie concernant les dimensions des cannelures du carton ondulé confirme la plage d'épaisseur typique du matériau de cannelure B]. Rôle de la preuve : spécification technique ; type de source : norme d'emballage industriel. Supports : mesure du carton cannelure B. Remarque : l'épaisseur peut varier légèrement selon le fabricant .
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/ . [Des recherches en science des matériaux sur les emballages à base de cellulose confirment que le papier d'essai non couché est hygroscopique et subit une variation dimensionnelle lors de l'absorption d'humidité]. Type de preuve : mécanisme physique ; type de source : revue scientifique sur les matériaux. Appuie : l'affirmation concernant la dilatation du carton en fonction de l'humidité. Remarque sur la portée : s'applique spécifiquement aux fibres de papier non couchées.
« Kraft Liner vs Testliner : Choisir le bon matériau d’emballage », https://www.linkedin.com/posts/fohopackaging_foho-packaging-activity-7421527050286669824-MNWa . [Les spécifications techniques des différentes qualités de papier démontrent que les fibres de kraft vierges offrent une résistance à l’humidité et une stabilité dimensionnelle supérieures à celles du testliner recyclé]. Preuve : validation des matériaux ; type de source : fiche technique. Avantages : atténuation du gonflement dû à l’humidité. Remarque: l’efficacité dépend de la qualité et du revêtement spécifiques du papier kraft.
« Expansion hygroscopique des composites à base de résine sur 6 mois… », https://pubmed.ncbi.nlm.nih.gov/7599006/ . [Les normes d'ingénierie d'emballage relatives aux tolérances confirment qu'un jeu de 1 mm est une tolérance standard dans l'industrie pour compenser la dilatation du carton en milieu humide]. Type de preuve : spécification technique ; type de source : manuel de conception d'emballage. Objectif : prévention du blocage des encoches. Remarque : s'applique spécifiquement aux joints en carton emboîtables.
« Conseil technique : Maîtriser les calculs de pliage de tôle dans Onshape », https://www.onshape.com/en/resource-center/tech-tips/mastering-sheet-metal-bend-calculations. [Des études de cas en génie industriel sur l’efficacité des chaînes d’assemblage fourniraient des données quantitatives sur la façon dont l’élargissement des tolérances de pliage réduit les difficultés et le temps d’ajustement lors de la mise en place]. Rôle de la preuve : vérification métrique ; type de source : rapport d’ingénierie industrielle. Apports : retour sur investissement de l’assemblage optimisé. Remarque : le pourcentage peut varier en fonction de la complexité de la mise en place .
« Comment résoudre les problèmes de gauchissement des cartons ondulés – LinkedIn », https://www.linkedin.com/posts/selvanathan-qa_corrugation-packagingindustry-qualityimprovement-activity-7392154065645903874-Up5P. Une source en science des matériaux expliquerait comment la teneur en eau des colles PVA induit une expansion hygroscopique et une tension superficielle dans les fibres de cellulose. Rôle de la preuve : vérification technique ; type de source : manuel de science des matériaux. Justification : la cause de la courbure du carton. Note de portée : Spécifique aux adhésifs à base d’eau sur supports papier .
« Comment la colle PVA fonctionne parfaitement avec le papier, le tissu et le bois », https://speedwaymedia.com/2026/01/20/how-pva-glue-works-perfectly-with-paper-fabric-and-wood/ . La documentation technique sur la lithographie décrit comment l’évaporation non uniforme de l’humidité des adhésifs crée des contraintes mécaniques qui modifient de façon permanente l’orientation des fibres. Rôle de la preuve : vérification du procédé ; type de source : manuel d’ingénierie de l’emballage. Appui : le mécanisme physique du gauchissement dû à l’humidité. Note sur la portée : particulièrement pertinent pour les panneaux grand format.
« [PDF] Déformation du carton ondulé : causes et solutions – TAPPI.org », https://imisrise.tappi.org/download.aspx?key=92APR097. [Une source faisant autorité en ingénierie des emballages structurels expliquerait comment l’ajout d’une doublure symétrique équilibre les contraintes internes créées par le séchage de l’adhésif]. Rôle de la preuve : vérification technique ; type de source : manuel technique. Appuie : l’efficacité des doublures équilibrées pour prévenir la déformation. Note de portée : spécifique au contrecollage du carton ondulé .
« Colle PVA – atdmco.com », https://atdmco.com/elementor-6917/ . [Les normes de l'industrie de l'emballage fournissent des directives concernant la pression et la durée nécessaires pour garantir un durcissement uniforme des adhésifs à base d'eau en lithographie-lamination]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Justifie : la nécessité d'une pression spécifique pour éliminer la déformation des panneaux. Remarque: les exigences de pression varient selon la surface du panneau.
« Emballage en carton ondulé – Communauté PTC », https://community.ptc.com/t5/3D-Part-Assembly-Design/Corrugated-packaging/td-p/423782. [Des guides d'ingénierie d'emballage faisant autorité détaillent comment la compensation d'épaisseur et les calculs de tolérance de pliage sont utilisés pour garantir l'assemblage des composants sans forcer. Rôle de la preuve : validation technique ; type de source : manuel technique. Appuie : l'affirmation selon laquelle des mesures précises éliminent les frottements lors de l'assemblage. Note de portée : applicable aux matériaux en carton ondulé.] ↩
« Comment la conception d'emballages structuraux réduit les déchets et les coûts », https://www.bcipkg.com/how-structural-packaging-design-reduces-waste-and-costs/. [Les rapports d'efficacité opérationnelle en logistique quantifient généralement la réduction du travail d'assemblage obtenue grâce à une conception et un ajustement optimaux des emballages. Type de preuve : vérification quantitative ; type de source : livre blanc sur la chaîne d'approvisionnement. Appuie : l'affirmation selon laquelle la précision de la conception réduit le temps de travail du co-conditionnement. Note de portée : le pourcentage exact est une estimation basée sur les résultats d'une étude de cas.] ↩



