
Vous avez du mal à faire remarquer vos petits emballages de boissons sur les comptoirs bondés des magasins ? Le carton fragile se déforme souvent sous le poids du liquide, ce qui réduit vos marges avant même que les clients n’arrivent à la caisse.
Les présentoirs de comptoir pour petits formats de boissons sont des unités de vente compactes et robustes, conçues spécifiquement pour contenir et présenter des packs de boissons lourds, des boissons énergisantes ou des mini-bouteilles directement au point de vente. Ils optimisent les achats impulsifs tout en exigeant une grande résistance à la charge pour éviter tout affaissement.

Mais concevoir un plateau qui ait fière allure sur un écran numérique est totalement différent de fabriquer un plateau qui résiste aux réalités physiques chaotiques des caisses à fort trafic.
Comment présenter des mini-bouteilles d'alcool ?
Mettre en valeur des mini-bouteilles d'alcool haut de gamme nécessite bien plus qu'un simple emballage imprimé attrayant.
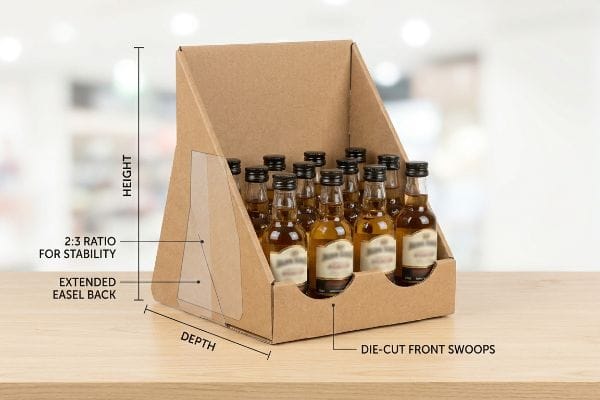
La présentation de mini-bouteilles d'alcool exige la conception d'un présentoir de comptoir structuré qui optimise l'espace au sol tout en supportant le poids important du liquide. Les marques doivent impérativement respecter un rapport profondeur/hauteur de 2:3 afin de garantir la stabilité du présentoir et de préserver la visibilité des étiquettes principales pour les clients.
Pour éviter que ces petites bouteilles en verre, pourtant lourdes, ne se brisent sur le sol du magasin, il faut faire preuve d'un peu de rigueur mathématique.
Assurer la stabilité des présentoirs de comptoir pour liquides lourds
Même les concepteurs les plus expérimentés négligent souvent les lois physiques du poids des liquides lorsqu'ils réduisent l'échelle de présentoirs de sol imposants pour en faire des présentoirs de caisse. Ils supposent que des languettes de base emboîtables standard maintiendront solidement une douzaine de miniatures en verre lourd, se concentrant exclusivement sur la présentation graphique plutôt que sur l'ancrage du centre degravité¹.
Voici le petit incident que je constate régulièrement : un présentoir joliment imprimé arrive en magasin, le vendeur le remplit de bouteilles d’alcool de 50 cl, et dès qu’un client pressé effleure le bord, le présentoir bascule vers l’avant. Je me souviens encore de la résistance d’un carton kraft vierge de 32 ECT (test de résistance à la compression des bords) lorsqu’un vendeur, exaspéré, a tenté de plier le panneau arrière pour empêcher le présentoir de basculer. Si le rapport profondeur/hauteur n’est pas exactement de 2:3 , l’énergie cinétique des clients qui attrapent une bouteille fera fléchir la structure, provoquant un gauchissement important de la base et un refus immédiat du détaillant.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| En négligeant la distribution du poids du liquide | Appliquez la règle 2:3 de profondeur par rapport à la hauteur4 | Prévient les risques de basculement dus à un poids excessif en haut |
| panneaux de base plats standard | Concevoir un chevalet allongé à l'arrière | Évite aux employés d'utiliser du ruban adhésif disgracieux |
| Bloquer l'étiquette principale de la bouteille | Des courbes découpées à l'emporte-pièce sur le bord avant | Accélère les conversions d'impulsions5 |
Je refuse que les marques risquent de voir leurs marchandises brisées à cause d'une simple erreur de géométrie. Corriger mathématiquement le point de basculement dès la phase d'ingénierie structurelle garantit la stabilité et la rentabilité optimale de vos spiritueux haut de gamme.
🛠️ Le bureau de Harvey : Vous vous demandez si votre présentoir de mini-bouteilles est suffisamment stable pour une caisse très fréquentée ? 👉 Demandez une analyse de géométrie structurelle ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Comment présenter les boissons lors d'une fête ?
La commercialisation de packs de boissons grand format exige une mise en œuvre extrêmement rapide en magasin et une capacité de stockage physique massive.
Pour présenter des boissons lors d'une fête, il est indispensable d'utiliser des plateaux modulaires en carton ondulé pré-encollé, capables de supporter des charges dynamiques importantes tout en permettant une installation rapide et intuitive. Ces systèmes robustes pour points de vente permettent d'organiser efficacement les packs de boissons, même lourds, et préviennent ainsi tout risque de rupture de la structure lors des périodes de forte affluence et d'effervescence des fêtes de fin d'année.

Créer un immense espace dédié aux boissons pour les fêtes n'a aucun sens si le personnel du magasin refuse catégoriquement d'assembler les éléments en carton complexes.
Éliminer les frottements lors de l'assemblage des emballages multiples de boissons
Les équipes marketing conçoivent souvent des présentoirs de fête très complexes, avec des étagères à plusieurs niveaux et des supports séparés, partant du principe que les vendeurs ont le temps et la patience de déchiffrer un véritable casse-tête. Ils expédient directement aux grandes surfaces des gabarits complexes , s'attendant à une mise en rayon parfaite et sans accroc.
J'ai vu, dans les rayons des magasins, des vendeurs suer à grosses gouttes pendant un quart d'heure pour tenter de faire passer une languette complexe dans une fente en carton rigide, finissant par écraser les cannelures sous le coup de la frustration. Le bruit sec et déchiré du carton brut symbolise la fuite de votre budget marketing des fêtes. Pour éviter ce genre de situation, j'utilise exclusivement des plateaux modulaires pré-encollés qui s'ouvrent en trois secondes chrono. En éliminant cette fastidieuse manipulation dès la conception, le temps d'assemblage pour le conditionnement à façon diminue d'environ 35 secondes par unité<sup>7</sup>, préservant ainsi le calendrier de votre campagne et vos relations avec les distributeurs.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Pliage complexe de type origami | Plateaux modulaires pop-up pré-collés | Gain de 35 secondes de temps d'assemblage manuel8 |
| Cloisons internes fragiles | Séparateurs structurels flottants SKU9 | Empêche les sacs lourds de se déplacer |
| Fiches d'instructions très textuelles | Guides d'assemblage visuels sans texte | Garantit une configuration 100 % précise10 |
Je privilégie un montage sans frustration car le personnel de vente, déjà surchargé, jettera tout simplement un présentoir promotionnel trop difficile à assembler. Un plateau modulaire à ouverture facile garantit que vos boissons arriveront bien en rayon.
🛠️ Harvey's Desk : Vos présentoirs multipacks compliquent-ils la tâche de vos vendeurs ? 👉 Optez pour une solution sans frustration ↗ — Téléchargement sécurisé. N'hésitez pas à me contacter si vous avez des questions.
Qu'est-ce qu'un présentoir de comptoir ?
Une boîte en carton ondulé joliment imprimée ne constitue pas automatiquement un outil de vente efficace.
Un présentoir de comptoir est un dispositif de merchandising très compact, placé directement sur le comptoir de caisse d'un magasin afin de stimuler les achats impulsifs. Ces structures sont conçues mathématiquement pour maintenir en toute sécurité les petits produits à forte marge, tout en respectant scrupuleusement les contraintes de hauteur et d'encombrement imposées par les détaillants.

Mais pour combler le fossé entre un simple emballage en carton et un présentoir à fort taux de conversion, il est nécessaire de comprendre précisément quelle partie de votre produit le client peut réellement voir.
Optimiser la visibilité des boissons à la caisse
De nombreuses équipes d'approvisionnement commandent simplement des plateaux de présentation et y déposent leur produit, traitant l'unité de merchandising comme un simple carton d'expédition11.Elles se concentrent fortement sur l'impression de logos de marque massifs sur le bord avant du présentoir pour, en théorie, capter l'attention des acheteurs.
Imaginez un présentoir de comptoir comme un cadre photo : si le cadre rigide masque la moitié de l’image, il devient inutilisable. Je vois constamment des marques concevoir un rebord avant imposant pour empêcher les canettes de tomber, mais celui-ci cache complètement l’étiquette du produit. Lorsque je caresse ce bord avant ondulé, trop haut et tranchant, je sais immédiatement qu’il va freiner les achats impulsifs. C’est pourquoi j’applique mathématiquement une règle de visibilité optimale, en intégrant une découpe précise dans le fichier CAO pour garantir qu’au moins 85 % de la canette reste visible, attirant ainsi immédiatement les clients sans compromettre la solidité du présentoir.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Masquer l'étiquette du produit | Appliquer la règle de visibilité de 85 %12 | Augmente les conversions d'achats impulsifs13 |
| Lèvres génériques coupées droites | Concevoir une découpe personnalisée en forme de Swoop14 | Permet de sécuriser les boîtes de conserve lourdes tout en mettant en valeur la marque |
| Se concentrer sur les logos affichés | Adoptez une mise en page axée sur le produit | Il fait de la marchandise elle-même le héros |
Je ne permets jamais que le principal atout marketing d'une marque soit gâché par un panneau en carton mal conçu. Optimiser la structure du rebord avant permet de garantir que vos boissons se vendent d'elles-mêmes à un mètre de distance.
🛠️ Le bureau de Harvey : Votre présentoir actuel masque-t-il les informations essentielles de l’emballage de vos boissons ? 👉 Demandez votre audit de visibilité ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur ajoutée.
Combien de boissons me faut-il pour 50 invités ?
Calculer le volume des boissons est une simple équation mathématique, mais supporter un poids physique aussi important exige une ingénierie de précision.
Pour déterminer le nombre de boissons nécessaires pour 50 invités, il faut compter environ deux à trois boissons par personne, soit un total de 100 à 150 unités. Présenter un tel volume en magasin exige des présentoirs en carton ondulé renforcé, capables de supporter un poids important et concentré pendant de longues périodes d'utilisation.

Il est facile de faire tenir debout un plateau multipack entièrement rempli dans un laboratoire climatisé, mais voici la dure réalité lorsqu'on en expédie 500 vers un entrepôt côtier humide.
Pourquoi les fentes standard pour cartons ne fonctionnent plus en conditions d'humidité élevée
Les équipes d'approvisionnement s'appuient souvent sur des gabarits CAO rigides, définis précisément selon l'épaisseur à sec du panneau, partant du principe que l'épaisseur de 3,17 mm (0,12 pouce) du panneau B-flute15 restera parfaitement uniforme quelles que soient les conditions géographiques. Elles lancent ainsi la production en série de présentoirs multipack lourds et entièrement équipés, sans tenir compte des variations atmosphériques microscopiques.
Il ne s'agit pas que de théorie : je constate ce phénomène en production, lorsque des unités imprimées sont retirées après une simulation de transport maritime longue distance. Le support poreux absorbe l'humidité ambiante et gonfle physiquement<sup>16</sup>. Lors des mesures au micromètre, la carte s'est dilatée bien au-delà des dimensions initialement prévues. Une fente qui s'ajustait parfaitement à la languette d'un écran numérique est soudainement devenue beaucoup trop étroite. J'ai vu mon équipe d'assemblage tenter de forcer manuellement les pièces gonflées, écrasant les cannelures internes et compromettant la résistance à la charge nécessaire pour supporter 50 verres lourds. En intégrant automatiquement une marge d'humidité de 1 mm (0,04 pouce)<sup>17</sup> directement dans les fentes de réception de nos fichiers ArtiosCAD, je prends en compte mathématiquement la dilatation du papier. En imposant cette micro-tolérance, je garantis la résistance de la géométrie structurelle aux variations climatiques, éliminant ainsi les coûts importants de retouches manuelles sur la chaîne d'assemblage et respectant les délais.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de modèles CAO à étrier sec | Ajouter une zone tampon d'humidité de 1 mm (0,04 po)18 | Garantit un assemblage automatisé sans déchirure |
| En négligeant l'humidité liée au transit océanique | facteur d'expansion de la doublure de test poreuse19 | Maintient une résistance à la charge de 32ECT20 |
| Forcer les languettes d'emboîtement serrées | Concevoir des fentes de réception plus larges | Élimine les frais de retouche coûteux liés au co-emballage |
Je sais pertinemment qu'une fraction de millimètre fait toute la différence entre un déploiement réussi en magasin et un amas de cartons écrasés. La prise en compte des contraintes environnementales dès la conception protège à la fois votre produit et votre marge bénéficiaire.
🛠️ Le bureau d'Harvey : Connaissez-vous le taux de dilatation hygrométrique exact de la cannelure B de votre fournisseur actuel de carton ondulé ? 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez inutilement dans une production de masse.
Conclusion
Vous pouvez facilement opter pour un fournisseur moins cher utilisant des gabarits génériques, mais si le panneau préfabriqué se dilate dans un entrepôt côtier humide et que les languettes de verrouillage se cassent, ralentissant la chaîne de montage d'environ 30 %, la marge bénéficiaire de votre campagne s'évapore. Plus de 500 responsables de marque utilisent activement ma checklist de prépresse pour éviter ces erreurs fatales dès les premières étapes. Ne vous fiez plus aux tolérances environnementales : laissez-moi analyser vos fichiers de structure grâce à mon Audit de découpe gratuit ↗ afin de détecter mathématiquement les points de friction critiques avant le lancement de la production en série.
« Production de présentoirs à alimentation par gravité | Emballages personnalisés », https://pack-design.com/gravity-feed-product-display-production/. Des normes reconnues en ingénierie structurelle et en emballage de vente au détail expliquent comment la gestion du centre de gravité prévient le basculement des présentoirs de comptoir lestés. Preuve : validation technique ; source : manuel d’ingénierie. Justifie : nécessité d’une gestion optimale du centre de gravité pour les présentoirs de liquides. Précision : s’applique spécifiquement aux présentoirs de comptoir lestés .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Rôle de la preuve : spécification technique ; type de source : manuel d’ingénierie de l’emballage. Justification : résistance du matériau aux fortes charges liquides. Note relative à la portée : les valeurs ECT constituent la norme industrielle pour la résistance à la compression du carton ondulé.
« 14 types de présentoirs de vente au détail | Chicago, IL – Wertheimer Box », https://wertheimerbox.com/types-of-retail-displays/. Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Preuve : norme d’ingénierie structurelle ; type de source : guide de conception de présentoirs de point de vente. Arguments : stabilité physique et prévention du basculement pour les présentoirs contenant des liquides. Remarque : le ratio peut varier en fonction du poids total de l’unité .
« Assurer la stabilité et le soutien structurel des présentoirs temporaires », https://www.ud-direct.com/blog/tips-and-tricks-to-ensure-stability-and-structure-support-in-temporary-displays . Explication succincte des principes physiques régissant le centre de gravité et le rapport base/hauteur afin de prévenir le basculement des présentoirs autoportants. Niveau de preuve : spécification technique ; type de source : guide d’ingénierie structurelle ou de conception pour points de vente. Objectif : prévenir les risques de basculement liés à un centre de gravité trop haut. Remarque : s’applique aux présentoirs de comptoir.
« (PDF) Impact du branding sur le comportement d'achat impulsif – ResearchGate », https://www.researchgate.net/publication/291171098_Impact_of_Branding_on_Impulse_Buying_Behavior_Evidence_from_FMCG's_Sector_Pakistan. Analyse de la corrélation entre un accès visuel direct à la marque sur le lieu de vente et l'augmentation des taux d'achat impulsif. Type de données : données comportementales ; source : étude de marché de détail. Conclusion : efficacité des emballages prédécoupés. Précision : limité aux catégories de produits à achat impulsif .
« Planification de l’emballage et de la logistique pour les présentoirs de vente au détail – Frank Mayer », https://www.frankmayer.com/blog/packaging-and-logistics-planning-for-retail-displays/. Les directives sectorielles relatives à la distribution sur le lieu de vente documentent la pratique consistant à expédier à plat des gabarits en carton ondulé afin d’optimiser le transport, ce qui nécessite un assemblage en magasin. Rôle de la preuve : norme opérationnelle ; type de source : manuel de logistique de vente au détail. Applicable à : la méthode de distribution des présentoirs de boissons en vente au détail. Note sur la portée : se concentre sur la transition entre l’expédition et l’installation .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Vérification de la réduction quantifiée du temps d’assemblage grâce à l’utilisation de plateaux en carton ondulé pré-encollés par rapport aux systèmes manuels à languettes et encoches. Type de preuve : mesure quantitative ; type de source : étude d’efficacité opérationnelle ou étude de cas industrielle. Confirme : l’affirmation selon laquelle la conception modulaire réduit considérablement le travail manuel lors de la préparation. Remarque : les gains de temps réels peuvent varier en fonction de l’échelle de production et des compétences de la main-d’œuvre .
« Assemblage de présentoirs PLV – Peoria Production Solutions », https://www.peoriapros.com/contract-packing/pop-display-assembly/ . Étude technique comparative ou étude sectorielle démontrant le gain de temps obtenu grâce à l’utilisation de plateaux modulaires pré-encollés par rapport au pliage manuel. Preuve : validation quantitative ; type de source : livre blanc technique. Avantages: gain d’efficacité des plateaux modulaires dépliables. Précision : spécifique au merchandising de boissons en multipacks.
« CONCEPTION STRUCTURELLE DES PRÉSENTOIRS POUR LE COMMERCE DE DÉTAIL INTERACTIF… », https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/ . Spécifications techniques ou documentation produit expliquant comment les séparateurs structurels flottants stabilisent les emballages de boissons lourds. Rôle de la preuve : définition technique ; type de source : fiche technique du produit. Sujet : stabilité des emballages de boissons lourds. Note relative à la portée: concerne l’intégrité structurelle des surfaces de vente.
« Guide de l'assembleur x86 », https://www.cs.virginia.edu/~evans/cs216/guides/x86.html . Recherche sur les facteurs humains comparant des instructions d'assemblage visuelles et sans texte à des manuels riches en texte , en termes de réduction des erreurs. Rôle de la preuve : vérification des performances ; type de source : étude évaluée par les pairs. Constat : précision des guides d'assemblage visuels. Remarque sur la portée : applicable à l'exécution rapide en magasin.
« Emballages PDQ : Améliorer la visibilité de la marque et l’efficacité du commerce de détail », https://innorhino.com/blog/about-business/pdq-packaging-brand-visibility?srsltid=AfmBOoocgVTJCmDp5X1wwxYIDc_CexZPdsTFWUJA-Xf8e0azlBk-l72L . Les normes industrielles relatives aux emballages prêts à la vente (RRP) décrivent la conception technique des plateaux PDQ, conçus pour servir à la fois d’unités d’expédition et de présentoir. Éléments de preuve : spécifications techniques ; type de source : guide de l’industrie de l’ emballage. Sujet : rôle conceptuel des plateaux de présentation dans la chaîne d’approvisionnement. Portée : s’applique aux emballages en carton ondulé prêts à la vente.
« Point de vente : comment les détaillants peuvent influencer les consommateurs en magasin… », https://blog.intouch.com/posts/points-of-purchase-displays . Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Rôle de la preuve : vérification factuelle ; type de source : guide de merchandising. Appuie : le pourcentage précis de visibilité des produits requis pour une performance optimale sur le lieu de vente. Remarque : les normes du secteur peuvent varier selon la catégorie de produits.
« Relation entre la pression temporelle et les achats impulsifs des consommateurs… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10750050/ . Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Rôle de la preuve : lien de causalité ; type de source : étude du comportement du consommateur. Confirme : la corrélation entre une forte visibilité des produits et l’augmentation des achats impulsifs en caisse. Note sur la portée : axée sur les environnements de points de vente au détail.
« Solutions d'affichage en carton sur mesure | Catalpha », https://catalpha.com/services/packaging-design/custom-corrugated-cardboard-point-of-purchase-displays/. Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie de l'emballage. Appuie : l'efficacité structurelle des découpes profilées pour maintenir les articles lourds tout en préservant la visibilité de la marque. Note relative au champ d'application : spécifiquement pour les présentoirs en carton ondulé .
« Carton ondulé et qualités de matériaux – Stratégies d'emballage », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades . Les spécifications techniques de l'industrie pour l'emballage en carton ondulé définissent l'épaisseur standard du carton cannelé de type B. Rôle de la preuve : vérification factuelle ; type de source : fiche technique. Supporte : la mesure standard de l'épaisseur du matériau cannelé de type B. Note de portée : de légères variations peuvent survenir selon le fabricant et la qualité du matériau.
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/ . Documentation technique sur les propriétés hygroscopiques du carton ondulé et son expansion dimensionnelle. Rôle de la preuve : validation technique ; type de source : référence en science des matériaux. Appuie : l'affirmation selon laquelle l'humidité provoque le gonflement du matériau. Note de portée : concerne les revêtements à base de cellulose non couchés.
« Effets de l’humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/. Recommandations techniques pour la mise en œuvre de marges de tolérance dans les découpes de carton ondulé afin d’atténuer les problèmes d’ajustement dus à l’humidité. Type de preuve : spécification technique ; source : manuel d’ingénierie de l’emballage. Justification : utilisation d’une marge de 1 mm pour compenser la dilatation. Précision : normes spécifiques au carton ondulé industriel .
« [PDF] Stockage et manutention des matériaux d'emballage en carton ondulé », https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf . Documentation technique relative aux marges de tolérance pour la dilatation due à l'humidité dans la conception CAO du carton. Rôle de la preuve : vérification technique ; type de source : manuel technique. Supporte : mesure spécifique des marges d' humidité. Note relative au champ d'application : s'applique aux lignes d'assemblage automatisées.
« Influence de l’humidité sur les boîtes en carton ondulé – FlexPAC », https://www.flexp.com/blog/humidity-affects-corrugated-boxes/ . Recherche sur les propriétés hygroscopiques des doublures poreuses et leurs variations dimensionnelles lors du transport maritime. Rôle de la preuve : justification technique ; type de source : étude de science des matériaux. Justification : nécessité de prendre en compte la dilatation. Remarque : limité aux doublures poreuses.
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOop-ULmXnjbZKyjl1aHengP1xhlt4PHL-Z4SP73LDOjEsBwf9jL5 . Normes industrielles relatives aux valeurs d'indice de résistance à l'écrasement des bords (ECT) expliquant la capacité de charge du carton ondulé ECT 32. Rôle de la preuve : validation factuelle ; type de source : norme industrielle. Éléments pris en compte: mesures de charge structurelle. Note de portée : norme pour le carton ondulé.



