Vous fixez une découpe vierge, vous demandant pourquoi votre présentoir de cartes se renverse sans cesse ou se déchire aux coins. Les calculs liés aux rayonnages de magasins sont impitoyables.
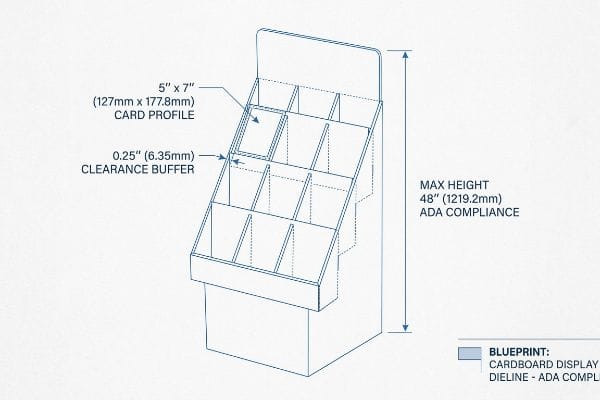
Oui. Le calcul des dimensions d'un présentoir à cartes de vœux nécessite de calculer le profil standard du produit de 5×7 pouces (127×177,8 mm), d'ajouter une marge de dégagement de 0,25 pouce (6,35 mm) et de limiter la hauteur totale de l'unité à 48 pouces (1219,2 mm) pour une conformité stricte aux normes d'accessibilité pour les clients.

Avant même de découper un seul morceau de testliner brut, nous devons adapter vos dessins théoriques aux contraintes physiques de l'allée du magasin.
Comment fabriquer un présentoir à cartes de vœux ?
Concevoir un présentoir à cartes à plusieurs niveaux paraît simple sur un écran d'ordinateur. En réalité, la précision de fabrication est essentielle pour que la structure résiste à la tension et ne se déforme pas complètement.
La fabrication d'un présentoir à cartes de vœux exige la conception d'une base en carton ondulé à cannelures B étagées, l'application d'algorithmes de compensation d'épaisseur précis à chaque pli et l'intégration de languettes en papier emboîtables. Ce procédé garantit que les pochettes individuelles pour cartes restent parfaitement carrées et structurellement solides sans avoir recours à des clips en plastique disgracieux ni à des adhésifs liquides permanents.

La construction des fondations exige d'aller au-delà du design visuel et de respecter scrupuleusement l'épaisseur physique du matériau.
La réalité de la compensation à l'étrier pour les présentoirs à cartes
La plupart des concepteurs débutants dessinent les étagères en carton à l'aide de logiciels graphiques 2D. Ils considèrent une étagère pliée comme une ligne d'épaisseur nulle¹,et dessinent des languettes de la même largeur que la fente correspondante. Cette approche théorique ignore complètement l'épaisseur physique du matériau.
Je constate constamment ce problème lorsque des marques m'envoient des fichiers plats pour des présentoirs à cartes à plusieurs niveaux. Elles oublient que le carton épais de type cannelure B absorbe physiquement de la matière lorsqu'il est plié à 90 degrés².Une fois, un client a forcé mon équipe d'assemblage à plier 500 unités sans compensation ; le bruit sec et déchiré de la feuille supérieure imprimée se déchirant le long des lignes de pliage résonnait dans tout le sol. Nous avons dû arrêter la chaîne, retirer les pochettes abîmées et utiliser du ruban adhésif transparent peu esthétique pour sauver la production, ce qui a complètement anéanti leur marge bénéficiaire. En élargissant mathématiquement les fentes dans le logiciel de CAO (Conception Assistée par Ordinateur)³ pour absorber le rayon extérieur du pli, les pochettes s'emboîtent parfaitement, réduisant le temps d'assemblage d'environ 30 secondes par unité.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Rapports de fente 1:1 | Ajout d'une marge de pliage4 | Zéro déchirure de papier |
| En négligeant l'épaisseur du circuit imprimé | compensation de l'étrier CAO5 | Gain de 30 secondes de temps d'assemblage6 |
| Utiliser du ruban adhésif transparent peu hygiénique | Languettes d'emboîtement conçues | Esthétique de marque impeccable |
Je refuse les fichiers plats qui ne tiennent pas compte de l'épaisseur du matériau. Ajuster les tolérances des fentes avant la production est le seul moyen de garantir que vos cartes de vœux s'insèrent parfaitement d'équerre et à la verticale dans les pochettes en rayon.
🛠️ Le bureau d'Harvey : Vos languettes d'assemblage se déchirent lors des tests ? 👉 Je répare vos gabarits ↗ — Accès direct à mon bureau. Zéro spam commercial, promis.
Quelles sont les dimensions d'une carte de vœux de taille standard ?
On ne peut concevoir la structure des étagères sans maîtriser au préalable le contenu. Les cartes de vœux ont des formats spécifiques, et les emballer trop serrées dans du carton est voué à l'échec commercial.
Les dimensions d'une carte de vœux standard sont généralement de 127 x 177,8 mm (5 x 7 pouces). Lors de la conception de présentoirs de vente au détail, les concepteurs de structures doivent artificiellement agrandir ces dimensions de base pour tenir compte des enveloppes de protection et prévoir une marge spatiale obligatoire afin d'éviter les frottements lors de l'extraction par le consommateur.

Connaître les dimensions statiques du papier est inutile si l'on ne tient pas compte de la manière dont le client interagit physiquement avec le sac.
Tolérance de décalage géométrique pour les pochettes de cartes
Les équipes d'approvisionnement demandent systématiquement des plateaux de présentation parfaitement adaptés à l'empreinte d'un produit de 127 x 177,8 mm (5 x 7 pouces) . Elles partent du principe qu'un ajustement parfait assure une protection maximale et empêche les cartes de se déformer. Cette stratégie d'échelle à l'échelle 1:1 ignore totalement le frottement abrasif généré par le carton brut .
Si vous concevez une pochette exactement à la largeur de la carte, les fibres rugueuses du papier kraft non scellé s'accrochent à l'enveloppe. J'ai testé un prototype rigide sans jeu l'an dernier, et la résistance du carton kraft vierge a instantanément piégé les cartes. Un vendeur a tenté de tirer brusquement sur une carte de vœux coincée, arrachant toute la languette de maintien et ruinant l'impact visuel de la campagne. J'applique une tolérance géométrique stricte, en ajoutant mathématiquement une marge de sécurité minimale de 6,35 mm (0,25 pouce) à l'intérieur dela pochette. Ce simple espace vide permet de rompre le blocage par friction, permettant ainsi aux clients pressés de retirer les cartes sans effort et sans abîmer votre précieux présentoir.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dimensions exactes des poches (échelle 1:1) | tampon de dégagement de 0,25 pouce10 | Retrait de carte sans friction |
| Piéger les enveloppes épaisses | Dimensions de la cavité en expansion11 | Empêche le déchirement du bord de l'étagère |
| En supposant une extraction sans problème | En tenant compte du frottement du papier | Protège les bords du produit |
Je rappelle toujours aux responsables de marques que nos produits sont conçus pour être manipulés par des humains, et non pour être simplement rangés sur un support fixe. Ce léger jeu dimensionnel est ce qui empêche un client mécontent d'abîmer vos marchandises.
🛠️ Le bureau d'Harvey : Vous vous demandez si les dimensions de vos pochettes actuelles suffiront pour vos enveloppes premium ? 👉 Vérifiez vos dimensions ↗ — Téléchargez en toute sécurité. Ma boîte de réception est ouverte si vous avez des questions.
Quelles sont les dimensions idéales pour un présentoir ?
L'emprise au sol détermine l'emplacement du magasin. On peut concevoir la plus belle architecture en carton ondulé, mais si elle ne respecte pas les contraintes d'espace, le responsable de la réception la jettera.
Les dimensions idéales d'un présentoir dépendent strictement de son emplacement prévu. Les présentoirs sur pied doivent tenir dans l'empreinte au sol standard d'une palette GMA de 48 × 40 pouces (1219,2 × 1016 mm), tandis que les présentoirs de comptoir doivent rester dans la fenêtre d'accès avant conforme aux normes ADA, soit de 15 à 48 pouces (381 à 1219,2 mm).

Le succès d'un présentoir repose entièrement sur la compréhension des limites légales et logistiques de la zone commerciale spécifique qu'il occupe.
Naviguer entre les contraintes spatiales de l'ADA et de la GMA
Une stratégie courante pour les marques émergentes consiste à demander un présentoir universel et modulable. Elles souhaitent un présentoir de sol qui puisse être facilement réduit de moitié pour être placé près des caisses. Cette approche simpliste ne tient pas compte des réglementations qui encadrent les grandes surfaces.
Imaginez l'espace de vente comme un quartier aux règles strictes : construire une maison non conforme au code postal entraîne une démolition immédiate. J'interviens fréquemment lorsque des clients tentent d'installer un présentoir de sol trop petit sur un comptoir de caisse sans en adapter l'ergonomie. Si l'étagère supérieure de votre présentoir dépasse la limite d'accessibilité de 1219,2 mm (48 pouces) fixée par la loi américaine sur les personnes handicapées (ADA),un client handicapé ne pourra pas accéder à votre produit et le détaillant s'expose à des poursuites judiciaires. Les conséquences sont désastreuses : le responsable du magasin retire simplement le présentoir non conforme, reléguant tout votre stock en réserve et provoquant une perte totale de ventes. En séparant définitivement les présentoirs de sol des présentoirs de caisse, je garantis que votre présentoir est conforme à la réglementation et adapté à son environnement.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Tailles universelles rétrécissantes | Ingénierie structurale zonée | Élimine le rejet des détaillants |
| Ignorer les limites de portée | Respect strict des normes d'accessibilité en matière de hauteur (norme ADA)13 | Accessibilité des acheteurs de services juridiques |
| Dépassant la base en bois | Empreinte au sol sans porte-à-faux de GMA14 | Résiste à la manutention par chariot élévateur |
Je refuse d'approuver un fichier structurel tant que je ne connais pas précisément l'emplacement du produit dans le magasin. Adapter vos dimensions aux référentiels de conformité spécifiques vous protège contre des coûts opérationnels exorbitants.
🛠️ Bureau Harvey : Vous vous demandez si la hauteur de votre espace de vente est conforme aux normes d’accessibilité ? 👉 Auditez votre surface commerciale ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur ajoutée.
Comment construire un présentoir ?
Le passage des maquettes numériques aux chaînes de montage physiques révèle les variables cachées de la fabrication. Le carton est un matériau vivant, et ignorer son environnement physique est la garantie de goulots d'étranglement dans la production.
La fabrication d'un présentoir nécessite la transformation de découpes planes en une structure tridimensionnelle grâce à une gestion précise du gonflement dû à l'humidité, un alignement automatisé des rainures et des languettes d'emboîtement sécurisées. Ce protocole d'assemblage physique rigoureux garantit un glissement parfait des composants lourds en papier test, sans risque d'écrasement des cannelures internes ni recours à des adhésifs supplémentaires.

Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que la physique environnementale prend le dessus sur vos matières premières.
Pourquoi les gabarits standard échouent-ils en usine ?
Dans les bureaux climatisés des entreprises, les ingénieurs en structure définissent avec une précision absolue les jeux d'emboîtement des languettes en fonction de l'épaisseur à sec du matériau. Ils partent du principe qu'un carton cannelé de type B de 3,17 mm (0,12 pouce) ¹⁵ restera parfaitement immobile tout au long de la chaîne d'approvisionnement mondiale. Cette approche théorique, purement théorique, ignore totalement la réaction du papier , très poreux, lorsqu'il est exposé aux conditions non contrôlées des entrepôts¹⁶ .
Dans mon atelier, je constate régulièrement les dégâts causés par des gabarits parfaitement dessinés mais inadaptés au contexte. Lors du transport maritime ou du stockage dans des régions humides comme la Floride, le carton ondulé 32ECT se comporte comme une éponge, absorbant l'humidité ambiante et gonflant jusqu'à 2,79 mm (0,11 pouce) au-delà de la spécification17.Lors d'une récente production de conditionnement à façon, les composants gonflés d'un client se sont complètement bloqués ; la forte friction du carton kraft vierge humide a contraint mes assembleurs à écraser les cannelures en tentant d'insérer les étagères dans la structure de base. J'ai résolu ce problème en intégrant mathématiquement une marge d'humidité de 1 mm directement dans les rainures de réception d'ArtiosCAD avant même la découpe des plaques. Grâce à cette tolérance élargie, je garantis une réduction du temps d'assemblage de 42 secondes par unité, permettant ainsi à mes clients d'économiser des milliers d'euros en frais de main-d'œuvre imprévus.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Fentes d'étrier sèches exactes | tampon d'humidité de 1 mm18 | Assemblage en ligne sans frottement |
| Écraser les flûtes gonflées | Espacement accru des languettes19 | Protège la structure |
| Ralentir la ligne de conditionnement | Prévision des tolérances CAO20 | Réduction des frais généraux de main-d'œuvre |
Je calibre chaque découpe en fonction du trajet de l'envoi, et non pas seulement de son aspect en laboratoire. Respecter les propriétés physiques et environnementales du matériau est la seule façon d'augmenter la production en toute sécurité.
🛠️ Le bureau d'Harvey : Connaissez-vous le taux d'humidité exact du carton cannelure B de votre fournisseur actuel avant la lithographie ? 👉 Envoyez-moi votre fichier de découpe ↗ — Je vérifierai les calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez rechercher les matières premières les moins chères, mais si ce panneau 32ECT non compensé absorbe l'humidité de l'entrepôt et gonfle, le frottement structurel important qui en résulte ralentira votre chaîne de montage d'environ 30 % et entraînera un retard coûteux dans les délais de livraison aux détaillants. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Cessez de deviner les tolérances environnementales et laissez-moi analyser personnellement vos fichiers structurels grâce à mon audit gratuit de pré-production ↗ afin de détecter ces points de friction cachés avant le lancement de la production en série.
« Guide ultime de la conception des boîtes en carton ondulé – Powell Systems », https://www.powellsystems.com/feeds/blog/corrugated-box-design . Manuel technique expliquant l’erreur consistant à ignorer l’épaisseur du matériau (calibre) dans la conception CAO 2D des structures pliées. Rôle de la preuve : principe technique ; type de source : manuel de conception industrielle. Arguments : défaillance de la modélisation à épaisseur nulle dans la construction en carton. Note de portée : se réfère aux pratiques standard de conception d’emballages.
« Détermination analytique de la rigidité en flexion d'un carton ondulé à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Explication technique de la manière dont la tolérance de pliage et le facteur K du carton ondulé de cannelure B prennent en compte le déplacement de matière lors du pliage. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie de l'emballage. Appuie : l'affirmation selon laquelle la matière est consommée lors du pliage. Note de portée : s'applique aux spécifications standard du carton ondulé .
« Emballage en carton ondulé de conception innovante pour une durabilité accrue… », https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. Pratiques courantes de l’industrie pour l’application d’une compensation d’épaisseur aux gabarits CAO afin de garantir un ajustement parfait après pliage. Rôle de la preuve : vérification des processus ; type de source : guide de conception technique. Appui : utilisation de l’élargissement CAO pour absorber le rayon de pliage. Note de portée : pratique générale de conception d’emballages .
« Comment calculer la tolérance et la déduction de pliage avec SendCutSend », https://www.youtube.com/watch?v=0mGG4ZtC2a4 . Explication succincte du calcul de la tolérance de pliage, qui permet d'éviter la déformation et la déchirure du matériau lors du pliage. Preuve : validation technique ; source : manuel d'ingénierie. Justification: nécessité de la tolérance de pliage pour des ajustements précis. Remarque : s'applique aux cartons pliables.
« Conception optimale d'emballages en carton ondulé double paroi – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/ . Brève explication de la manière dont l'ajustement des conceptions CAO en fonction de l'épaisseur mesurée du matériau garantit un assemblage précis. Rôle de la preuve : validation technique ; type de source : documentation de logiciel CAO. Sujet : rôle des mesures au pied à coulisse dans la fabrication de précision. Note de portée : axé sur les matériaux en carton rigide.
« Comment l’emballage influence le succès des programmes d’agencement en magasin », https://www.frankmayer.com/blog/how-packaging-shapes-retail-display-program-success/ . Brève explication des données empiriques comparant les vitesses d’assemblage de modèles à compensation d’épaisseur et de modèles sans compensation. Type de preuve : vérification quantitative ; source : étude de cas de fabrication. Points forts : gains d’efficacité grâce à une conception de précision. Note de portée : temps moyen par unité.
Guide des formats de papier et de cartes, https://www.papercard.co.uk/paper-card-size-guide . Vérification des dimensions standard du secteur pour les cartes de vœux afin de garantir une précision de référence. Rôle de la preuve : vérification factuelle ; type de source : norme industrielle. Supporte : format de carte de référence. Note relative au champ d’application : s’applique aux cartes de vœux de format standard.
« Essais de coefficient de frottement | Centre d'emballage et de charge unitaire… », https://unitload.vt.edu/facilities/corrugated-packaging-lab/cof-testing.html . Données techniques relatives aux propriétés de frottement du carton non couché utilisé dans les emballages de vente au détail. Rôle de la preuve : validation technique ; type de source : guide d'ingénierie des matériaux. Justifie : la nécessité de tolérances de décalage. Note sur la portée : se concentre sur les substrats en carton brut.
« Porte-cartes | Étiquettes pour points de vente, cadeaux de mariage et mini-cadres », https://www.displays2go.com/Card-Holders-HP.html. Vérification des tolérances d'ingénierie standard de l'industrie pour les emballages de vente au détail afin de prévenir les frottements lors de l'extraction du produit. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie de l'emballage. Supporte : la marge de sécurité recommandée de 6,35 mm (0,25 pouce) pour les pochettes pour cartes. Remarque sur la portée : spécifique aux présentoirs en carton rigide .
« Trouver le présentoir à cartes de vœux idéal – Luminati », https://www.luminati.co.uk/blog/misc/finding-the-perfect-greeting-card-display/. Les normes industrielles relatives aux présentoirs sur le lieu de vente (PLV) spécifient la tolérance nécessaire pour garantir que les produits puissent être retirés sans coller. Preuve : spécification technique ; type de source : manuel de fabrication industriel. Éléments justificatifs : dégagement optimal des pochettes pour un retrait sans frottement. Remarque sur le champ d’application : s’applique aux présentoirs de vente au détail en carton standard .
« Guide complet des enveloppes de cartes de vœux – Altenew », https://altenew.com/pages/a-comprehensive-guide-to-greeting-card-envelopes?srsltid=AfmBOoq3fwgUjQ3u0H7iNzOPdzb042279dke5RhhZtqKAGPZA3PHogHt. Les directives techniques de conception des rayonnages de vente au détail expliquent comment ajuster la profondeur des alvéoles pour s'adapter aux différentes épaisseurs d'enveloppes et éviter ainsi les défaillances structurelles. Rôle de la preuve : exigence de conception ; type de source : guide d'ingénierie des agencements de vente au détail. Objectif : prévenir le déchirement des bords des étagères. Remarque sur la portée : varie en fonction de l'épaisseur maximale de l'enveloppe .
« Chapitre 3 : Parties utilisables – Access-Board.gov », https://www.access-board.gov/ada/guides/chapter-3-operable-parts/. Une source réglementaire faisant autorité, telle que les normes ADA pour la conception accessible, vérifie la hauteur maximale d’atteinte vers l’avant. Rôle de la preuve : Spécification technique ; type de source : Norme réglementaire. Justifie : Hauteur maximale autorisée pour l’accessibilité du produit. Note relative à la portée : S’applique spécifiquement aux portées des personnes en fauteuil roulant .
« Normes d’accessibilité de l’ADA – Access-Board.gov », https://www.access-board.gov/ada/ . Vérification des directives de l’Americans with Disabilities Act (ADA) concernant les distances de portée et les restrictions de hauteur pour les présentoirs de vente au détail afin de garantir l’accessibilité légale. Rôle de la preuve : validation juridique ; type de source : réglementation gouvernementale. Appuie : la nécessité de respecter les hauteurs pour l’accessibilité des clients. Note de portée : se concentre sur les normes américaines de l’ADA.
« [PDF] EXIGENCES GÉNÉRALES RELATIVES AUX PALETTES EN BOIS – Snap-on », https://www.snapon.com/Snap-on-Files/Suppliers/Packaging-and-Labeling-Guidelines/StandardforPalletSizesandConstruction.pdf. Vérification des dimensions des palettes de la Grocery Manufacturers Association (GMA) et de l’exigence technique d’absence de porte-à-faux afin de prévenir les dommages lors du transport par chariot élévateur. Type de preuve : spécification technique ; type de source : norme industrielle. Appuie : l’affirmation selon laquelle l’absence de porte-à-faux prévient les problèmes de manutention. Remarque sur la portée : limité aux dimensions standard des palettes GMA .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Vérification de l’épaisseur standard du carton ondulé de cannelure B afin de garantir la précision de la mesure. Rôle de la preuve : spécification technique ; type de source : norme de fabrication. Supports : épaisseur de référence du matériau. Remarque : l’épaisseur peut varier légèrement selon la qualité .
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Explication scientifique de la façon dont l'absorption d'humidité par les fibres de cellulose poreuses provoque une instabilité dimensionnelle du carton. Rôle de la preuve : principe scientifique ; type de source : étude en science des matériaux. Arguments : nécessité de tolérances au gonflement dû à l'humidité. Note de portée : porte sur l'hygroscopie des matériaux d'emballage .
« [PDF] Effets de l’humidité sur la résistance à la compression des boîtes : FBA BCT… », https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. Vérification des coefficients de dilatation hygroscopique du Testliner ondulé 32ECT en conditions d’humidité élevée. Niveau de preuve : spécification technique ; source : manuel de science des matériaux. Éléments justificatifs : paramètres de gonflement physique spécifiques. Remarque : les taux de dilatation peuvent varier selon la composition des fibres et le taux d’humidité ambiante .
« Résistance à la compression des emballages en carton ondulé avec… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/. Spécifications techniques industrielles relatives à la prise en compte de la dilatation hygroscopique du carton pour garantir un ajustement parfait. Type de preuve : spécification technique ; source : manuel de fabrication. Appui : utilisation d’une cale de 1 mm pour éviter les frottements lors de l’assemblage. Note relative au champ d’application : applicable aux supports de présentation en carton ondulé pour la vente au détail .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Recommandations techniques concernant l’ajustement des dimensions des languettes afin d’éviter l’écrasement des cannelures lors de l’assemblage dû au gonflement du matériau. Domaine de preuve : science des matériaux ; type de source : guide d’ingénierie de l’emballage. Appuie : l’affirmation selon laquelle des jeux accrus protègent la résistance structurelle. Note relative à la portée : spécifique aux supports en carton ondulé .
« Le virage vers l’efficacité en 2026 : du volume à la valeur – Korpack », https://korpack.com/the-2026-efficiency-pivot-moving-from-volume-to-value/?srsltid=AfmBOoobgQiR8VP44XFDJx6U3Myv3t9wSzbkPxFobHW9hzB-jD9O9hJX. Analyse de la manière dont la planification proactive des tolérances numériques réduit les erreurs d’assemblage physique et les coûts de main-d’œuvre associés dans le conditionnement à façon. Éléments de preuve : efficacité opérationnelle ; type de source : étude d’ingénierie industrielle. Constat : le lien entre la prévision CAO et la réduction des coûts de main-d’œuvre. Note sur la portée : axée sur la transition de la conception à la chaîne d’assemblage .



