
Obtenir une place dans les grandes enseignes est un exploit considérable. Mais y maintenir sa présence exige bien plus qu'un bon produit ; cela requiert une exécution irréprochable en magasin.
Les présentoirs sur mesure sont des structures conçues pour mettre en valeur les produits de consommation directement en magasin. Ces dispositifs robustes, allant des présentoirs de sol en carton ondulé aux bacs de comptoir compacts, doivent optimiser la logistique mondiale, rompre la monotonie visuelle et stimuler les achats impulsifs dans les allées encombrées des magasins.

Comprendre cette définition n'est que le point de départ. Voyons maintenant précisément comment mettre en œuvre ce déploiement physique en point de vente sans faire exploser votre budget marketing.
Qui peut créer des présentoirs dans votre magasin ?
De nombreuses marques émergentes partent du principe que leurs graphistes internes peuvent facilement faire office d'ingénieurs en emballage structurel afin de réduire les coûts initiaux.
La conception des présentoirs en magasin exige des ingénieurs en structure spécialisés et des partenaires de fabrication certifiés, et non de simples graphistes. Si les équipes marketing internes conçoivent les visuels, la réalisation d'un présentoir de grande capacité nécessite le strict respect des normes physiques internationales, afin de garantir sa résistance aux contraintes logistiques extrêmes de la chaîne d'approvisionnement, sans qu'il ne s'effondre sous le poids des marchandises.
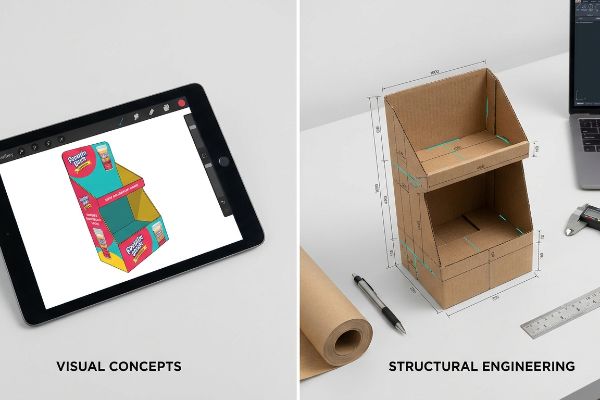
Combler le fossé entre un croquis numérique et un espace de vente physique exige une discipline structurelle rigoureuse.
Pourquoi les graphistes ont-ils des difficultés avec l'ingénierie d'affichage ?
Les startups confient souvent la création de leurs présentoirs aux équipes marketing digital, partant du principe qu'un logiciel standard peut générer un fichier prêt pour l'impression. Elles traitent un présentoir pour palette Costco de 1 134 kg (2 500 lbs) comme une simple brochure numérique. Cette approche simpliste ignore complètement les contraintes physiques liées à l'épaisseur du carton ondulé et aux tolérances de pliage.
Je constate constamment ce piège lorsque des clients tentent d'économiser de l'argent en demandant aux concepteurs de dessiner directement des onglets complexes imbriqués dans des outils de mise en page en ligne. Ces plateformes ne produisent que des images raster ou vectorielles non assemblées, qui ne peuvent pas appliquer automatiquement les tolérances de pliage pour le panneau 32 ECT (Edge Crush Test)2.
Un jour, un client m'a apporté un gabarit finalisé qui n'était qu'un fichier pixellisé et plat. Lorsque nous l'avons passé sur la table de découpe CNC (Commande Numérique par Calculateur) Kongsberg3, la machine était incapable de lire les tracés ; j'entendais le bruit abrasif et bruyant de la fraise qui tentait de forcer un tracé à travers du carton kraft vierge.
Pour remédier à ce problème, je fournis systématiquement un PDF verrouillé et pré-conçu, généré directement à partir d'un logiciel de CAO (Conception Assistée par Ordinateur). Les clients importent ce fichier dans leur logiciel de conception, ce qui verrouille les calculs structurels sur la couche inférieure et empêche ainsi la créativité esthétique de primer sur les contraintes physiques. Ce flux de travail accélère la phase de prépresse d'environ 40 %et élimine complètement les rejets coûteux des détaillants dus à des défaillances structurelles.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception d'onglets dans les outils de mise en page web | Application des lignes de découpe CAO verrouillées5 | Empêche l'effondrement sous charge de base |
| En négligeant l'épaisseur du circuit imprimé | Application des tolérances de pliage mathématiques6 | Gain de 30 secondes par unité lors de l'assemblage |
| Soumission de chemins vectoriels non joints | Validation du chemin de routage avant vol7 | Élimine les erreurs de découpe coûteuses des machines CNC |
Je refuse de lancer une production en série si l'intégrité structurelle repose sur l'interprétation visuelle d'un graphiste. La validation préalable du gabarit technique est la seule façon de garantir le succès d'une production de masse.
🛠️ Le bureau d'Harvey : Vous vous demandez si le gabarit de votre graphiste est réellement réalisable ? 👉 Demandez un audit de gabarit ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Comment présentez-vous vos produits en magasin ?
Obtenir de l'espace au sol ne représente que la moitié du travail ; la manière dont vous présentez physiquement le produit détermine la vitesse d'écoulement de vos stocks.
La mise en valeur de vos produits en magasin exige un merchandising spatial stratégique qui maximise l'impact visuel tout en respectant les contraintes d'espace des distributeurs. Une présentation physique efficace utilise des structures en carton ondulé à plusieurs niveaux, des perspectives optimales et des couleurs contrastées pour capter immédiatement l'attention des clients et les inciter à un achat rapide.

Une boîte magnifiquement imprimée ne se vendra pas si sa géométrie spatiale entrave le regard naturel du consommateur.
La stratégie d'engagement spatial 3-3-3 pour les détaillants
Les équipes marketing junior conçoivent souvent les présentoirs de vente au détail uniquement pour une visualisation rapprochée sur des écrans d'ordinateur rétroéclairés. Elles partent du principe que si le logo est net à l'écran, les clients s'arrêteront naturellement pour lire les petites puces imprimées sur le présentoir . Cette approche standard ignore complètement la réalité physique de la façon dont les clients, souvent pressés, se déplacent dans les allées des grandes surfaces .
Dans mon magasin, j'applique la « règle des 3-3-3 » pour optimiser l'engagement client et remédier précisément à ce problème. Un présentoir doit capter le regard à 9,14 mètres (30 pieds), susciter un intérêt particulier à 0,91 mètre (3 pieds) et inciter à l'achat à 76,2 mm (3 pouces).
J'ai vu d'innombrables marques haut de gamme échouer parce qu'elles ont entassé un roman de texte sur le panneau de base9.Je me suis tenu une fois dans un grand magasin et j'ai vu des clients pousser leurs lourds chariots en métal juste devant un présentoir magnifiquement imprimé parce que ses graphismes discrets se fondaient visuellement directement dans le sol en béton gris10.
Pour contrer cet effet, nous imposons des formes découpées massives et à fort contraste, ainsi que des aplats de couleur pour créer cette de rupture cruciale à 9 mètres¹¹. Nous optimisons la hauteur des étagères pour qu'elles se situent précisément dans la zone de contact ergonomique de 127 cm (50 pouces)¹² et réduisons le rebord avant pour garantir une visibilité du produit d'au moins 85 %. Cette conception agressive freine physiquement l'élan du client, augmentant ainsi la vitesse de prise en main et améliorant considérablement le retour sur investissement de la marque en matière d'espace.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Impression de texte minuscule sur la base | Coloration en aplat et découpes | Attire l'attention à une distance de 9 mètres13 |
| Des étagères profondes dissimulent les stocks | Découpe des lèvres avant pour une visibilité de 85 %14 | Entraîne une conversion tactile immédiate |
| Placer les objets importants près du sol | S'aligner sur la zone de frappe de 50 pouces15 | Augmente la vitesse de traction de l'impulsion |
Je conçois chaque présentoir pour qu'il soit visuellement très visible de loin, mais fonctionnellement invisible de près. Si le client doit plisser les yeux pour lire l'étiquette en carton au lieu de prendre le produit en main, votre stratégie de présentation a échoué.
🛠️ Le bureau de Harvey : Vos présentoirs actuels se fondent-ils dans le décor comme du papier peint à 9 mètres de distance ? 👉 Demandez une analyse structurelle ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Combien coûtent les présentoirs en magasin ?
L'établissement d'un budget pour le déploiement d'un produit en magasin repose sur un équilibre délicat entre la durabilité structurelle, l'attrait esthétique et l'efficacité de l'expédition.
Le coût des présentoirs en magasin varie considérablement, allant de dépenses unitaires minimes pour de simples plateaux de comptoir à des investissements importants pour des présentoirs robustes sur palettes. Le prix final dépend fortement de la qualité du carton ondulé, des exigences en matière d'outillage spécifique, des méthodes d'impression numérique et des capacités de charge dynamique imposées par les normes de conformité des grandes surfaces.

Mais se contenter d'examiner un devis brut masque souvent les pièges dangereux que recèlent les stratégies d'approvisionnement à bas prix.
Le danger du piège de la dégradation cosmétique
Les équipes d'approvisionnement cherchent naturellement à optimiser chaque centime dépensé dans une campagne de marketing physique afin de maximiser leur retour sur investissement. Souvent, elles considèrent les finitions esthétiques coûteuses, comme le pelliculage intégral à chaud<sup>16</sup>, comme un impératif marketing non négociable, tout en cherchant secrètement des pistes d'économies ailleurs. Cela les conduit à dégrader aveuglément la qualité des matériaux de base<sup>17</sup> pour compenser le budget marketing attractif.
Je vois ce désastre se produire lorsque les acheteurs tentent de financer des films métalliques coûteux en dégradant secrètement la carte de base, passant d'une robuste 32 ECT à une fragile 26 ECT18.C'est exactement comme appliquer une peinture de luxe sur un véhicule sans châssis.
J'ai récemment reçu un présentoir effondré d'un concurrent, envoyé par un responsable de marque exaspéré ; sa structure était tellement endommagée que j'ai senti les fines cannelures fragiles s'écraser complètement sous la légère pression de mon pouce. L'ensemble s'est écroulé avant même d'arriver en magasin.
Dans mon usine, nous interdisons formellement de dégrader la qualité des panneaux de base pour financer des dépenses esthétiques superflues. Nous privilégions la restauration du matériau à un standard ECT 32 vierge¹⁹et obtenons la réflexion optimale souhaitée grâce à des vernis aqueux brillants à haute teneur en solides. Ce changement fondamental préserve les indices BCT²⁰,élimine totalement les dommages liés au transport et évite à nos clients des retours clients importants dus à des marchandises endommagées.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Réduction de la puissance du TCE pour réaliser des économies | Mandat vierge 32 ECT conseil21 | Empêche le flambement catastrophique de la base |
| Utiliser des films aluminium coûteux | Utilisation de revêtements aqueux à haute brillance22 | Maintient un taux de recyclage en bordure de trottoir de 100 % |
| En ignorant les limites de pression de charge supérieure | Conception pour une BCT maximale23 | Élimine les refacturations de transport des détaillants |
Je ne fais jamais de compromis sur la composition chimique interne du papier pour faire briller les panneaux extérieurs. Un présentoir publicitaire, aussi beau soit-il, est totalement inutile s'il arrive écrasé au quai de chargement.
🛠️ Le bureau d'Harvey : Votre usine utilise-t-elle secrètement du carton ondulé de qualité inférieure pour économiser quelques centimes ? 👉 Demandez votre audit des matériaux ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur ajoutée.
Comment appelle-t-on le processus d'installation de présentoirs en magasin ?
Le fait de remettre les cartons emballés à plat aux vendeurs est le point de rencontre entre la conception théorique et la brutale réalité humaine.
L'installation des présentoirs en magasin est appelée merchandising ou activation sur le lieu de vente. Cette phase d'exécution cruciale consiste à réceptionner les matériaux en carton ondulé livrés à plat, à interpréter les gabarits fournis et à assembler physiquement les présentoirs commerciaux en magasin, en respectant scrupuleusement les normes d'accessibilité et d'espace en vigueur dans les grandes surfaces.

Mais la connaissance de la terminologie ne suffit pas lorsque les chaînes de montage de conditionnement à façon se mettent à fonctionner sous des délais très serrés.
Pourquoi les calculs mathématiques standardisés échouent-ils en usine ?
Les concepteurs supposent souvent qu'un simple système d'emboîtement sur un écran d'ordinateur se traduit par un processus d'assemblage fluide et sans friction dans les rayons des magasins. Ils dessinent les emplacements de réception dans leurs logiciels en se basant uniquement sur l' épaisseur absolue du carton à sec<sup>24, s'attendant à des lignes parfaitement droites. Cette approche purement théorique est extrêmement dangereuse lorsqu'il s'agit d'expédier des marchandises physiques à travers des chaînes d'approvisionnement réelles, très variables.
Dans mon atelier, je constate régulièrement que ces calculs CAO impeccables se désintègrent complètement sous l'effet des contraintes environnementales. Lorsque les emballages plats en carton ondulé sont expédiés par voie maritime longue distance ou stockés dans des régions à forte humidité, le revêtement poreux agit comme une éponge, absorbant l'humidité ambiante et gonflant physiquement jusqu'à 1,02 mm (0,04 pouce)<sup>25</sup>. Je le vérifie à l'aide d'un micromètre numérique sur les matières premières à réception ; une languette d'emboîtement qui s'ajustait parfaitement dans le bureau climatisé se transforme soudain en un coin récalcitrant et gonflé. J'ai vu des équipes de conditionnement transpirer et s'épuiser, déchirant littéralement les fibres du carton brut et recourant à un ruban adhésif transparent peu pratique pour forcer l'assemblage des unités mal alignées.
Pour remédier à ce problème, j'intègre automatiquement une « masse d'humidité » spécifique dans nos gabarits de découpe, élargissant mathématiquement les fentes de réception afin de compenser le taux de dilatation précis dû à l'eau de la qualité de carte26.En imposant ce micro-ajustement de 1,02 mm27, je garantis une réduction du temps d'assemblage d'environ 45 secondes par unité, ce qui diminue considérablement les coûts de main-d'œuvre et prévient les défauts de mise en rayon.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation stricte de calibres à sec | Conception d'un tampon d'humidité28 | Assure un assemblage au sol sans frottement |
| Forcer les comprimés gonflés ensemble | Élargissement des fentes de réception CAO29 | Empêche les déchirures disgracieuses du carton |
| Utiliser du ruban adhésif transparent pour les réparations | Systèmes de verrouillage découpés avec précision30 | Accélère les délais de main-d'œuvre pour le conditionnement à façon |
Je ne me fie jamais aux calculs purement analytiques de bureau pour concevoir des produits destinés à des environnements d'entrepôt humides. Intégrer ce jeu microscopique directement dans la ligne de découpe est le seul moyen de garantir un processus d'assemblage sans accroc pour l'équipe merchandising.
🛠️ Le bureau d'Harvey : Connaissez-vous la tolérance exacte à la dilatation par l'humidité de vos languettes d'emboîtement actuelles ? 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'engagiez des dépenses inutiles en production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher qui, en secret, dégrade la qualité de votre carton pour financer des dorures esthétiques, mais lorsque ce support fragile de 26 ECT s'effondre sous le poids de la charge, cela entraîne un refus immédiat du détaillant et des semaines de retouches manuelles coûteuses. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous fiez plus aux tolérances structurelles : laissez-moi analyser vos fichiers grâce à mon Audit de Moulage Gratuit ↗ afin de détecter les erreurs critiques avant le lancement de la production en série.
« Quelle charge maximale peut supporter ma palette ? », https://unitload.vt.edu/education/white-papers/5-wp-load-carrying-capacity-of-pallets.html. [Un manuel de conformité pour le commerce de détail ou un guide d'ingénierie structurelle pour les présentoirs en carton ondulé permettrait de vérifier les exigences spécifiques de charge pour les agencements des grandes surfaces]. Rôle de la preuve : vérification des spécifications techniques ; type de source : norme de conformité pour le commerce de détail. Appuie : l'affirmation selon laquelle les présentoirs de vente au détail doivent résister à des charges physiques extrêmes. Remarque sur la portée : les limites de poids peuvent varier selon le détaillant ou les dimensions du présentoir .
« Le guide ultime des boîtes en carton ondulé – Shorr Packaging », https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Les guides de référence en ingénierie de l'emballage précisent comment calculer les tolérances de pliage pour le carton 32 ECT afin de tenir compte de l'épaisseur du matériau et de la compression lors du pliage.] Rôle de la preuve : Spécification technique ; type de source : Norme d'ingénierie de l'emballage. Appuie : La nécessité de privilégier l'ingénierie structurelle à la conception graphique pour les agencements de vente au détail. Note de portée : S'applique spécifiquement aux supports en carton ondulé .
« Découpe laser vectorielle vs raster | Opérations – École de design », https://design.ncsu.edu/operations/510/laser-cutter-vector-vs-raster-laser-cutting/ . [Les spécifications techniques du fabricant confirment que les tables de découpe CNC nécessitent un tracé vectoriel pour l'exécution des trajectoires d'outil, les fichiers rasterisés ou pixélisés étant incapables de guider la tête de découpe]. Rôle de la preuve : vérification technique ; type de source : spécification du fabricant. Appuie : la nécessité des tracés vectoriels par rapport aux fichiers raster pour la fabrication CNC. Note de portée : s'applique aux systèmes de découpe numérique utilisant des fraises ou des couteaux oscillants.
« Référence externe – PDF très lent », https://forums.autodesk.com/t5/autocad-architecture-forum/external-reference-pdf-really-slow/td-p/2847920 . [Des études comparatives sectorielles ou des études de cas opérationnelles dans le domaine de l'emballage structurel permettraient de quantifier la réduction en pourcentage des délais de prépresse grâce à l'utilisation de gabarits générés par CAO] . Type de preuve : mesure quantitative ; type de source : rapport sectoriel. Contribue à : l'efficacité des flux de travail intégrés à la CAO. Remarque : les gains de temps peuvent varier en fonction de la complexité de l'affichage et des logiciels utilisés par l'agence.
« Guide de conception structurelle des emballages papier », https://greendotpackaging.com/paper-packaging-structural-design-guide/. [Les normes industrielles en matière d'ingénierie structurelle des emballages démontrent que des gabarits CAO précis et verrouillés sont essentiels pour garantir l'intégrité des éléments porteurs]. Rôle de la preuve : norme industrielle ; type de source : guide technique. Sujet : relation entre la précision CAO et la stabilité structurelle. Note relative à la portée : Spécifique aux présentoirs de point de vente.] ↩
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Les manuels techniques relatifs aux emballages en carton ondulé et rigide expliquent comment les tolérances de pliage mathématiques tiennent compte de l'épaisseur du matériau afin de garantir des pliages précis et un assemblage efficace]. Rôle de la preuve : spécification technique ; type de source : manuel technique. Justifie : la nécessité de calculer le déplacement du matériau pour optimiser la vitesse d'assemblage. Note relative au champ d'application : s'applique aux emballages pliants et aux matériaux de présentation .
« Vectric Help Live : Questions/Réponses CNC, corrections de trajectoires d'outils et mises à jour importantes d'IDC », https://www.youtube.com/watch?v=UvYGZJ8iHV8. [La documentation des machines CNC confirme que la validation des trajectoires vectorielles jointes avant la découpe évite les erreurs de trajectoire d'outil qui entraînent des pertes de matière et des défauts de coupe]. Rôle de la preuve : exigence technique ; type de source : documentation du fabricant. Appuie : le rôle de la validation des trajectoires dans la réduction des erreurs de fabrication CNC. Remarque sur la portée : Spécifique au routage CNC vectoriel.] ↩
« Évaluation de l’attention et de l’excitation du consommateur par l’observation oculaire… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8380820/ . [Des recherches sur la psychologie du commerce de détail et le parcours d’achat démontrent que les consommateurs utilisent un balayage visuel rapide et évitent de s’arrêter pour lire des informations en petits caractères dans les environnements à forte affluence]. Niveau de preuve : à l’appui ; type de source : étude universitaire ; arguments : l’inefficacité des signalétiques de vente au détail surchargées de texte ; portée : principalement applicable aux environnements de vente au détail à fort volume.
« Panneaux de vente sur le lieu de vente (PLV) : fonctionnement et impact sur le commerce de détail… », https://www.optisigns.com/post/point-of-purchase-pop-display-how-they-work-their-retail-impact . [Une étude en psychologie du consommateur sur les panneaux de vente sur le lieu de vente (PLV) indique qu’une forte densité de texte augmente la charge cognitive et réduit la probabilité de décisions d’achat immédiates.] Niveau de preuve : argument ; type de source : étude de marché. Appui : l’affirmation selon laquelle un excès de texte sur les panneaux de base nuit aux ventes. Précision: concerne les environnements de vente au détail à accès rapide.
« Utiliser le color block pour améliorer la visibilité en point de vente », https://mavrk.studio/color-blocking-boost-retail-visibility/ . [Les principes du merchandising visuel établissent qu'un contraste chromatique élevé entre un présentoir et son environnement immédiat est essentiel pour capter l'attention et accroître son pouvoir d'attraction.] Rôle de la preuve : argument ; type de source : guide de conception. Appuie : l'affirmation selon laquelle les graphismes à faible contraste réduisent la visibilité des présentoirs. Note de portée : spécifique aux présentoirs de sol dans des environnements aux tons neutres.
« Construction de magasins : 70 % du travail se fait après la conception », https://www.linkedin.com/posts/abhinaviitb_building-a-retail-store-is-30-design-and-activity-7450807208067366912-9ofI . [Les normes du secteur en psychologie du commerce de détail définissent la distance précise à laquelle des signaux visuels à contraste élevé captent l'attention du consommateur et modifient les flux de circulation]. Type de preuve : donnée factuelle ; source : étude du comportement du consommateur. Constat : efficacité de la signalétique à contraste élevé. Remarque : dépend de l'éclairage du magasin et de la largeur des allées.
« [PDF] Directives pour les magasins d'alimentation au détail – Ergonomie pour… – OSHA », https://www.osha.gov/sites/default/files/publications/OSHA3192.pdf . [Des sources faisant autorité en matière d'ergonomie dans le commerce de détail confirment la hauteur optimale de placement des étagères afin qu'elle corresponde au champ de vision naturel d'un adulte moyen]. Niveau de preuve : spécification technique ; type de source : norme industrielle. Objectif : placement optimal des produits pour une meilleure visibilité. Remarque : peut varier selon la taille du public cible.
« Comment le contraste rend une vitrine plus attrayante », https://www.samtop.com/what-role-does-contrast-play-in-making-a-window-display-more-attractive%EF%BC%9F/. [Une source faisant autorité en matière de merchandising visuel confirmerait la distance à laquelle les indices visuels à contraste élevé, comme les couleurs d'accentuation, attirent l'attention du consommateur]. Rôle de la preuve : validation factuelle ; type de source : guide sectoriel. Appuie : mesures de l'attention visuelle. Note de portée : la distance varie en fonction de l'éclairage et des rapports de contraste .
« Quelle est la hauteur moyenne des étagères en magasin ? – PopDisplay », https://popdisplay.me/what-is-the-average-retail-shelf-height/. [Une étude sur l’ergonomie des étagères en magasin permettrait de quantifier l’impact de la hauteur du rebord de l’étagère sur le pourcentage d’emballage visible]. Type de preuve : spécification technique ; source : étude de conception de points de vente. Données : indicateurs de visibilité des produits. Remarque : applicable à des profondeurs d’étagères spécifiques .
« Pourquoi les détaillants placent-ils les produits à hauteur des yeux ? – PopDisplay », https://popdisplay.me/why-do-retailers-place-products-at-eye-level/ . [Des études sur le comportement des consommateurs permettraient de définir la hauteur verticale optimale, appelée zone de frappe, pour maximiser l’interaction avec le produit et les achats impulsifs]. Niveau de preuve : expertise reconnue ; type de source : étude de psychologie du consommateur. Arguments : hauteur de placement optimale. Remarque: peut varier selon la taille du public cible.
« Pelliculage Soft Touch vs Pelliculage Mat pour Emballage – Packwo », https://packwo.com/blog/soft-touch-vs-matte-lamination-for-packaging/. [Les guides tarifaires de l'industrie de l'impression documentent le surcoût important associé au pelliculage à chaud intégral par rapport aux vernis aqueux ou UV standard]. Rôle de la preuve : vérification des coûts ; type de source : guide tarifaire. Appuie : l'affirmation selon laquelle le pelliculage à chaud est un ajout esthétique coûteux. Note de portée : le coût varie en fonction de la surface totale couverte .
« Impact des différents types de présentoirs en magasin sur les achats des consommateurs… », https://www.sciencedirect.com/science/article/abs/pii/S0022435921000634?via%3Di. [La littérature technique sur l’emballage détaille comment la réduction de la qualité des matériaux ondulés, dans le but de réduire les coûts, diminue directement la capacité de charge et la durabilité des présentoirs de vente au détail]. Rôle de la preuve : lien de causalité technique ; type de source : manuel technique. Arguments : possibilité technique et risque de dégradation structurelle. Note de portée : spécifique aux supports en carton ondulé .
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoq7CU6vKMAxP2DdndK8y0vfHxiHVSUXtdSA4qqcx36L3QDJEXtZ. Les normes industrielles relatives au test d'écrasement des bords (ECT) quantifient la résistance à la compression du carton ondulé, démontrant qu'une valeur ECT plus faible entraîne une diminution de la résistance à l'empilement. Preuve : spécification technique ; type de source : norme de l'industrie de l'emballage. Appuie : l'affirmation selon laquelle la réduction de l'ECT dégrade l'intégrité structurelle. Remarque sur la portée : spécifique aux qualités de carton ondulé .
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOorsRWKJ07VP2QLgikvkZrTThgx6UtcPtT8oocM8Uy8Nn70_1Zle. [Les manuels techniques de l'industrie pour les emballages en carton ondulé définissent la capacité de charge et les exigences structurelles du carton 32 ECT (Edge Crush Test)]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appui : références de qualité des matériaux. Note de portée : spécifique au carton ondulé. ↩
« Tests BCT et ECT : Évaluation de la résistance des boîtes en carton ondulé | METROPACK », https://www.metropack.eu/definition/materials/corrugated-cardboard/ect-edge-crush-test-and-bct-box-compression-test-corrugated-box . [La documentation technique sur l’emballage explique la relation mathématique selon laquelle le maintien de valeurs élevées au test d’écrasement des bords (ECT) garantit la validité de la note obtenue au test de compression de la boîte (BCT)]. Rôle de la preuve : lien de causalité technique ; type de source : manuel d’ingénierie. Appuie : allégations de durabilité structurelle. Note de portée : s’applique à la résistance à l’empilement vertical.
« Résistance et durabilité des emballages papier – EcoPackables », https://www.ecopackables.com/blogs/news/strength-and-sustainability-in-paper-packaging?srsltid=AfmBOoq7Xpgcd8Z-w02EcKP_ujsvzAg37m_grWxQ5Ty85_gtFo17h54A. [Les spécifications techniques issues de sources d'ingénierie de l'emballage confirment que la fibre vierge 32 ECT (Edge Crush Test) offre la résistance à la compression verticale requise pour éviter la rupture du support sous les charges typiques de la vente au détail]. Preuve : spécification technique ; type de source : manuel de l'industrie de l'emballage. Apports : durabilité structurelle des présentoirs. Remarque : les performances varient en fonction de l'humidité et de la hauteur d'empilage .
« FILM REVÊTU | GoVeda », https://www.goveda.com/patent/TW-I917534-B . [Les normes de l'industrie du recyclage confirment que les revêtements aqueux sont à base d'eau et compatibles avec les procédés de mise en pâte standard, tandis que les films laminés contaminent souvent le flux de recyclage]. Rôle de la preuve : norme environnementale ; type de source : lignes directrices d'une association de recyclage. Appuie : allégations de recyclabilité à 100 % en porte-à-porte. Note de portée : basé sur les capacités de recyclage municipales standard nord-américaines.
« Test de compression des boîtes (BCT) | Comprendre la performance des emballages », https://www.storaenso.com/en/newsroom/news/2026/5/box-compression-testing-julian-krais. [La documentation relative à la logistique et à la chaîne d'approvisionnement démontre que l'optimisation des valeurs du test de compression des boîtes (BCT) réduit la fréquence des cartons écrasés pendant le transport, principale cause de refacturations aux détaillants]. Rôle de la preuve : indicateur d'assurance qualité ; type de source : norme logistique. Avantages : réduction des pénalités financières liées à l'expédition. Remarque : des refacturations peuvent également être déclenchées par des erreurs d'expédition non liées au BCT .
« Influence des lignes de pliage analogiques et numériques sur les propriétés mécaniques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. Les manuels techniques de conception d'emballages en carton ondulé expliquent pourquoi le recours à des mesures absolues à sec au pied à coulisse, sans tenir compte de l'absorption d'humidité, entraîne des défauts d'assemblage. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie ; Arguments : le défaut de la conception théorique basée sur le pied à coulisse ; Note de portée : s'applique aux substrats à base de cellulose .
« [PDF] Étude des propriétés mécaniques des emballages en carton… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1066&context=japr. [Une étude de science des matériaux ou un manuel d'ingénierie de l'emballage sur le carton ondulé permettrait de vérifier la dilatation dimensionnelle spécifique du papier de test en milieu humide]. Rôle de la preuve : validation technique d'une mesure physique ; type de source : manuel d'ingénierie de l'emballage. Appuie : l'affirmation selon laquelle l'humidité ambiante provoque un gonflement physique prévisible des matériaux en carton ondulé. Remarque : la variation dépend de la qualité du papier de test et de son grammage .
« Influence de l'humidité et de la température sur les propriétés mécaniques du carton ondulé… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Les données techniques relatives à l'hygroscopicité du carton ondulé confirment que les différentes qualités de carton se dilatent à des vitesses prévisibles en fonction de l'humidité]. Rôle de la preuve : Vérification technique ; type de source : Revue de science des matériaux. Apports : Base pour les tampons d'humidité. Note de portée : Les taux de dilatation varient selon le type de cannelure et le matériau de la couverture .
« Guide complet des tolérances dimensionnelles des boîtes en carton ondulé – Upack », https://www.upack.in/blog/post/complete-guide-on-corrugated-box-dimension-tolerance?srsltid=AfmBOoqBfNQXmyumgWlAMQEcTH0nwzEEfylEFcvF2Irf0rEC32mi2CYe. [Les tests de fabrication des gabarits de découpe structurels confirment que des ajustements millimétriques de la largeur des fentes réduisent significativement les frottements lors de l'assemblage]. Rôle de la preuve : Vérification technique ; type de source : Norme d'ingénierie de l'emballage. Sujet : Effet d'ajustements de tolérance spécifiques. Remarque : Les résultats peuvent varier selon l'environnement d'assemblage .
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/. [Les guides techniques d'ingénierie de l'emballage expliquent comment la nature hygroscopique du carton nécessite des marges dimensionnelles pour compenser la dilatation du matériau en milieu humide]. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie de l'emballage. Arguments : nécessité de marges d'humidité pour un assemblage sans frottement. Remarque sur la portée : spécifique aux matériaux à base de cellulose.] ↩
« Conseils pratiques pour la conception des languettes et des encoches lors de l'assemblage de pièces en tôle », https://www.youtube.com/watch?v=DHcrX_ZnByA. [Les normes industrielles pour la conception d'emballages par CAO spécifient des tolérances d'encoche croissantes afin de prévenir les contraintes et les déchirures dues au gonflement du carton]. Niveau de preuve : norme industrielle ; type de source : spécification de conception. Appui : l'utilisation d'encoches plus larges pour éviter les déchirures du carton. Remarque sur la portée : s'applique aux procédés de découpe de précision.] ↩
« Réduisez les coûts de main-d’œuvre sur les lignes d’emballage grâce à de simples modifications d’emballage », https://www.pacificbox.com/box-resources/cut-pack-line-labor-costs-with-simple-packaging-changes. [Des études logistiques et de fabrication indiquent que les mécanismes de verrouillage sans outil réduisent considérablement le temps de travail d’assemblage par rapport à l’application manuelle d’adhésif]. Rôle de la preuve : avantage quantitatif ; type de source : étude d’ingénierie industrielle. Appuie : l’affirmation selon laquelle les systèmes de découpe accélèrent les délais de conditionnement. Note de portée : la comparaison porte sur l’efficacité de la main-d’œuvre par unité.] ↩



