
Trouver un fabricant fiable pour concevoir et expédier vos emballages structurels sans faire exploser votre budget est un véritable casse-tête. Les annuaires de fournisseurs classiques dissimulent souvent des intermédiaires.
L'achat de présentoirs en carton nécessite un partenariat direct avec un fabricant d'emballages clés en main, et non avec un imprimeur commercial classique. Vous pouvez vous approvisionner auprès d'usines spécialisées en PLV (Publicité sur le Lieu de Vente) qui intègrent sous un même toit la conception assistée par ordinateur, la découpe à grande vitesse du carton ondulé et les tests logistiques rigoureux de l'ISTA (International Safe Transit Association).

L’approvisionnement en matières premières est facile sur le papier, mais vérifier les véritables capacités structurelles d’une installation permet de distinguer les campagnes rentables des désastres de la chaîne d’approvisionnement.
Comment s'appellent les présentoirs en carton ?
La terminologie employée dans le secteur varie énormément, les équipes d'approvisionnement utilisant des acronymes qui brouillent complètement les frontières entre les surfaces de vente et les zones spatiales des caisses enregistreuses.
Les présentoirs en carton sont principalement appelés PLV (Publicité sur le Point de Vente) ou PLV (Publicité sur le Point de Vente). Parmi les termes secondaires utilisés dans le secteur, on trouve les présentoirs de sol standard, les bacs de vente au détail, les jupes de palettes promotionnelles et les présentoirs préemballés (PDQ), chacun correspondant à une architecture structurelle et un emplacement précis en magasin.

Mais la connaissance du vocabulaire théorique ne suffit pas lorsque les machines automatisées se mettent en marche et que la conformité des détaillants entre en jeu.
Pourquoi le dimensionnement « à rétrécir » échoue-t-il en usine ?
De nombreuses sociétés commerciales proposent un concept modulable où un grand présentoir peut être réduit de moitié par simple calcul pour servir de présentoir de comptoir. Or, cette approche ignore les règles juridiques et logistiques strictes qui régissent ces deux zones distinctesdans le commerce de détail américain.
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème sur le terrain. Une agence de branding a conçu à la hâte un modèle de dernière minute qui tentait précisément cette conversion. Ils ont supposé qu'en réduisant la taille du fichier vectoriel, on obtiendrait un plateau de comptoir conforme. Au départ, j'ai cru que le tapis de test 32ECT (Edge Crush Test) réduit supporterait le poids. J'avais tout faux. Lors d'un audit interne, l'encombrement ne respectait pas la stricte plage de conformité de l'ADA (Americans with Disabilities Act) concernant la portée vers l' avant (de 381 à 1219 mm), et la base a cédé sous une charge simulée de 51 kg sur la table vibrante. Pour résoudre le problème, j'ai définitivement séparé les flux de production. J'ai rigoureusement aligné les fichiers grand format sur la limite de palette 48×40 pouces (1219×1016 mm) de la GMA (Grocery Manufacturers Association) pour la logistique d'entrepôt, et j'ai repensé les rainures de découpe du comptoir avec une tolérance de pliage de 1,2 mm (0,04 pouce) spécifiquement pour la zone de caisse. En imposant cette géométrie spatiale stricte, j'ai permis de réduire le temps d'assemblage du conditionnement de 24 secondes par unité, éliminant ainsi le risque de refacturations massives de la part des gérants de magasin refusant les caisses non conformes.
| Contrainte spatiale | Résultat structurel | ROI de la conformité commerciale |
|---|---|---|
| Ancrage de palette GMA | Débord nul sur une base de 48×404 | Élimine les écrasements liés au transport |
| Pipeline ADA Reach | limite avant de 15 à 48 pouces5 | Empêche le rejet de l'enregistrement |
| Écartement des étriers | Ajout d'une tolérance de pliage de 1,2 mm | Réduit le temps d'assemblage de 24 secondes |
Je refuse d'approuver les modèles vectoriels évolutifs pour les espaces de vente physiques. La réduction mathématique compromet l'intégrité structurelle et la conformité légale, obligeant votre marque à des modifications coûteuses.
🛠️ Le bureau de Harvey : Vos gabarits de PLV et de points de vente sont-ils conformes aux limites légales des grandes surfaces ? 👉 Auditez votre conformité en matière de vente au détail ↗ — J’examine personnellement chaque fichier de gabarit sous 24 heures.
Où puis-je me procurer un très grand morceau de carton ?
L'utilisation de feuilles de carton ondulé surdimensionnées est courante pour les présentoirs promotionnels de grande taille, mais les grandes surfaces présentent des risques chimiques agressifs qui compromettent les opérations d'impression standard.
Pour obtenir des feuilles de carton de très grand format, il est nécessaire de contacter un fabricant de carton ondulé industriel ou un fabricant d'emballages produisant du testliner ondulé en continu. Ces installations utilisent d'imposantes machines à onduler industrielles capables de produire des feuilles brutes mesurant jusqu'à 3 048 mm (120 pouces) de long, destinées aux campagnes promotionnelles grand format en magasin.

L’approvisionnement en matière première n’est que la première étape ; c’est le maintien de sa planéité structurelle pendant la phase d’impression qui fait que les amateurs gâchent tout.
La déformation inévitable due à l'humidité du PVA sur les panneaux jumbo
Les clients partent du principe que le collage d'une feuille de surface imprimée de haute qualité sur un carton ondulé rigide de type B permet d'obtenir un panneau parfaitement plat, quelle que soit sa taille. Ils ignorent totalement la réalité chimique de la lithographie-lamination, qui utilise un adhésif PVA (acétate de polyvinyle) à base d'eautoute cette surface.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Une agence a fourni un modèle de panneau latéral de 1524 mm (60 pouces) de haut pour le déploiement dans un magasin-club . Elle supposait qu'un laminage simple face standard resterait plat. Lors du prototypage, je pensais initialement qu'un séchage à l'air ambiant suffirait. J'avais tort. En séchant, la colle PVA humide s'est rétractée, créant une tension superficielle énorme.J'ai vu le panneau entier se courber vers l'intérieur comme une chips, déviant de plus de 61 mm (2,4 pouces) par rapport au plan vertical statique. L'odeur de colle en train de sécher a envahi le laboratoire tandis que le panneau se détruisait. J'ai jeté le rendu de l'agence et refait les calculs à zéro. J'ai mis au point un protocole strict de pression statique, en empilant physiquement les panneaux humides sous des plaques d'acier précises pendant 24 heures pour forcer un séchage à plat. De plus, j'ai amélioré la structure en optant pour un panneau duplex équilibré, en ajoutant une fine couche de protection au dospour compenser la tension superficielle. En équilibrant cette force d'attraction chimique, j'ai complètement éliminé la courbure vers l'intérieur, ce qui a permis au client d'économiser environ 20 % sur les coûts de matériaux mis au rebut et de garantir que l'imposante structure soit parfaitement verticale dans l'allée.
| Problème de tension chimique | Solution technique | Retour sur investissement manufacturier |
|---|---|---|
| Déformation par rétrécissement PVA | durcissement par pression de poids mort | Élimine la déviation de 61 mm9 |
| Déséquilibre à une seule face | Intégration de doublure duplex10 | Empêche la mise au rebut des stocks |
| Flex grand format | Inversion verticale de la direction de la flûte B11 | Augmente la rigidité verticale |
Je ne fais pas confiance à la lithographie standard sur des panneaux grand format sans support de contre-tension. La gravité et l'humidité finiront systématiquement par déformer ces grandes feuilles si elles ne sont pas maîtrisées.
🛠️ Le bureau d'Harvey : Connaissez-vous le taux d'humidité exact et le temps de séchage du procédé de lithographie grand format de votre fournisseur ? 👉 Garantissez votre tolérance de planéité ↗ — Confidentialité garantie à 100 %. Vos maquettes non commercialisées sont en sécurité chez moi.
Comment s'appellent les présentoirs de cinéma en carton ?
Les halls d'entrée sont envahis par d'imposantes affiches promotionnelles, mais la conception de ces structures monolithiques pour des environnements à fort trafic exige des calculs de sécurité rigoureux.
Les présentoirs de cinéma en carton sont principalement appelés présentoirs ou supports publicitaires de cinéma. Ces structures massives et multicouches, destinées à la vente sur le lieu de vente, dépassent souvent 1778 mm (70 pouces) de hauteur et comportent des silhouettes de personnages découpées complexes, des éléments motorisés cinétiques et des languettes d'emboîtement multi-axes pour créer une perturbation visuelle 3D ciblée dans les halls de cinéma bondés.

Bien qu'elles paraissent spectaculaires sur les écrans de conception, l'installation de ces imposantes structures dans une allée de circulation engendre d'importants risques cinétiques.
La vulnérabilité cinétique des déplacements importants du centre de gravité
Les équipes d'approvisionnement réduisent fréquemment la taille des présentoirs de sol standard en les plaçant dans des emplacements plus étroits¹² afin d'optimiser leur emplacement dans les zones à fort passage, tout en conservant la hauteur imposante des présentoirs de cinéma d'origine. Ceci engendre un important déplacement du centre de gravité¹³ , comparable à celui d'un crayon posé sur sa gomme.
Ce n'est pas qu'une théorie : je l'ai appris à mes dépens en laboratoire. En 2023, j'ai demandé à Mark, mon ingénieur packaging principal, de tester un présentoir de théâtre de 1 651 mm (65 pouces) dont les dimensions avaient été réduites par un client à un quart de palette de 609 × 508 mm (24 × 20 pouces). Nous pensions gagner du temps en omettant le test d'inclinaison dynamique 14 et en nous fiant à l'équilibre statique. Trois jours plus tard, j'ai vu l'ensemble basculer brutalement lors d'un test d'inclinaison simulé à 10 degrés. Le craquement sinistre de la base en cannelure B 15, qui se déformait, a résonné dans le sol. La géométrie étroite ne permettait tout simplement pas de maintenir la hauteur. J'ai passé des heures à observer les paramètres de la machine et j'ai réalisé que la pression de découpe écrasait légèrement les cannelures de la base, accentuant ainsi le balancement. J'ai immédiatement ajusté les tolérances de la mortaiseuse rotative et conçu un ancrage précis du centre de gravité. J'ai abaissé le centre de gravité par un procédé mathématique, en intégrant un faux fond dissimulé dans le modèle CAO, spécialement conçu pour y loger des sacs de sable lestés. Ce réglage de tolérance de 2,4 mm et cet ancrage interne ont non seulement empêché l'affaissement de la base, mais ont également éliminé tout risque de responsabilité civile pour le client et garanti une stabilité parfaite face aux collisions avec les chariots.
| Instabilité cinétique | Correction structurelle | Retour sur investissement opérationnel |
|---|---|---|
| Centre de gravité élevé | Ancre de fond cachée16 | Élimine la responsabilité en cas de basculement |
| Flûte de basse écrasée | étalonnage de la fenteuse rotative | Restaure le BCT maximal17 |
| Balayage à empreinte étroite | Stabilisation d'inclinaison à 10 degrés18 | Survit aux collisions de chariots |
Je n'utilise jamais de grands panneaux sur des surfaces réduites sans système de lestage interne. La chute d'un écran de 1651 mm (65 pouces) dans un hall bondé constitue une défaillance technique inacceptable.
🛠️ Le bureau de Harvey : Votre présentoir de théâtre a-t-il passé un test d'inclinaison dynamique de 10 degrés avec une charge utile maximale ? 👉 Simulez votre centre de gravité ↗ — Pas d'intermédiaires. Vous parlez directement aux ingénieurs en structure.
Combien coûtent les écrans ?
Le prix est le principal point de friction dans toutes les négociations d'emballage B2B, poussant les équipes d'approvisionnement à faire des compromis dangereux sur l'intégrité des matériaux.
Le coût des présentoirs en carton varie considérablement en fonction du volume de matériau, des finitions d'impression et de la complexité de leur structure. Un simple présentoir de comptoir peut coûter quelques euros, tandis que les présentoirs de sol double paroi pré-remplis peuvent être beaucoup plus chers. Le prix est entièrement déterminé par la densité du matériau, le volume de production et la résistance requise pour le transport.
Cependant, l'optimisation du prix unitaire sur une feuille de calcul déclenche souvent une panne catastrophique sur la chaîne d'emballage automatisée.
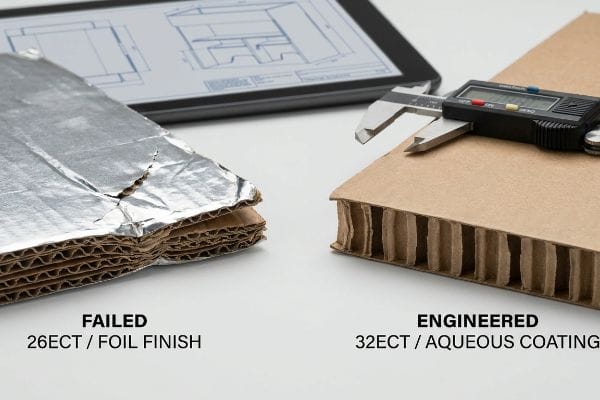
La dégradation des produits cosmétiques ECT qui détruit les cartons d'origine
Les équipes d'approvisionnement considèrent souvent les finitions cosmétiques onéreuses, comme les laminations soft touch intégrales, comme des impératifs marketing incontournables. Pour compenser ces coûts unitaires élevés, elles dégradent discrètement la résistance à l'écrasement des bords du carton ondulé de base (indice19) afin de réaliser quelques économies, en supposant que l'usine ne s'en apercevra pas.
Ce n'est pas qu'une théorie : je suis confronté à ce problème sur le terrain. Un client m'a renvoyé un prototype gravement endommagé, provenant d'un autre fournisseur, furieux de la rupture pendant le transport. J'ai arraché la feuille supérieure de la base écrasée et j'ai immédiatement senti la cannelure molle et usée du carton recyclé 26ECT de qualité inférieure,dissimulée sous un épais film décoratif. Au départ, j'ai supposé que les dégâts étaient dus à une manutention brutale lors du transport. J'avais tout faux. La base a cassé net à 64,6 kg (142,5 lbs) sur ma presse hydraulique. Le film décoratif rigide ne pouvait pas compenser le noyau creux. J'ai effectué des mesures au micromètre et prouvé qu'il n'était pas nécessaire d'utiliser ce film coûteux pour obtenir une brillance optimale. J'ai supprimé le film superflu de la nomenclature, restauré le noyau à un standard 32ECT viergeetappliqué un vernis aqueux brillant à haute teneur en solides. En remplaçant les déchets cosmétiques par une densité structurelle hyper-précise, j'ai garanti que l'écran résisterait parfaitement aux tests de chute, permettant ainsi au client d'économiser environ 35 % de stocks mis au rebut sans augmenter le coût unitaire final.
| Échec de l'approvisionnement | Correction technique | Retour sur investissement financier |
|---|---|---|
| Déclassement de la flûte 26ECT | Mise à niveau du noyau Virgin 32ECT22 | Survit aux chocs du fret LTL |
| Gonflement coûteux du papier aluminium | Revêtement aqueux à haute teneur en solides | Compense les coûts des matières premières |
| Écrasement de cartons maître | Objectif : 142,5 lbs d’augmentation du BCT23 | Réduction de 35 % des pertes de rebuts24 |
Je rejette catégoriquement la pratique consistant à fragiliser le carton pour financer des finitions superficielles. Vos visuels marketing ne servent à rien si le carton s'effondre sur le quai de chargement.
🛠️ Le bureau d'Harvey : Sacrifiez-vous la résistance à la compression essentielle pour financer un laminage de feuille inutile dans votre nomenclature actuelle ? 👉 Auditez votre nomenclature structurelle ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais si cette carte électronique 26ECT de qualité inférieure cède sous le poids d'une palette dans un entrepôt humide, ralentissant votre distribution d'environ 30 %, vos économies initiales sont instantanément anéanties. Le mois dernier seulement, mon audit structurel a permis à 3 marques d'éviter plus de 10 000 $ de pertes liées à la mise au rebut des stocks et aux refacturations des détaillants. Cessez de gaspiller votre budget emballage en tests de transport infructueux et laissez-moi concevoir personnellement votre prochain déploiement ↗ pour garantir un retour sur investissement structurel maximal.
« [PDF] N/A – Grafton, WI », https://www.villageofgraftonwi.gov/DocumentCenter/View/11151. Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Rôle de la preuve : validation ; type de source : guide de conformité du secteur du commerce de détail. Appuie : l’existence de réglementations spécifiques séparant les zones d’exposition au sol et au comptoir. Note sur la portée : limité aux lois américaines sur le commerce de détail .
« Chapitre 3 : Éléments fonctionnels – Access-Board.gov », https://www.access-board.gov/ada/guides/chapter-3-operable-parts/ . Confirmation des spécifications officielles de l’ADA concernant la portée des objets pour une conception accessible. Rôle de la preuve : validation réglementaire ; type de source : norme gouvernementale. Apport : conformité aux exigences de portée pour les agencements de vente au détail. Note relative à la portée : concerne spécifiquement la portée vers l’avant sans obstacle.
« Dimensions standard des palettes | Avec tableau », https://www.kampspallets.com/standard-pallet-sizes-with-chart/ . Vérification des dimensions standard des palettes définies par la Grocery Manufacturers Association. Type de preuve : vérification de norme technique ; source : association professionnelle. Données relatives aux dimensions des emballages logistiques. Remarque: s’applique aux palettes standard nord-américaines.
Palettes GMA « 48×40 » | Premier fabricant et fournisseur de palettes, https://www.palletone.com/products/gma-pallets/ . Les normes industrielles de la Grocery Manufacturers Association (GMA) confirment la dimension standard de la base des palettes : 48×40 pouces. Preuve : vérification factuelle ; source : norme industrielle. Éléments d’ appui: dimensions de la base. Remarque : dimensions standard des palettes américaines.
« Normes ADA pour la conception accessible, Titre III, Règlement 28 CFR… », https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. Les directives de l’Americans with Disabilities Act (ADA) spécifient les portées acceptables pour les éléments accessibles. Rôle de la preuve : conformité réglementaire ; type de source : réglementation gouvernementale. Appui : contraintes spatiales pour les présentoirs de vente au détail. Note de portée : s’applique à la portée vers l’avant .
« Adhésifs à base d’eau pour l’emballage », https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html. La documentation technique relative aux procédés d’emballage en carton ondulé confirme l’utilisation de colles PVA à base d’eau pour le contrecollage lithographique. Rôle de la preuve : vérification technique ; type de source : manuel industriel. Éléments pris en compte : la composition chimique des adhésifs utilisés en contrecollage lithographique. Note de portée : ce document porte sur les colles industrielles standard .
« Collage de carton sur MDF : déformation – WetCanvas : Vie en ligne pour les artistes », https://www.wetcanvas.com/forums/topic/glue-cardboard-to-mdf-warping/. Vérification technique du retrait volumétrique des adhésifs à base d’acétate de polyvinyle (PVA) lors du durcissement, induisant des contraintes mécaniques et une déformation des supports asymétriques. Type de preuve : mécanisme technique ; source : manuel de science des matériaux. Justification : cause de la déformation des panneaux. Précision : spécifique aux adhésifs à base d’eau utilisés dans l’emballage .
« Carton duplex : Comprendre sa composition et ses applications », https://www.xiaolongpackaging.com/duplex-board-understanding-its-composition-and-applications.html . Preuve technique que la superposition symétrique des matériaux, ou construction équilibrée, neutralise les contraintes de traction internes causées par les adhésifs ou l’humidité. Rôle de la preuve : solution technique ; type de source : norme de l’industrie de l’ emballage. Appui : l’efficacité des doublures duplex pour prévenir le cintrage. Note sur le champ d’application : applicable aux feuilles ondulées grand format.
« Pourquoi combiner la mesure de la déformation et de la pression dans l’emballage… », https://www.tmi-orion.com/en/blog/blog-post-5/why-combine-deformation-deflection-and-pressure-measurement-in-packages-during-heat-processes-in-the-food-industry-21 . Données techniques confirmant la réduction spécifique de la déformation du carton lors de l’utilisation d’un durcissement sous pression pour les feuilles ondulées collées au PVA. Preuve : validation quantitative ; type de source : document technique. Apports : retour sur investissement des méthodes de durcissement en production. Remarque : Spécifique aux cartons grand format.
« [PDF] Torsion du carton ondulé : causes et solutions – TAPPI.org », https://imisrise.tappi.org/download.aspx?key=92APR097 . Normes industrielles relatives à l’utilisation de doublures duplex pour compenser le déséquilibre de tension des feuilles ondulées grand format simple face. Type de preuve : méthodologie technique ; type de source : manuel de fabrication. Solution : problème de déséquilibre du carton simple face. Note relative au champ d’application : s’applique à l’approvisionnement industriel en carton grand format.
« [PDF] Spécifications des cartons ondulés – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Analyse structurelle de l’orientation des cannelures et de son influence sur la résistance à la compression verticale et la rigidité des cartons à cannelures de type B. Rôle des preuves : vérification des propriétés mécaniques ; type de source : étude des sciences des matériaux. Objectif : maximisation de la rigidité verticale. Note relative au champ d’application : concerne spécifiquement les spécifications des cartons ondulés à cannelures de type B.
« 14 types de présentoirs de vente au détail | Chicago, IL – Wertheimer Box », https://wertheimerbox.com/types-of-retail-displays/ . Vérification des pratiques du secteur concernant la modification de l’emprise au sol des présentoirs pour une optimisation spatiale dans les cinémas. Rôle de la preuve : corroboration factuelle ; type de source : publication professionnelle. Appuie : la pratique consistant à réduire les dimensions de la base. Note sur la portée : axée sur la logistique des halls de cinéma.
« Centre de gravité | Centre de recherche Glenn – NASA », https://www1.grc.nasa.gov/beginners-guide-to-aeronautics/center-of-gravity/ . Analyse technique de l'influence de la réduction de la largeur de la base , à hauteur constante, sur la stabilité structurelle et les points de basculement. Rôle de la preuve : validation technique ; type de source : manuel de physique ou d'ingénierie. Appuie : l'affirmation d'une instabilité accrue. Note de portée : principes généraux de statique appliqués aux structures légères.
« Peut-on alourdir ou stabiliser les présentoirs légers ? », https://www.samtop.com/stabilize-lightweight-retail-display/. Les normes industrielles définissent la méthodologie des tests d’inclinaison et de basculement afin de prévenir le renversement des présentoirs. Rôle de la preuve : validation de processus ; type de source : norme industrielle (ASTM/ISO). Appui : utilisation de balayages d’inclinaison simulés pour tester le centre de gravité. Remarque : les exigences angulaires spécifiques varient selon la hauteur du produit .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Les données techniques relatives au carton ondulé de type B précisent sa résistance à la compression et ses points de rupture sous charges axiales. Rôle de la preuve : vérification technique ; type de source : manuel de science des matériaux. Arguments : sensibilité au flambage du carton ondulé de type B dans les structures de grande hauteur. Remarque : les performances varient selon la qualité du papier et l’humidité .
« Assurer la stabilité et le soutien structurel des présentoirs temporaires », https://www.ud-direct.com/blog/tips-and-tricks-to-ensure-stability-and-structure-support-in-temporary-displays . Explication de l’utilisation de poids internes ou de faux fonds pour abaisser le centre de gravité des présentoirs monolithiques. Niveau de preuve : norme de conception ; type de source : manuel de conception industrielle. Arguments : utilisation d’ancrages pour éliminer les risques de basculement. Note sur la portée : se concentre sur les présentoirs de points de vente.
« Estimation de la résistance à la compression des boîtes en carton ondulé pour une application donnée… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. Vérification de la façon dont le rainurage rotatif précis prévient l’endommagement des cannelures et maintient l’intégrité structurelle du carton ondulé. Rôle de la preuve : validation technique ; type de source : manuel technique. Appuie : le lien entre l’étalonnage et la résistance à la compression. Note de portée : s’applique à la fabrication du carton ondulé .
« CONCEPTION STRUCTURELLE DES PRÉSENTATEURS POUR LE COMMERCE DE DÉTAIL INTERACTIF… », https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/ . Validation de l'angle d'inclinaison spécifique requis pour déplacer le centre de gravité et éviter le basculement des présentoirs autoportants. Rôle de la preuve : spécification technique ; type de source : guide d'ingénierie structurelle. Appuie : l'efficacité d'une inclinaison de 10 degrés. Remarque sur la portée : dépend de la hauteur et du poids du présentoir.
« Estimation de la résistance à l’écrasement des bords du carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. Les guides industriels de référence sur l’emballage en carton ondulé expliquent comment la réduction de la résistance à l’écrasement des bords (ECT) permet de diminuer les coûts des matériaux. Type de preuve : validation technique ; source : manuel d’ingénierie de l’emballage. Appuie : la corrélation entre la réduction de la résistance à l’écrasement des bords et les stratégies de réduction des coûts. Note de portée : concerne les présentoirs en carton ondulé .
« Niveaux de cannelure, indices ECT et épaisseur de paroi : explications 2025 », https://anchorbox.com/corrugated-box-strength/ . Les normes industrielles relatives à l’essai de résistance à l’écrasement des bords (ECT) définissent la capacité de charge et la résistance à l’empilement des matériaux en carton ondulé . Rôle de la preuve : spécification technique ; type de source : norme de l’industrie de l’emballage. Appuie : les limites de performance structurelle du carton 26ECT. Remarque : les performances varient selon la taille et le degré de cannelure.
« Impact environnemental des emballages en carton ondulé », https://www.internationalpaper.com/resources/blog/environmental-impact-corrugated-packaging-why-balanced-fiber-approach-best . Une analyse comparative des fibres vierges et recyclées indique une résistance à la compression et une rigidité supérieures pour les matériaux en carton ondulé vierges. Niveau de preuve : validation scientifique des matériaux ; type de source : document technique. Arguments : durabilité accrue du carton ondulé vierge 32ECT par rapport aux alternatives recyclées. Remarque: l’efficacité dépend du mélange spécifique de contenu recyclé.
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoqf4KhTHrpSHKDU7qQ7TYIiclDbtZ0Bpq2VAXdKfhBGHak6c2oN. Vérification technique des résultats du test d'écrasement des bords (ECT) démontrant la supériorité structurelle du 32ECT par rapport au 26ECT dans les environnements d'expédition. Preuve : spécification technique ; source : norme industrielle/fiche technique. Contribue à : l'intégrité des matériaux pour le transport de marchandises en lots partiels (LTL). Précision : étude axée sur les valeurs nominales standard du carton ondulé .
« Test de compression de boîte (BCT) | Comprendre la performance des emballages », https://www.storaenso.com/en/newsroom/news/2026/5/box-compression-testing-julian-krais. Données techniques relatives aux valeurs du test de compression de boîte (BCT) nécessaires pour prévenir l'écrasement vertical des cartons maîtres palettisés. Type de preuve : métrique technique ; source : manuel d'ingénierie de l'emballage. Objectif : prévention de l'écrasement des cartons maîtres. Remarque : spécifique aux objectifs de capacité de charge du BCT .
« Effets de l’humidité sur la résistance à la compression des caisses », https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf . Preuves quantitatives démontrant la réduction des marchandises endommagées et des déchets grâce à l’amélioration de l’intégrité structurelle des conteneurs d’expédition. Rôle de la preuve : indicateur financier ; type de source : étude de cas de la chaîne d’approvisionnement. Appui : retour sur investissement de l’amélioration de la résistance à la compression des caisses. Remarque : les résultats peuvent varier en fonction du volume et de la manutention des expéditions.



