
Vous investissez un budget conséquent dans un produit haut de gamme, mais s'il se fond dans la masse des rayons, il ne trouvera pas preneur. Un présentoir personnalisé incite les consommateurs à s'arrêter, à regarder et à acheter.
Un présentoir PDQ est un présentoir léger en carton ondulé, prêt à l'emploi en magasin, conçu pour une mise en rayon immédiate et une vente rapide des produits. Ces unités compactes, à poser sur un comptoir ou une étagère, éliminent tout assemblage complexe, permettant au personnel du magasin de transformer rapidement les marchandises en vrac en zones promotionnelles à forte visibilité, stimulant ainsi les achats impulsifs et minimisant la main-d'œuvre.

Mais transposer ces unités, initialement conçues en numérique, dans l'environnement exigeant des grandes surfaces ne se résume pas à plier du carton. Analysons les calculs structurels qui distinguent un déploiement réussi d'un fiasco.
Qu'est-ce qu'un présentoir PDQ ?
Avant de présenter votre projet à un acheteur, vous devez comprendre le fonctionnement de ces unités compactes.
Un présentoir PDQ est un système d'emballage intégré et autonome, conçu pour les comptoirs ou les rayons à fort trafic des points de vente. Ces plateaux spécialisés utilisent des parois modulaires pré-collées et des mécanismes d'empilage avancés pour maintenir en toute sécurité les produits de grande consommation, garantissant une rigidité structurelle optimale tout en assurant une visibilité maximale des produits pour les clients.

Connaître la définition, c'est bien pour une réunion, mais le vrai test a lieu lors du conditionnement.
La règle « zéro frustration » pour les plateaux de comptoir
Les jeunes designers traitent souvent les plans de travail comme de simples cartons d'expédition, supposant qu'un simple rabat suffise à les assembler. Ils envoient des gabarits plats avec des dizaines de languettes complexes et imbriquées, nécessitant un manuel d'instructions pour être déchiffrées. Si cette méthode permet d'économiser quelques centimes sur la colle, elle reporte une charge de travail considérable sur le centre de distribution¹ .
Lorsque l'on s'appuie sur des pliages manuels complexes, on se heurte à un obstacle de taille sur la chaîne de montage. J'ai vu des opérateurs de conditionnement à façon suer et pester en essayant d'insérer de force des languettes en C non collées dans des fentes étroites, finissant par abandonner et coller du ruban adhésif transparent disgracieux sur les coins, ruinant complètement l'esthétique de la marque. La poussière de découpe se répand partout pendant qu'ils luttent contre la friction. La solution ? Imposer un système modulaire pré-encollé « zéro frustration ». Grâce à la conception de fonds automatiques et de parois latérales pré-encollées, le plateau prend sa forme 3D finale en moins de deux secondes².Ce simple pivot structurel réduit le temps de conditionnement à façon d'environ 40 %³, respectant ainsi votre calendrier de lancement et éliminant les frictions à l'origine des erreurs d'assemblage.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| rabats manuels complexes | fonds de caisse pré-collés | Gain de 40 % sur le temps de conditionnement4 |
| S'appuyer sur du ruban adhésif transparent | Languettes de verrouillage intégrées | Protège l'esthétique de la marque |
| côtés fragiles à simple paroi | Plis modulaires à double paroi5 | Empêche l'affaissement des étagères |
Je refuse qu'une mauvaise conception des gabarits freine une chaîne de montage à cadence élevée. En confiant la complexité du collage en usine à des opérations automatisées plutôt que manuelles, vous préservez vos marges bénéficiaires avant même l'expédition du produit.
🛠️ Le bureau d'Harvey : Vos sous-traitants vous facturent-ils un supplément parce que vos plateaux sont trop complexes à plier ? 👉 Demandez un audit de vos gabarits ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Que signifie PDQ en entreprise ?
L'acronyme semble anodin, mais ses implications commerciales dictent le rythme de toute votre chaîne d'approvisionnement.
Dans le secteur commercial, PDQ signifie « Présentation rapide des produits » ou « Disponibilité ultra-rapide », désignant une stratégie de vente au détail à déploiement rapide. Ce modèle exige des fournisseurs qu'ils livrent directement aux magasins des plateaux pré-assemblés et chargés de marchandises, permettant ainsi aux employés de vente, payés au salaire minimum, de transférer instantanément le plateau du carton d'expédition à la surface de vente.

L'objectif est la rapidité, mais précipiter le calendrier de fabrication sans plan de rétro-ingénierie garantit un lancement catastrophique.
Maîtriser la « chronologie à rebours » pour des déploiements rapides
Les responsables de marque supposent souvent que, du fait de la petite taille de l'unité physique, le délai de fabrication et de logistique peut être réduit à quelques semaines. Ils finalisent leurs illustrations à la toute dernière minute, ignorant complètement la réalité mécanique de la création des plaques d'impression, de la découpe et des temps de séchage de la colle PVA (acétate de polyvinyle)6.
Je constate que même les équipes d'approvisionnement les plus expérimentées tombent dans le piège des délais. Elles m'appellent paniquées, me demandant d'accélérer une production, mais on ne peut pas contourner les lois de la physique : si l' adhésif de lamination, à l'odeur forte et humide, ne sèche pas correctement sous pression,les panneaux se déforment comme des chips dans le conteneur. J'impose un délai de 60 jours à rebours strict à tous les responsables des déploiements rapides. Votre calendrier doit être basé sur la date de mise en rayon imposée par le détaillant, puis déduire le transport maritime, le délai de conditionnement et le temps de séchage. Cette marge de sécurité garantit la livraison de vos unités en parfait état, sans pénalités pour livraison express, préservant ainsi votre retour sur investissement et évitant les réclamations pour livraison tardive de la part des gérants de magasin mécontents.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Calendriers de planification à long terme | cartographie rétrospective sur 60 jours8 | Empêche les dates de lancement tardives |
| Sans tenir compte du temps de séchage de la colle | Obligation de séchage à plat en 24 heures9 | Élimine les écrans déformés |
| Modifications de dernière minute des illustrations | Verrouillage des fichiers avant prépresse10 | Élimine les temps d'arrêt coûteux des machines |
Je dis toujours à mes clients que la rapidité en magasin exige une patience calculée en usine. On ne peut pas contourner le calendrier de production sans en payer le prix fort : produits défectueux ou promotions manquées.
🛠️ Le bureau d'Harvey : Votre calendrier de production est-il en train de se rapprocher dangereusement de la date de lancement obligatoire de votre distributeur ? 👉 Demandez un calendrier détaillé ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Pourquoi la présentation des produits est-elle importante ?
L'obtention de l'autorisation pour un espace de stockage n'est que la moitié du chemin ; c'est la mise en œuvre physique de la conversion qui relève de l'architecture.
La présentation des produits est essentielle car elle rompt la monotonie visuelle des allées encombrées des magasins, captant instantanément l'attention des clients. Les spécialistes du merchandising utilisent des formes audacieuses, une visibilité optimale des produits et une communication ciblée pour influencer le comportement des consommateurs, transformant ainsi le simple passage en achats impulsifs et augmentant significativement la dynamique de la marque.

Créer un visuel attrayant est facile, mais traduire ce visuel en une structure physique qui attire les piétons exige une discipline spatiale rigoureuse.
La règle « 3-3-3 d’engagement spatial » pour les acheteurs
Les équipes graphiques conçoivent souvent les présentoirs de comptoir uniquement pour une visualisation rapprochée sur des écrans d'ordinateur plats et rétroéclairés. Elles supposent qu'un client se tiendra patiemment devant la marchandise et lira un paragraphe dense de texte marketing, ignorant la réalité physique d'un environnement de magasin chaotique et rapide<sup>11</sup>.
Imaginez un panneau publicitaire au bord de l'autoroute : on n'y imprime pas un roman, car les conducteurs n'ont que quelques secondes pour réagir. Le même principe s'applique lorsqu'un client pousse son chariot sous l'éclairage cru des néons d'un magasin. Je vois constamment des textes magnifiquement imprimés, noyés dans le brouhaha visuel, et les clients pressés ne font même pas attention au présentoir. Je remédie à cela en appliquant rigoureusement la règle « 3-3-3 » de l'engagement spatial¹² . La structure doit utiliser une forme découpée audacieuse pour capter l'attention à 9,14 mètres (30 pieds), employer des couleurs Pantone à fort contraste pour attirer le regard à 0,91 mètre (3 pieds), et un rebord avant bas pour garantir une visibilité du produit de 85 % sur les 76,2 mm (3 pouces) ¹³ derniers points de contact. Cette ingénierie spatiale précise augmente considérablement vos ventes impulsives.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Paragraphes marketing denses | Couleurs d'accompagnement à contraste élevé | Attire l'attention à 9 mètres de distance14 |
| Formes symétriques et ennuyeuses | Découpes 3D agressives | Perturbe la fatigue visuelle dans les allées |
| lèvres de retenue avant hautes | 85 % de visibilité du produit15 | Augmente le taux de saisie impulsive |
Je conçois des espaces qui respectent le temps et l'attention du client. Si votre architecture ne guide pas instinctivement le regard de dix mètres à quelques centimètres, votre présentoir n'est qu'un papier peint hors de prix.
🛠️ Le bureau de Harvey : Votre marchandiseur actuel est-il trop discret et ne parvient-il pas à susciter les achats impulsifs essentiels ? 👉 Demandez votre analyse structurelle ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur ajoutée.
Pourquoi les écrans sont-ils importants ?
Au-delà du marketing, la présence physique de vos emballages constitue votre dernière ligne de défense contre les défaillances logistiques.
Les présentoirs sont essentiels car ils constituent des barrières structurelles vitales protégeant l'emballage primaire lors des transports difficiles de la chaîne d'approvisionnement. Au-delà de leur aspect esthétique, les présentoirs conçus répartissent la pression exercée par le haut, préviennent les dommages dus au frottement cinétique et garantissent que les marchandises arrivent en rayon intactes, éliminant ainsi les pénalités coûteuses liées au refus des détaillants.
Faire tenir un seul écran debout dans un laboratoire est facile, mais voici la dure réalité lorsqu'on en expédie 500 directement vers les quais de réception agressifs des grandes surfaces.
Pourquoi l'imbrication standard échoue-t-elle en usine ?
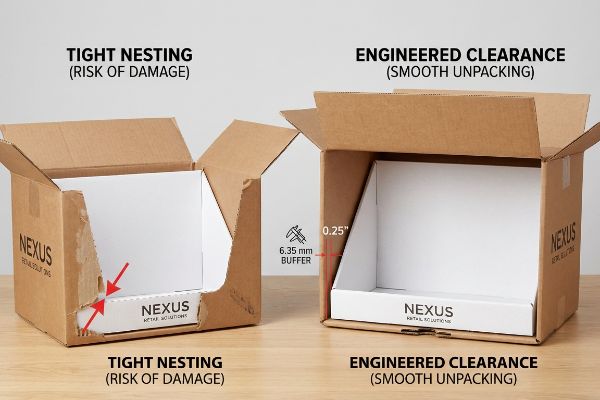
Les équipes d'approvisionnement tentent fréquemment de minimiser le volume d'expédition en concevant leurs cartons de transport principaux pour correspondre exactement aux dimensions extérieures 1:1 de leurs plateaux de vente au détail pré-remplis16.Elles supposent qu'un ajustement parfaitement serré et emboîté offre une protection maximale pendant le transport17 et permet d'économiser de l'argent sur l'espace des conteneurs de fret maritime.
Dans mon entrepôt, je constate régulièrement que cette hypothèse théorique provoque des dégâts considérables lors du déballage. Lorsqu'on insère un plateau de 609,6 mm (24 pouces) dans un carton d'expédition de même dimension, la surface rugueuse et poreuse du papier d'emballage 32ECT brutcrée un blocage par friction important. J'ai vu des vendeurs tirer violemment sur le panneau avant du plateau bloqué, déchirant brutalement le rebord de retenue imprimé – avec le bruit désagréable des fibres de papier qui se déchirent – avant même que le plateau n'atteigne l'allée. Je corrige immédiatement ce problème en intégrant mathématiquement une marge de sécurité minimale de 6,35 mm0,25 ) dans la cavité interne du carton d'expédition, telle que conçue par CAO (Conception Assistée par Ordinateur). En imposant cette tolérance de 6,35 mm, je lève le blocage par friction, garantissant un déballage fluide qui évite les dommages et élimine tout risque de refus de livraison par le détaillant.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dimensions d'imbrication exactes 1:1 | Tolérance de décalage de 0,25 pouce20 | Élimine les frottements au déballage |
| En ignorant la texture du carton | Comptabilisation du 32ECT brut21 | Prévient la rétention des déchirures labiales |
| Prioriser le volume strict | Prioriser l'accès facile | Empêche les frais de refus des détaillants22 |
Je ne permets jamais à un client de sacrifier la facilité de déballage pour gagner quelques millimètres sur un carton. Si le livreur abîme votre marchandise en essayant de la sortir du carton, votre campagne est vouée à l'échec dès son arrivée.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur générique, mais si un plateau bien ajusté se bloque par friction et que les vendeurs déchirent vos présentoirs lors du déballage, les refus des détaillants qui en résulteront anéantiront complètement la marge bénéficiaire de votre campagne. Voici la fiche technique exacte que mes 10 principaux clients du secteur de la distribution utilisent pour garantir zéro rejet d'impression. Cessez de deviner les tolérances du carton et laissez-moi auditer personnellement vos fichiers de structure grâce à mon audit gratuit de pré-production ↗ afin de détecter ces pièges fatals avant le lancement de la production en série.
« Combien coûte l’assemblage d’un présentoir de point de vente ? », https://www.industrialpackaging.com/blog/point-of-purchase-display-cost. Les normes logistiques du secteur expliquent comment l’assemblage manuel des présentoirs de vente au détail augmente les frais généraux des centres de distribution par rapport aux unités pré-collées. Type de preuve : validation factuelle ; source : livre blanc sur la logistique. Sujet : impact de la complexité de l’assemblage sur la main-d’œuvre opérationnelle. Précision : ce document porte sur l’efficacité des emballages de vente au détail à grand volume .
« Boîtes à fond automatique (verrouillage anti-collage) simplifiées – PM Packaging », https://pmpackaging.com/product-catalog/boxes-and-cartons/auto-bottom-boxes . Vérification technique de la vitesse d'assemblage des plateaux modulaires pré-encollés par rapport aux solutions de pliage manuel. Preuve : spécification technique ; source : manuel d'ingénierie d'emballage. Indicateur : vitesse d'assemblage. Remarque: le temps d'assemblage peut varier selon les dimensions d'affichage.
« Réduisez les coûts de main-d’œuvre sur les lignes d’emballage grâce à de simples modifications d’emballage », https://www.pacificbox.com/box-resources/cut-pack-line-labor-costs-with-simple-packaging-changes . Données quantitatives comparant les heures de travail pour l’assemblage manuel et les systèmes modulaires pré-collés dans le cadre du conditionnement à façon pour la vente au détail. Type de preuve : indicateur de performance ; type de source : étude de cas sur la chaîne d’approvisionnement. Avantages : gains d’efficacité. Remarque : estimation basée sur des séries de production à grand volume.
« Cartons à fond automatique vs. cartons pliants à rabat – Brown Packaging », https://brownpackaging.com/auto-bottom-vs-tuck-end-folding-cartons/. Données industrielles comparant la vitesse d'assemblage des fonds automatiques pré-encollés et des rabats à rabat manuels dans le cadre du conditionnement à façon. Type de preuve : vérification quantitative ; source : rapport de l'industrie de l'emballage. Appui : affirmation d'efficacité pour les fonds automatiques. Remarque : les gains de temps peuvent varier en fonction du volume de production et des compétences de la main-d'œuvre .
« Boîtes en carton ondulé simple cannelure vs double cannelure : quelle est la différence ? », https://www.boxish.in/blogs/post/single-wall-vs-double-wall-corrugated-boxes-whats-the-difference. Documentation technique sur la résistance à la compression et la stabilité structurelle du carton ondulé double cannelure comparées aux options simple cannelure pour les présentoirs de vente au détail. Preuve : spécification technique ; type de source : manuel d’ingénierie de l’emballage. Argument : le double cannelure empêche l’affaissement des étagères. Remarque : l’efficacité dépend de la taille des cannelures et de la qualité du matériau .
« Découpe, pliage et collage | Fabricant d'emballages personnalisés », https://www.winpackprinting.com/article/understanding-die-cutting-folding-gluing.html . Vérification de la séquence technique et des délais de production des présentoirs de vente au détail en carton ondulé. Rôle de la preuve : validation de processus ; type de source : norme de l'industrie de l' emballage. Appuie : l'affirmation selon laquelle les contraintes mécaniques dictent les délais de production. Note relative au champ d'application : s'applique aux présentoirs de vente au détail standard en carton.
« Problèmes et solutions courants de lamination – LinkedIn », https://www.linkedin.com/posts/stephen-kumaku_packaging-flexiblelamination-laminationdefect-activity-7379066329544294400-EcJo. Brève explication de la manière dont les normes de fabrication industrielle pour les présentoirs de vente au détail spécifient le processus de polymérisation des adhésifs afin d'éviter toute déformation du matériau. Rôle de la preuve : spécification technique ; type de source : guide de fabrication. Appuie : l'affirmation selon laquelle une polymérisation incorrecte entraîne le gauchissement du carton. Note sur la portée : s'applique spécifiquement aux présentoirs de vente au détail en carton laminé ou en composite .
« Comment les emballages PDQ stimulent les ventes au détail et la visibilité de la marque », https://innorhino.com/blog/about-business/pdq-packaging-retail-sales?srsltid=AfmBOopMKZYjGa-JoaVQ66BhPTwP7St7dxAMxpdwwYH4rLLpVOREMORe . La gestion professionnelle de la chaîne d'approvisionnement des présentoirs de vente au détail utilise souvent une méthode de rétroprojection pour calculer les délais à partir de la date de lancement. Niveau de preuve : norme sectorielle ; type de source : guide de gestion de la chaîne d'approvisionnement. Avantages : optimisation de la planification. Précision: Spécifique aux déploiements en grande surface.
« Minimiser le gauchissement dû au durcissement – Forum Formlabs », https://forum.formlabs.com/t/minimizing-warping-from-curing/33912. Les normes d'ingénierie des matériaux pour les présentoirs en carton ondulé et en plastique spécifient une durée de durcissement à plat afin de garantir la stabilité dimensionnelle et d'éviter le cintrage. Rôle de la preuve : spécification technique ; type de source : manuel de fabrication. Objectif : prévention du gauchissement des présentoirs. Remarque : varie selon la chimie de l'adhésif utilisé .
« Le coût réel des temps d'arrêt des imprimantes et comment les éviter | Stargel », https://www.stargel.com/blog/real-cost-of-printer-downtime/. Les bonnes pratiques d'impression commerciale exigent un verrouillage final des fichiers afin d'éviter les temps d'arrêt machine coûteux et les erreurs de configuration lors de la phase de prépresse. Rôle de la preuve : vérification des processus ; type de source : norme d'impression commerciale. Objectif : réduction des temps d'arrêt machine. Remarque : applicable aux flux de production d'impression offset et numérique .
« Exploration du comportement de navigation et du niveau d'attention des consommateurs avec… », https://pmc.ncbi.nlm.nih.gov/articles/PMC6895988/. Données empiriques sur les schémas de regard et la charge cognitive des consommateurs dans des environnements de vente au détail à forte affluence, visant à valider l'hypothèse du chaos en magasin. Rôle des preuves : validation des contraintes environnementales ; type de source : étude de psychologie du consommateur. Conclusion : nécessité d'une conception visuelle percutante et intuitive. Remarque : les résultats peuvent varier selon la catégorie de produits .
« L’importance de la règle des 3 pour vos présentoirs personnalisés », https://mcintyredisplays.com/blog/custom-store-displays/. Explication du cadre de distance hiérarchisé utilisé pour attirer et convertir les clients en points de vente. Rôle de la preuve : soutien méthodologique ; type de source : guide de merchandising. Appuie : la séquence d’attraction visuelle, de la vision à distance à l’engagement tactile. Note sur la portée : peut s’agir d’un cadre spécifique à un secteur d’activité .
« Comment mesurer le succès d'un présentoir en magasin – Frank Mayer », https://www.frankmayer.com/blog/how-to-measure-retail-display-success/ . Données empiriques concernant le seuil de visibilité optimal des produits à portée de main du consommateur. Type de preuve : validation technique ; source : recherche en ergonomie. Confirme : l'affirmation selon laquelle une visibilité élevée à courte distance maximise l'acte d' achat impulsif. Remarque : l'efficacité peut varier selon les dimensions du produit.
« 7 types de vitrines : des idées créatives pour les concepteurs de magasins », https://unibox.co.uk/blog/7-types-of-window-display. Des études faisant autorité sur le merchandising visuel et la perception oculaire confirment que les couleurs à fort contraste attirent l’attention du consommateur à une certaine distance. Type de preuve : vérification factuelle ; source : étude sur la conception de points de vente. Conclusion : efficacité des couleurs d’accent pour capter l’attention de loin. Remarque : l’efficacité varie selon l’éclairage du magasin .
« Point de vente : comment les détaillants peuvent influencer les consommateurs en magasin… », https://blog.intouch.com/posts/points-of-purchase-displays. Les normes industrielles relatives aux présentoirs sur le lieu de vente (PLV) spécifient les seuils de visibilité requis pour optimiser l’interaction avec le consommateur et les taux de conversion. Type de preuve : spécification technique ; type de source : publication professionnelle. Constat : corrélation entre les pourcentages de visibilité et les taux d’achat impulsif. Remarque concernant la portée : peut varier selon la catégorie de produits .
« TOPS Pro détermine la taille des emballages ou des produits destinés à la vente au détail », https://topseng.com/tops-pro-retail-package-optimization/. Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Rôle de la preuve : Validation des pratiques de l’industrie ; type de source : Guide de logistique de la chaîne d’approvisionnement. Appuie : L’objectif commun des achats visant à minimiser le volume des expéditions grâce à une optimisation de l’emballage. Note sur la portée : S’applique aux pratiques de transport standard des produits de grande consommation .
« Équilibre entre la taille et la protection de l’emballage pour réduire les dommages – Pregis », https://www.pregis.com/knowledge-hub/dont-dim-to-damage-finding-the-right-balance-of-protection-while-reducing-package-dimension/. Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Rôle de la preuve : Analyse technique ; type de source : Recherche en ingénierie de l’emballage. Appuie : La relation perçue entre l’ajustement et la protection. Note de portée : Examine la dynamique structurelle d’un ajustement serré par rapport à l’espace vide protecteur .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Données techniques sur les propriétés physiques et le coefficient de frottement du matériau Testliner 32ECT. Rôle de la preuve : spécification technique ; type de source : manuel de science des matériaux . Appuie : l’affirmation selon laquelle le Testliner brut crée des blocages par friction. Note sur la portée : s’applique aux spécifications standard du carton ondulé.
« Emboîtement dans l'emballage : optimisation de l'efficacité et réduction des coûts », https://www.linkedin.com/posts/aca-print-finishing-packaging-solutions-ltd_nesting-great-for-design-even-better-with-activity-7420020080538796033-pv4r. Directives d'ingénierie de l'emballage concernant les tolérances de jeu interne afin d'éviter le blocage et les frottements lors du déballage. Niveau de preuve : norme industrielle ; type de source : manuel d'ingénierie de l'emballage. Appui : utilisation d'un décalage spécifique pour garantir une extraction aisée. Note de portée : typique des conteneurs d'expédition en carton ondulé .
« [PDF] Tolérances de mesure standard des emballages GDSN – GS1 », https://www.gs1.org/docs/gdsn/3.1/GDSN_Standard_Package_Measurement_Tolerances_Best_Practice_i1.pdf. Vérification des dimensions de jeu standard pour les emballages emboîtés afin d'éviter les blocages par vide ou les frottements. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie d'emballage. Justifie : l'efficacité de tolérances spécifiques lors de l'assemblage. Remarque : les tolérances peuvent varier en fonction de l'épaisseur du matériau .
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoozRnpOf8rGKA-Agp5MiIuu-E5EZc9Si2HpNa2HsDoXTwXRdEy3 . Données techniques sur la résistance à la compression latérale (ECT ) et son impact sur l'intégrité structurelle des présentoirs de vente au détail. Preuve : spécification du matériau ; source : fiche technique du carton ondulé. Appui : utilisation de cartons de résistances spécifiques pour prévenir les ruptures structurelles. Remarque : spécifique aux normes du carton ondulé.
« Quelles erreurs de conditionnement à façon entraînent des refacturations de la part des distributeurs ? », https://www.industrialpackaging.com/blog/copacker-mistakes-retailer-chargebacks. Preuve de sanctions financières (refacturations) imposées par les principaux distributeurs pour des emballages de présentation non conformes ou endommagés. Rôle de la preuve : pratique du secteur ; type de source : guide de conformité pour la vente au détail. Appuie : l’incitation économique à une conception précise des emballages. Note de portée : les structures tarifaires varient selon le distributeur .



