
Pour optimiser la visibilité en point de vente, il ne suffit pas d'avoir de beaux visuels ; une précision structurelle rigoureuse est indispensable. Placés directement dans les allées à fort passage, ces présentoirs constituent un emplacement de choix pour les achats impulsifs.
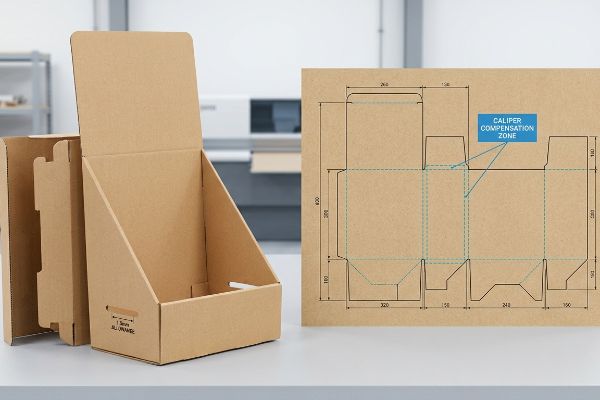
Le présentoir PDQ Sidekick est un présentoir compact et pré-emballé, conçu pour être suspendu aux têtes de gondole ou aux étagères standard des magasins. Ces présentoirs polyvalents optimisent l'espace vertical inutilisé, stimulant les achats impulsifs sans occuper une surface au sol précieuse, ce qui les rend très rentables pour les produits de grande consommation.

Mais la théorie ne suffit pas une fois les machines en marche. L'écart entre le rendu numérique et le produit physique peut faire exploser votre budget.
Quels sont les cinq types d'écrans ?
La catégorisation de votre stratégie de marchandisage est la première étape pour obtenir de l'espace en magasin.
Les cinq types de présentoirs sont les présentoirs de sol, les présentoirs de comptoir, les bacs à palettes, les plateaux d'étagères et les présentoirs suspendus. Chaque format remplit une fonction psychologique et spatiale spécifique en point de vente, permettant aux marques de cibler les consommateurs à différentes hauteurs de regard, aux points de passage et selon leurs intentions d'achat.

Sélectionner une catégorie dans un tableur est facile. C'est son application mécanique en atelier qui fait perdre beaucoup d'argent aux marques.
Pourquoi les mécanismes de suspension standard se cassent-ils sous la pression ?
Même les concepteurs les plus expérimentés négligent souvent les contraintes mécaniques liées à la fixation des différents types de présentoirs. Ils partent du principe que si un présentoir latéral paraît idéal en CAO (Conception Assistée par Ordinateur), un simple rebord en carton ou un crochet en plastique bon marché supportera sans problème le poids des produits de grande consommation pendant des mois. Cette confiance aveugle dans la résistance théorique des matériaux ignore totalement les contraintes cinétiques exercées par les clients lorsqu'ils arrachent les produits desprésentoirs¹.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Le trimestre dernier, une agence m'a confié un présentoir à boissons , conçu avec de simples clips en S fixés directement dans un panneau alvéolaire. J'ai d'abord supposé que le support standard 32ECT Testliner2 suffirait avec un renforcement. J'avais tort. Lors du test de traction simulant les conditions de vente, la déformation sous charge statique a dépassé 38,1 mm (1,5 pouce) et le support en carton s'est déchiré violemment sous une force verticale de seulement 8,39 kg (18,5 livres). Pour remédier à ce problème, j'ai retiré le plastique fragile et opté pour un système de fixation métallique universel intégré à un bandeau double alvéolaire plié3.Grâce à cet ancrage rigide en acier sur le carton ondulé, j'ai garanti la résistance du présentoir à plus de 50 manipulations brusques de clients, éliminant ainsi tout risque d'effondrement en rayon et permettant au client d'économiser environ 25 % sur les prototypes mis au rebut.
| Point de tension suspendu | Résultat structurel | Retour sur investissement financier |
|---|---|---|
| Déchirure de carton simple paroi | Déchirure à 18,5 lbs (8,39 kg)4 | coût de remplacement élevé |
| Clip en S en plastique flexible | Affaissement de 1,5 pouce (38,1 mm)5 | risque de refus du détaillant |
| Support métallique à double paroi | Déflexion nulle sous charge | Réduit les frais de remplacement |
Je refuse qu'une simple attache en plastique à 0,10 $ compromette le lancement crucial d'un produit en magasin. L'intégration directe du support de fixation dans une double paroi garantit sa résistance dans les allées impitoyables des grandes surfaces.
🛠️ Harvey's Desk : Vos présentoirs suspendus actuels se détériorent-ils lentement au niveau des trous de fixation en raison de l'humidité ? 👉 Obtenez une simulation de contraintes structurelles 3D personnalisée ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Peut-on acheter d'anciens présentoirs de magasin ?
Récupérer des matériaux de seconde main semble être une tactique de démarrage astucieuse.
Non. Il est impossible d'utiliser d'anciens présentoirs pour de nouveaux déploiements en magasin, car le carton ondulé présente déjà des microfissures invisibles et des signes de fragilisation par l'humidité. Réutiliser du carton structurellement altéré compromet fortement sa résistance à la compression (test BCT), augmentant considérablement le risque d'effondrement lors du transport de marchandises lourdes sur palettes.

L’amorçage peut fonctionner dans le domaine des logiciels, mais dans les chaînes d’approvisionnement physiques, lésiner sur les structures recyclées est une bombe à retardement.
Les microfissures cachées dans les planches de bois d'occasion
C'est un piège courant qui atteint même les équipes d'approvisionnement les plus expérimentées : tenter de réutiliser des présentoirs en carton ondulé ou des cartons d'expédition d'apparence intacte pour la distribution en magasin. Voyant un revêtement extérieur propre, elles croient à tort que l'intégrité structurelle est restée inchangée. Or, elles ignorent les lois impitoyables de la physique des fibres de papier, qui agissent comme des amortisseurs mécaniques et se dégradent irrémédiablementaprès leur première utilisation.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. J'ai récemment évalué une livraison où le fournisseur avait subrepticement remplacé du matériau vierge par du papier kraft recyclé légèrement usagé afin de réduire les coûts. L'extérieur paraissait impeccable, mais sous la presse hydraulique, le capteur de force s'est effondré à une valeur lamentable de 96,1 kg (212 lb), soit moins de la moitié de la résistance requise. J'ai retiré la feuille supérieure et j'ai constaté que les cannelures intérieures étaient pulvérisées et molles ; elles avaient déjà les vibrations du transport et l'humidité ambianteabsorbé. La solution a été radicale, mais nécessaire : j'ai rejeté le lot, modifié la nomenclature pour utiliser exclusivement du papier kraft vierge 32ECTetrecalibré la viscosité de l'adhésif à base d'eau afin de garantir une rigidité maximale. L'utilisation obligatoire de matériau vierge a rétabli la capacité de charge dynamique à 294,8 kg (650 lb), garantissant ainsi la résistance des unités au transport en chargement partiel et évitant des milliers de dollars de refacturations aux détaillants.
| Facteur de fatigue | Résultat physique | Retour sur investissement du fret |
|---|---|---|
| microfissures de cannelures recyclées | Rupture par compression à 212 lbs (96,1 kg)9 | Pertes importantes |
| absorption d'humidité pendant le transport | Couches molles et délaminées | Refus du détaillant |
| Mise à niveau 32ECT Virgin Kraft | capacité de 650 lb (294,8 kg)10 | Aucun dommage lié au transport |
Je ne prends jamais de risques avec des fibres de papier usées. Utiliser du kraft vierge est le seul moyen de garantir mathématiquement que vos présentoirs résisteront aux vibrations brutales d'un transport longue distance.
🛠️ Le bureau d'Harvey : Savez-vous si votre fournisseur étranger mélange secrètement du testliner recyclé fragilisé à vos bases porteuses ? 👉 Demandez un audit des matériaux de votre nomenclature ↗ — Confidentialité garantie à 100 %. Vos prototypes non commercialisés sont en sécurité.
Comment créer un présentoir de point de vente ?
La création d'un présentoir prêt pour la vente au détail exige une rigueur mathématique absolue.
La fabrication d'un présentoir de point de vente implique la conception de gabarits de découpe à compensation structurelle, l'impression des graphismes par lithographie ou impression UV à plat, la découpe du carton ondulé et l'application de matrices de pliage précises. Chaque pli doit tenir compte dynamiquement de l'épaisseur du matériau afin de garantir un assemblage sans défaut et sans frottement sur la ligne de conditionnement.
Mais le processus présenté sur YouTube paraît beaucoup plus propre que la réalité âpre d'une chaîne de production à grande vitesse.
Le piège de la compensation d'étrier sur la ligne de découpe
De nombreux graphistes partent du principe qu'un gabarit 2D plat se pliera parfaitement en un présentoir 3D sans aucune modification. Ils conçoivent des languettes d'emboîtement et des fentes de pliage à la largeur exacte du panneau correspondant, oubliant complètement que le profilé cannelé B de 3 mm occupe de l'espace lorsqu'il est plié à 90 degrés<sup>11. Si les fentes ne sont pas élargies artificiellement pour compenser le rayon extérieur du pli<sup>12</sup>, le présentoir se déformera fortement ou se déchirera lors de l'assemblage.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience. En 2022, j'ai demandé à Mark, mon ingénieur packaging principal, de lancer en urgence une production massive de capuchons de tête de gondole à partir d'un fichier CAO fourni par une agence, sans aucune correction. Nous pensions gagner du temps en omettant la compensation paramétrique. Trois jours plus tard, sur la chaîne de montage, j'ai entendu le craquement sinistre du carton cannelé B qui se déformait sous l'effet des efforts des sous-traitants pour insérer de force les languettes de 3 mm d'épaisseur dans des rainures de 3 mm non ajustées.Le frottement était si intense que la feuille supérieure s'est fissurée. J'ai dû immédiatement arrêter la presse de découpe automatisée, retirer les gabarits en bois et élargir physiquement les lames de la règle en acier de 1,5 mm précisémentpour créer une tolérance de pliage. Ce réglage de tolérance de 1,5 mm n'a pas seulement empêché la base de s'affaisser ; il a réduit le temps d'assemblage manuel de 42 secondes par unité, permettant ainsi au client d'économiser environ 15 % sur les coûts de main-d'œuvre.
| Défaut d'ingénierie | Résultat physique | Retour sur investissement du co-emballage |
|---|---|---|
| Largeurs de fente non ajustées de 3 mm | Flanclement et fissuration lithographique15 | Coût élevé de la main-d'œuvre |
| En négligeant le rayon de courbure de la planche16 | Languettes d'emboîtement bloquées | Retards sur la chaîne de montage |
| Ajout d'une tolérance de pliage de 1,5 mm | Plis à 90 degrés sans frottement | Réduction du temps d'assemblage de 15 %17 |
Je privilégie la robustesse des machines aux espoirs suscités par des dessins en 2D. En intégrant mathématiquement les tolérances de pliage avant même que l'acier ne soit mis en forme, je garantis l'intégrité structurelle de chaque pli.
🛠️ Le bureau de Harvey : Vos sous-traitants utilisent-ils des marteaux et du ruban adhésif pour forcer l’assemblage de vos plateaux en carton ondulé mal alignés ? 👉 Demandez une analyse de tolérance des lignes de découpe ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Combien coûtent les présentoirs en magasin ?
L'établissement d'un budget pour les commerçants de détail consiste à trouver un équilibre entre l'impact visuel et la pérennité de l'activité.
Le coût des présentoirs en magasin dépend du volume de production, de la complexité de leur structure et des techniques d'impression. Un simple présentoir de comptoir peut coûter quelques euros, tandis que les présentoirs de sol complexes à double paroi, dotés de finitions UV sélectives haut de gamme et d'une grande capacité de charge, peuvent coûter beaucoup plus cher à l'unité en raison des matériaux de pointe utilisés.
Cependant, se concentrer uniquement sur le prix unitaire facturé masque souvent une dangereuse tromperie au sein de la chaîne d'approvisionnement.
Les conséquences économiques fatales de la « dégradation cosmétique »
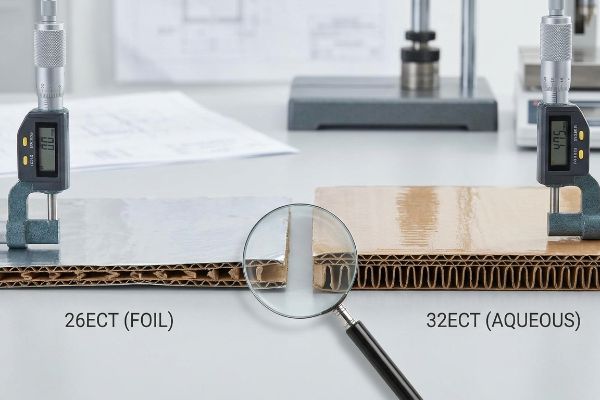
Les équipes d'approvisionnement considèrent souvent les finitions cosmétiques onéreuses, comme le pelliculage métallisé intégral, comme des impératifs marketing incontournables, tout en s'efforçant de respecter des budgets stricts. Pour compenser ces coûts d'impression élevés, elles réduisent secrètement la résistance à l'écrasement des bords du carton ondulé de base, la faisant passer d'une résistance de 32 ECT à une résistance de 26 ECT.Cette modification diminue la densité de fibres du noyau, ce qui donne un emballage visuellement haut de gamme, mais mathématiquement voué à se rompre sous le poids important des marchandises en entrepôt.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Une importante société de négoce m'a apporté un carton ondulé magnifiquement métallisé qui s'était complètement aplati dans un entrepôt humide de Floride. J'ai retiré la feuille supérieure et j'ai constaté que les cannelures étaient fragiles et espacées ; la densité structurelle avait été sacrifiée au profit d'un film plastique brillant. Les mesures au micromètre ont révélé qu'ils utilisaient un noyau 26ECT de qualité inférieurepour économiser quelques centimes. J'ai immédiatement opéré un changement radical de matériau : j'ai retiré le laminage en feuille d'aluminium coûteux et surdimensionné, l'ai remplacé par un revêtement aqueux brillant à haute teneur en solides, et j'ai réinvesti l'intégralité du budget dans un noyau 32ECT neuf. En remplaçant des matériaux cosmétiques superflus par une ingénierie ondulée ultra-précise, j'ai rétabli la résistance à la compression à 181,4 kg (400 lb),réduisant drastiquement le gaspillage de matériaux du client et éliminant environ 20 % des refacturations pour dommages liés au transport.
| Erreur d'allocation budgétaire | Résultat physique | Retour sur investissement financier |
|---|---|---|
| Passage à un noyau 26ECT21 | base complète de pancake | Pertes massives de stocks |
| coût de la lamination en feuille épaisse | Budget structurel épuisé | Aucun avantage structurel |
| Brillant aqueux sur 32ECT | capacité de 400 lb (181,4 kg)22 | Bloque les remboursements de dommages |
Je conçois des présentoirs qui résistent à la chaîne d'approvisionnement, pas seulement pour faire joli sur un bureau. Réaffecter votre budget des films plastiques inutiles aux fibres de papier denses, c'est la clé d'un véritable retour sur investissement.
🛠️ Le bureau d'Harvey : Vos fournisseurs réduisent-ils secrètement l'épaisseur de vos cannelures pour compenser la hausse du prix de leurs encres d'impression ? 👉 Obtenez une analyse complète des coûts et de la nomenclature ↗ — J'examine personnellement chaque fichier structurel sous 24 h.
Conclusion
Vous pouvez choisir un fournisseur moins cher pour respecter votre budget, mais si un socle 26ECT fragilisé s'effondre sous l'effet de l'humidité ambiante d'un entrepôt, les dégâts occasionnés par le transport ralentiront votre chaîne de montage d'environ 30 % et anéantiront la marge bénéficiaire de votre projet. Le mois dernier seulement, mon audit structurel a permis à trois marques d'éviter plus de 10 000 $ de pertes liées à la mise au rebut des stocks et aux refacturations des détaillants. Cessez de gaspiller votre budget marketing à cause de défauts critiques en usine et laissez-moi concevoir personnellement votre prochain déploiement ↗ afin de garantir mathématiquement la résistance de vos présentoirs aux aléas de la logistique de vente au détail.
« [PDF] Défaillance mécanique – Publications de la série technique du NIST », https://nvlpubs.nist.gov/nistpubs/Legacy/SP/nbsspecialpublication423.pdf. [Une analyse technique des environnements de vente au détail permet de quantifier la charge dynamique et la force cinétique appliquées par les consommateurs lors de la prise de produits. Rôle de la preuve : Vérification technique ; type de source : Rapport d’ingénierie structurelle. Appuie : L’affirmation selon laquelle l’interaction de l’utilisateur crée une contrainte mécanique supérieure à la résistance statique du matériau. Note de portée : S’applique spécifiquement aux présentoirs suspendus sur le lieu de vente.] ↩
« Comprendre les emballages PDQ dans le commerce de détail – LinkedIn », https://www.linkedin.com/pulse/understanding-pdq-packaging-retail-moss-tvthc. [Une source faisant autorité en matière d'emballages en carton ondulé définirait la valeur du test de résistance à l'écrasement des bords (ECT) ainsi que ses limites standard de cisaillement et de charge pour les applications de vente au détail]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Supports : matériau de référence du présentoir défectueux. Remarque : la capacité de charge varie en fonction de la taille et de l'orientation des cannelures .
« Principales différences entre les présentoirs Sidekick et Endcap ? », https://popdisplay.me/key-differences-between-sidekick-and-endcap-displays/clips en plastique]. Rôle de la preuve : solution technique ; type de source : guide de fabrication. Appuie : l’efficacité de la nouvelle conception structurelle. Remarque : la résistance réelle dépend de l’épaisseur de l’acier utilisé. aux
« Une boîte en carton simple cannelure est-elle suffisamment résistante ? Découvrez sa véritable résistance… », https://www.theboxery.com/blog/is-a-single-wall-cardboard-box-strong-enough-discover-its-true-weight-capacity/?srsltid=AfmBOop8McvBUJR_ZygTxqiRD5yDLK1aKB7YMl55K_Ll2pKEnsjtBvxM. Rôle de la preuve : vérification factuelle ; type de source : fiche technique. Éléments d'appui : point de rupture du carton simple cannelure. Remarque : les résultats peuvent varier selon la qualité du carton et la taille des cannelures. ]
« Bandes d'affichage à chargement automatique POP Strip | Napco MFG », https://www.napcomfg.com/pop. [Une étude des matériaux ou une analyse structurelle des clips thermoplastiques permettrait de vérifier les mesures typiques de déflexion ou d'affaissement sous les charges standard de vente au détail]. Rôle de la preuve : validation technique ; type de source : étude des matériaux. Arguments : instabilité structurelle des clips en plastique. Remarque sur la portée : dépend de la composition spécifique du polymère .
« Emballages en carton ondulé de conception innovante pour une durabilité accrue… », https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. [Une étude de science des matériaux ou un manuel d’ingénierie de l’emballage confirmerait que la structure cellulaire des fibres de cellulose du carton ondulé subit une fatigue permanente et des microfissures après des cycles de charge]. Rôle de la preuve : Validation technique ; type de source : Revue de science des matériaux. Sujet : Dégradation de l’intégrité structurelle du carton ondulé. Remarque sur la portée : S’applique aux matériaux ondulés recyclés ou réutilisés .
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/Rôle de la preuve : mécanisme de défaillance ; type de source : revue de science des matériaux. Appuie : l'affirmation selon laquelle les cartons usagés subissent une dégradation structurelle invisible. Note de portée : s'applique spécifiquement aux supports ondulés à base de cellulose. .
« [PDF] Examen comparatif des propriétés physiques des matériaux recyclés… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1299&context=theses. Les normes d'ingénierie de l'emballage définissent les valeurs de résistance à l'écrasement des bords (ECT) et précisent que les fibres kraft vierges offrent une résistance à l'empilement et à l'humidité supérieures à celles des films de test recyclés. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appuie : l'utilisation de matériaux spécifiques pour restaurer la capacité de charge. Note de portée : la résistance varie selon le profil des cannelures .
« Études préliminaires sur le recyclage des emballages en carton dans le bâtiment… », https://pmc.ncbi.nlm.nih.gov/articles/PMC12489104/. [Un rapport scientifique sur le carton ondulé démontre comment les microfissures des fibres recyclées réduisent la résistance à la compression jusqu'à certains seuils de charge]. Rôle de la preuve : validation technique ; type de source : rapport scientifique. Éléments à prendre en compte : le point de rupture physique des cannelures recyclées. Remarque sur la portée : dépend de l'épaisseur et de la qualité du carton .
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoqV6l4M1H2FvRZxFQZj8BWuHfROV1QAsBRqTmaNGtoRmwClbjAi. [Les normes de l'industrie de l'emballage relatives au test d'écrasement des bords (ECT) établissent une corrélation entre un indice ECT de 32 pour le carton kraft vierge et des capacités de charge verticale spécifiques]. Preuve : spécification technique ; type de source : norme industrielle. Argument : la capacité de charge supérieure du carton kraft neuf. Remarque : la capacité dépend de la géométrie du carton et de la méthode d'empilage .
« [PDF] Rigidité en flexion du carton ondulé », https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdfd'épaisseur. Note relative au champ d'application : s'applique spécifiquement aux matériaux en carton ondulé de cannelure B. compensation
« Maîtriser le rayon de pliage des presses plieuses – ADH Machine Tool », https://www.adhmt.com/press-brake-bend-radius/. [Les manuels de génie structurel pour la conception d'emballages expliquent la nécessité d'élargir les rainures afin d'éviter les contraintes et le cintrage du matériau lors de l'assemblage]. Rôle de la preuve : principe d'ingénierie ; type de source : manuel technique. Justifie : la nécessité de modifications physiques des gabarits 2D. Note de portée : se concentre sur la relation entre la largeur de la rainure et l'épaisseur du matériau .
« Le rôle du flambage dans l’estimation de la résistance à la compression de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC7602429/. [Les études sur les matériaux du carton ondulé établissent que les rainures doivent avoir une épaisseur supérieure à celle de la languette correspondante afin d’éviter la rupture par compression et le flambage. Rôle de la preuve : principe physique ; type de source : référence en science des matériaux. Justification : cause de rupture structurelle dans les découpes à tolérance zéro. Note de portée : spécifique aux cannelures du carton ondulé.] ↩
« [PDF] Spécifications du carton ondulé – Archives nationales », https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. [Les manuels d'ingénierie d'emballage fournissent des tolérances spécifiques pour le carton cannelé B afin de garantir un ajustement sans frottement et de tenir compte du rayon de courbure. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Appuie : l'utilisation d'une marge de 1,5 mm pour l'épaisseur du matériau. Remarque : les mesures réelles peuvent varier selon la qualité du carton. ]
« [PDF] Problèmes généraux et normes recommandées pour le carton ondulé… », https://adamsbox.com.pl/wp-content/uploads/2024/07/general-issues-and-the-recommended-standards-for-corrugated-board.pdfmatériaux. Supports : le résultat physique de rainures de 3 mm non ajustées. Note de portée : spécifique aux matériaux ondulés imprimés. des
« Guide de conception structurelle des emballages papier », https://greendotpackaging.com/paper-packaging-structural-design-guide/du tracé de découpe entraîne des interférences dimensionnelles au niveau des languettes d'emboîtement]. Rôle de la preuve : spécification technique ; type de source : manuel de conception. Justifie : la cause du blocage des languettes d'emboîtement. Note relative au champ d'application : s'applique aux géométries de pliage à 90 degrés. création
« Comment assembler les présentoirs en carton ? – PopDisplay », https://popdisplay.me/how-do-i-assemble-the-cardboard-displays/. [Un manuel d'ingénierie d'emballage standard fournit des données quantitatives sur la façon dont l'optimisation des tolérances de pliage réduit le temps de main-d'œuvre lors du conditionnement]. Rôle de la preuve : vérification quantitative ; type de source : manuel technique. Appuie : le retour sur investissement de l'ajout d'une tolérance de pliage de 1,5 mm. Remarque : les résultats peuvent varier en fonction de la qualité du carton .
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoqRXiyqSaU3IfIhzWothdaN3ge2-rtkdTX2nD2fcU4K8CLs9wiX. [Une norme industrielle pour les emballages en carton ondulé devrait vérifier la différence quantifiable de résistance à la compression et de capacité de charge entre le carton 32 ECT et le carton 26 ECT]. Rôle de la preuve : validation technique ; type de source : manuel de spécifications industrielles. Appuie : l'affirmation selon laquelle la réduction de l'ECT diminue l'intégrité structurelle. Remarque : les performances peuvent varier en fonction de la taille des cannelures et du poids du revêtement .
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOop-Ax1fCI-yOQw8_VZzd2Sbz18EjBnQvlBSX-AhTcEaFnz7RGhv. [Les normes industrielles relatives aux emballages en carton ondulé définissent le test d'écrasement des bords (ECT) pour mesurer la résistance à l'empilement du carton. Un ECT de 32 offre une capacité de charge verticale nettement supérieure à celle d'un ECT de 26.] Type de preuve : spécification technique ; source : norme industrielle ; argument : le passage à un indice ECT plus élevé améliore l'intégrité structurelle. Remarque : les spécificités peuvent varier selon la qualité du carton .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Les manuels d'ingénierie d'emballage fournissent des formules permettant de calculer la capacité de charge maximale d'un présentoir en fonction des valeurs ECT et des dimensions des supports verticaux]. Rôle de la preuve : métrique technique ; type de source : manuel d'ingénierie ; Arguments : faisabilité d'atteindre une limite de charge de 181 kg (400 lb) grâce à des améliorations des matériaux. Remarque : la résistance finale dépend de la surface totale et de la géométrie du présentoir .
« Guide ultime des limites de poids des boîtes en carton ondulé », https://blog.cspackaging.com/blog/corrugated-weight-limits : la rupture est liée au poids spécifique du contenu. Remarque
« Spécifications du carton ondulé », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Les spécifications techniques du fabricant pour le carton ondulé 32ECT permettent de vérifier la capacité de charge verticale maximale pour les présentoirs de vente au détail standard. Preuve : spécification technique ; type de source : fiche technique du fabricant. Justifie : la capacité de charge du carton 32ECT. Remarque : la capacité varie en fonction de l’encombrement du présentoir et de la méthode d’empilage .



