Naviguer dans l'espace commercial des pharmacies est un véritable parcours du combattant. L'espace sur le comptoir est inexistant et les marques se livrent une lutte acharnée pour se faire remarquer. Si votre emballage ne se démarque pas immédiatement, votre produit passe tout simplement inaperçu.
Les présentoirs PDQ (Product Display Quickly) pour pharmacies sont des présentoirs compacts, prêts à l'emploi et conçus spécifiquement pour inciter aux achats impulsifs en caisse. Ces plateaux légers en carton ondulé garantissent un réapprovisionnement rapide des rayons tout en respectant scrupuleusement les normes d'accessibilité (norme ADA – Americans with Disabilities Act) pour une utilisation optimale dans tous les points de vente à travers le monde.

Mais connaître la définition de base ne suffit pas lorsque les machines de production se mettent en marche ; il faut comprendre la physique structurelle de ces présentoirs compacts avant de lancer votre prochaine campagne.
Que signifie PDQ en pharmacie ?
Mettre votre produit OTC (Over-The-Counter) en vente libre est une victoire majeure, mais les contraintes d'espace physique transforment rapidement cette victoire en un véritable casse-tête technique pour votre équipe.
En pharmacie, PDQ signifie « présentation rapide des produits ». Il s'agit de plateaux de comptoir pré-emballés et hautement optimisés, conçus pour les environnements dynamiques des pharmacies comme CVS ou Walgreens, permettant aux employés de transférer rapidement et facilement les produits du carton d'expédition à l'espace restreint de la caisse en moins d'une minute.

Dans une salle de réunion, passer du quai de chargement à la caisse semble simple, mais la réalité physique d'une caisse de pharmacie bondée remet souvent en question les conceptions structurelles standard.
Le danger caché des proportions démesurées en pharmacie
Même les concepteurs les plus expérimentés négligent souvent les contraintes physiques spécifiques des caisses de pharmacie. Ils réduisent la taille d'un bac de sol standard dans leurs logiciels, supposant que les mêmes lois physiques du carton s'appliquent à un petit plateau de comptoir , se concentrant exclusivement sur des graphismes promotionnels attrayants tout en ignorant complètement le déplacement du centre de gravité¹ .
Je constate constamment ce problème lorsque les marques tentent de surcharger un plateau en carton de 453 g (16 oz), contenant un liquide lourd. Le caissier ouvre le carton, place le présentoir près de la caisse, et dès qu'un client passe à côté, le plateau, déséquilibré, bascule et les bouteilles en plastique se répandent sur le carrelage dans un fracas assourdissant. Dans mon magasin, j'applique une règle stricte de 2:3 (profondeur/hauteur)pour tous les présentoirs de caisse. Si la partie arrière est trop haute par rapport à la profondeur de la base, la structure ne tient tout simplement pas. En équilibrant mathématiquement le centre de gravité dès la conception CAO (Conception Assistée par Ordinateur), je garantis une parfaite stabilité du présentoir, éliminant ainsi tout risque de basculement et évitant à la marque un refus immédiat du magasin.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| En négligeant le centre de gravité | Appliquer un rapport profondeur/hauteur strict de 2:33 | Empêche le basculement de l'unité et les déversements de produits |
| Surcharge des plateaux en carton peu profonds | Calcul de la charge dynamique en fonction de l'empreinte au sol4 | Garantit l'absence de flambement structurel à la base |
| Réutilisation des dimensions standard au sol | Conception d'une empreinte fractionnaire personnalisée | Garantit un emplacement privilégié aux caisses |
Je refuse qu'un plateau mal équilibré compromette le lancement de votre produit en magasin. En définissant précisément l'encombrement au sol avant même d'imprimer la moindre feuille, je vous garantis que votre présentoir résistera aux aléas du commerce de détail.
🛠️ Le bureau d'Harvey : Vous vous demandez si votre plateau de comptoir est trop haut par rapport à son support ? 👉 Obtenez une analyse structurelle gratuite ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Qu'est-ce qu'un afficheur PDQ ?
Il est indispensable de comprendre les mécanismes de base de ces unités avant de commencer à allouer votre budget marketing trimestriel aux matières premières d'emballage et à la logistique du transport.
Un présentoir de vente au détail (PDQ) est un support commercial prêt à l'emploi, souvent en carton ondulé, conçu pour être livré pré-rempli de produits et placé immédiatement sur une étagère ou un comptoir. Ce format réduit considérablement le travail manuel des employés, garantit la cohérence de la marque et optimise les achats impulsifs dans les zones à fort passage.

Bien que le concept de base soit l'efficacité opérationnelle, obtenir une véritable mise en rayon nécessite une précision structurelle que les modèles en ligne de base ne peuvent tout simplement pas fournir à votre équipe d'approvisionnement.
Le mythe du « montage facile » en magasin
Les acheteurs présument souvent qu'envoyer un plateau en carton ondulé à plat à un sous-traitant garantit automatiquement un assemblage sans accroc. Ils approuvent des gabarits complexes sur leurs écrans d'ordinateur, oubliant complètement que des centaines d'unités doivent être pliées manuellement dans des délais d'entrepôt extrêmement serrés.
Un piège courant, même pour les équipes d'approvisionnement les plus expérimentées, est le système de verrouillage complexe des plateaux, de type « origami ». J'ai vu des préparateurs de commandes transpirer dans des entrepôts humides, peinant pendant cinq minutes à insérer une paroi latérale complexe en carton cannelé E dans sa fente de verrouillage, finissant par se décourager et coller du ruban adhésif transparent disgracieux sur le bord déchiré du carton brut pour le maintenir en place. Pour remédier à cela, j'impose un système modulaire pré-encollé « zéro frustration » pour toutes les productions en grande série. Grâce aux machines de pliage-collage automatisées de mon atelier, nous fournissons un plateau qui s'ouvre instantanément et avec un clic net et satisfaisant. Ce micro-ajustement élimine complètement les frottements manuels, ce qui signifie que les retards d'assemblage ne sont plus un risque et permet de réduire les coûts de main-d'œuvre des préparateurs de commandes d'environ 40 %⁵.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| S'appuyant sur des pliages d'origami complexes | Passage à des socles modulaires pré-encollés à enclenchement | Réduit le temps d'assemblage du co-packing de quelques minutes6 |
| En ignorant les niveaux d'humidité de l'entrepôt | Utilisation de panneaux de haute qualité résistants à l'humidité7 | Empêche le déchirement des languettes lors d'un assemblage forcé |
| Faire confiance aux modèles d'écrans numériques | Tests physiques avec gants de conditionnement standard | Élimine le besoin de réparations disgracieuses avec du ruban adhésif transparent |
Je mesure la réussite de la production au chronomètre de la ligne de conditionnement, et non pas seulement au rendu 3D. Lorsque votre plateau s'emboîte sans effort, vous préservez vos marges bénéficiaires des coûts de main-d'œuvre invisibles.
🛠️ Le bureau d'Harvey : Vos sous-traitants se plaignent-ils d'étiquettes déchirées et d'étapes de pliage complexes ? 👉 Demandez une refonte sans frustration ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Que signifie PDQ chez Walmart ?
Les grandes enseignes de distribution fonctionnent selon un modèle d'efficacité impitoyable en matière de chaîne d'approvisionnement, et ne pas comprendre leurs définitions opérationnelles spécifiques peut entraîner la mise en quarantaine de l'intégralité de votre cargaison sur le quai.
Chez Walmart, un présentoir de vente automatisé (PDQ) désigne un présentoir prêt à la vente, strictement réglementé et conforme aux directives de la chaîne d'approvisionnement automatisée. Ces présentoirs spécialisés doivent respecter des dimensions physiques précises, résister aux tests de transport rigoureux de l'ISTA (International Safe Transit Association) et comporter des étiquettes à code-barres UCC-128 positionnées avec exactitude afin d'éviter des retours de marchandises importants.

Concevoir un joli plateau graphique ne représente que la moitié du travail ; réussir un audit d'entrée rigoureux exige une exécution irréprochable sur la chaîne de production concernant vos conteneurs d'expédition.
Naviguer dans le labyrinthe de la conformité des grandes entreprises
Nombre d'équipes marketing conçoivent un plateau visuellement attrayant et l'envoient simplement à l'usine, partant du principe que les règles de la distribution s'appliquent à tous les canaux. Elles considèrent le carton d'emballage et son étiquetage logistique comme un détail superflu, se concentrant uniquement sur le visuel destiné au consommateur.
C'est comme construire un moteur haute performance et oublier d'installer les bougies. Je constate fréquemment que l' étiquette code-barres UCC-128, pourtantsoumise , est apposée directement sur le pli d'un carton. Lorsque ce carton arrive sur les convoyeurs automatisés de Walmart, le lecteur laser détecte l'étiquette froissée et plissée, émettant un bip strident de rejet, et la palette entière est immédiatement signalée pour vérification. Dans mon atelier, je conçois le gabarit du carton d'expédition avec une zone dédiée et parfaitement plane, dite « Prévention des frais de reconditionnement », spécifiquement conçue pour cette étiquette. Cet alignement précis garantit une lecture parfaite dès le premier passage, éliminant ainsi tout risque de pénalités importantes pour non-conformité et préservant votre réputation de fournisseur sur le long terme.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Placer les codes-barres sur les lignes de pliage | Concevoir une zone d'étiquetage plate et dédiée | Empêche les rejets des scanners automatiques9 |
| Utilisation de matériaux de carton maître de faible qualité | Passer aux expéditeurs certifiés ISTA10 | Survit aux chutes brutales des convoyeurs d'entrepôt |
| Ignorer les directives de style des détaillants | Consulter d'abord la base de données de spécifications internes | Élimine les frais de rétrofacturation coûteux des fournisseurs11 |
J'intègre la conformité aux exigences des détaillants directement dans le fichier structurel avant même de commander les plaques d'impression. Lorsque votre carton principal circule sans encombre dans le centre de tri automatisé, vous fidélisez vos clients sur le long terme.
🛠️ Le bureau d'Harvey : Vous craignez que votre transporteur principal actuel n'entraîne une importante rétrofacturation de la part d'un détaillant ? 👉 Demandez votre audit de conformité ↗ — Aucun formulaire ne déclenche d'appels commerciaux incessants. Uniquement de la valeur.
Que signifie PDQ ?
Cet acronyme du secteur est constamment utilisé à tort et à travers par les agences de marketing, mais comprendre sa signification littérale révèle le défi technique fondamental que représente l'ensemble du format.
PDQ signifie littéralement « Pretty Darn Quick » ou « Product Display Quickly » (présentoir de produits rapide). Ce terme désigne tout présentoir de vente conçu pour une installation instantanée en rayon. Sa structure privilégie une logistique ultra-efficace, permettant à une marque de mettre ses produits directement du conteneur à la vue du consommateur, sans déballage manuel fastidieux.
Mais connaître l'acronyme théorique ne suffit pas lorsque les machines se mettent en marche ; pour qu'une unité s'assemble réellement « rapidement », il faut une précision mathématique impitoyable lors de la phase d'ingénierie structurelle.
Pourquoi l'assemblage « rapide » standard échoue-t-il en usine ?
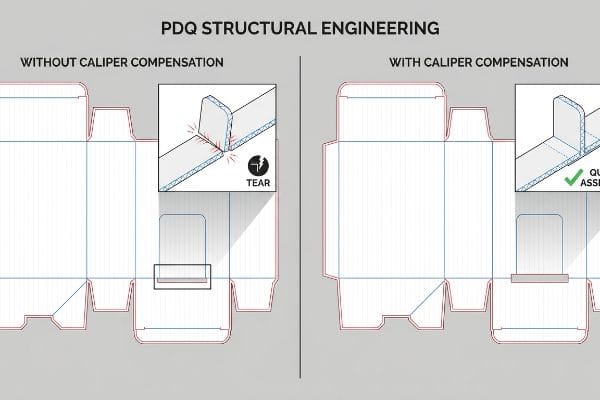
Les graphistes conçoivent souvent des languettes emboîtables dans les logiciels de conception numérique, avec une largeur identique à celle de la fente de réception. Ils obtiennent ainsi un ajustement mathématique parfait sur leur écran d'ordinateur, ignorant la dure réalité physique : le carton ondulé possède une masse et une épaisseurréelles qui occupent un espace physique lorsqu'il est plié.
Dans mon atelier, je constate régulièrement que cette négligence provoque un véritable chaos sur la chaîne de montage lors des tests de pré-production. Lorsqu'une plaque de carton cannelure B de 3 mm d'épaisseur se plie à 90 degrés, elle se dilate et réduit l'espace disponible dans la rainure. Si cette dernière n'est pas élargie, les fibres du papier opposent une forte résistance. Lorsque l'opérateur force sur la languette, on entend le craquement désagréable du carton kraft vierge qui se casse sous la pression, ruinant ainsi la finition. Pour remédier à ce problème, j'utilise un logiciel paramétrique qui applique automatiquement une « compensation d'épaisseur », ajoutant une tolérance de pliage précise de 1,5 mm à chaque rainure de réception sur la ligne de découpe. Cette correction rigoureuse, basée sur les données, élimine totalement les micro-frictions, garantissant un assemblage fluide des pièces, réduisant le temps de main-d'œuvre de conditionnement d'environ 25 % et permettant au client d'économiser des milliers d'euros en salaires d'assemblage gaspillés.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dessiner des rapports d'emplacement de 1:1 dans le logiciel | Application de la compensation mathématique du calibre15 | Assure un assemblage rapide et sans friction en magasin |
| En négligeant l'épaisseur des cannelures ondulées | Ajout de tolérances de pliage spécifiques16 | Empêche les languettes déchirées et les défaillances structurelles |
| S'appuyant entièrement sur des illustrations vectorielles plates | Test de résistance d'un échantillon physique blanc 3D17 | Élimine les retards coûteux liés à la main-d'œuvre dans le cadre du conditionnement à façon |
Je refuse qu'un millimètre d'épaisseur de carton imprévue nuise à votre productivité. Une ingénierie structurelle de précision transforme une conception théorique rapide en une réalité concrète et hautement rentable sur la chaîne de conditionnement.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais si le gabarit de découpe pour emballages plats ne tient pas compte de la compensation d'épaisseur et que le papier gonfle dans un entrepôt humide, les languettes déchirées qui en résultent provoquent une friction importante, ralentissant votre chaîne de montage d'environ 30 % et anéantissant la marge bénéficiaire du projet à cause des surcoûts de main-d'œuvre. C'est précisément le cahier des charges que mes 10 principaux clients du secteur de la vente au détail utilisent pour garantir zéro rejet d'impression. Cessez de deviner les tolérances du carton ondulé et laissez-moi analyser personnellement vos fichiers grâce à mon audit de gabarit gratuit ↗ afin de détecter les erreurs structurelles critiques avant le lancement de la production en série.
« 14 types de présentoirs de vente au détail | Chicago, IL – Wertheimer Box », https://wertheimerbox.com/types-of-retail-displays/. [Les normes de conception des présentoirs de point de vente fournissent des spécifications techniques pour maintenir un centre de gravité stable et éviter leur basculement sur les comptoirs]. Rôle de la preuve : Validation technique ; type de source : Guide de conception pour le commerce de détail. Justifie : La nécessité technique de prendre en compte l’équilibre des présentoirs de comptoir. Note de portée : Spécifique aux présentoirs à base étroite. ↩
« Comment choisir la hauteur de votre présentoir de vente ? », https://popdisplay.me/how-to-choose-your-retail-display-height/. [Les normes industrielles relatives aux présentoirs sur le lieu de vente (PLV) fournissent des directives mathématiques concernant les rapports profondeur/hauteur afin d'assurer la stabilité et d'éviter le basculement. Niveau de preuve : spécification technique ; type de source : manuel d'ingénierie du commerce de détail. Appui : l'utilisation de rapports spécifiques pour maintenir le centre de gravité des présentoirs de vente. Remarque : les rapports peuvent varier en fonction du poids et de la répartition du produit.] ↩
« Comprendre les emballages PDQ en point de vente – LinkedIn », https://www.linkedin.com/pulse/understanding-pdq-packaging-retail-moss-tvthc . [Un guide de conception ou d'ingénierie d'emballage faisant autorité en matière de vente au détail vérifierait les proportions recommandées afin de garantir la stabilité des présentoirs et d'éviter leur basculement]. Niveau de preuve : spécification technique ; type de source : manuel d'ingénierie. Appui : normes de stabilité. Remarque concernant la portée : peut varier en fonction du poids du matériau.
« Conception structurelle des présentoirs temporaires en carton ondulé pour la vente au détail – UD Direct », https://www.ud-direct.com/blog/the-importance-of-structural-design-in-temporary-corrugated-retail-displays. [Les normes d'ingénierie de l'emballage définissent comment calculer la capacité de charge dynamique d'un support en carton par rapport à son encombrement au sol afin d'éviter le flambage structurel]. Élément de preuve : principe structurel ; type de source : norme technique. Supports : intégrité du support. Note relative à la portée : suppose des qualités de carton ondulé standard .
« Taille et part de marché des services d'emballage et de PLV pour la vente au détail… », https://www.mordorintelligence.com/industry-reports/retail-display-and-pop-pack-out-services-market. [Les indicateurs de performance du secteur en matière d'automatisation de l'emballage quantifient la réduction des heures de travail et des coûts associés lors du passage du pliage manuel aux systèmes modulaires pré-encollés]. Type de preuve : validation quantitative ; source : livre blanc sectoriel. Contribue à : l'efficacité économique des machines de pliage-collage automatisées. Remarque : le pourcentage peut varier en fonction de la complexité et du volume des références .
« Puis-je voir un échantillon du présentoir en carton avant de passer une commande importante… », https://popdisplay.me/can-i-see-a-sample-of-the-cardboard-display-before-placing-a-large-order/. Des études de cas ou des analyses comparatives du secteur sur l’assemblage d’emballages de vente au détail permettraient de quantifier la réduction du temps de travail grâce à l’utilisation de supports à clipser plutôt que de pliages complexes. Type de preuve : validation quantitative ; source : rapport sectoriel. Arguments : efficacité des supports à clipser modulaires. Précision : contexte spécifique du conditionnement à façon .
« Emballages en carton ondulé de conception innovante pour une durabilité accrue… », https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. Les spécifications techniques des fournisseurs de matériaux d'emballage confirment comment des revêtements spécialisés préviennent la dégradation des fibres et le déchirement des languettes dans des conditions d'entrepôt humides. Type de preuve : spécification technique ; type de source : fiche technique du matériau. Argument : nécessité de matériaux résistants à l'humidité pour une fiabilité d'assemblage optimale. Remarque : s'applique principalement au stockage en milieu humide .
« Étiquetage GS1 pour le commerce de détail : exigences pour Walmart, Target et autres », https://getproductiv.com/gs1-labeling-retail. [Un manuel fournisseur ou un guide logistique officiel de Walmart spécifie les exigences techniques obligatoires et l’emplacement des étiquettes UCC-128 sur les bordereaux d’expédition principaux]. Rôle de la preuve : spécification technique ; type de source : politique d’entreprise. Justifie : la nécessité de normes de codes-barres spécifiques pour la lecture automatisée. Remarque sur la portée : s’applique à la logistique d’approvisionnement .
« Efficacité du codage-barres pour la réduction des pertes d’échantillons de patients et… », https://pmc.ncbi.nlm.nih.gov/articles/PMC4518452/. [Les directives techniques relatives à l’étiquetage logistique expliquent comment les codes-barres placés sur des plis ou des contours créent des distorsions qui entraînent des échecs de lecture automatisée]. Rôle de la preuve : explication technique ; type de source : manuel technique. Appui : L’efficacité des zones d’étiquetage plates dédiées. Note de portée : Se concentre sur la reconnaissance optique de caractères et le matériel de lecture de codes-barres .
« Tests d’emballage pour la conformité des emballages de grande surface – Intertek », https://www.intertek.com/performance-testing/packaging/retail-compliance/. [Les normes d’emballage de l’International Safe Transit Association (ISTA) définissent les protocoles de test nécessaires pour garantir la résistance des cartons à la manutention automatisée en entrepôt]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Justifie : la nécessité de matériaux certifiés pour la durabilité. Note de portée : se réfère aux normes internationales de test de transport .
« Frais de conformité des fournisseurs : causes et solutions pour les détaillants », https://www.linkedin.com/posts/quickbox-fulfillment_struggling-with-vendor-compliance-chargebacks-activity-7421637082487525376-VCk2. [Les manuels fournisseurs des détaillants précisent les pénalités financières et les structures de refacturation appliquées lorsque les expéditions ne respectent pas les directives opérationnelles]. Type de preuve : pénalité opérationnelle ; source : manuel fournisseur. Sujet : risque financier lié à la non-conformité. Remarque : variable selon le détaillant, mais courant dans les grandes surfaces .
« Le guide ultime des boîtes en carton ondulé – Shorr Packaging », https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/ . [Un manuel d'ingénierie de l'emballage ou un ouvrage de science des matériaux expliquerait comment l'épaisseur du carton ondulé nécessite un jeu de pliage pour garantir l'emboîtement des pièces]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Justifie : la nécessité physique d'un jeu dans la conception des languettes et des encoches. Note de portée : Spécifique aux matériaux en carton ondulé.
« Carton ondulé et qualités de matériaux – cannelure – Packaging Strategies », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Les normes industrielles relatives aux emballages en carton ondulé vérifient l’épaisseur typique du carton cannelure B. Rôle de la preuve : spécification technique ; type de source : manuel industriel. Appuie : les propriétés du matériau du carton utilisé. Remarque : l’épaisseur réelle peut varier légèrement selon le fabricant .
« Constructions en carton : Calcul de la tolérance de pliage 1 – YouTube », https://www.youtube.com/watch?v=j1n5ojAbAic. Les manuels d'ingénierie d'emballage fournissent des calculs précis de la tolérance de pliage afin d'éviter le collage et la déchirure du matériau lors de l'assemblage. Rôle de la preuve : méthodologie technique ; type de source : guide d'ingénierie. Justifie : la nécessité et la mesure de la compensation de l'épaisseur. Remarque : les valeurs de tolérance spécifiques dépendent de la qualité du matériau et du rayon de pliage .
« Conception optimale des emballages en carton ondulé double paroi – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. [Une source faisant autorité en ingénierie de l'emballage explique comment la compensation du calibre tient compte de l'épaisseur du matériau pour garantir un ajustement et un assemblage précis. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Appuie : la nécessité d'ajuster les dimensions logicielles aux matériaux physiques. Note de portée : spécifique aux calibres de carton ondulé.] ↩
« Conception de carton ondulé – Google Groups », https://groups.google.com/g/comp.cad.solidworks/c/bV6mhVT7YiQ. [Les normes industrielles relatives aux emballages en carton ondulé définissent les tolérances de pliage afin de prévenir les contraintes sur le matériau et les ruptures structurelles aux points de pliage. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appuie : l’affirmation selon laquelle les tolérances empêchent le déchirement des languettes. Note sur la portée : s’applique aux différentes tailles de cannelures.] ↩
« Importance des gabarits de découpe dans l’établissement des devis pour les projets de co-emballage – Econo-Pak », https://www.econo-pak.com/importance-of-dielines-in-quoting-co-packing-projects/. [Les guides professionnels d’emballage insistent sur l’utilisation de prototypes physiques non imprimés pour valider l’assemblage et éliminer les pertes de main-d’œuvre lors du co-emballage. Rôle de la preuve : validation du processus ; type de source : guide professionnel. Appuie : le lien entre le prototypage et la réduction des délais de main-d’œuvre. Note sur la portée : axé sur la phase de préproduction.] ↩



