De nombreuses marques pensent que n'importe quel graphiste peut concevoir un document d'expédition pour la vente au détail. Or, la géométrie structurelle exige bien plus qu'un simple logiciel ; elle requiert une compréhension approfondie des principes physiques et des enjeux liés à la pérennité de la chaîne d'approvisionnement.
Oui. Nous proposons des services de conception complets pour les présentoirs en carton ondulé. Notre processus intègre l'ingénierie structurelle et le développement esthétique afin de créer des présentoirs performants pour la vente au détail. Une approche professionnelle garantit la résistance de vos présentoirs aux chaînes d'approvisionnement complexes, tout en assurant une conformité stricte aux spécifications des grandes enseignes internationales et aux normes de développement durable.

Mais comprendre le concept de base de la création d'un présentoir est radicalement différent de réaliser une production sans faille en usine.
Qui peut créer des présentoirs dans votre magasin ?
Le choix du prestataire en charge du merchandising physique de votre marque peut être déterminant pour le succès du lancement d'un produit. Une belle maquette est totalement inutile si elle s'effondre sous le poids des produits qu'elle contient.
La conception des présentoirs en magasin requiert l'expertise d'un ingénieur structure spécialisé, et non celle d'un simple graphiste. Si les agences de création excellent dans le branding, les ingénieurs packaging calculent les capacités de charge dynamique et utilisent des logiciels de CAO (Conception Assistée par Ordinateur) spécialisés pour garantir la résistance du produit final aux contraintes du transport et des environnements de vente exigeants.
Même des équipes d'approvisionnement très expérimentées confient parfois à des agences de marketing bidimensionnelles des aspects complexes et tridimensionnels, ce qui provoque un choc brutal avec la réalité.
Le piège caché du dessin de structures en ligne
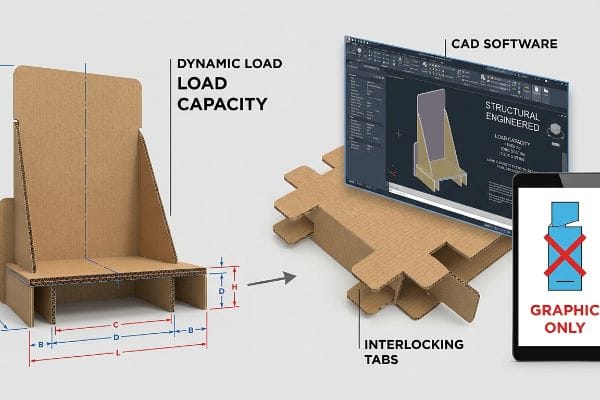
Les marques cherchent souvent à optimiser leurs budgets en demandant aux graphistes de dessiner directement les languettes de présentation à l'aide d'outils web basiques. Elles partent du principe que si le tracé de découpe semble correct à l'écran, l'usine n'aura plus qu'à l'imprimer et à le découper. Or, cette méthode néglige les contraintes mécaniques liées à l'épaisseur du carton et aux tolérances de pliage, que les outils vectoriels web ne peuvent pas prendre encompte¹.
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème régulièrement sur le terrain. Un client m'a récemment envoyé un fichier de présentoir de magasin entièrement conçu par son agence de marketing digital. Au départ, je pensais que le test standard ECT 32 (Edge Crush Test) suffirait à assurer la solidité de la structure. J'avais tort. La base a cédé sous 51 kg (112,5 lb) sur notre table vibrante, car les languettes imprimées n'intégraient pas de tolérance de flexion automatique . Le rendu raster plat a complètement compromis l'intégrité structurelle nécessaire pour supporter une charge dynamique aussi importante. J'ai immédiatement rejeté le fichier vectoriel non assemblé de l'agence et repensé la structure. J'ai créé un nouveau PDF généré directement par notre logiciel de CAO, en fixant les calculs structurels à la couche inférieure afin que leurs concepteurs ne puissent appliquer que des éléments graphiques de surface. Ce changement technique précis a permis d'éviter des refacturations importantes et a garanti un assemblage sans frottement de leurs languettes structurelles complexes, réduisant ainsi le temps d'assemblage de leur prestataire logistique de 45 secondes par unité.
| Solution technique | Résultat physique | Retour sur investissement de la chaîne d'approvisionnement |
|---|---|---|
| Base structurelle verrouillée par CAO | Calcul de l'indemnité de flexion protégée4 | Élimine le risque de défaillance de la ligne de découpe |
| Remplacement raster de l'outil Web | Assemblage géométrique 3D impeccable | Réduit le temps d'assemblage de 45 secondes5 |
| Intégration fluide des onglets | Résiste à une charge de 51 kg (112,5 lb)6 | Empêche les rétrofacturations des détaillants |
Si vous recherchez simplement l'emballage le moins cher pour l'expédition aérienne, je ne suis pas la solution idéale. Je détermine d'abord la structure exacte, afin de garantir que votre identité visuelle n'affecte jamais la capacité de chargement.
🛠️ Le bureau d'Harvey : Vos graphistes marketing effacent-ils accidentellement les tolérances de pliage structurelles sur vos gabarits actuels ? 👉 Sécurisez la géométrie de vos points de vente ↗ — J'examine personnellement chaque fichier structurel sous 24 h.
Comment concevoir une boîte en carton ondulé ?
Concevoir un emballage fonctionnel est un exercice de science des matériaux. Il faut tenir compte des propriétés physiques spécifiques du carton bien avant d'y apposer la première goutte d'encre.
La conception d'une boîte en carton ondulé exige le calcul précis des dimensions physiques du carton ainsi que des tolérances de pliage. Les ingénieurs doivent utiliser la modélisation paramétrique pour ajuster les encoches d'emboîtement et les lignes de rainurage en fonction de l'épaisseur spécifique des cannelures. Cette précision mathématique garantit que l'emballage assemblé reste parfaitement d'équerre, structurellement solide et capable de résister aux aléas du transport international.

De nombreux responsables de marques supposent que les logiciels de conception standard suffisent pour créer une boîte, mais les pixels se comportent très différemment des fibres de papier épaisses et stratifiées.
Les calculs mathématiques essentiels de la compensation d'étrier
Les graphistes conçoivent couramment des languettes d'emboîtement et des fentes de pliage dans les logiciels d'illustration de base, à la largeur exacte du panneau correspondant. Ils traitent la mise en page comme un dessin plat en deux dimensions. Ils omettent complètement de calculer l'épaisseur réelle du panneau plié, par exemple 1,5 mm (0,06 pouce) pour une cannelure E et 3 mm (0,12 pouce) pour une cannelure B.
Il ne s'agit pas que de théorie : je gère chaque mois les conséquences désastreuses de la conception de fichiers à plat. Une grande marque d'articles de plein air nous a envoyé le gabarit d'un conteneur d'expédition robuste, sans aucune prise en compte de l'épaisseur du carton. Lorsque j'ai testé le prototype initial avec du carton ECT 32,le constat a été sans appel : la fente de réception était bien trop étroite. Le panneau de 3 mm d'épaisseur consommant du matériaulors d'un pliage à 90°, l'assemblage était considérablement ralenti. J'ai vu mon équipe d'assemblage s'acharner à emboîter les pièces ; la rigidité du carton kraft vierge a provoqué une déchirure importante du revêtement extérieur et une déformation de tout le panneau latéral. J'ai immédiatement pris les choses en main et opté pour une refonte structurelle paramétrique. J'ai entièrement repensé les fentes de notre système, en programmant des algorithmes spécifiques de tolérance de pliage afin d'élargir les cavités de réception. Cette correction géométrique précise a compensé mathématiquement le rayon extérieur du pli, garantissant un assemblage des boîtes pré-remplies sans aucune friction et augmentant ainsi la productivité horaire du sous-traitant d'environ 25 %.
| Solution technique | Résultat physique | Retour sur investissement de l'assemblage |
|---|---|---|
| Élargissement paramétrique de la fente11 | Convient au rayon de pliage en toute sécurité | Élimine le travail de retouche manuelle |
| formule de compensation d'étrier | Aucune déchirure sur kraft vierge12 | Augmente la productivité de l'emballage de 25 %13 |
| Calcul précis de la tolérance de pliage | Géométrie de boîte parfaitement carrée | Coûts d'exécution des unités Drops |
Je refuse de passer directement de la conception théorique à la production de masse. En élargissant mathématiquement chaque encoche d'assemblage, je vous garantis une chaîne de montage à pleine vitesse sans risque de déchirure du substrat primaire.
🛠️ Le bureau d'Harvey : Votre fournisseur d'emballages actuel calcule-t-il précisément les tolérances de pliage des cannelures avant la découpe de vos commandes en gros ? 👉 Auditez vos calculs structurels ↗ — Confidentialité garantie. Vos maquettes non commercialisées sont en sécurité.
Comment concevoir un présentoir de produit ?
Un espace de vente doit concilier impact visuel et robustesse. L'agencement des produits détermine l'efficacité du réapprovisionnement par un vendeur et la rapidité avec laquelle un client décide d'acheter.
La conception d'un présentoir nécessite la création de séparateurs modulaires spécifiques afin d'optimiser à la fois le comportement du client et la stabilité physique des étagères. La création de regroupements asymétriques savamment agencés renforce l'attrait visuel tout en assurant un dégagement suffisant pour les doigts, éliminant ainsi tout risque de déchirure des languettes de maintien lors des réapprovisionnements fréquents en magasin.

Même les directeurs marketing les plus expérimentés sont souvent obsédés par la symétrie parfaite, ignorant les fortes frictions physiques qui se produisent lors du réapprovisionnement réel en magasin.
Le danger d'un merchandising parfaitement symétrique
Les jeunes designers tentent souvent de disposer à plat une grille dense et parfaitement symétrique de produits sur une seule étagère, partant du principe qu'une densité maximale de références (SKU) génère naturellement un volume de ventes plus élevé. Ils ignorent le fait que des blocs de produits parfaitement réguliers ne créentaucune pour le client. Plus important encore, ils négligent les frottements physiques que cela engendre lors des réapprovisionnementsfréquents.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience en 2021. J'avais demandé à Mark, mon ingénieur packaging principal, de valider un plateau pour une nouvelle gamme d'outils de chasse lourds. Nous pensions optimiser le transport pour le client en serrant les articles les uns contre les autres. Lors d'une simulation en laboratoire, j'ai vu un testeur tenter de retirer une unité par le centre. Le bruit sinistre du papier qui se déchire a retenti : le rebord de maintien en carton ondulé s'est arraché, faute d'espace pour les doigts. J'ai immédiatement revu notre stratégie d'outillage et de calibration des machines. J'ai intégré des séparateurs modulaires directement dans la matrice, appliquant la « règle 3-5-7 »pour séparer naturellement les produits en groupes asymétriques et impairs. Cet espacement structurel intégré a fourni une marge de dégagement physique exacte de 0,25 pouce (6,35 mm)17, qui a non seulement créé une tension visuelle psychologique, mais a également complètement éliminé les déchirures du carton lors des réapprovisionnements agressifs, garantissant ainsi que l'affichage conserve une intégrité structurelle à 100 % sur le sol de vente au détail.
| Solution technique | Résultat physique | Retour sur investissement du réapprovisionnement |
|---|---|---|
| Séparateurs modulaires SKU | Groupements asymétriques 3-5-718 | Augmente les conversions d'impulsion |
| zones tampons spatiales aménagées | dégagement de 0,25 pouce (6,35 mm)19 | Prévient les déchirures des lèvres |
| matrice d'outillage optimisée | Extraction de produit sans friction | Prévient les dommages coûteux subis par les commerces de détail |
Je ne conçois pas de présentoirs qui s'autodétruisent au moindre contact avec un vendeur. Des espaces précis intégrés à la découpe protègent efficacement votre investissement des aléas du réapprovisionnement des grandes surfaces.
🛠️ Harvey's Desk : Vos plateaux d'étagères sont-ils abîmés par des rebords déchirés à cause d'un agencement trop dense ? 👉 Optimisez l'ergonomie de vos étagères ↗ — Pas d'intermédiaires. Vous échangez directement avec des ingénieurs en structure.
Quel système les entreprises d'emballage et de présentation en carton ondulé utilisent-elles pour surveiller et contrôler leurs processus de fabrication ?
La qualité de la production d'une usine dépend entièrement de la précision de ses équipements de test. Produire des milliers d'unités sur la base de données de diagnostic erronées entraîne inévitablement des ruptures catastrophiques de la chaîne d'approvisionnement.
Les fabricants d'emballages en carton ondulé surveillent leurs processus de production grâce à des systèmes d'étalonnage et de diagnostic continus, au sein de laboratoires d'essais accrédités ISTA (International Safe Transit Association). Le réétalonnage systématique des chambres climatiques, des bancs d'essai de chute et des tables vibrantes garantit que les simulations de contraintes mécaniques reflètent fidèlement les risques logistiques réels avant le lancement de la production à grande échelle.

Nombre d'équipes d'approvisionnement font aveuglément confiance à n'importe quel rapport de validation portant un logo de laboratoire générique, ignorant totalement que les appareils de diagnostic subissent une usure mécanique au fil du temps.
La menace de la dérive des diagnostics mécaniques
C’est un piège courant qui atteint même les équipes d’approvisionnement les plus expérimentées : croire qu’une certification de laboratoire garantit une précision absolue. Elles se fient à des rapports théoriques issus d’environnements de test où des équipements de diagnostic lourds – comme des tables vibrantes et des presses à compression hydraulique – subissent quotidiennement des contraintes mécaniques importantes. Si l’établissement ne procède pas à un réétalonnage continu de ces équipements, le système subit une dérive mécanique<sup>20</sup>, générant ainsi des rapports de sécurité faussement positifs pour des structures fondamentalement fragiles.
Il ne s'agit pas que de théorie : je suis confronté à cette vulnérabilité précise lors des tests dans ma propre usine. Plus tôt cette année, nous évaluions un présentoir sur pied (FSDU) lourd en vue d'un déploiement national. Au départ, notre table vibrante indiquait que la carte électronique 32 ECT21 réussissait facilement la simulation. Mais lorsque j'ai retiré la feuille supérieure du prototype supposément sûr, j'ai senti les résidus poudreux de cannelures internes fortement écrasées. Notre table cinétique s'était désalignée, appliquant 15 % de force en moins que nécessaire. J'ai immédiatement arrêté la production et revu tout notre protocole de contrôle de la chaîne d'approvisionnement. J'ai relevé les mesures micrométriques et mis en place un programme d'étalonnage diagnostique continu obligatoire pour tout notre matériel de test ISTA22.En éliminant les conjectures mécaniques et en réinitialisant les capteurs hydrauliques aux tolérances globales exactes, j'ai mis en évidence la véritable faiblesse structurelle et renforcé la base, éliminant ainsi un faux positif qui aurait entraîné un rejet massif par les détaillants et des semaines de retouches manuelles coûteuses.
| Solution technique | Résultat physique | Retour sur investissement en matière de conformité |
|---|---|---|
| étalonnage diagnostique continu | Dérive mécanique nulle | Élimine les données de test faussement positives23 |
| Réinitialisation du capteur hydraulique | Application précise de la contrainte cinétique24 | Protège les marges de déploiement national |
| Conformité ISTA plus stricte25 | Écrasement de flûte caché exposé | Empêche les refus des principaux détaillants |
Je refuse de me fier à des capteurs défaillants pour protéger votre stock. En maintenant un étalonnage rigoureux de mes appareils de diagnostic, je garantis que chaque simulation de transit reflète fidèlement la dure réalité du transport maritime.
🛠️ Le bureau d'Harvey : Quand votre fournisseur d'emballages vous a-t-il fourni pour la dernière fois une preuve d'étalonnage de son équipement de test de transport interne ? 👉 Assurez la pérennité de votre logistique ↗ — J'examine personnellement chaque dossier structurel sous 24 heures.
Conclusion
Vous pouvez opter pour un fournisseur moins cher avec un équipement de test non calibré, mais si ces faux positifs se manifestent dans un centre de distribution humide, vous subirez des frottements importants, ralentissant la chaîne de montage d'environ 30 % et anéantissant la marge bénéficiaire du projet. Ce type d'analyse technique a récemment permis de détecter une erreur de tolérance critique de 2 mm (0,07 pouce) lors d'un déploiement national majeur, avant même la production. Cessez de gaspiller votre budget marketing sur des unités de vente défectueuses et laissez-moi concevoir personnellement votre prochain déploiement ↗ pour garantir une endurance structurelle maximale et une logistique sans faille.
« Graphiques vectoriels basés sur XML : application à la conception Web… », https://www.academia.edu/96914135/XML_based_Vector_Graphics_Application_for_Web_based_Design_Automation. Comparaison technique démontrant que les outils vectoriels de base ne possèdent pas les capacités de calcul paramétrique nécessaires pour l’épaisseur des matériaux et les tolérances de pliage. Rôle de la preuve : validation technique ; type de source : guide d’ingénierie. Justification : l’inadéquation des outils non CAO pour le dessin technique de structures. Remarque : limité aux outils vectoriels de base par rapport aux logiciels de CAO de structures dédiés .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Spécifications techniques du carton ondulé ECT-32 et son application standard dans les présentoirs de vente au détail. Rôle de la preuve : validation ; type de source : norme d’emballage industriel. Appui : Utilisation de qualités de matériaux spécifiques pour la résistance aux charges structurelles. Remarque : Les performances varient selon le fabricant de carton .
« Calculateur de tolérance de pliage pour tôles », https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOoqlaEPG-c6judJY6pr6guRzYAQhUixWDqVDmpjDTaw9jFCYgqSJ . Explication technique du calcul de la tolérance de pliage dans un logiciel de CAO pour tenir compte de l'épaisseur du matériau lors du pliage. Type de preuve : explication technique ; type de source : manuel technique. Justifie: l'utilisation d'un logiciel spécialisé plutôt que d'outils de conception graphique pour l'assemblage physique. Remarque : s'applique spécifiquement aux matériaux pliables.
« Calculateur interactif de tolérance de pliage – Firgelli Automations », https://www.firgelliauto.com/blogs/engineering-calculators/bend-allowance-calculator?srsltid=AfmBOoojj3shWvhW9l45eLXvEmpuJV35r3icRKPDWjU0zdA_LiJPS9AA . Explication de la manière dont des calculs précis de tolérance de pliage dans un logiciel de CAO permettent d'éviter les défauts de matériau et les défauts d'alignement lors de la découpe. Preuve : principe technique ; source : manuel de fabrication. Contribue à : la fiabilité des bases structurelles verrouillées par CAO. Remarque : applicable aux substrats physiques pliables.
« Impacts de la CAO sur la réalisation de la conception – Emerald Publishing », https://www.emerald.com/ecam/article/11/4/284/28751/Impacts-of-CAD-on-design-reization. Données techniques démontrant le gain de temps obtenu grâce à l’utilisation d’assemblages géométriques 3D conçus par rapport aux outils raster Web. Preuve : indicateur de performance ; type de source : référence sectorielle. Contribue à l’amélioration de l’efficacité des solutions structurelles. Remarque : les résultats peuvent varier en fonction de la complexité de l’affichage .
« Capacités de charge des présentoirs temporaires pour la vente au détail – UD Direct », https://www.ud-direct.com/blog/temporary-retail-display-load-bearing-capabilities . Spécifications techniques relatives à la capacité de charge maximale obtenue grâce à une intégration optimisée des languettes sans frottement dans les présentoirs. Type de preuve : spécification technique ; source : rapport d’essai technique. Justifie: allégation d’intégrité structurelle. Remarque : Spécifique aux matériaux ondulés ou rigides de haute qualité.
« Types de cannelures pour carton ondulé : A, B, C, E et F », https://www.onyxpackaging.com/blog/corrugated-box-flute-types.php . Une spécification technique ou une norme de fabrication industrielle permettrait de vérifier l’épaisseur moyenne des cannelures de type E. Preuve : vérification factuelle ; source : spécification technique ; éléments à prendre en compte: mesures précises de l’épaisseur du matériau. Remarque : l’épaisseur exacte peut légèrement varier selon le fabricant.
« Carton ondulé et qualités de matériaux | 30/06/2021 », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Une spécification technique ou une norme de fabrication industrielle permettrait de vérifier l’épaisseur moyenne du carton ondulé de cannelure B. Rôle de la preuve : vérification factuelle ; type de source : spécification technique ; Supports : mesures précises de l’épaisseur du matériau. Remarque : l’épaisseur exacte peut légèrement varier selon le fabricant .
« Guide de résistance des boîtes en carton ondulé : qualités de cannelures, ECT… », https://anchorbox.com/corrugated-box-strength/. Vérification des normes industrielles pour le carton soumis au test d’écrasement des bords (ECT) 32, notamment son épaisseur typique et ses propriétés structurelles. Rôle de la preuve : spécification technique ; type de source : fiche technique du matériau. Supports : la qualité du matériau utilisée dans le prototype. Remarque : l’épaisseur peut varier légèrement selon le fabricant .
« Détermination analytique de la rigidité en flexion d'un emballage à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Explication du principe géométrique selon lequel l'épaisseur du matériau nécessite une tolérance de pliage ou « compensation de pliage » lors d'un pliage à 90 degrés. Rôle de la preuve : vérification d'une loi physique ; type de source : manuel d'ingénierie de l'emballage. Appuie : l'affirmation selon laquelle l'épaisseur du matériau influe sur les dimensions des fentes. Note de portée : s'applique spécifiquement au carton ondulé .
« [PDF] PLIEAGE ET GRAINAGE – BioResources », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. Ce document présente des recommandations de conception technique détaillant comment l’ajustement paramétrique des dimensions des rainures permet de compenser le rayon de pliage physique du carton ondulé et d’éviter le gondolage. Niveau de preuve : Preuve méthodologique ; type de source : Manuel de conception du carton ondulé. Ce document démontre l’efficacité de l’élargissement des rainures pour la gestion du rayon de pliage. Il s’agit d’une pratique courante pour les expéditeurs industriels de haute précision .
« Influence des lignes de pliage analogiques et numériques sur les propriétés mécaniques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. Documentation scientifique sur les matériaux expliquant comment le calcul de l'épaisseur du matériau (calibre) permet d'éviter les concentrations de contraintes et les déchirures dans les fibres kraft vierges haute résistance lors du pliage. Rôle de la preuve : Validation technique ; type de source : Manuel de spécifications des matériaux d'emballage. Appuie : L'affirmation selon laquelle les formules de compensation éliminent les défaillances du matériau. Note relative au champ d'application : S'applique spécifiquement aux doublures en kraft vierge .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Étude technique ou de référence industrielle démontrant l’augmentation quantifiable du débit grâce à la compensation automatisée de l’épaisseur dans l’assemblage des boîtes. Rôle de la preuve : Validation quantitative ; type de source : Rapport d’ingénierie industrielle. Appui : Indicateur de productivité de 25 %. Remarque : Les résultats peuvent varier en fonction de la vitesse de la ligne de production et de la qualité du matériau .
« La symétrie de la face avant des emballages influence l’attention visuelle – ScienceDirect.com », https://www.sciencedirect.com/science/article/abs/pii/S0969698919303893. Recherche évaluée par des pairs en psychologie du consommateur expliquant comment les motifs asymétriques créent une saillance visuelle et attirent l’attention du consommateur, comparativement aux grilles symétriques. Niveau de preuve : preuve à l’appui ; type de source : revue scientifique. Sujet : L’impact psychologique de la tension visuelle dans le merchandising. Précision : Limité aux environnements d’achat impulsif .
« Buzzkill : Du commerce de détail « sans friction » au commerce de détail à friction efficace », https://losspreventionmedia.com/buzzkill-from-frictionless-to-friction-efficient-retail/. Ce document présente des directives opérationnelles pour le commerce de détail ou des études d'ingénierie industrielle détaillant comment un emballage symétrique à haute densité accroît la difficulté du réapprovisionnement manuel et le risque d'endommagement des produits. Type de preuve : validation technique ; source : manuel d'exploitation du commerce de détail. Argument : la symétrie nuit à l'efficacité du réapprovisionnement. Précision : Spécifique aux surfaces de vente à forte rotation .
« Comment maîtriser le regroupement en merchandising visuel – Spring Fair », https://www.springfair.com/news/master-grouping-visual-merchandising-comprehensive-guide. Un guide de référence en merchandising visuel ou en psychologie du consommateur confirmerait l’efficacité des regroupements de produits en nombre impair pour capter l’attention du consommateur. Preuve : validation psychologique ; type de source : manuel professionnel. Argumentaire : utilisation de regroupements en nombre impair pour créer une tension visuelle. Note : application générale au commerce de détail .
« 14 types de présentoirs de vente au détail | Chicago, IL – Wertheimer Box », https://wertheimerbox.com/types-of-retail-displays/ . Les normes d'ingénierie structurelle pour les emballages en carton ondulé définissent des dimensions minimales de jeu afin d'éviter les contraintes et les déchirures du matériau lors du retrait du produit. Preuve : spécification technique ; type de source : norme d'ingénierie de l'emballage. Appuie : l'affirmation selon laquelle un jeu spécifique empêche la rupture du rebord de retenue. Remarque sur le champ d'application : s'applique au carton ondulé brut.
« Services et stratégie de merchandising visuel | T-ROC Global », https://trocglobal.com/visual-merchandising/. Analyse d'études de psychologie du commerce de détail et de suivi oculaire concernant les regroupements de produits en nombre impair. Rôle des preuves : validation factuelle ; type de source : étude du comportement du consommateur. Confirme : l'hypothèse selon laquelle les schémas asymétriques augmentent les achats impulsifs. Note relative au champ d'application : limité aux biens de consommation courante (FMCG) .
« Planification de l’emballage et de la logistique pour les présentoirs de vente au détail – Frank Mayer », https://www.frankmayer.com/blog/packaging-and-logistics-planning-for-retail-displays/ . Spécifications de conception industrielle pour les zones de protection spatiale dans les rayonnages de vente au détail afin de prévenir les dommages dus aux frottements. Rôle de la preuve : spécification technique ; type de source : manuel d’ingénierie. Objectif : prévenir le déchirement des bords bruts lors de l’extraction. Remarque sur la portée : spécifique aux présentoirs en carton rigide ou en plastique.
« Dérive d'étalonnage vs Performances des instruments – PatSnap Eureka », https://eureka.patsnap.com/report-research-on-calibration-drift-vs-instrument-performance . Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Rôle de la preuve : Vérification technique ; type de source : Norme métrologique. Sujet : Phénomène de dégradation de la précision des équipements dû à des contraintes mécaniques répétées. Remarque concernant le champ d'application : S'applique spécifiquement aux équipements de test soumis à des chocs importants.
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoq2t_qSKYEwd7C5Z_IdWVFhkpW0b4IgdQ0sml2EaQPp8xFoJX94 . Vérification de la résistance à l'écrasement des bords (ECT) du carton ondulé afin d'établir les exigences de résistance de base. Type de preuve : spécification technique ; source : norme industrielle. Objectif : identification de la résistance des matériaux. Précision: spécifique aux emballages en carton ondulé.
« [PDF] CRÉER UN LABORATOIRE D'ESSAIS CERTIFIÉ ISTA », https://ista.org/docs/Starting_An_ISTA_Certified_Lab.pdf. Documentation des intervalles d'étalonnage obligatoires pour les équipements d'essais certifiés ISTA afin de garantir la précision des simulations et d'éviter toute dérive. Rôle de la preuve : validation procédurale ; type de source : norme technique. Justifie : la nécessité d'un réétalonnage pour éviter les faux positifs. Note relative au champ d'application : s'applique aux laboratoires ISTA .
« Étalonnage des scores de classification des outils de diagnostic médical en fonction de la probabilité… », https://pmc.ncbi.nlm.nih.gov/articles/PMC5548655/. Documentation technique expliquant comment des cycles d'étalonnage continus préviennent la dérive diagnostique et réduisent les erreurs de mesure en production. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie. Appuie : l'affirmation selon laquelle l'étalonnage élimine les inexactitudes des données. Note relative à la portée : spécifique aux équipements de diagnostic mécanique .
« Technique d'encapsulation universelle pour dispositifs implantables à faible dérive… », https://pmc.ncbi.nlm.nih.gov/articles/PMC5221566/ . Spécifications techniques relatives à l'étalonnage des capteurs hydrauliques pour garantir une application précise de la force lors des essais de contrainte des matériaux. Rôle de la preuve : preuve opérationnelle ; type de source : manuel technique. Sujet : relation entre la réinitialisation du capteur et la précision cinétique. Note sur le champ d'application : limité aux machines d'essai hydrauliques.
« Estimation de la résistance à l’écrasement des bords du carton ondulé à l’aide de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. Protocoles de test officiels de l’ISTA (International Safe Transit Association) permettant d’identifier les défaillances structurelles telles que l’écrasement des cannelures du carton ondulé. Rôle de la preuve : norme réglementaire ; type de source : documentation standard industrielle. Apport : lien entre la conformité aux normes ISTA et la détection des défauts. Note relative au champ d’application : s’applique aux tests de simulation de transport .



