
Concevoir des présentoirs en carton sur mesure ne se résume pas à imprimer de jolis graphismes ; c'est un affrontement brutal entre ingénierie structurelle, conformité aux normes de vente au détail et physique du transport de marchandises lourdes.
La création de présentoirs de vente en carton sur mesure nécessite la transformation de carton ondulé brut en présentoirs robustes capables de supporter des charges importantes tout en résistant aux aléas du transport. Ce processus exige une découpe précise, des graphismes lithographiés et contrecollés, ainsi qu'un strict respect des dimensions imposées par les grandes surfaces afin de garantir une mise en place impeccable en magasin.

Lorsque vous passez d'une modélisation numérique à une fabrication physique, négliger les calculs structurels transformera votre budget marketing en un véritable désastre sur le sol de l'entrepôt.
Qui conçoit les présentoirs pour les magasins de détail ?
On pourrait supposer que n'importe quel graphiste talentueux est capable de créer un gabarit, mais la conception de présentoirs structurés exige un état d'esprit fondamentalement différent de celui nécessaire à la mise en page d'une brochure classique.
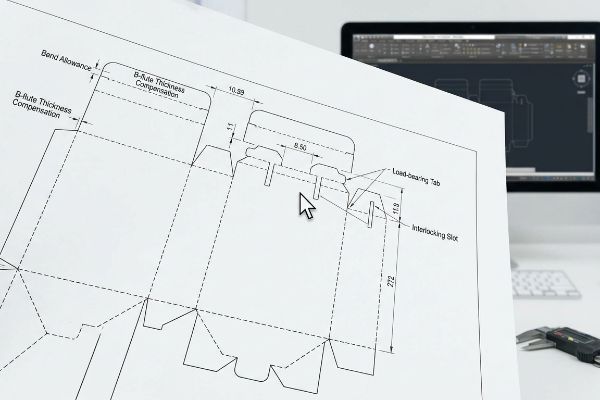
Les ingénieurs en structures industrielles conçoivent rigoureusement les présentoirs pour les magasins, en utilisant des logiciels de CAO (conception assistée par ordinateur) spécialisés pour calculer les tolérances de pliage, évaluer les capacités de charge dynamique et concevoir des languettes ondulées emboîtables. Les graphistes appliquent ensuite les éléments visuels de la marque exclusivement sur ces gabarits préfabriqués et testés sur le plan physique.
C’est dans le fossé entre un design d’écran attrayant et une structure physique fonctionnelle que la plupart des campagnes échouent complètement.
Les mathématiques structurelles qui sous-tendent la conception des présentoirs pour les magasins de détail
De nombreux responsables de marque confient un modèle de base à leurs graphistes internes, s'attendant à ce qu'ils dessinent des languettes emboîtables et des fentes de pliage dans Illustrator. Ces graphistes conçoivent généralement les languettes à la largeur exacte de la fente de réception, supposant un ajustement mathématique parfait de 1:1¹. Cette approche théorique traite le matériau d'emballage brut comme s'il s'agissait d'une ligne numérique immatérielle et infiniment fine sur un écran.
Je constate constamment ce défaut structurel lorsque les marques soumettent des gabarits plats pour des structures en carton ondulé de type B (3,17 mm) . Le concepteur oublie systématiquement de calculer l'épaisseur réelle du carton plié. Lorsqu'un sous-traitant tente d'imposer un pli à 90 degrés, j'entends le craquement sonore et désagréable des cannelures intérieures qui se déchirent, car la rainure n'a jamais été élargie pour compenser le rayon de courbure. Cela ralentit la chaîne de montage d'environ 30 %, les opérateurs étant contraints d'utiliser du ruban adhésif transparent peu esthétique pour maintenir les panneaux déformés ensemble.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dessin des largeurs de fente 1:1 | Compensation paramétrique de l'étrier3 | Assemblage sans frottement et sans déchirure |
| Utilisation d'outils de pixels Web | Modèles PDF structurels verrouillés | Maintient les limites de charge dynamiques4 |
| En négligeant l'épaisseur du matériau | Calcul automatisé de la tolérance de pliage5 | Empêche le flambage de la couche de base |
Je recrée systématiquement les emplacements proposés par les clients dans mon atelier avant même de procéder à la découpe physique des supports. Confier à un graphiste le travail d'un ingénieur packaging entraîne inévitablement des marchandises endommagées et des frais de réapprovisionnement exorbitants.
🛠️ Le bureau d'Harvey : Vous vous demandez si votre graphiste a bien pris en compte l'épaisseur du pli ondulé ? 👉 Faites vérifier votre tracé ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Comment créer un présentoir de vente au détail ?
La fabrication d'un présentoir de point de vente est un processus de fabrication intensif où le papier testliner brut, les adhésifs chimiques et les pressions automatisées massives doivent être parfaitement alignés pour résister à la distribution.
La fabrication d'un présentoir de vente au détail comprend la découpe à l'emporte-pièce de carton ondulé brut, le contrecollage lithographique de feuilles de surface imprimées en haute résolution à l'aide d'adhésifs à base d'eau, et le rainage du support avec des matrices polymères spécialisées. Ce processus de fabrication transforme des fibres de papier plates en un présentoir rigide et tridimensionnel capable de supporter des charges importantes en vente au détail.

Malheureusement, le collage d'éléments graphiques haut de gamme sur du carton rigide déclenche une réaction chimique qui prend la plupart des équipes d'approvisionnement totalement au dépourvu.
La réalité chimique de la fabrication d'un présentoir de vente au détail
Les clients supposent souvent qu'appliquer une feuille de finition imprimée de haute qualité sur un support en carton ondulé robuste permet d'obtenir automatiquement un panneau parfaitement plat et prêt à la vente. Ils considèrent le processus de lamination comme l'application d'un autocollant, ignorant la chimie sous-jacente des adhésifs industriels⁶.Cette approche classique, typique des débutants, part du principe que tant que l'impression est nette, l'assemblage final aura naturellement un aspect haut de gamme.
En réalité, la lithographie utilise un adhésif PVA (acétate de polyvinyle) à base d'eau qui modifie considérablement la tension du papier. Lorsque cette colle humide recouvre un panneau latéral massif de 1524 mm (60 pouces) de haut, le carton poreux absorbe l'humidité comme une éponge. En séchant à l'air ambiant de l'usine, le PVA se rétracte violemment, et l'on ressent littéralement l'immense tension superficielle qui tire tout le panneau d'affichage vers l'intérieur, le déformant comme une chips géante. Cette déformation empêche l'alignement des languettes de verrouillage, obligeant les vendeurs à jeter l'unité.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| En négligeant la tension de l'adhésif humide | pondération à plat conçue9 | Les panneaux sont parfaitement droits |
| Utilisation d'une paroi simple pour les côtés hauts | Arrières duplex équilibrés10 | Élimine la courbure vers l'extérieur |
| Accélérer le séchage de la lamination | Pression de référence sur 24 heures11 | Assure un alignement rapide des onglets |
J'applique rigoureusement un protocole de compression statique de 24 heures après la lamination afin d'obtenir une planéité parfaite lors du durcissement. Omettre cette étape de stabilisation chimique pour gagner une journée de production compromet systématiquement l'intégrité structurelle de l'ensemble de la campagne.
🛠️ Bureau Harvey : Vos grands panneaux d'affichage arrivent-ils déformés et impossibles à assembler pour vos vendeurs ? 👉 Demandez une analyse structurelle ↗ — Téléchargement sécurisé. Je reste à votre disposition pour toute question.
Comment fabriquer une vitrine en carton ?
Concevoir un coffret vitrine haut de gamme exige de trouver un équilibre entre la visibilité et la rigidité structurelle, afin que les acheteurs puissent voir le produit sans compromettre la résistance à l'écrasement de l'emballage.
La fabrication d'une vitrine en carton nécessite la découpe précise d'une ouverture de visualisation dans la structure principale et le collage d'un film polymère transparent et flexible derrière cette ouverture. Cette technique permet aux consommateurs de voir directement le produit tout en préservant les limites extérieures nécessaires à un empilage sécurisé pour le transport.

Mais l'association de fibres de papier brut avec du plastique transparent crée un grave conflit de matériaux qui ruine la plupart des prototypes avant même leur expédition.
Le conflit matériel dans Comment fabriquer une vitrine en carton
Les responsables marketing adorent concevoir des présentoirs haut de gamme en papier kraft avec de grandes fenêtres transparentes pour mettre en valeur leurs produits. Ils demandent généralement à leur fournisseur d'emballage de coller un film rigide en PET (polyéthylène téréphtalate)directement sur la découpe. Cette méthode standard considère le carton et le plastique comme s'ils étaient soumis aux mêmes lois physiques.
Je constate régulièrement que cette stratégie d'emballage avec fenêtre rigide ne fonctionne pas correctement lors des brusques variations de température pendant le transport maritime. La vitre en plastique rigide et le papier kraft poreux se dilatent et se contractent à des vitesses totalement différentes<sup>13</sup>, créant un conflit de tension superficielle important. J'ai passé mes doigts sur ces boîtes endommagées et j'ai senti le bord tranchant et irrégulier où l'adhésif rigide a cédé, provoquant le décollement brutal de la fenêtre en plastique. La marchandise est alors exposée à la poussière et aux dommages, ce qui entraîne immédiatement un refus massif de la part des détaillants.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation d'un film de fenêtre rigide en PET | Film élastique en PLA (acide polylactique)14 | Résiste aux fluctuations climatiques |
| Adhésifs statiques standard | Colle flexible résistante aux intempéries15 | Empêche le décollement des vitres |
| vides surdimensionnés non supportés | marges de support d'angle conçues16 | Conserve les limites de compression de la boîte |
J'exige l'utilisation d'adhésifs hautement élastiques et de films cellulosiques flexibles pour toutes les fenêtres découpées afin d'absorber efficacement cette dilatation cinétique. Ne pas tenir compte des différentes propriétés physiques des matériaux mélangés risque de déchirer votre emballage de l'intérieur.
🛠️ Le bureau d'Harvey : Votre fournisseur d'emballages utilise-t-il des films plastiques rigides qui déforment vos boîtes kraft haut de gamme ? 👉 Demandez votre audit des matériaux ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur.
Comment optimiser le merchandising visuel d'un magasin de détail ?
Un merchandising visuel efficace repose sur la perturbation cognitive et l'accessibilité physique, garantissant que les clients remarquent instantanément le produit et que les employés du magasin puissent le réapprovisionner sans effort.
Le merchandising visuel en magasin consiste à concevoir des agencements de produits asymétriques, à optimiser la zone de passage de 1270 mm (50 pouces) et à utiliser des séparateurs modulaires pour les références (unités de gestion des stocks). Cet agencement spatial précis maximise les achats impulsifs en rompant la monotonie visuelle, tout en offrant un dégagement physique essentiel pour le réapprovisionnement rapide des rayons.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que les employés impatients commencent à jeter les produits sur les étagères.
Pourquoi le merchandising visuel symétrique standard échoue-t-il en usine ?
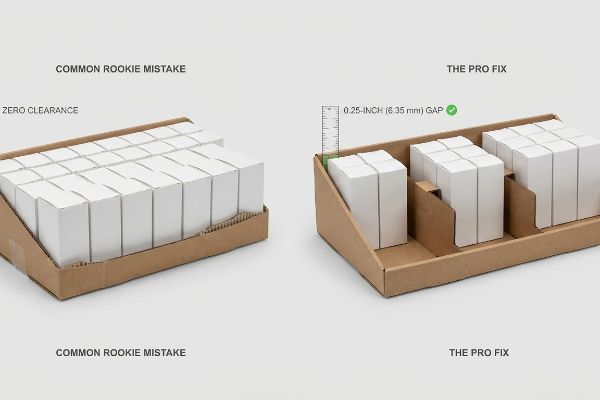
Les jeunes designers tentent souvent de disposer à plat une grille dense et parfaitement symétrique de produits sur une seule étagère, partant du principe qu'une densité de stock maximale génère de meilleures ventes. Ils conçoivent l'agencement de manière si compacte que chaque millimètre de l'étagère est occupé par de la marchandise. Cette hypothèse, en apparence raisonnable mais en réalité dangereuse, ignore totalement la réalité psychologique de la tension visuelle et les contraintes mécaniques du travail humain.
Dans mon entrepôt, je constate régulièrement que ces agencements parfaitement symétriques et bien organisés s'effondrent lamentablement lors de nos tests de résistance avant production. Lorsqu'un employé tente de forcer des articles lourds dans une grille surchargée sans espace, la friction est énorme. J'ai effectué des mesures micrométriques sur un essai raté et prouvé que forcer un article avec seulement 0,76 mm d'espace provoque un blocage des mains de l'employé, arrachant net le rebord de maintien ondulé ( test de résistance à l'écrasement des bords) . Pour remédier à ce problème, j'impose la « règle 3-5-7 », utilisant des séparateurs modulaires pour organiser la marchandise en groupes asymétriques et impairs , tout en garantissant un espace de réapprovisionnement physique obligatoire de 6,35 mm. En imposant cette tolérance précise, je garantis que les temps d'assemblage en conditionnement et de réapprovisionnement en magasin diminuent d'environ 35 secondes par unité, éliminant ainsi complètement les déchirures du carton brut qui entraînent des pertes de produits se chiffrant en milliers d'euros.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Grilles serrées parfaitement symétriques | regroupement asymétrique 3-5-720 | Stimule l'engagement cognitif des consommateurs |
| Emballage de produit à zéro dépréciation | Écart obligatoire de 6,35 mm (0,25 pouce)21 | Élimine les déchirures labiales persistantes |
| Négliger l'ergonomie du réapprovisionnement | Inserts de séparation modulaires pour les références SKU22 | Réduit les frictions liées au travail en magasin |
Je refuse de concevoir des présentoirs qui paraissent parfaits à l'écran mais qui nécessitent une force manuelle excessive pour être remplis. Une véritable stratégie de merchandising doit mathématiquement protéger l'emballage physique des personnes chargées de le réapprovisionner.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un prestataire qui se contente d'imprimer de jolis graphismes, mais si une mise en page visuelle imprécise provoque la frustration des vendeurs qui arrachent les languettes de maintien de vos présentoirs coûteux, les dégâts matériels qui en résultent entraîneront un refus immédiat et onéreux de la part du détaillant. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne risquez plus votre campagne sur des calculs structurels non éprouvés et laissez-moi évaluer personnellement les tolérances de votre projet grâce à mon audit de découpe gratuit ↗ afin de garantir que vos mises en page résistent réellement aux conditions de vente.
« Conseils pratiques pour la conception d'encoches et de languettes pour l'assemblage de pièces en tôle », https://www.youtube.com/watch?v=DHcrX_ZnByA. Les normes techniques relatives aux emballages en carton ondulé expliquent pourquoi les ajustements mathématiques à l'échelle 1:1 échouent en raison de l'épaisseur du matériau et des tolérances de pliage. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie industrielle. Appuie : l'affirmation selon laquelle une conception théorique 2D est insuffisante pour garantir l'intégrité structurelle. Note relative au champ d'application : spécifique au carton ondulé plié .
« [PDF] Spécifications pour le carton ondulé – Archives nationales », https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. Les normes industrielles relatives aux emballages en carton ondulé définissent l’épaisseur standard du carton ondulé de type B. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Supporte : la mesure physique des structures en carton ondulé de type B. Remarque : de légères variations peuvent exister entre les fabricants .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Ce document technique sur l'ingénierie de l'emballage explique comment les ajustements paramétriques basés sur l'épaisseur du matériau (calibre) garantissent un assemblage optimal. Rôle de la preuve : Vérification technique ; type de source : Norme industrielle. Application : Utilisation de la compensation du calibre pour un assemblage sans frottement. Note relative au champ d'application : S'applique spécifiquement à la conception des gabarits de découpe .
« [PDF] Conception aux états limites (LRFD) pour les ponts routiers… », https://www.fhwa.dot.gov/bridge/pubs/nhi15047.pdf. Les normes de génie structurel pour les présentoirs de points de vente expliquent comment des gabarits structurels précis garantissent qu’un présentoir peut supporter les charges prévues. Rôle de la preuve : Validation des spécifications ; type de source : Guide de génie structurel. Sujets abordés : Relation entre la précision des gabarits et la capacité portante. Note de portée : Ce document porte sur la résistance à la compression verticale et au cisaillement .
« Calculateur gratuit de tolérance de pliage pour tôles | FIRGELLI Engineering », https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOora587bENXZPAyNXXAY2z5k7X8EIQ8YvlZ_W8NBtrVUDY7OOTuv. Les directives en science des matériaux pour les matériaux pliables expliquent en détail comment le calcul de la tolérance de pliage permet de prévenir les contraintes structurelles et les ruptures. Rôle de la preuve : Justification technique ; type de source : Manuel d’ingénierie. Appuie : L’affirmation selon laquelle le calcul de la tolérance de pliage empêche le flambage de la couche de base. Note sur la portée : Principalement applicable au carton ondulé et aux plastiques .
« Lamination | Adhésifs Henkel », https://next.henkel-adhesives.com/us/en/articles/laminating-adhesives-to-improve-productivity.html. Brève explication de l’influence des propriétés de l’adhésif et de l’humidité sur la planéité du substrat en litho-lamination. Rôle de la preuve : validation technique ; type de source : revue scientifique des matériaux. Appuie : l’affirmation selon laquelle les adhésifs industriels impliquent une chimie complexe qui affecte la qualité finale du panneau. Note de portée : se concentre sur les adhésifs à base d’eau et à base de solvants .
« Adhésifs à base d’eau pour l’emballage », https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html . Les guides techniques d’emballage confirment l’utilisation d’adhésifs PVA pour le collage de feuilles imprimées sur du carton ondulé. Rôle de la preuve : vérification factuelle ; type de source : manuel technique. Éléments d’appui : composition chimique de l’adhésif. Note relative au champ d’application : s’applique aux procédés de lithographie-lamination standard.
« Comment gérer l’humidité dans la fabrication du carton ondulé », https://www.linkedin.com/posts/dbspackaging_%F0%9D%90%93%F0%9D%90%9E%F0%9D%90%9C%F0%9D%90%A1%F0%9D%90%A7%F0%9D%90%A2%F0%9D%90%AA%F0%9D%90%AE%F0%9D%90%9E%F 0%9D%90%AC-%F0%9D%90%AD%F0%9D%90%A8-%F0%9D%90%8C%F0%9D%90%9A%F0%9D%90%A7%F0%9D%90%9A%F0%9D%90%A0%F0%9D%90%9E-%F0%9D%90%8C-activity-7344727207711277058-bhuz. La littérature en science des matériaux explique comment les polymères à base d'eau se rétractent lors du durcissement par évaporation sur des substrats poreux, créant ainsi des tensions. Rôle de la preuve : validation du mécanisme ; type de source : article académique. Appuie : la cause physique du gauchissement. Note de portée : spécifique au comportement du PVA en phase aqueuse. ↩
« Préparation des adhésifs pour carton ondulé – Pkg Solutions », http://pkgsolutions.co.uk/kb/Corrugating_Adhesives.php . Brève explication de la manière dont le lestage mécanique empêche le gauchissement causé par la tension de l'adhésif pendant le processus de polymérisation des présentoirs en carton ondulé. Rôle de la preuve : validation technique ; type de source : guide de fabrication. Supports : méthode pour garantir la rectitude des panneaux. Note de portée : Spécifique aux applications d'adhésifs humides.
« Déchiffrage de la géométrie du carton ondulé double paroi à l'aide de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10974599/ . Vérification technique démontrant que l'utilisation de doubles doublures assure un équilibre structurel empêchant la déformation vers l'extérieur des panneaux d'affichage verticaux. Type de preuve : analyse structurelle ; source : manuel d'ingénierie des matériaux. Appui : utilisation de doubles doublures plutôt que de simple paroi. Remarque sur la portée : applicable aux présentoirs de grande hauteur.
« [PDF] Mesure de pression de précision – AMETEK Calibration », https://www.ametekcalibration.com/-/media/ametekcalibration/download_links/pressure/deadweight%20testers/deadweight-tester-precision-pressure-measurement-guide-us.pdf . Vérification des temps de séchage et des pressions requis pour le laminage, conformément aux normes industrielles, afin de garantir la stabilité dimensionnelle. Rôle de la preuve : norme de processus ; type de source : manuel de fabrication industrielle. Supporte : le délai de séchage du laminage de 24 heures. Remarque : basé sur les temps de prise standard des adhésifs chimiques.
« Emballages à fenêtre pour boîtes pliantes | Netpak », https://www.netpak.com/en/packaging-resources/industry-articles/window-packaging-folding-cartons-film-choices/. Fiche technique confirmant que le PET est un matériau standard pour les fenêtres transparentes des emballages en carton, grâce à sa clarté et sa rigidité. Type de preuve : fiche technique ; source : manuel de science des matériaux. Justifie : l’utilisation courante du PET pour les fenêtres de vitrine. Note relative au champ d’application : applicable aux normes d’emballage pour la vente au détail .
« Coefficient de dilatation thermique linéaire des polymères et… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC12693757/ . Un ouvrage de référence en science des matériaux fournirait les coefficients de dilatation thermique spécifiques des polymères d’emballage courants et du carton afin de valider l’allégation de mouvement différentiel. Rôle de la preuve : validation technique ; type de source : manuel de science des matériaux. Justifie : la cause du décollement adhésif lors des fluctuations de température. Remarque: les valeurs varient selon les types de polymères utilisés.
« Options d’emballage pour micro-pousses : pétrole ou compostable », https://microgreenmanager.com/blog/compostable-versus-petroleum-microgreen-packaging . Vérification technique de l’élasticité et de la stabilité thermique des films PLA comparés au PET dans le domaine de l’ emballage. Type de preuve : vérification technique ; type de source : étude des sciences des matériaux. Confirme : la résistance du PLA aux variations climatiques. Note relative à la portée : limité aux applications en couches minces.
« Votre adhésif est-il adapté aux exigences des films pour vitres ? | Bostik US », https://www.bostik.com/us/en_US/blog/post/advanced-packaging/tapes-labels/nam/window-film-adhesives-sustainability-optical-durability-benefits/. Comparaison de la flexibilité de l'adhésif et de son rôle dans la prévention du décollement lors des variations de température. Preuve : spécification technique ; source : fiche technique du fabricant d'adhésif. Objectif : prévention du décollement des vitres. Remarque : applicable aux collages plastique-carton .
« Estimation de la résistance à la compression des boîtes en carton ondulé pour… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/ . Données techniques montrant comment les marges renforcées empêchent le flambage et maintiennent les limites de compression des boîtes en carton ondulé. Rôle de la preuve : validation structurelle ; type de source : manuel d’ingénierie de l’emballage. Justification : maintien des limites de compression des boîtes. Note de portée : Spécifique aux vitrines en carton avec fenêtre.
« Évaluation de l’attention et de l’excitation du consommateur par suivi oculaire… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8380820/ . Brève explication de la manière dont la tension visuelle rompt la monotonie cognitive pour accroître la visibilité du produit et l’engagement du consommateur. Rôle des preuves : Fondements théoriques ; type de source : Psychologie comportementale ou études de marché. Arguments : L’affirmation selon laquelle les grilles symétriques ne parviennent pas à capter l’attention. Précision : Spécifique au comportement de balayage visuel.
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOooZhkX-8HVr9KZCmKa_YVEfM-chNE0RcT3REHjztF_av9Lcxl7D . Les normes industrielles relatives au test de résistance à l'écrasement des bords (ECT) définissent la résistance à l'empilement et le point d'éclatement du carton ondulé. Preuve : spécification technique ; type de source: norme industrielle. Appuie : l'affirmation selon laquelle le carton ECT 32 cède sous certaines contraintes de friction et d'espacement. Remarque : les taux de défaillance dépendent du type de cannelure.
« La règle de trois en merchandising visuel : une méthode simple mais efficace… », https://www.linkedin.com/posts/visual-merchandiser_visualmerchandising-retaildesign-vmdisplaytips-activity-7387144667760439296-9fEU. Les principes du merchandising visuel citent fréquemment la règle de trois, ou regroupement en nombre impair, pour susciter l'intérêt visuel et créer une rupture cognitive. Type de preuve : principe de conception ; source : guide stratégique de vente au détail. Appui : l'utilisation de groupes asymétriques en nombre impair pour maximiser les conversions. Remarque : l'efficacité varie selon la catégorie de produits .
« L’apprentissage statistique visuel surmonte la dissemblance des scènes grâce à… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11314707/. Des sources faisant autorité en psychologie du commerce de détail soutiennent l’utilisation de regroupements en nombre impair pour perturber les schémas visuels et accroître l’attention des consommateurs. Rôle de la preuve : méthodologie technique ; type de source : manuel de l’industrie du commerce de détail. Appuie : l’affirmation selon laquelle le regroupement asymétrique stimule l’engagement. Note de portée : s’applique spécifiquement aux schémas de regroupement de produits .
« Les principales erreurs d’emballage en vente au détail – et comment les éviter | Maadho », https://maadho.com/top-retail-packaging-mistakes-and-how-to-avoid-them. Les spécifications techniques relatives aux rayonnages et aux dégagements d’emballage en vente au détail définissent les écarts minimaux requis pour prévenir les frottements et les dommages lors du retrait des produits. Preuve : spécification physique ; source : recommandations du fabricant d’équipement. Appuie : l’affirmation selon laquelle un écart de 6,35 mm (0,25 pouce) élimine le risque de déchirure du rabat de maintien. Remarque : s’applique aux présentoirs de vente au détail à haute densité .
« Séparateurs et cloisons modulaires pour espaces de vente – Versare », https://www.versare.com/retail-spaces/?srsltid=AfmBOoruTglrX4DrVHcJ9SV7RaobHMi_-8AMr5g2VaV7su79aokq__e2. Des études d'ingénierie industrielle sur les opérations de vente au détail montrent que les séparateurs modulaires réduisent la charge cognitive et physique des employés lors du réapprovisionnement. Rôle de la preuve : efficacité opérationnelle ; type de source : étude ergonomique. Appui : l'affirmation selon laquelle les séparateurs modulaires réduisent les frictions liées au travail en magasin. Note sur la portée : axée sur les systèmes d'organisation des rayonnages .



