Vous investissez massivement dans l'image de marque de vos points de vente, mais un simple fichier de structure peut faire ou défaire votre campagne. Sans instructions techniques précises, de superbes visuels se transforment en un cauchemar coûteux et impossible à réaliser.
Les gabarits de découpe sont des plans structurels essentiels qui définissent précisément où un emballage sera coupé, plié et collé. Sans eux, les machines CNC (Commande Numérique par Calculateur) automatisées ne peuvent pas traiter les matériaux avec précision, ce qui entraîne des défaillances d'assemblage catastrophiques, un gaspillage des budgets de production et des rejets garantis en magasin.
Avant d'envoyer votre prochain fichier plat à l'imprimeur, examinons pourquoi ces lignes invisibles déterminent en réalité la réussite de votre activité commerciale.
Pourquoi les lignes de découpe sont-elles importantes ?
Comprendre la physique de votre emballage fait toute la différence entre un lancement de produit réussi et un désastre en entrepôt. Analysons les mécanismes en jeu.
Les lignes de découpe sont essentielles car elles constituent le fondement mathématique absolu de la fabrication. Elles compensent l'épaisseur du matériau lors du pliage, garantissant un assemblage parfait et sans frottement des cartons ondulés épais, ce qui prévient le gauchissement et préserve l'aspect visuel de votre marque en rayon.
Obtenir une forme correcte à l'écran n'est que le point de départ ; c'est la transposition sur papier qui représente le véritable enjeu.
La réalité de la compensation d'étrier derrière les lignes de découpe
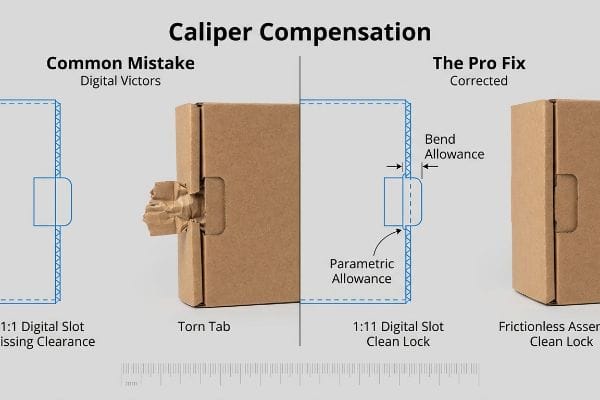
Les graphistes conçoivent souvent des languettes d'emboîtement et des fentes de pliage dans les logiciels de dessin numérique, en respectant scrupuleusement la largeur du panneau correspondant. Ils partent du principe qu'un trait numérique se reporte parfaitement sur une feuille de papier plane. Or, cette méthode néglige l' épaisseur physique du carton onduléplié .
Même les concepteurs les plus expérimentés négligent souvent cet angle mort lors du passage des écrans aux emballages physiques. Je vois régulièrement des emballages plats magnifiquement imprimés arriver dans un centre de conditionnement, pour ensuite provoquer un blocage immédiat de la chaîne d'assemblage. Lorsqu'un panneau en carton ondulé de 3 mm d'épaisseurse plie à 90 degrés, il consomme du matériau. Si la fente de réception sur la matrice n'a pas été élargie pour compenser ce rayon extérieur, les pièces s'entrechoquent violemment. Je me souviens du craquement du carton kraft brut lorsqu'un employé frustré a tenté de forcer une languette mal alignée, finissant par recouvrir l'écran haut de gamme d'un affreux ruban adhésif transparent. En intégrant une tolérance de pliage paramétrique directement dans le fichier CAO3 (Conception Assistée par Ordinateur), je garantis un assemblage sans frottement et sans déchirure, réduisant considérablement les coûts de main-d'œuvre.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Machines à sous numériques à l'échelle 1:1 | Ajout de tolérances de pliage paramétriques | Gain de 45 secondes par unité d'assemblage4 |
| En négligeant l'épaisseur du circuit imprimé | Calcul de compensation d'étrier5 | Empêche les déchirures des feuilles supérieures |
| Forcer les serrures serrées | Élargissement des fentes de réception | Élimine l'utilisation disgracieuse du ruban adhésif |
Je refuse qu'un millimètre de jeu manquant nuise à vos marges. En prenant en compte mathématiquement la dilatation du papier dans le fichier structurel, je garantis à votre co-emballeur un assemblage sans accroc, quelles que soient les conditions d'entreposage.
🛠️ Le bureau de Harvey : Vous hésitez sur le jeu de pliage de vos languettes d'emboîtement ? 👉 Demandez une vérification gratuite de vos fichiers structurels ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Pourquoi le design d'emballage est-il si important ?
Des graphismes époustouflants attirent l'attention des consommateurs, mais la conception structurelle de l'emballage garantit que le produit survivra effectivement au voyage jusqu'au rayon.
La conception des emballages est primordiale car elle détermine la fiabilité logistique et la répartition du chargement de vos expéditions. Les cartons maîtres, conçus avec précision, préviennent les risques de compression catastrophique pendant le transport, garantissant ainsi que les produits de consommation fragiles arrivent intacts et prêts pour une distribution immédiate à grande échelle en magasin.

Une jolie boîte ne vaut rien si elle arrive complètement écrasée chez un grand détaillant
Comment la conception de l'emballage prévient l'effondrement des BCT
Les équipes d'approvisionnement augmentent fréquemment les dimensions des cartons d'expédition pour y loger davantage d'unités, partant du principe que la résistance à la compression du carton ondulé renforcésuffira à protéger les marchandises. Elles se concentrent uniquement sur la densité d'expédition, ignorant les contraintes physiques liées à l'empilage des palettes.
C'est un piège courant qui atteint même les équipes d'approvisionnement expérimentées soucieuses d'optimiser les coûts de transport. Elles augmentent les dimensions jusqu'à ce que le carton dépasse légèrement une palette GMA standard de 121,9 × 101,6 cm (48 × 40 pouces). Lorsque je parcours les quais de réception, je suis attentif au craquement des fibres de papier tendues qui cèdent sous la pression. La résistance à la compression d'un carton ondulé (BCT) dépend jusqu'à 60 % dequatre coins. Si un coin dépasse du plateau en bois, le plateau inférieur non soutenu se courbera visiblement vers l'extérieur et s'écraserade l'entrepôt. En imposant un carton sans aucun débordement dès la conception de l'emballage, je réduis artificiellement l'encombrement au sol tout en assurant un soutien optimal des coins, évitant ainsi à mes clients des frais de rejet importants.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Maximiser la densité des boîtes à l'aveugle | Boîte englobante à débordement nul | Empêche l'écrasement du conteneur |
| En négligeant la charge d'angle | Ingénierie de l'alignement vertical | Conserve 60 % de sa force BCT9 |
| Débordement partiel de palette | réduction de tolérance de 0,5 pouce10 | Aucun dommage lié au transport |
Je ne conçois pas des emballages uniquement pour faire bonne figure lors d'une présentation en salle de réunion. Je conçois des structures robustes qui garantissent la résistance de votre envoi aux rigueurs du transport maritime en conteneurs empilés.
🛠️ Le bureau de Harvey : Vos cartons maîtres perdent-ils secrètement 60 % de leur résistance à la compression verticale ? 👉 Téléchargez mon guide « Zéro porte-à-faux » ↗ — Téléchargement sécurisé. Ma boîte de réception est ouverte si vous avez des questions.
Que sont les lignes de découpe en imprimerie ?
Avant même qu'une seule goutte d'encre ne touche le papier, les machines de prépresse automatisées doivent savoir exactement ce qu'elles doivent faire.
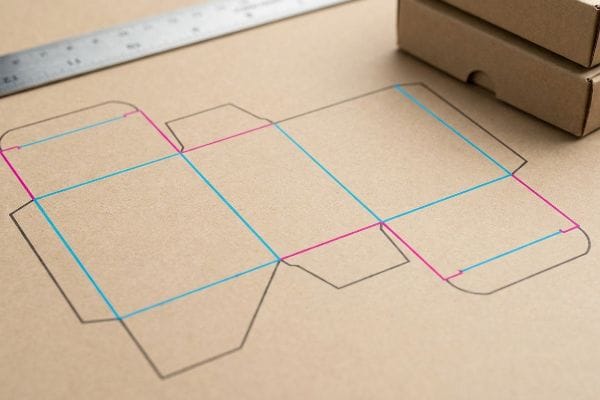
Les traits de découpe en imprimerie sont des lignes vectorielles spécifiques, associées à des couleurs d'accompagnement absolues, qui indiquent aux machines automatisées où interagir physiquement avec le matériau. Ils définissent les trajectoires mécaniques exactes des matrices de découpe en acier et des lames CNC, dissociant totalement les opérations de découpe et de rainage du visuel imprimé en CMJN.
Si vous ne maîtrisez pas le langage de la machine, votre tirage final se transformera en une pile de feuilles de papier inutiles.
Commande d'outillage de couleur d'accompagnement en impression
De nombreux graphistes numériques soumettent leurs fichiers d'emballage finaux en utilisant les lignes noires CMJN standard11 pour indiquer où l'affichage doit être coupé ou plié. Ils supposent que, puisque les lignes sont visibles sur leur écran, l'imprimeur saura automatiquement comment les traiter.
Imaginez les machines de prépresse comme un chef cuisinier chevronné qui ne lit que les recettes écrites à l'encre rouge ; si les instructions sont en bleu, il reste perplexe. Je reçois fréquemment des fichiers où les tracés structurels sont directement intégrés au calque graphique. Lorsque le logiciel RIP de la table de découpe automatisée lit du noir standard, il imprime un simple contour noir sans effectuer la moindre découpe physique<sup>12</sup>. J'ai vu des opérateurs caresser la surface lisse et intacte d'un panneau 32ECT fraîchement imprimé, réalisant que tout le lot était fichu. Pour remédier à ce problème, j'intercepte chaque fichier et convertis les traits structurels en couleurs d'accompagnement mécaniques :100 % magenta pour les découpes, 100 % cyan pour les pliages<sup>13</sup>. Ce mappage prépresse garantit une découpe parfaite du matériau par les lames de la fraiseuse CNC, tout en préservant l'intégrité de votre identité visuelle.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de lignes noires CMJN | Cartographie absolue des couleurs ponctuelles14 | Garantit des coupes physiques nettes |
| Fusion de l'art et de la structure | Séparation vectorielle par couches15 | Préserve l'intégrité des œuvres d'art |
| En supposant que les lignes visuelles soient coupées | Calibrage RIP avant vol16 | Élimine les lots mal imprimés |
Je ne laisse jamais de fichiers non calibrés arriver en usine. En séparant rigoureusement les instructions mécaniques des éléments graphiques, je garantis que votre écran passe d'un concept numérique à une réalité physique parfaite.
🛠️ Le bureau d'Harvey : Vos tracés structurels sont-ils fusionnés par erreur avec le calque de votre illustration ? 👉 Demandez votre audit gratuit de fichiers prépresse ↗ — Pas de formulaires interminables qui vous incitent à passer des heures à démarcher. Uniquement de la valeur ajoutée.
Quelles sont les règles relatives aux lignes de découpe ?
Le passage d'un environnement numérique contrôlé à une fabrication à grande vitesse exige le strict respect des tolérances mécaniques.
Les règles strictes concernant le tracé de découpe exigent une marge de fond perdu minimale de 12,7 mm (0,5 pouce) au-delà de la ligne de coupe physique pour les travaux d'impression lithographiée-laminée. Les concepteurs doivent également s'assurer que tous les tracés vectoriels sont correctement raccordés et que les calques structurels sont strictement isolés des illustrations CMJN afin d'éviter tout décalage lors du montage automatique.
Mais connaître la théorie ne suffit pas lorsque les machines de lithographie à grande vitesse se mettent en marche et que le papier commence à se déplacer.
Pourquoi les purges commerciales standard échouent-elles en usine ?
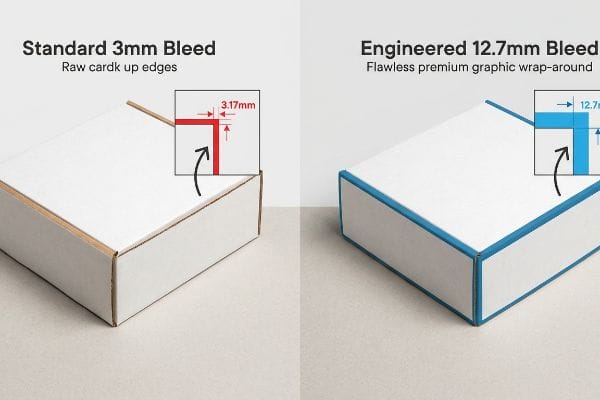
La plupart des graphistes appliquent des fonds perdus standard pour l'impression commerciale, généralement autour de 3,17 mm (0,125 pouce)¹⁷, à leurs fichiers d'emballage en carton ondulé. Cela fonctionne parfaitement pour les brochures plates ou les cartes de visite, ce qui les amène à croire, à tort, que cette marge de sécurité est suffisante pour les présentoirs de vente au détail.
Il ne s'agit pas que de théorie : je constate ce phénomène en production lors des tests de montage automatisé à grande vitesse. Dans mon atelier, je vois régulièrement la réalité physique du contrecollage lithographique bouleverser les règles de conception standard. Le procédé consiste à coller une feuille supérieure imprimée sur des cartons ondulés épais à cannelures C à l'aide d'un adhésif PVA (acétate de polyvinyle) liquide<sup>18, ce qui induit intrinsèquement un décalage de tolérance mécanique lors du laminage à grande vitesse. Lorsque je mesure le résultat, un fond perdu standard de 3,17 mm est tout simplement insuffisant pour compenser ce décalage. Il en résulte un « bavure », où les bords bruts du carton brun sont visibles sur le produit plié final, ruinant complètement l'esthétique haut de gamme de la marque. J'ai effectué des mesures au micromètre et prouvé qu'un alignement manuel coûteux n'était pas nécessaire ; il suffisait d'une marge de fond perdu stricte et précise de 12,7 mm (0,5 pouce) au-delà de la ligne de coupe<sup>19</sup>. En appliquant ce filet de sécurité massif en phase de prépresse, je garantis que le visuel recouvre entièrement chaque bord exposé, ce qui permet à mes clients d'économiser des milliers d'euros en évitant les présentoirs de vente au détail rejetés et d'aspect négligé.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Fond perdu standard de 3 mm pour les applications commerciales | Imposer une marge minimale de 12,7 mm20 | Empêche l'apparition des bords bruns |
| Ignorer le changement de machine | Mathématiques de tolérance de lithographie-lamination21 | Garantit une finition haut de gamme |
| Faire confiance aux preuves numériques visuelles | Protocole de rejet des saignements avant vol | Élimine les rétrofacturations de détail |
La production à grande vitesse ne tolère pas les plans numériques trop optimistes. Des tolérances de débordement strictes, calculées mathématiquement, constituent votre seule protection physique contre les bords ondulés imparfaits qui pourraient compromettre la qualité de votre production.
🛠️ Le bureau d'Harvey : Connaissez-vous la tolérance de décalage mécanique exacte de votre procédé actuel de lithographie-lamination ondulée ? 👉 Envoyez-moi votre fichier de découpe ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher qui accepte les fichiers numériques standard, mais si la lithographie se déforme et laisse apparaître le carton brut lors d'un lancement national, les dommages causés à votre image de marque entraîneront un refus immédiat de la part du distributeur et anéantiront la marge bénéficiaire de votre projet. Voici la fiche technique exacte utilisée par mes 10 principaux clients distributeurs pour garantir zéro rejet d'impression. Ne vous laissez plus guider par les tolérances mécaniques : laissez-moi analyser vos fichiers grâce à mon Audit de découpe gratuit ↗ afin de détecter les erreurs structurelles critiques avant le lancement de la production en série.
« Influence de l’épaisseur du carton sur les performances et le coût des emballages pliants », https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/. [Un manuel d’ingénierie de l’emballage expliquerait comment l’épaisseur du matériau, ou calibre, nécessite des tolérances spécifiques dans les mesures de découpe afin de garantir l’ajustement des pièces après pliage]. Rôle de la preuve : vérification technique ; type de source : manuel d’ingénierie. Justifie : la nécessité de compenser l’épaisseur dans la conception des emballages. Note de portée : concerne spécifiquement les supports épais comme le carton ondulé .
« Carton ondulé et qualités de matériaux – cannelure – Packaging Strategies », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades . [Les normes industrielles pour l’emballage en carton ondulé spécifient une épaisseur typique de 3 mm (0,11 pouce) pour le carton cannelure B.] Rôle de la preuve : vérification factuelle ; type de source : spécification technique. Supports : mesures d’ épaisseur des matériaux. Remarque : de légères variations existent entre les fabricants.
« Les 5 meilleures formules de conception de tôles pour le pliage (2026) », https://www.approvedsheetmetal.com/blog/5-sheet-metal-design-formulas. [Les manuels d'ingénierie pour la conception d'emballages expliquent comment le calcul de la tolérance de pliage dans un logiciel de CAO permet d'éviter les interférences entre les matériaux et de réduire les erreurs d'assemblage]. Rôle de la preuve : validation de la méthodologie ; type de source : manuel d'ingénierie. Avantages : réduction du travail manuel et des frottements lors de l'assemblage. Remarque sur le champ d'application : s'applique aux matériaux rigides et semi-rigides.] ↩
« (PDF) Aperçu des tolérances de pliage – Academia.edu », https://www.academia.edu/30649237/Bend_Allowance_Overview. [Les indicateurs techniques en ingénierie de l'emballage quantifient la réduction du temps d'assemblage obtenue grâce à des tolérances de pliage paramétriques précises.] Rôle de la preuve : validation quantitative ; type de source : livre blanc industriel ; Apport : efficacité opérationnelle des ajustements professionnels des gabarits. Remarque : les gains de temps exacts dépendent de la complexité et de la taille de l'emballage .
« Qu'est-ce qu'une ligne de découpe en emballage ? Guide, spécifications et gabarits », https://brillpack.com/what-is-dieline-in-printing-packaging/ . [Les manuels d'ingénierie relatifs aux emballages structurels détaillent les formules mathématiques utilisées pour ajuster les lignes de découpe en fonction de l'épaisseur du matériau afin de garantir un ajustement parfait et d'éviter les contraintes mécaniques.] Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie ; Appui : utilisation des calculs d' épaisseur de matériau pour prévenir les défaillances structurelles. Note relative au champ d'application : particulièrement pertinent pour les cartons ondulés et les cartons épais.
« Estimation de la résistance à la compression des boîtes en carton ondulé pour une application donnée… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Les normes industrielles relatives aux essais de compression des boîtes (BCT) expliquent que les mesures des matières premières ne tiennent pas compte des variables réelles telles que l’humidité ou le défaut d’empilage]. Rôle de la preuve : qualification technique ; type de source : norme industrielle. Appuie : l’idée que les mesures brutes peuvent conduire à des hypothèses erronées concernant la protection. Note de portée : s’applique aux essais sur le carton ondulé .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Des articles techniques sur le carton ondulé quantifient le pourcentage de la charge de compression supportée par les angles]. Rôle de la preuve : spécification technique ; type de source : étude d’ingénierie. Appuie : l’affirmation selon laquelle les angles contribuent majoritairement à la résistance à la compression des boîtes en carton ondulé. Remarque : les pourcentages peuvent varier selon la qualité du carton .
« Modélisation prédictive de l'influence du débordement des palettes sur la résistance à la compression des cartons », https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3. [Les manuels d'emballage et de logistique démontrent que le débordement des palettes supprime un support vertical essentiel, entraînant une déformation structurelle]. Rôle de la preuve : mécanisme causal ; type de source : manuel technique. Éléments de preuve : conséquence physique du débordement sur la stabilité des cartons. Remarque : l'effet s'accroît avec la hauteur de la pile .
« [DOC] Version soumise (672,09 Ko) – VTechWorks », https://vtechworks.lib.vt.edu/bitstreams/359cd5e6-7099-48a8-9a3b-60aeee6db278/download. Une étude d'ingénierie sur les emballages en carton ondulé vise à quantifier comment l'alignement vertical préserve la résistance à la compression (test de compression de boîtes) des emballages empilés. Rôle de la preuve : vérification quantitative ; type de source : étude technique. Appuie : l'efficacité de l'ingénierie de l'alignement vertical. Note de portée : la rétention de résistance peut varier selon la qualité du matériau .
« Comment prévenir le débordement des palettes dans la production d'aliments pour animaux », https://www.bwflexiblesystems.com/our-company/blog/post/2025/11/13/how-to-prevent-pallet-overhang-in-animal-feed-operations . Les normes de logistique et de palettisation spécifient le débordement maximal autorisé afin de prévenir toute rupture structurelle pendant le transport. Niveau de preuve : spécification technique ; type de source : norme industrielle. Appui : utilisation de la réduction des tolérances pour minimiser les dommages liés au transport. Remarque : les spécificités peuvent différer entre les normes GMA et les normes de palettes européennes.
« Quelle est la différence entre les couleurs d'accompagnement (PMS) et le CMJN pour… », https://blog.fantastapack.com/difference-between-spot-colors-vs.-cmyk-packaging. [Les manuels de prépresse professionnels documentent l'erreur fréquente dans le secteur : l'utilisation des couleurs CMJN pour les lignes de découpe/pliage. De ce fait, la machine traite le tracé de découpe comme un fichier d'impression plutôt que comme une instruction d'outillage.] Type de preuve : observation du secteur ; source : manuel d'impression professionnel. Constat : la fréquence des méthodes de soumission de tracés de découpe incorrectes. Précision : concerne spécifiquement les flux de production automatisés d'emballages .
« Couleurs d'accompagnement vs. couleurs quadri », https://www.adobe.com/creativecloud/design/discover/spot-vs-process-color.html. [Les manuels d'impression officiels expliquent que les logiciels RIP traitent le CMJN/noir quadri comme des données d'image, tandis que les désignations de couleurs d'accompagnement spécifiques sont interprétées comme des trajectoires d'outil vectorielles pour les machines de découpe]. Rôle de la preuve : validation technique ; type de source : manuel technique. Sujet : distinction entre les commandes d'impression et de découpe. Remarque : s'applique aux tables de découpe automatisées .
« Directives graphiques – DeLine Box et présentoirs », https://www.delinebox.com/graphic-guidelines/ . [Les directives prépresse standard utilisent souvent des couleurs d'accompagnement spécifiques à contraste élevé pour différencier les trajectoires de découpe et de pliage pour les machines CNC]. Niveau de preuve : pratique industrielle ; type de source : norme prépresse. Appui : l'utilisation de couleurs spécifiques pour l'identification des outils. Remarque: l'attribution des couleurs peut être personnalisée par chaque imprimerie.
« CMJN vs. Couleurs d'accompagnement : quel procédé est le meilleur ? », https://www.primelinepackaging.com/blog/cmyk-spot-color/. [Les normes industrielles de prépresse confirment que les traceurs de découpe numériques identifient les tracés de découpe par des noms de couleurs d'accompagnement spécifiques plutôt que par des valeurs CMJN pour déclencher la lame]. Rôle de la preuve : spécification technique ; type de source : manuel industriel. Justifie : l'exigence de couleurs d'accompagnement dans la création des tracés de découpe. Remarque sur la portée : s'applique spécifiquement aux systèmes de découpe automatisés.] ↩
« Qu’est-ce qu’un tracé de découpe en impression et emballage ? – GlobalVision », https://www.globalvision.co/blog/what-is-a-dieline-in-printing-and-packaging. [Les guides techniques de conception vectorielle précisent que l’isolation des tracés de découpe structurels sur des calques séparés évite toute modification accidentelle du visuel et garantit un traitement RIP correct]. Rôle de la preuve : bonne pratique technique ; type de source : manuel de conception. Appuie : la nécessité de la séparation structurelle. Note de portée : se réfère aux flux de production prépresse vectoriels.] ↩
« Guide d'étalonnage Cricut Print then Cut pour des résultats parfaits | TikTok », https://www.tiktok.com/@dinosaurmamasvg/video/7356606471313984814. [La documentation logicielle des processeurs d'images raster (RIP) explique le processus d'étalonnage nécessaire pour associer des couleurs d'accompagnement spécifiques aux commandes de découpe plutôt qu'aux commandes d'impression]. Rôle de la preuve : vérification du processus ; type de source : documentation logicielle. Sujet : le rôle du RIP dans la prévention des erreurs d'impression. Remarque sur la portée : axé sur l'étape de sortie de l'impression.] ↩
« Préparation d'une carte de visite à fond perdu pour l'impression – PrintPlace », https://www.printplace.com/articles/prepare-artwork-for-full-bleed-business-cards?srsltid=AfmBOoqO4gGIF15-yMdnBXcBI_cxLnMYyjelBme-mUtJA9JXS1yjRCYe . [Un guide ou manuel de référence du secteur de l'imprimerie confirme que 0,125 pouce est la norme de fond perdu pour les travaux d'impression commerciale petit format]. Rôle de la preuve : vérification factuelle ; type de source : manuel de référence du secteur. Appuie aux : paramètres de fond perdu commerciaux de base. Remarque sur la portée : s'applique à l'impression petit format, et non aux emballages grand format.
« Comprendre l’emballage lithographié-laminé », https://pmpackaging.com/posts/2025/03/understanding-litho-laminated-packaging. [Les manuels techniques de fabrication du carton ondulé détaillent l’utilisation des adhésifs PVA dans le procédé de lithographie-laminage pour coller les feuilles imprimées sur les cannelures]. Rôle de la preuve : définition technique ; type de source : manuel de fabrication. Supports : les bases chimiques et mécaniques du procédé de montage. Note de portée : spécifique au contrecollage humide .
« Litho-laminage vs. Impression numérique : Guide d’achat industriel… », https://mdmpkg.com/litho-laminited-vs-digital-printing-premium-corrugated-packaging-2/. [Les normes de l’industrie de l’emballage pour le montage à grande vitesse spécifient des fonds perdus plus importants afin de compenser les variations de position du support lors du laminage]. Type de preuve : spécification technique ; type de source : norme de prépresse. Argument : nécessité d’une marge de 12,7 mm (0,5 pouce) pour éviter les bavures. Note relative au champ d’application : axé sur les environnements automatisés à grande vitesse .
« Gabarit de découpe des étiquettes – BoxesGen », https://boxesgen.com/dieline-of-labels-dimensions-sizes-template/?srsltid=AfmBOop9xgWxRMioM4YvMuREvBVzj_w9m7JTX5RogFJ_z1xNz6VRJaan . Un guide technique d'impression pour les présentoirs PLV grand format confirmerait la marge de 12,7 mm (0,5 pouce) comme étant indispensable pour éviter l'exposition du support. Niveau de preuve : spécification technique ; type de source : manuel industriel. Supports : fond perdu minimal recommandé pour la fabrication industrielle. Remarque concernant la portée : spécifique aux présentoirs en carton ondulé ou à support épais.
« Repérage d’impression : causes, tolérances et corrections prépresse », https://www.ketegroup.com/printing-registration/ . Les normes de fabrication pour la lithographie-lamination détaillent les calculs mathématiques nécessaires pour compenser les décalages de repérage lors du processus de collage. Rôle de la preuve : vérification du processus ; type de source : spécification de fabrication. Supporte : l’application des calculs de tolérance à la lamination. Note de portée : s’applique à l’intersection de la lithographie et de la lamination.



