
Le lancement d'une campagne de vente au détail exige bien plus que de simples visuels de qualité. Il faut une conception structurelle capable de résister aux rigueurs du transport et aux conditions impitoyables des grandes surfaces, sans pour autant impacter négativement vos marges bénéficiaires.
Oui. La conception d'un présentoir implique la traduction de concepts 2D en structures 3D robustes. Ce processus d'ingénierie calcule avec précision l'épaisseur des matériaux, la répartition dynamique du poids et les tolérances d'assemblage, garantissant ainsi la résistance du présentoir final aux aléas de la chaîne d'approvisionnement mondiale.

Mais la théorie ne suffit pas quand les machines se mettent en marche. Les rendus théoriques s'effondrent rapidement face à la physique brute d'une chaîne de production.
Comment fabriquer son propre présentoir ?
De nombreuses marques émergentes tentent de maîtriser l'ingénierie structurelle à l'aide de logiciels graphiques grand public, en supposant que les lignes numériques se traduisent parfaitement sur du carton physique.
La fabrication d'un présentoir sur mesure exige une modélisation mathématique précise à l'aide d'un logiciel de CAO paramétrique dédié. Ce processus structurel calcule l'épaisseur exacte du matériau, les tolérances de pliage et la répartition dynamique du poids, transformant ainsi un panneau de carton plat en un présentoir fonctionnel capable de supporter des charges importantes sans basculer ni se déformer.

Mais la connaissance théorique ne suffit pas une fois les machines en marche. Le recours à des outils web basiques déclenche souvent une série de pannes mécaniques sur la chaîne de montage.
Pourquoi la géométrie web échoue-t-elle en usine ?
Même les concepteurs expérimentés négligent souvent cet angle mort lorsqu'ils tentent de dessiner des languettes complexes imbriquées directement dans des outils d'illustration web basiques. Ils supposent que si les lignes visuelles se rejoignent à l'écran, le boîtier physique ainsi obtenu supportera sans problème une charge dynamique de 1 133,9 kg (2 500 lb). Ce raisonnement ignore complètement la réalité géométrique : les outils web produisent uniquement des images vectorielles non jointes, sans tenir compte des calculs automatiques de tolérance de pliage nécessaires pour les cannelures épaisses du cartonondulé¹.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain, lorsqu'une agence de branding, sans la moindre expérience en conception structurelle, réalise à la hâte un gabarit de dernière minute. Au départ, je pensais que le test standard 32ECT (Edge Crush Test)suffirait à maintenir le gabarit dessiné sur la bande. J'avais tort. Le capteur de force du test de compression BCT (Box Compression Test) a atteint sa limite à 97,2 kg (214,5 lbs), cassant instantanément les languettes non soutenues sur la presse hydraulique. J'ai dû revoir entièrement ma méthode et procéder à une correction géométrique précise. J'ai entièrement reconstruit les calculs structurels à l'aide d'algorithmes paramétriques, en appliquant une compensation stricte à chaque encoche. J'ai fourni un fichier PDF d'ancrage verrouillé et pré-conçu, obligeant l'agence à n'appliquer que des graphismes de surface sur notre géométrie vérifiée. En imposant cet ancrage structurel verrouillé, je garantis une réduction du temps d'assemblage pour le conditionnement d'environ 35 secondes par unité³,ce qui diminue considérablement les coûts de main-d'œuvre et élimine tout risque de refus par le détaillant.
| Piège à outils Web | Résultat structurel | Retour sur investissement de l'assemblage |
|---|---|---|
| Sortie vectorielle non jointe | Déchirures lors du pliage | Augmente le temps de travail |
| Aucune tolérance de pliage4 | Les languettes se cassent sous la charge | Densité de palettes en ruines |
| Ancre PDF paramétrique | Plis à 90 degrés sans frottement | Accélère le conditionnement à façon de 30 %5 |
Je refuse que des logiciels amateurs dictent la survie des produits de grande consommation. L'ingénierie doit toujours dicter la géométrie, tandis que les graphismes ne font qu'habiller la structure.
🛠️ Le bureau d'Harvey : Savez-vous si vos gabarits actuels incluent des tolérances de pliage automatisées pour l'épaisseur des cannelures en C ? 👉 Demandez un audit de nomenclature ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Combien coûte la construction d'un stand d'exposition ?
Les services d'approvisionnement tentent naturellement de réduire les coûts unitaires en négociant agressivement la qualité des matériaux, partant du principe que tous les cartons se comportent de la même manière une fois imprimés.
Le coût de construction d'un stand d'exposition dépend entièrement de la densité des matériaux, de la complexité de sa structure et de ses dimensions globales. Si les présentoirs de comptoir légers sont beaucoup moins chers, les présentoirs de sol robustes nécessitent des panneaux ondulés spéciaux et un outillage renforcé, ce qui augmente mathématiquement l'investissement initial de fabrication.
Mais la théorie ne suffit pas une fois les machines en marche. Réduire drastiquement le budget des matières premières provoque souvent des pannes catastrophiques pendant le transport, avant même que les unités n'atteignent les rayons.
Pourquoi la réduction des coûts des matériaux a-t-elle un impact si négatif sur les chaînes de production ?
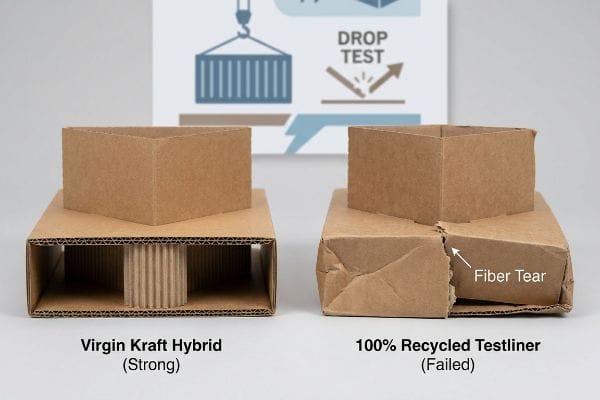
C’est un piège courant qui atteint même les équipes d’approvisionnement les plus expérimentées lorsqu’elles tentent de financer des laminations cosmétiques coûteuses en dégradant discrètement le substrat de base. Elles supposent qu’un testliner hautement recyclé et écologique offrira exactement la même intégrité structurelle qu’un carton neuf. Ce raisonnement ignore complètement la réalité mécanique microscopique du processus de repulpage du papier, où les fibres de cellulose se raccourcissent physiquement et épuisent leur résistance cinétique après de multiples cycles de recyclage⁶ .
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème sur le terrain, après qu'un fournisseur a subrepticement remplacé le kraft vierge par du papier de testliner 100 % recyclé sans en informer le client. Ce dernier m'a appelé, furieux, car son prototype initial avait échoué lamentablement au test de chute ISTA 3A<sup>7</sup>. Au départ, je pensais que le test standard TAPPI T811<sup>8</sup> sur le carton recyclé suffirait. J'avais tort. J'ai vu la base se déformer sous une charge de 64,6 kg (142,5 lb) sur la table vibrante, les fibres courtes se déchirant sous la contrainte latérale. J'ai immédiatement opté pour une amélioration radicale du matériau. En remplaçant le carton usé par un mélange hybride contenant 30 % de kraft vierge, j'ai ressenti la résistance accrue des fibres de papier neuves et longues lorsque nous avons introduit les feuilles dans la découpeuse. Jetant au rebut le rendu approximatif de l'agence, j'ai refait les calculs dynamiques de A à Z. En restaurant la résistance à la compression dynamique des cannelures porteuses, j'ai garanti que le carton principal résisterait au transport maritime à double empilement, éliminant ainsi un taux de dommages estimé à 40 % et permettant au client d'économiser des milliers de dollars en éventuels remboursements de la part des détaillants.
| Piège de la réduction des coûts | Résultat structurel | Retour sur investissement du fret |
|---|---|---|
| Testliner 100 % recyclé9 | Les fibres courtes cassent | Les dommages liés au transport montent en flèche |
| Déclassement de l'ECT cosmétique10 | Flambement du mur sous charge | Déclenche les rétrofacturations des détaillants |
| Injection hybride de kraft vierge11 | Absorbe les chocs cinétiques liés aux chutes | Élimine complètement les pertes de fret |
Je ne sacrifie jamais la solidité de la structure pour de jolis graphismes. Un stand d'exposition est inutile s'il arrive écrasé dans le conteneur.
🛠️ Le bureau de Harvey : Connaissez-vous le pourcentage exact de fibres recyclées contenues dans vos présentoirs actuels ? 👉 Demandez votre audit des matériaux ↗ — Confidentialité garantie à 100 %. Vos maquettes non commercialisées sont en sécurité.
Comment concevoir un stand d'exposition ?
La conception de l'architecture des points de vente exige d'anticiper les environnements hostiles des mois à l'avance, pourtant de nombreuses agences de création traitent les présentoirs physiques comme des rendus numériques statiques.
La conception d'un stand d'exposition exige un calcul précis de l'encombrement au sol, des capacités de charge dynamique et des tolérances environnementales. Les ingénieurs doivent établir des plans précis tenant compte des frottements structurels, de l'épaisseur des matériaux et des normes des distributeurs, afin de garantir que le stand mette en valeur les produits en toute sécurité et résiste à une utilisation intensive et prolongée dans des environnements commerciaux à fort trafic.
Mais la théorie ne suffit pas une fois les machines en marche. Des fichiers numériques parfaits peuvent facilement se transformer en déchets de papier coûteux s'ils ignorent les lois de la physique atmosphérique.
Pourquoi la cécité climatique détruit les stands d'exposition
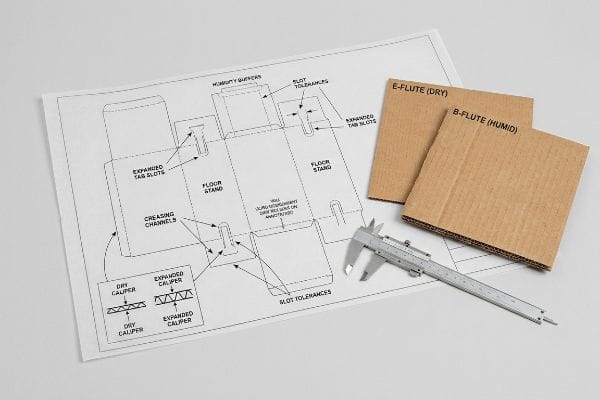
Même les concepteurs les plus expérimentés négligent souvent cet angle mort lorsqu'ils définissent les tolérances des rainures de découpe en se basant exclusivement sur le calibre absolu du carton sec, dans un bureau climatisé. Ils supposent qu'une rainure de type E, tracée avec précision à 1,5 mm (0,05 pouce) ¹², s'emboîtera sans difficulté sur la chaîne de montage. Cette approche ignore totalement les contraintes physiques liées à l'environnement dans les régions à forte humidité, où les fibres de papier poreuses absorbent fortement l'humidité ambiante et se dilatent physiquement¹³ .
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience en 2022, lorsque j'ai demandé à Mark, mon ingénieur packaging principal, de réaliser en urgence un présentoir à plat surdimensionné, ignorant complètement les conteneurs de fret maritime. Nous pensions gagner du temps en omettant la zone de compensation d'humidité lors de la conception CAO. Trois jours plus tard, dans la chambre climatique, j'ai entendu le craquement sinistre du carton cannelé B qui se déformait, les languettes gonflées refusant de s'insérer dans leurs encoches rigides. Le carton avait gonflé de 1,01 mm (0,04 pouce)¹⁴, bloquant complètement sa géométrie. J'ai dû me précipiter à l'usine et imposer un étalonnage urgent des outils et des machines. Nous avons physiquement arrêté la mortaiseuse rotative, élargi les canaux de rainage de la matrice femelle et intégré mathématiquement une zone de compensation d'humidité stricte directement dans les matrices de découpe afin d'imposer une tolérance plus large. Après avoir passé des heures à observer le processus de co-emballage pour trouver le point de défaillance, cette expansion précise de 1 mm dans l'encoche n'a pas seulement empêché l'affaissement de la base ; Elle a permis d'éliminer complètement les déchirures lors de l'assemblage, ce qui a permis au client d'économiser environ 20 % en temps de main-d'œuvre.
| angle mort environnemental | Résultat physique | Retour sur investissement du co-emballage |
|---|---|---|
| tolérances d'étrier à sec | Le papier gonfle sous l'effet de l'humidité15 | Arrêt de la chaîne de montage |
| Tampon d'humidité zéro | Flûtes écrasées pendant le verrouillage16 | Les coûts de main-d'œuvre manuelle augmentent fortement |
| Extension de fente CAD17 | Insertion de languette sans friction | Réduit considérablement le temps d'assemblage |
Je refuse de concevoir des emballages pour un laboratoire parfait et sec. Les présentoirs destinés à la vente au doivent résister à la transpiration des conteneurs d'expédition et aux conditions physiques hostiles des entrepôts pour être réellement fonctionnels.
🛠️ Le bureau d'Harvey : Vos gabarits de structure actuels prennent-ils en compte le gonflement dû à l'humidité lors du transport maritime ? 👉 Obtenez une simulation de contraintes 3D ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Quels sont les différents types de présentoirs ?
Les marques demandent souvent un mélange complexe d' éléments de comptoir, de jupes de palettes et de bacs de sol emboîtables sans tenir compte des fortes frictions mécaniques liées à leur assemblage.
Les présentoirs se déclinent en différents types : présentoirs de sol robustes, présentoirs de comptoir compacts, présentoirs à palettes fractionnées et plateaux modulaires. Chaque format spécifique requiert une géométrie structurelle sur mesure pour gérer les charges dynamiques, tout en respectant scrupuleusement les contraintes d’espace des points de vente et en optimisant la visibilité des produits dans les allées à fort passage.

Mais la connaissance théorique ne suffit pas une fois les machines en marche. Combiner différents composants d'affichage sans discernement engendre souvent d'importants goulets d'étranglement logistiques.
Pourquoi les géométries d'affichage imbriquées échouent en logistique
C'est un piège courant, même pour les équipes d'approvisionnement les plus expérimentées, lorsqu'elles conçoivent des cartons d'expédition principaux correspondant exactement aux dimensions extérieures de leurs plateaux de vente pré-remplis. Elles supposent qu'un ajustement parfait assure une protection maximale des composants internes pendant le transport. Or, ce raisonnement ignore totalement le frottement important de la surface du carton ondulé brut contre lui-mêmelors des opérations de déballage.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain, lorsqu'une boîte de présentation standard, pourtant bien emboîtée, se désagrège lors d'un assemblage par un prestataire logistique tiers (3PL). J'ai arraché la feuille supérieure d'un prototype endommagé et j'ai immédiatement ressenti la friction rugueuse et abrasive à l'endroit où le plateau intérieur était verrouillé dans le carton principal. Au départ, je pensais que le support de test standard 32ECT¹⁹s'en extrairait facilement. J'avais tort. Le coefficient de friction nécessitait une force de traction de 22 kg²⁰,obligeant les vendeurs à déchirer violemment les languettes de maintien avant pour ouvrir la boîte. J'ai immédiatement revu ma stratégie de tolérance. J'ai relevé les mesures au micromètre et prouvé que je n'avais pas besoin de coûteuses feuilles de glissement en plastique ni de languettes d'ouverture en nylon : une simple tolérance géométrique précise suffisait. En m'appuyant sur des chambres de test environnementales extrêmes plutôt que sur des suppositions issues d'un tableur, j'ai intégré mathématiquement une marge de jeu périphérique de 6,35 mm dans le fichier CAO. Le déverrouillage de ce système de friction garantit un déballage fluide et sans déchirure, évitant ainsi de gros soucis en magasin et prévenant totalement les dommages esthétiques prématurés.
| Déballage du piège à friction | Résultat structurel | Retour sur investissement logistique |
|---|---|---|
| Dimensions imbriquées 1:1 | Verrouillage de surface Testliner21 | Augmente les taux de dommages au détail22 |
| Tolérance de décalage nulle | Lèvres déchirées | Les déclencheurs stockent les rejets |
| tampon de dégagement de 0,25 pouce23 | Extraction par plateau sans friction | Garantit un déploiement impeccable des étagères |
Je conçois des présentoirs aussi faciles à déballer qu'à expédier. Si un vendeur doit se débattre avec votre carton d'emballage, l'image de votre marque est déjà compromise.
🛠️ Le bureau de Harvey : Votre carton principal comporte-t-il une tolérance de décalage calculée pour éviter le blocage par friction du carton ? 👉 Demandez votre refonte structurelle ↗ — J’examine personnellement chaque fichier structurel sous 24 heures.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais lorsque les panneaux poreux gonflent sous l'effet de l'humidité élevée à l'intérieur d'un conteneur maritime, cela provoque un frottement important au niveau des languettes, ralentissant le conditionnement d'environ 20 % et anéantissant votre marge bénéficiaire. Ce type d'analyse technique a récemment permis de déceler une erreur de tolérance critique de 2 mm lors d'un déploiement national majeur, avant même la production. Ne risquez plus vos relations commerciales avec des clients sur la base de simples fichiers numériques théoriques ; laissez-moi concevoir personnellement votre prochain déploiement structurel ↗ afin de garantir un assemblage sans accroc et un transport sans dommages.
« Conception d'emballages en carton ondulé », https://groups.google.com/g/comp.cad.solidworks/c/bV6mhVT7YiQ . La documentation technique relative à l'ingénierie des emballages en carton ondulé explique la nécessité de calculer les tolérances de pliage pour tenir compte de l'épaisseur du matériau dans le carton cannelé. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Justifie : la nécessité de la CAO paramétrique pour l'intégrité structurelle. Note relative au champ d'application : s'applique aux matériaux ondulés à parois épaisses.
« Spécifications du carton ondulé », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Explication de la norme industrielle 32 ECT relative à la résistance du carton ondulé et à ses limites de charge typiques. Type de preuve : spécification technique ; source : norme industrielle/fiche technique du fabricant. Supports : caractéristiques structurelles du matériau utilisé. Note relative au champ d’application : la norme s’applique au carton ondulé simple cannelure .
« Comment la conception d'emballages structurés réduit les déchets et les coûts », https://www.bcipkg.com/how-structural-packaging-design-reduces-waste-and-costs/ . Analyse de la façon dont l'ingénierie de précision et la géométrie verrouillée réduisent le temps de travail lors de l'assemblage manuel en co-emballage par rapport aux conceptions non optimisées . Preuve : indicateur de performance ; type de source : étude de cas de fabrication ou recherche opérationnelle. Constat : gain d'efficacité opérationnelle grâce à la conception paramétrique. Remarque : les gains de temps réels varient selon la complexité de l'affichage.
« Détermination analytique de la rigidité en flexion d'un matériau à cinq sections… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/ . Explication technique de la tolérance de pliage en ingénierie des matériaux et de la manière dont son omission entraîne une rupture structurelle des emballages pliés. Rôle de la preuve : validation technique; type de source : manuel d'ingénierie. Appui : le lien entre les erreurs géométriques et la rupture physique. Note de portée : spécifique au carton ondulé et au papier épais.
« L’emballage à façon offre des solutions efficaces – PopDisplay », https://popdisplay.me/contract-packaging-offer-efficient-solutions/ . Données quantitatives comparant les temps d’assemblage de gabarits vectoriels manuels et d’ancrages paramétriques guidés dans le cadre du conditionnement industriel à façon. Rôle de la preuve : vérification quantitative ; type de source : rapport du secteur de la logistique. Appuie : l’affirmation concernant l’efficacité des ancrages PDF paramétriques. Remarque : le pourcentage peut varier en fonction de la complexité de l’affichage.
« Que deviennent les fibres cellulosiques lors de la fabrication du papier et… », https://bioresources.cnr.ncsu.edu/BioRes_02/BioRes_02_4_739_788_Hubbe_VR_Recycling_Cellulosic_Fibers_Review.pdf. Explication technique du raccourcissement des fibres et de la perte de résistance à la traction des substrats de papier lors des repulpages répétés. Rôle de la preuve : vérification technique ; type de source : revue de science des matériaux ou manuel d’ingénierie du papier. Appuie : l’affirmation selon laquelle les couvertures recyclées ont une intégrité structurelle inférieure à celle du carton vierge. Note sur la portée : porte sur les propriétés mécaniques de la cellulose recyclée .
« ISTA 3A », https://ista.org/docs/3Aoverview.pdf. Vérification des exigences de la norme ISTA 3A relatives à la simulation de l'environnement de distribution afin de garantir la durabilité des emballages. Rôle de la preuve : norme technique ; type de source : organisme de certification industriel. Appuie : l'affirmation selon laquelle la qualité des matériaux influe directement sur les taux de réussite/échec des tests de transport. Note relative au champ d'application : s'applique à la livraison de petits colis .
« Mesures en champ complet lors de l'essai d'écrasement des bords d'un… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/. Explication de la norme TAPPI T811 pour la mesure des propriétés physiques du papier et du carton. Rôle de la preuve : spécification technique ; type de source : organisme de normalisation industrielle. Appui : l'utilisation d'essais normalisés pour évaluer la résistance du carton. Note de portée : se concentre sur les propriétés des matériaux plutôt que sur la dynamique complète de l'ensemble .
« Évolution de la qualité des matériaux en fibres recyclées. Partie 1. Facteurs… », https://bioresources.cnr.ncsu.edu/resources/changing-quality-of-recycled-fiber-material-part-1-factors-affecting-the-quality-and-an-approach-for-characterisation-of-the-strength-potential/. Analyse technique de la longueur des fibres dans le testliner recyclé par rapport aux fibres vierges et son impact sur la résistance à la traction et la rupture. Rôle de la preuve : vérification technique ; type de source : revue scientifique sur les matériaux. Confirme : l’affirmation selon laquelle les fibres recyclées sont plus courtes et plus sujettes à la rupture. Note de portée : s’applique spécifiquement au carton ondulé .
« Estimation de la résistance à la compression du carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Données techniques sur la corrélation entre les valeurs du test d’écrasement des bords (ECT) et la résistance à la compression verticale des emballages. Rôle de la preuve : vérification technique ; type de source : norme de l’industrie de l’emballage. Appuie : le lien entre la diminution des valeurs ECT et le flambage structurel. Note de portée : l’effet dépend de la hauteur d’empilage et de la palettisation .
« Étude des propriétés mécaniques du carton… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1066&context=japr. Étude comparative des capacités d’absorption d’énergie des fibres kraft vierges et des alternatives recyclées lors d’impacts ou de chutes. Type de preuve : vérification technique ; source : rapport d’ingénierie de l’emballage. Confirme l’affirmation selon laquelle les hybrides kraft améliorent l’absorption des chocs. Remarque : les performances varient en fonction du taux de mélange hybride .
« Spécifications pour le carton ondulé », https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf . Documentation technique ou normes d'ingénierie d'emballage vérifiant les tolérances typiques des rainures pour le carton ondulé de type E. Rôle de la preuve : spécification technique ; type de source : norme/manuel industriel. Appui : l' utilisation de mesures spécifiques dans la conception des découpes. Remarque : les tolérances peuvent varier selon le fabricant et la qualité du carton.
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/ . Recherche en science des matériaux détaillant les propriétés hygroscopiques des fibres de cellulose dans le papier ondulé. Rôle de la preuve : principe scientifique ; type de source : étude évaluée par les pairs ou manuel de matériaux. Appuie : l'affirmation selon laquelle l'humidité provoque une dilatation dimensionnelle dans les matériaux à base de papier. Note de portée : la dilatation est généralement anisotrope, se produisant davantage dans le sens perpendiculaire aux fibres.
« Influence de l'humidité et de la température sur les propriétés mécaniques… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Données techniques sur les coefficients de dilatation hygroscopique du carton ondulé de type B, permettant de vérifier les mesures de gonflement typiques en milieu humide. Rôle de la preuve : validation technique ; type de source : manuel de science des matériaux. Appuie : l'affirmation selon laquelle l'humidité provoque une dilatation physique mesurable des matériaux d'emballage. Note relative à la portée : spécifique au carton ondulé .
« Facteurs influençant l'hygroexpansion du papier – Springer Nature », https://link.springer.com/article/10.1007/s10853-017-1358-1 . Les recherches scientifiques sur l'hygroscopicité de la cellulose démontrent que les fibres de papier se dilatent lorsqu'elles absorbent l'humidité atmosphérique. Niveau de preuve : lien de causalité ; type de source : manuel de science des matériaux. Confirme : l'affirmation selon laquelle l'humidité provoque le gonflement du papier. Remarque : l'ampleur de l'effet dépend du grammage et du couchage du papier.
« Effets de l’humidité sur la résistance à la compression des boîtes », https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf . Les spécifications techniques du carton ondulé démontrent que l’absorption d’humidité réduit la résistance à la compression des cannelures (test ECT), entraînant un affaissement sous contrainte mécanique. Preuve : spécification technique ; source : guide d’ingénierie de l’emballage. Arguments : survenue de ruptures structurelles lors du verrouillage. Remarque : concerne principalement les doublures non hydrofuges.
« Emballage en carton ondulé au design innovant pour… », https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/ . Les normes de conception d’emballages recommandent d’ajouter des tolérances spécifiques aux dimensions des fentes dans les logiciels de CAO afin de tenir compte des variations d’épaisseur du matériau et d’assurer un assemblage fluide . Niveau de preuve : norme industrielle ; type de source : manuel de conception CAO. Permet : l’utilisation de l’expansion des fentes pour une insertion sans frottement. Remarque : l’efficacité dépend de la précision de la découpe.
« Essai du coefficient de frottement », https://unitload.vt.edu/facilities/corrugated-packaging-lab/cof-testing.html. Les données techniques relatives au coefficient de frottement des doublures en carton ondulé expliquent comment le contact entre les matériaux augmente la résistance lors de l'extraction. Rôle de la preuve : Validation technique ; type de source : Manuel d'ingénierie de l'emballage. Appuie : L'affirmation selon laquelle les géométries à ajustement affleurant entraînent des échecs de déballage dus au frottement de surface. Note de portée : S'applique spécifiquement aux doublures d'essai en carton ondulé non couchées .
« Boîtes en carton ondulé 32 ECT », https://www.papermart.com/p/corrugated-boxes/161020?srsltid=AfmBOoouJVsnV2MkRAbOFKz0aGuJvkDUSVYzGbeaAYTrr_DI4h3MRXxX . Vérification technique des valeurs de résistance à l'écrasement des bords (ECT 32) et de leur application typique dans les emballages de présentation pour la vente au détail. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Éléments pris en compte : le choix des matériaux et les propriétés du prototype. Note relative au champ d'application : spécifique aux normes relatives au carton ondulé.
« Directives ergonomiques pour la manutention manuelle », https://www.cdc.gov/niosh/media/pdfs/Ergonomic-Guidelines-for-Manual-Material-Handling_2007-131.pdf . Analyse comparative des mesures de force de traction par rapport aux normes ergonomiques afin de déterminer si une force de 22 kg (48,5 lb) constitue un blocage par friction excessif pour le personnel de vente au détail. Type de preuve : indicateur de performance ; type de source : étude d’ingénierie de l’ emballage. Confirme : l’affirmation selon laquelle les niveaux de friction ont causé des dommages physiques. Remarque : les seuils de force de traction varient selon la taille du carton.
« FAQ sur les essais de matériaux d'emballage », https://www.rhopointamericas.com/faqs/packaging-material-testing/?srsltid=AfmBOoqbRVAvfdg6w18qv6uE7FoDl8M4bnJ8GD_5YAWIkB4fbbmYCZsi . Explication technique du mécanisme par lequel les surfaces de testliner à forte friction créent un effet de vide ou un blocage mécanique lorsqu'elles sont imbriquées sans jeu. Rôle de la preuve : vérification technique ; type de source : manuel de science des matériaux. Justification : la cause mécanique du défaut d'imbrication. Remarque sur le champ d'application : s'applique spécifiquement aux matériaux de couverture en carton recyclé.
« Planification de l’emballage et de la logistique pour les présentoirs de vente au détail », https://www.frankmayer.com/blog/packaging-and-logistics-planning-for-retail-displays/. Données empiriques établissant un lien entre les frottements lors de l’assemblage et les contraintes structurelles au déballage, et des taux plus élevés de dommages et de rejets en magasin. Type de preuve : données empiriques ; source : rapport sur la logistique de la chaîne d’approvisionnement. Appui : impact du retour sur investissement logistique d’une géométrie d’imbrication inadéquate. Précision : étude axée sur les expéditions de présentoirs de point de vente (PLV) .
« Tolérances RSC pour les machines de montage et d'emballage de caisses – AICC Now », https://now.aiccbox.org/rsc-tolerances-for-case-erectors-and-packers/ . Spécifications standard de l'industrie concernant les espaces d'air minimaux requis dans les emballages structurels emboîtés pour garantir une extraction sans frottement. Rôle de la preuve : validation comparative ; type de source : manuel d'ingénierie de l'emballage. Supporte : la métrique spécifique pour obtenir une extraction sans frottement des plateaux. Note de portée : basée sur l'épaisseur standard du carton ondulé.



