
L'approvisionnement en présentoirs rotatifs à grand volume ne doit pas se faire au détriment de leur intégrité structurelle pour obtenir un prix unitaire inférieur. Une tarification dégressive bien calculée nécessite de comprendre les limites de fabrication.
Oui, nous proposons des remises sur volume pour les présentoirs rotatifs, calculées en fonction des séries de production. Le prix baisse considérablement pour les commandes de 500, 1 000 ou 2 500 unités, car les coûts initiaux de conception (CAO), de fabrication des matrices en acier sur mesure et des plaques d'impression sont amortis sur des volumes beaucoup plus importants.

Mais connaître les niveaux de remise théoriques ne suffit pas lorsque les machines se mettent en marche et que les réalités matérielles s'imposent à l'usine.
Les présentoirs rotatifs sont-ils avantageux pour le commerce de détail ?
Optimiser l'espace dans les allées à fort passage implique de repenser leur agencement. Un présentoir rotatif capte l'attention du consommateur à 360 degrés sans encombrer inutilement le sol.
Oui. Les présentoirs rotatifs sont excellents pour le commerce de détail car ils optimisent la visibilité des produits et la densité des références dans un espace au sol très restreint. En exploitant l'espace vertical et un axe de rotation, les marques peuvent doubler leur capacité de merchandising sur une tête de gondole standard ou une palette fractionnée sans enfreindre les réglementations relatives à la largeur des allées.

Mais connaître la théorie ne suffit pas lorsque les gérants des magasins commencent à refuser vos livraisons au quai de chargement.
Pourquoi la géométrie fractionnelle des palettes tue les rotateurs standard
Les sociétés de négoce proposent fréquemment aux grandes surfaces des présentoirs de sol rotatifs surdimensionnés, partant du principe que plus grand est toujours synonyme de meilleure visibilité. Elles ignorent totalement la stratégie d'agencement par palettes fractionnées, considérant qu'une campagne rotative doit occuper l'intégralité d'un socle en bois de 121,9 × 101,6 cm¹.Cette approche binaire empêche fortement les lancements de produits plus modestes d'obtenir un emplacement privilégié aux intersections à fort trafic.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. L'année dernière, une marque m'a apporté un présentoir rotatif préconçu de 91,4 cm de large. Elle supposait qu'un revêtement de test standard 32ECT (Edge Crush Test) supporterait le poids, mais son encombrement au sol était un critère d'exclusion automatique pour les grandes surfaces. Lors de notre analyse interne, j'ai constaté que la déformation sous charge statique atteignait 38,1 mm sous le poids des roulements. Le point aveugle ? L'agence avait ignoré les proportions d'espace de vente des détaillants. J'ai complètement abandonné le rendu de l'agence et conçu les présentoirs avec précision selon des dimensions fractionnaires standard : un quart de palette mesurant exactement 60,9 × 50,8 cm. J'ai subdivisé mathématiquement la géométrie de la base et aligné rigoureusement le grain ondulé verticalement pour rétablir la résistance ECT. Cet ajustement précis n'a pas seulement empêché la base de se déformer ; Cela garantissait au détaillant la possibilité d'intégrer sans problème quatre campagnes promotionnelles distinctes sur une seule palette GMA, réduisant ainsi les coûts de transport sortant d'environ 25 % et éliminant totalement les refacturations au niveau du magasin.
| Ingénierie d'affichage | Résultat physique | Retour sur investissement du fret |
|---|---|---|
| Géométrie des quarts de palette | Respecte les dimensions d'encombrement strictes de 24×202 | Élimine les rétrofacturations des détaillants |
| Alignement vertical du grain | Empêche la déformation sous charge statique | Empêche l'écrasement de la carte 32ECT |
| rainurage de roulement de précision | Poids de rotation des centres | Réduction du volume des expéditions de 25 %3 |
Je refuse que des présentations trop complexes compromettent le lancement de votre campagne en magasin. En ancrant vos mécanismes de rotation à des limites strictes de palettes fractionnées dès le départ, je garantis que votre campagne résistera à l'audit d'espace du distributeur.
🛠️ Le bureau de Harvey : Votre fournisseur actuel connaît-il l’encombrement exact requis pour qu’un socle rotatif soit homologué par les grandes surfaces américaines ? 👉 Demandez un audit de nomenclature ↗ — J’examine personnellement chaque fichier structurel sous 24 h.
Est-il possible d'avoir un présentoir rotatif avec éclairage ?
L'intégration d'un éclairage dans un châssis rotatif en carton constitue un atout visuel majeur. Cependant, la combinaison d'électricité, de mouvement cinétique continu et de papier brut engendre d'importants risques logistiques.
Oui. Il est possible d'obtenir un présentoir rotatif avec éclairage en intégrant des modules LED (diodes électroluminescentes) alimentés par batterie dans sa structure centrale. Le câblage doit être interne afin d'éviter tout contact avec le roulement, et toutes les sources d'alimentation doivent répondre aux normes de sécurité les plus strictes pour les environnements de transport et de vente au détail.

Mais connaître la théorie ne suffit pas lorsque les douaniers commencent à repérer vos conteneurs illuminés au port.
Le cauchemar du lithium à l'intérieur des bases rotatives
Les équipes marketing partent souvent du principe qu'il suffit de coller des bandes LED génériques sur un présentoir en carton pour le rendre attractif. Elles ignorent la réglementation stricte du transport maritime et des douanes américainesconcernant les appareils électroniques alimentés par piles. Intégrer des piles boutons non réglementées dans une structure en papier hautement inflammable et instable, sans protocoles de sécurité adéquats, est la garantie d'une saisie des conteneurs et de retards importants dans la chaîne d'.approvisionnement
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience. En 2021, j'ai demandé à Mark, mon ingénieur packaging principal, de réaliser un test de chute sur un présentoir lumineux rotatif importé d'un client. Le problème venait d'un fournisseur qui avait discrètement remplacé les batteries certifiées par des piles boutons au lithium bon marché, sans en informer le client. Nous pensions gagner du temps en négligeant la vérification de conformité avec la fiche de données de sécurité (FDS)⁶. Lors du test de vibration ISTA 3A⁷,j'ai entendu le craquement sinistre du carton cannelé B qui se déforme, suivi instantanément par l'odeur chimique âcre d'une batterie non certifiée percée, provoquant des étincelles au contact du carton brut. Le frottement cinétique de la rotation avait complètement effiloché le câblage bon marché. J'ai rejeté le schéma électrique fourni par l'organisme de certification et j'ai imposé une mise à niveau stricte des matériaux. J'ai exigé des modules de batteries pré-certifiés, activés par une languette, logés dans une chambre d'isolation en kraft vierge découpée sur mesure. Cela a complètement éliminé le risque électrique lié à l'axe de rotation. Cette amélioration de l'isolation n'a pas seulement permis d'éviter un risque d'incendie chimique ; Cela a permis de garantir que les unités passent la douane américaine sans le moindre retard, protégeant ainsi une de lancement saisonnière contre des pénalités de fret retardé estimées à plusieurs dizaines de milliers de dollars.
| Intégration électrique | Résultat physique | Retour sur investissement en matière de conformité |
|---|---|---|
| Modules de batterie à languette | Prévient le drainage prématuré | Passe la douane instantanément8 |
| Isolation en kraft vierge | Protège les câbles contre le frottement | Élimine les risques d'incendie chimique9 |
| Routeur central de la colonne vertébrale | Maintient la base cinétique dégagée | Met fin aux échecs de test ISTA10 |
Je ne risquerai jamais la totalité de votre chargement avec des composants électroniques non certifiés. En isolant rigoureusement le matériel d'éclairage des zones de rotation cinétique, je vous garantis que vos présentoirs lumineux arriveront bien en rayon.
🛠️ Le bureau d'Harvey : Savez-vous si vos présentoirs lumineux en carton possèdent la documentation MSDS requise pour passer une inspection portuaire américaine ? 👉 Auditez votre conformité ↗ — Confidentialité garantie. Vos prototypes non commercialisés sont en sécurité.
Comment fabriquer soi-même un support rotatif ?
La fabrication d'un système de rotation sur mesure ne se résume pas à coller un roulement à billes sur du carton. La physique du mouvement cinétique exige une précision structurelle absolue.
La fabrication d'un présentoir rotatif nécessite la conception d'une base en carton ondulé double paroi, l'insertion d'un palier mécanique à faible friction et la découpe précise de languettes d'emboîtement. Il est impératif d'appliquer des algorithmes de compensation d'épaisseur rigoureux aux fentes de pliage afin de garantir le bon fonctionnement du mécanisme de rotation et d'éviter toute déformation du carton sous le poids du produit.
Mais connaître la théorie ne suffit pas lorsqu'on essaie de transposer ce prototype fait main à l'échelle d'une usine bruyante et à grande vitesse.
Le piège de la compensation d'étrier dans les affichages cinétiques
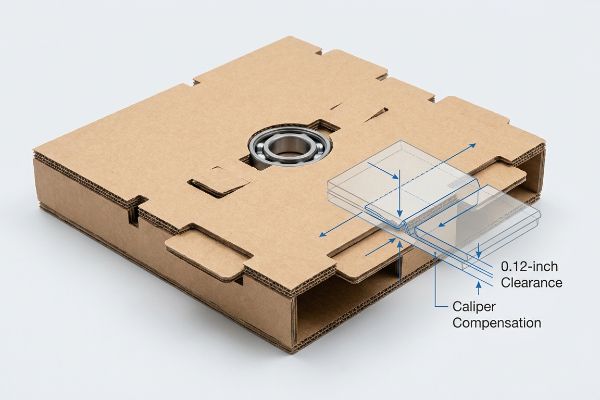
Même les concepteurs expérimentés négligent souvent l'épaisseur physique du carton lors de la conception d'unités rotatives. Ils créent des languettes d'emboîtement et des fentes de pliage dans les logiciels de conception numérique à la même largeur que le panneau correspondant. Ils omettent de calculer l' épaisseur physique du carton ondulé plié,supposant qu'une ligne 2D parfaitement plane se traduit directement en une base cinétique 3D fonctionnelle et porteuse.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Un client m'a récemment présenté un concept de plateau tournant de bureau, fabriqué maison, qui fonctionnait parfaitement dans son bureau. Cependant, c'était un modèle hybride en plastique et en papier surdimensionné, qui ignorait complètement les contraintes de la production de masse. Au départ, j'ai supposé que les tolérances de découpe standard seraient suffisantes pour le carton cannelé. J'avais tort. Lors du premier essai du prototype, les cannelures intérieures se sont déformées et la base a cassé net à 37,4 kg (82,5 lb) sur la presse à compression. Comme les rainures de réception n'avaient pas été élargies pour compenser le rayon extérieur du pli, le carton s'est fortement courbé, bloquant instantanément le roulement de rotation. J'ai arrêté la rainureuse rotative en cours de production et effectué un étalonnage mécanique rigoureux. À l'aide de la conception paramétrique de notre logiciel de CAO, j'ai appliqué un algorithme de compensation d'épaisseur spécifique à chaque pli, ajoutant précisément 3 mm (0,12 pouce) de jeuaux rainures d'emboîtement. En imposant cette tolérance de pliage spécifique, j'ai veillé à ce que l'équipe d'assemblage du co-emballage ne subisse aucun frottement, réduisant ainsi le temps d'assemblage manuel d'environ 45 secondes par unité et éliminant complètement les rotateurs bloqués sur le lieu de vente.
| Génie des structures | Résultat physique | Retour sur investissement du travail |
|---|---|---|
| Compensation d'étrier | Convient au rayon de pliage de la cannelure B13 | Élimine les frottements des roulements |
| Dégagement de la fente de 0,12 pouce14 | Empêche le carton de se courber | Temps d'assemblage des gouttes : 45 secondes15 |
| Tests de CAO paramétriques | Vérifie le mouvement cinétique | Empêche les engorgements des points de vente |
Je ne me fie pas aux fichiers numériques pour dicter les lois de la physique. En intégrant systématiquement des tolérances de flexion structurelles dans chaque ligne de découpe, je garantis une rotation parfaite de vos présentoirs rotatifs, même sous des charges de produits importantes.
🛠️ Le bureau d'Harvey : Votre ingénieur structure actuel applique-t-il une compensation automatique des dimensions aux languettes d'assemblage de vos écrans cinétiques ? 👉 Obtenez une simulation de contraintes structurelles 3D ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs structure.
Conclusion
Vous pouvez utiliser des gabarits 2D standard pour vos présentoirs cinétiques, mais si ces fentes mal conçues provoquent une déformation du carton ondulé et bloquent le roulement, le frottement qui en résulte immobilisera complètement votre présentoir et entraînera des remboursements importants de la part des détaillants. Récemment, une erreur de tolérance de 2 mm, fatale pour un déploiement national majeur, a été détectée lors d'une analyse technique, avant même la production. Cessez de gaspiller votre budget marketing avec des présentoirs cinétiques défectueux et laissez-moi concevoir personnellement votre prochain déploiement ↗ pour garantir une fiabilité structurelle maximale.
« Palette GMA en bois traité thermiquement – 48 x 40 po H-1260 – ULINE », https://www.uline.com/Product/Detail/H-1260/Pallets/Heat-Treated-Wood-GMA-Pallet-48-x-40. [Un guide logistique standard ou une spécification GMA confirme que la taille standard des palettes en Amérique du Nord est de 48 x 40 pouces]. Rôle de la preuve : Vérification technique ; type de source : Norme industrielle. Supporte : Mesures d’encombrement standard pour le commerce de détail. Note de portée : Spécifique aux normes logistiques nord-américaines .
« Types de présentoirs sur palette : pleine, demi-palette et quart de palette », https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/. [Les directives de marchandisage en magasin spécifient des dimensions standardisées pour les présentoirs sur palette fractionnée afin d’optimiser l’agencement des allées à fort trafic]. Rôle de la preuve : vérification des normes industrielles ; type de source : manuel d’exploitation de vente au détail. Apport : efficacité géométrique des quarts de palette. Note de portée : se réfère aux normes courantes d’agencement des points de vente en Amérique du Nord .
« [PDF] Gestion des catégories de vente au détail avec frais d'emplacement – Université Vanderbilt », https://cdn-dev.vanderbilt.edu/t2-my-dev/wp-content/uploads/sites/950/2024/01/07-Slotting-Fees.pdf : indicateurs de retour sur investissement du transport. Remarque : le pourcentage réel dépend des dimensions d'affichage. compte
« Transport des batteries au lithium – PHMSA », https://www.phmsa.dot.gov/lithiumbatteries. [La réglementation de l'Organisation maritime internationale (OMI) et des douanes et de la protection des frontières des États-Unis (CBP) détaille les exigences strictes d'étiquetage et de certification des batteries transportées par voie maritime.] Rôle de la preuve : vérification des faits ; type de source : documentation réglementaire. Appuie : l'existence de lois strictes en matière de transport maritime. Note relative à la portée : applicable au commerce maritime international .
« [PDF] Amendes, pénalités, confiscations et dommages-intérêts liquidés », https://www.cbp.gov/sites/default/files/documents/icp052_3.pdf. [Les données de contrôle du CBP et les guides logistiques d'expédition documentent la saisie de matières dangereuses non conformes, notamment des batteries non réglementées, aux points d'entrée.] Rôle de la preuve : vérification causale ; type de source : données de contrôle gouvernementales. Appui : conséquences logistiques du non-respect de la réglementation. Note de portée : porte sur les conséquences d'une documentation inadéquate .
« Comment emballer et expédier des batteries lithium-ion – Blog sur les codes-barres », https://www.smithcorona.com/blog/how-to-pack-ship-lithium-ion-batteries/?srsltid=AfmBOopu9WFBEpjoVrh12GdR-xmTSKX79GBYHtFWWV8dmqWVBVijuazQ. [Les organismes de réglementation et les transporteurs exigent des fiches de données de sécurité (FDS/MSDS) pour les batteries au lithium afin de vérifier leur stabilité chimique et les protocoles de sécurité pendant le transport]. Rôle de la preuve : exigence réglementaire ; type de source : réglementation gouvernementale/industrielle. Justifie : la nécessité de la documentation pour éviter les retards douaniers et garantir la sécurité. Note de portée : les normes modernes sont passées des FDS aux FDS (fiches de données de sécurité) dans le cadre du SGH .
« [PDF] 3A 2 – Association internationale pour la sécurité du transport », https://ista.org/docs/3Aoverview.pdf. [L’Association internationale pour la sécurité du transport (ISTA) définit la norme 3A comme une simulation de l’environnement de livraison de colis, incluant des tests de vibrations et de chocs]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appuie : la validité de la méthodologie de test utilisée pour identifier les points de défaillance. Note relative au champ d’application : applicable aux systèmes de livraison de petits colis .
« [PDF] Document d’orientation sur les batteries – IATA », https://www.iata.org/contentassets/05e6d8742b0047259bf3a700bc9d42b9/lithium-battery-guidance-document.pdf?ref=athena-tactical-survival.ghost.iode modules à languette. Remarque : La rapidité du dédouanement varie selon le port d’entrée. utilisation
« [PDF] Livre blanc sur la sécurité des batteries lithium-ion pour la planification de la sécurité… », https://www.osti.gov/servlets/purl/2432253isolation kraft pour l’atténuation des risques d’incendie. Remarque : L’efficacité dépend de l’épaisseur et de la pureté du papier. l’
« Guide des tests ISTA – Smurfit Kappa », https://www.smurfitkappa.com/newsroom/blog/a-guide-to-ista-packaging-testing. [Les normes industrielles de l'International Safe Transit Association (ISTA) documentent la manière dont l'acheminement des composants prévient les défaillances lors des tests de vibration et de chute]. Rôle de la preuve : Validation technique ; type de source : Norme industrielle. Appuie : L'affirmation selon laquelle l'acheminement de la colonne vertébrale centrale garantit la durabilité pendant le transport. Note de portée : Concerne spécifiquement la norme ISTA 3A ou des simulations d'expédition similaires .
« Coefficient de sécurité des boîtes en carton ondulé : Guide de la résistance à la compression », https://lansbox.com/corrugated-box-safety-factor/. Rôle de la preuve : spécification technique ; type de source : manuel d’ingénierie. Justifie : l’exigence de prendre en compte l’épaisseur du matériau dans les assemblages structurels 3D. Note de portée : concerne spécifiquement les matériaux en carton ondulé. ]
« Le guide ultime des boîtes en carton ondulé – Shorr Packaging », https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Les normes d'ingénierie de l'emballage fournissent des valeurs spécifiques de tolérance de pliage et de compensation d'épaisseur pour le carton cannelé B afin d'éviter le cintrage du matériau au niveau des joints d'emboîtement]. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie. Appuie : le jeu spécifique requis pour les rainures de pliage. Remarque : les mesures exactes peuvent varier en fonction de la qualité et de la densité du carton .
« Détermination analytique de la rigidité en flexion d'un carton ondulé à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Supporte : l'exigence technique relative aux ajustements des matériaux de cannelure B. Note de portée : applicable uniquement au carton ondulé cannelure B. ]
« Conseils pratiques pour la conception d'encoches et de languettes pour l'assemblage de pièces en tôle », https://www.youtube.com/watch?v=DHcrX_ZnByA. [Les directives d'ingénierie structurale pour la construction de panneaux de fibres et de carton spécifient les jeux de tolérance utilisés pour éviter les tensions et le cintrage du matériau]. Rôle de la preuve : référence technique ; type de source : manuel d'ingénierie. Appuie : l'affirmation selon laquelle un jeu spécifique empêche le cintrage. Remarque sur la portée : l'efficacité varie selon la densité du carton .
« Planification de l’emballage et de la logistique pour les présentoirs de vente au détail – Frank Mayer », https://www.frankmayer.com/blog/packaging-and-logistics-planning-for-retail-displays/. [Les études de temps et mouvements en génie industriel quantifient les gains d’efficacité obtenus en optimisant l’ajustement des pièces et en réduisant les frottements lors de l’assemblage]. Type de preuve : mesure quantitative ; type de source : étude industrielle. Justification : réduction spécifique du temps de main-d’œuvre d’assemblage. Note de portée : les résultats sont basés sur des tests d’assemblage comparatifs .



